

Классификация
По ГОСТ
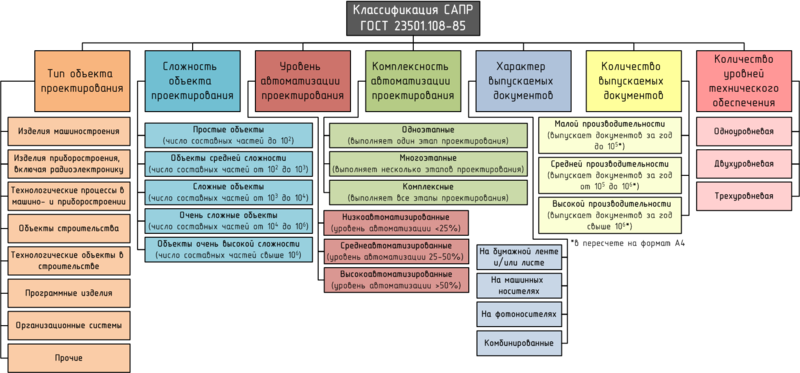
ГОСТ 23501.108-85 устанавливает следующие признаки классификации САПР:
- тип/разновидность и сложность объекта проектирования
- уровень и комплексность автоматизации проектирования
- характер и количество выпускаемых документов
- количество уровней в структуре технического обеспечения
Классификация с использованием английских терминов
В области классификации САПР используется ряд устоявшихся англоязычных терминов, применяемых для классификации программных приложений и средств автоматизации САПР по отраслевому и целевому назначению.
По отраслевому назначению
- MCAD (англ. mechanical computer-aided design) — автоматизированное проектирование механических устройств. Это машиностроительные САПР, применяются в автомобилестроении, судостроении, авиакосмической промышленности, производстве товаров народного потребления, включают в себя разработку деталей и сборок (механизмов) с использованием параметрического проектирования на основе конструктивных элементов, технологий поверхностного и объемного моделирования (SolidWorks, Autodesk Inventor, КОМПАС, CATIA);
- EDA (англ. electronic design automation) или ECAD (англ. electronic computer-aided design) — САПР , радиоэлектронных средств, интегральных схем, печатных плат и т. п., (Altium Designer, OrCAD);
- AEC CAD (англ. architecture, engineering and construction computer-aided design) или CAAD (англ. computer-aided architectural design) — САПР в области архитектуры и строительства. Используются для проектирования зданий, промышленных объектов, дорог, мостов и проч. (Autodesk Architectural Desktop, AutoCAD Revit Architecture Suite, Bentley MicroStation, Bentley AECOsim Building Designer, Piranesi, ArchiCAD).
По целевому назначению
По целевому назначению различают САПР или подсистемы САПР, которые обеспечивают различные аспекты проектирования.
- CAD (англ. computer-aided design/drafting) — средства автоматизированного проектирования, в контексте указанной классификации термин обозначает средства САПР, предназначенные для автоматизации двумерного и/или трехмерного геометрического проектирования, создания конструкторской и/или технологической документации, и САПР общего назначения.
- CADD (англ. computer-aided design and drafting) — проектирование и создание чертежей.
- CAGD (англ. computer-aided geometric design) — геометрическое моделирование.
- CAE (англ. computer-aided engineering
CAA (англ. computer-aided analysis) — подкласс средств CAE, используемых для компьютерного анализа.
) — средства автоматизации инженерных расчётов, анализа и симуляции физических процессов, осуществляют динамическое моделирование, проверку и оптимизацию изделий.
- CAM (англ. computer-aided manufacturing) — средства технологической подготовки производства изделий, обеспечивают автоматизацию программирования и управления оборудования с ЧПУ или ГАПС (Гибких автоматизированных производственных систем). Русским аналогом термина является АСТПП — автоматизированная система технологической подготовки производства.
- CAPP (англ. computer-aided process planning) — средства автоматизации планирования технологических процессов, применяемые на стыке систем CAD и CAM.
Многие системы автоматизированного проектирования совмещают в себе решение задач, относящихся к различным аспектам проектирования CAD/CAM, CAD/CAE, CAD/CAE/CAM. Такие системы называют комплексными, или интегрированными.
С помощью CAD-средств создаётся геометрическая модель изделия, которая используется в качестве входных данных в системах CAM и на основе которой в системах CAE формируется требуемая для инженерного анализа модель исследуемого процесса.
Материаловед
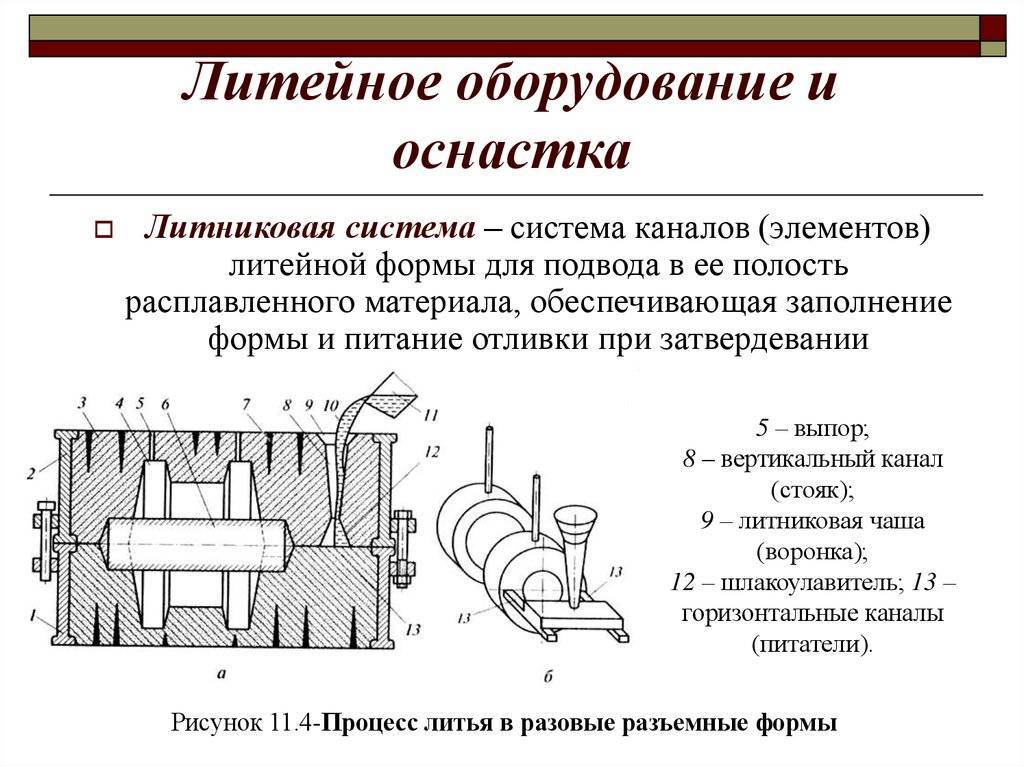
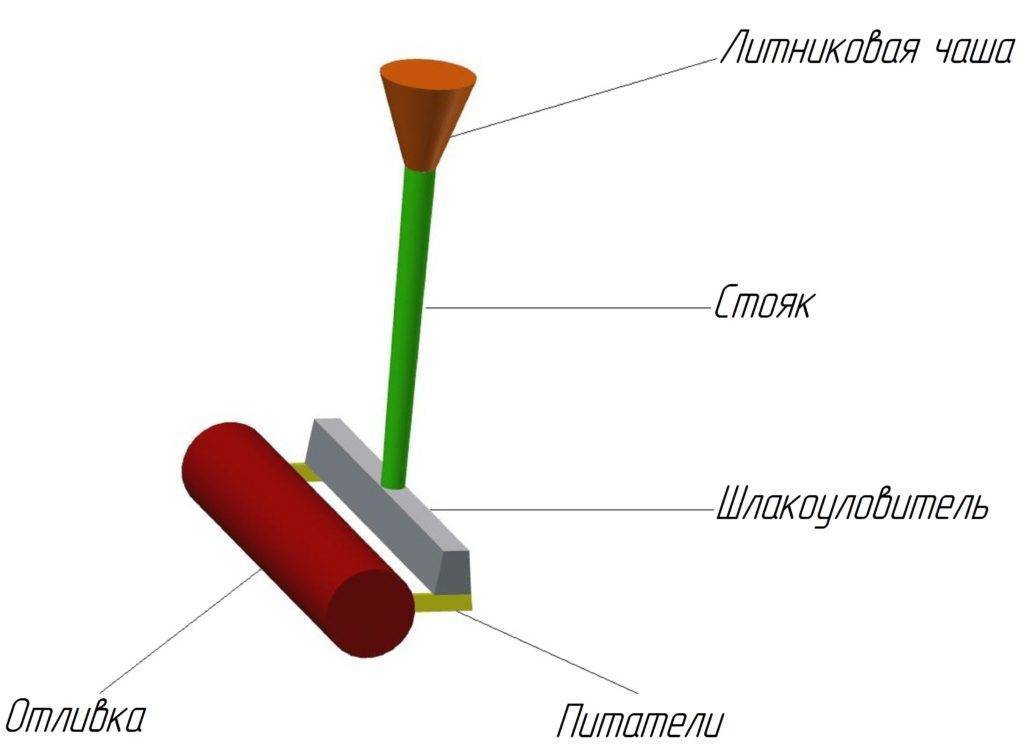
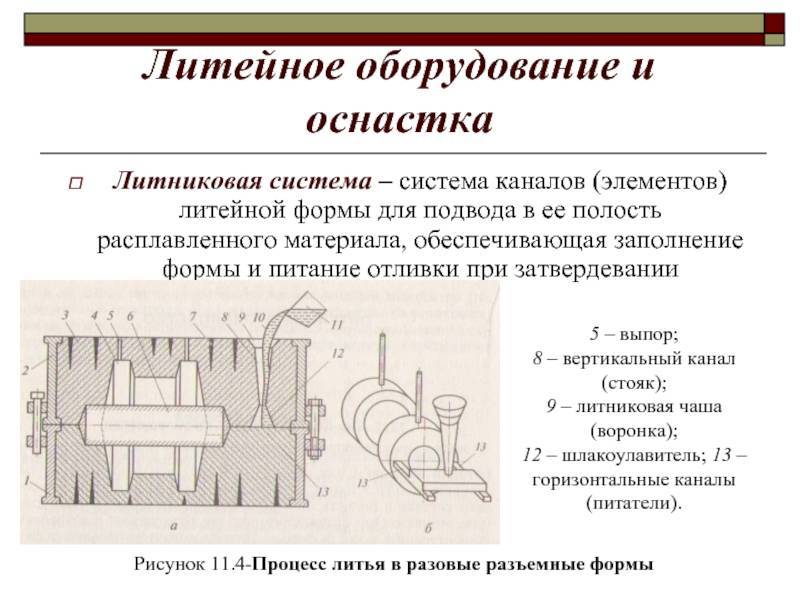
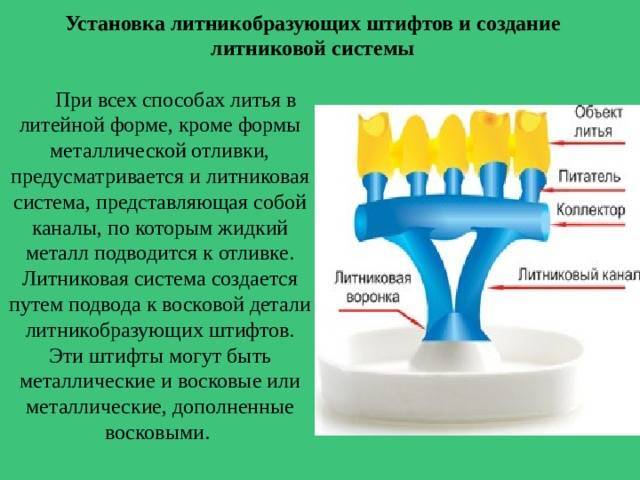
Литниковая система – это совокупность каналов, через которые расплавленный металл попадает в полость формы. Она должна обеспечить правильное распределение металла в полости формы, не допустив проникновения инородных тел (шлака, огнеупора), разрушения формы, а также завихрения и разбрызгивания металла. Литниковая система, кроме того, должна способствовать созданию такого теплового режима в форме и отливке, при котором в процессе затвердевания и охлаждения металла не развивались бы дефекты усадочного происхождения. Литниковая система состоит из следующих основных элементов (рис. 3.11): литниковая чаша (воронка), стояк, распределительный канал (шлакоуловитель), литники (питатели).
Рис. 3.11. Литниковая система: 1 – литниковая чаша; 2 – стояк; 3 – распределительный канал; 4 – литники
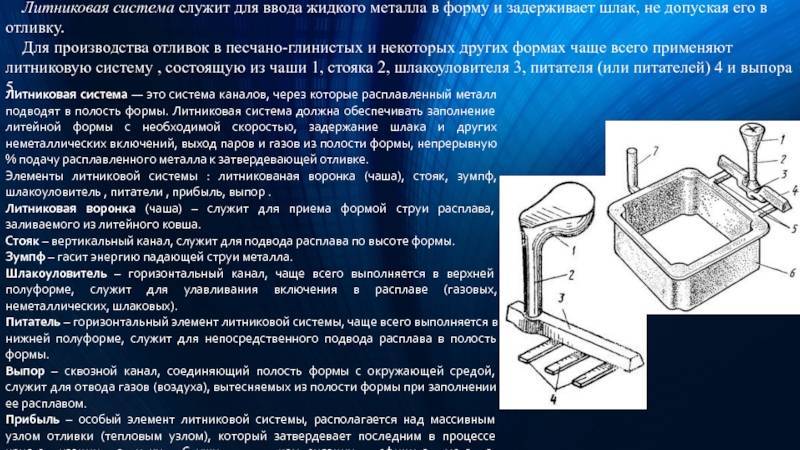
Литниковая чаша
направляет металл, заливаемый из ковша, в литниковую систему, гасит энергию струи, поддерживает постоянный уровень металла при заполнении формы и задерживает посторонние включения (оксиды, шлак, песок), принесенные потоком металла из заливочного ковша. Литниковые чаши применяют при литье чугуна и цветных металлов, заливаемых из поворотных ковшей. При литье стали, заливаемой из стопорного ковша, применяются литниковые воронки. В воронках не отделяется шлак, но металл охлаждается меньше.Стояк предназначен для подвода металла из литниковой чаши или воронки в нижние части формы. В основании стояка имеется чашечка–зумпф, гасящая удар струи и препятствующая размыванию формы. Вертикальный стояк, как правило, соединяется с горизонтальным каналом, назначение которого – подвести металл к различным местам отливки. Этот канал называютраспределительнымканалом или литниковым ходом, при литье чугуна этот же канал может называться шлакоуловителем, а при литье цветных металлов – коллектором.Литники (питатели) – это последний элемент литниковой системы. Они предназначены для подвода металла непосредственно в полость формы.
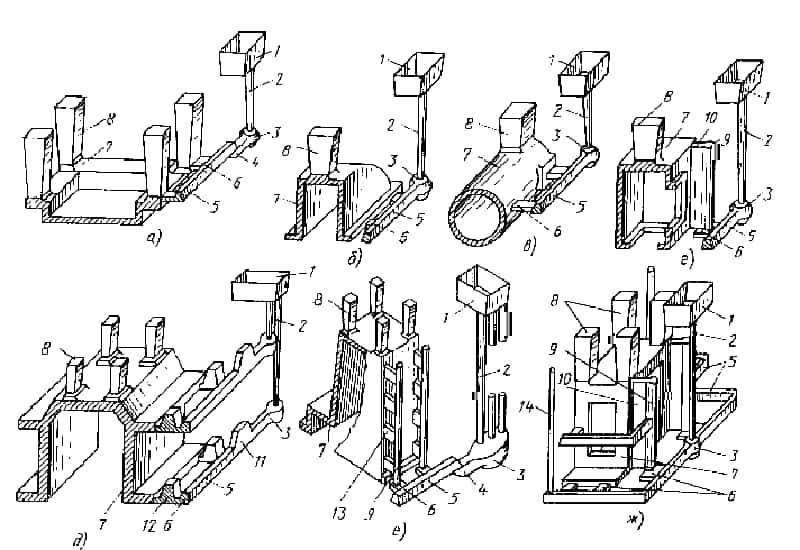
Различают несколько характерных способов подвода литников.
При сифонной заливке
литники подводят к нижней части отливки (рис. 3.12, а). Сифонная заливка обеспечивает спокойное заполнение полости формы без разбрызгивания. Однако пока расплав достигает верхней части формы, он успевает остыть, что ухудшает питание отливки из прибылей и может привести к появлению раковин в отливке.
При заливке сверху
через литник, подведенный к верхней части отливки (рис. 3.12, б), форма заполняется в направлении, противоположном направлению выхода газов, вследствие чего часть газов может попасть в отливку. Кроме того, расплав, падая на дно формы, разбрызгивается, сильнее окисляется и может размыть форму в местах падения. Преимуществом заливки сверху является поступление самого горячего металла в верхнюю часть отливки и в прибыль.
При заливке в середину
отливки литники подводят к середине отливки, на уровне ½ ее высоты (рис. 3.12, в). В этом случае нижняя часть заполняется, как при заливке сверху, а верхняя, как при заливке снизу.
Практикуется и заполнение литейной формы через несколько литников. Например, используется расширяющаяся ступенчатая литниковая система (рис. 3.12, г), суммарная площадь поперечного сечения литников которой больше площади поперечного сечения стояка, благодаря чему жидкий металл, поднявшись до среднего уровня, вновь поступает в стояк. Возникает циркуляция, показанная стрелками.
Обратное движение имеет место, если ступенчатая система сужающаяся (рис. 3.12, д).
Ступенчатая литниковая система может быть разделена на несколько отдельных стояков (рис. 3.12, е), заполнение которых происходит в соответствующем порядке.
Сифонная заливка металла через ступенчатую литниковую систему (рис. 3.12, ж) обеспечивает благоприятное распределение температуры в отливке.
Рис. 3.12. Подвод металла к отливке: а – сифонная заливка; б – заливка сверху; в – заливка в середину отливки; г – ступенчатая расширяющаяся литниковая система; д – ступенчатая сужающаяся литниковая система; е – заливка через несколько самостоятельных литников; ж – сифонная ступенчатая литниковая система
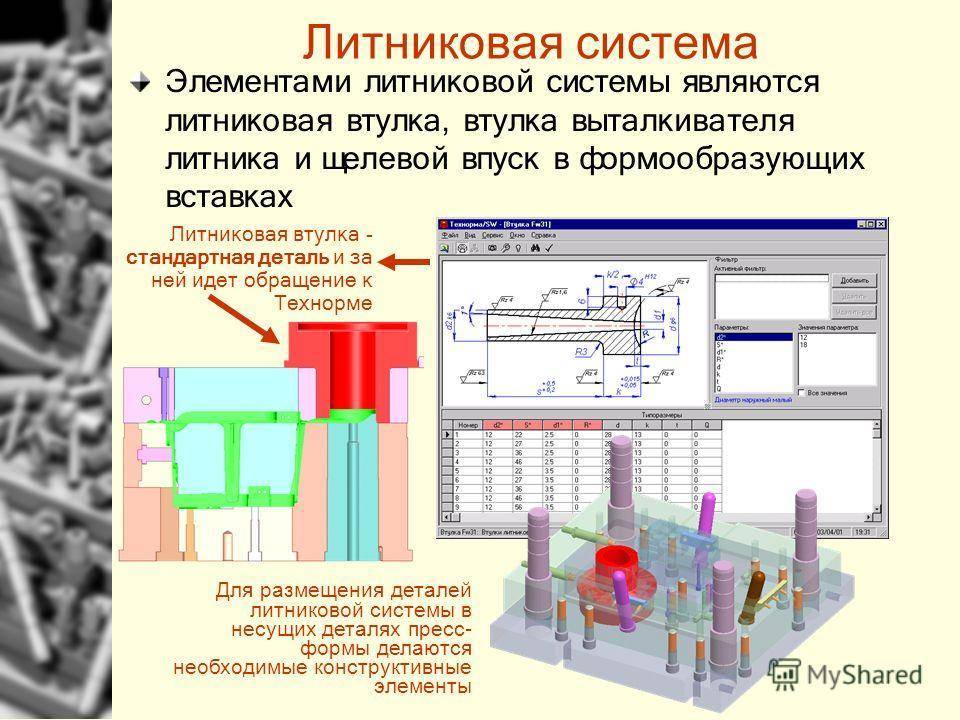
Элементы литниковой системы
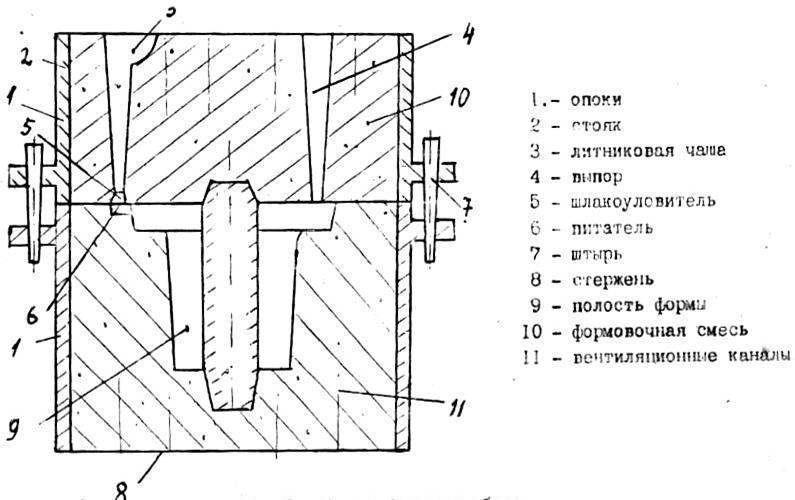
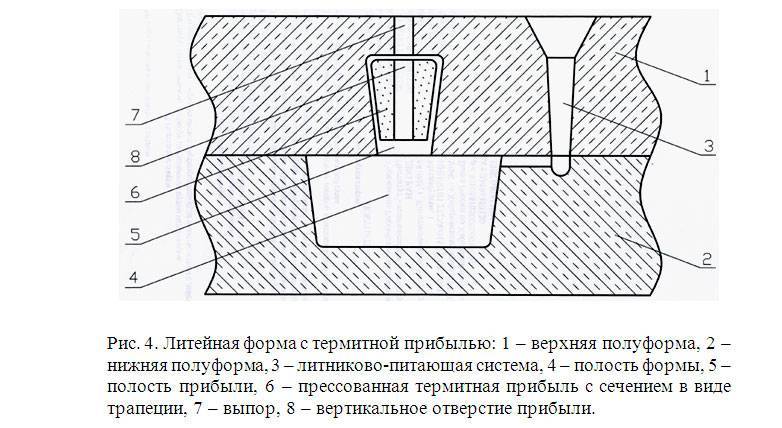
На рисунке ниже представлено поперечное сечение типичной литниковой системы при литье в песчаные формы. Эта литейная форма иллюстрирует основные принципы процесса заливки расплавленного металла, в том числе, литейных алюминиевых сплавов.
Опока – это деревянный ящик, в котором располагается формовочная песчаная смесь.
Нижняя полуформа – это нижняя часть литейной формы.
Верхняя полуформа – верхняя часть литейной формы.
Литниковая система – это сеть каналов, которые предназначены для подачи расплавленного металла от входа в литейную форму в ее полости.
Стержень – это элемент из песка, который вставляют в форму, чтобы выполнить внутренние детали отливки.
Жеребейка – приспособление для крепления стержня.
Литниковая чаша – это часть литниковой системы, которая получает расплавленный металл из разливочного ковша. Литниковая чаша контролирует подачу металла в литейную форму. От литниковой чаши металл следует вниз по литниковому стояку – вертикальной части литниковой системы, а затем идет по горизонтальным каналам – литниковым ходам – и, наконец, через контролируемые входы – питатели или литники – в полость литейной формы.





Прибыль – резервуар для расплавленного металла, который подает металл к элементам литейной формы для предотвращения усадки в ходе затвердевания.
Определение “Литниковая система” в Большой Советской Энциклопедии
| Литниковые системы |
Литниковая системалитейной формыЛитниковая системаЛитниковая система
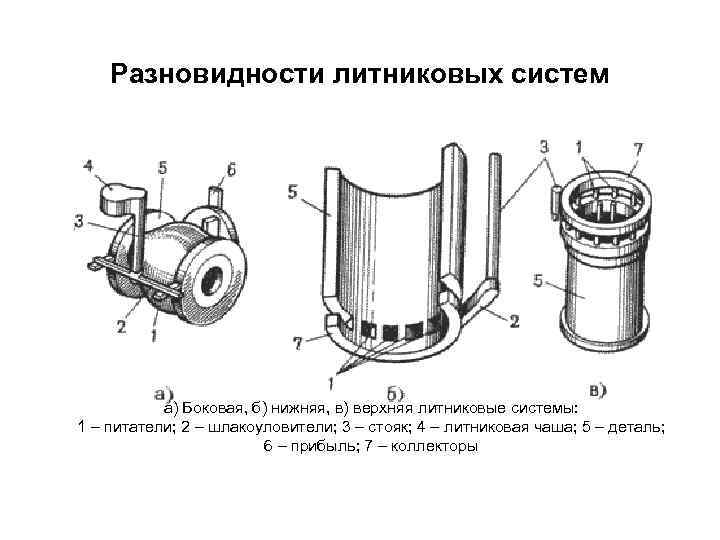
К подводящим элементам Литниковая система относятся: чаша, стояк, дроссель, шлакоуловитель (коллектор, литниковый ход) и питатель (рис., а). Чаша — приёмник расплава, для удобства заливки, задержания шлака и предотвращения засоса воздуха должна вмещать достаточный объём металла. Стояк — вертикальный (редко наклонный) канал, присоединённый к чаше. Дроссель — узкий канал (или несколько каналов), расположенный обычно в основании стояка, являющийся местным гидравлическим сопротивлением, регулирует скорость заливки и устраняет вакуум (разрежение) в стояке. Шлакоуловитель — канал, обычно вытянутого трапециевидного сечения, расположенный за дросселем, служит для подачи сплава к питателям и задержания неметаллических включений. Для более полного задержания шлака в Литниковая система устраивают местные расширения в шлакоуловителе, применяют центробежные шлакоуловители, фильтровальные сетки (для отливок из чугуна — из огнеупорной стержневой или шамотной смеси, для отливок из цветных сплавов — из тонкой листовой стали, для всех сплавов с температурой заливки до 1350°С — из кремнезёмной ткани). Шлакоуловители не нужны при заливке форм из стопорного ковша (шлак остаётся в ковше) и при плотности неметаллических включений, близкой к плотности сплава (у некоторых цветных сплавов). В этих случаях канал, называемый коллектором, или литниковым ходом, только распределяет сплав. Питатель — присоединённый к шлакоуловителю канал, обычно прямоугольного сечения, через который сплав поступает в рабочую полость формы непосредственно или через прибыль.Размеры подводящих элементов определяются в основном гидродинамическими факторами (конструкцией Литниковая система, напором, расходом и скоростью расплава).
К питающим элементам Литниковая система относятся боковая прибыль и шейка (рис., а). Боковая прибыль — компактный прилив на боковой поверхности отливки, предназначенный для её питания во время остывания и затвердевания сплава. Шейка — суженная часть прибыли, соединяющая сё с отливкой. Питающие элементы должны затвердевать медленнее отливки. Их размеры определяются в основном тепловыми факторами (теплофизическими свойствами сплава и формы), литейными свойствами сплава, массой, толщиной стенок, конфигурацией отливки и требованиями к ней (механические свойства, герметичность и т. д.).
При получении тонкостенных отливок из эвтектических сплавов (например, серого чугуна) короткого времени остывания питателей обычно оказывается достаточно для питания отливок. В этих случаях спец. питающие элементы не нужны и Литниковая система состоит только из подводящих каналов (рис., б, в, г, д). Если для питания требуется небольшой объём сплава, то система наряду с подводящими элементами имеет подводяще-питающие, например шлакоуловитель может одновременно служить прибылью, а питатель — шейкой (рис., е).
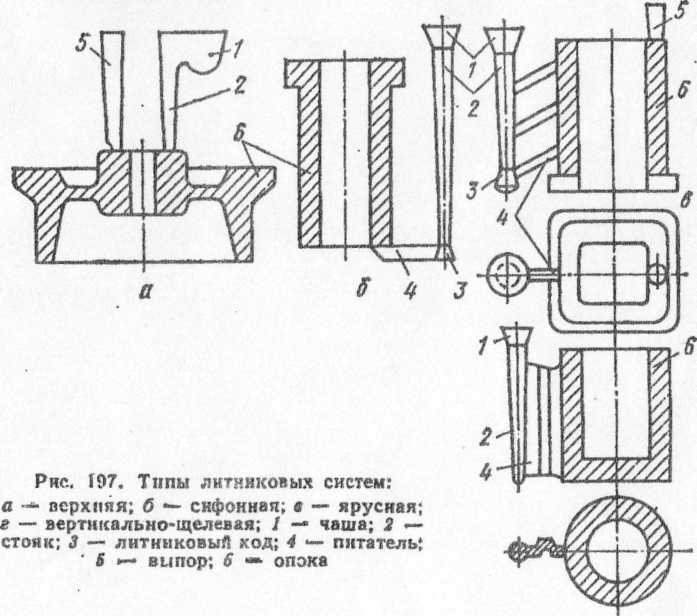
В зависимости от способа и места подвода Литниковая система разделяют на боковые, верхние и дождевые, сифонные, ярусные (этажные) и щелевые. По способу формовки различают горизонтальные Литниковая система с расположением питателя в горизонтальной плоскости разъёма и вертикальные, у которых питатель расположен в вертикальной плоскости разъёма или вне основной плоскости разъёма формы.
Лит.: Дубицкий Г. М., Литниковые системы, М. — Свердловск, 1962; Рабинович Б. В., Введение в литейную гидравлику, М., 1966; Basic principles of gating, L. — , 1967; Leremplissage des ernpreintes de moules en sable, P., 1966; Hoizmüller A., Kucharcik L., Atlas zur Anschnitt- und Speisertechnik für Gubeisen, Düsseldorf, 1969. Б. В. Рабинович.
“БСЭ” >> “Л” “ЛИ” “ЛИТ” “ЛИТН” |
Автоматизированные информационные системы
Автоматизированная информационная система – это комплекс аппаратных и программных средств, необходимых для реализации функций хранения данных и управления ими, а также для вычислительных операций.
Выделяют наиболее важные принципы автоматизации процессов:
- надежность;
- окупаемость;
- гибкость;
- безопасность;
- соответствие стандартам;
- дружественность.
Классификация автоматизированных информационных систем имеет следующую структуру:
- Система, охватывающая один процесс в организации.
- Осуществляется несколько процессов с организации.
- Нормальная работа одного процесса сразу в нескольких взаимосвязанных организациях.
- Система, организующая функционирование нескольких процессов в нескольких взаимосвязанных системах.
Конструкция стержневого ящика. Вентиляция полости ящика при пескодувном уплотнении стержневой смеси.
Стержневые ящики должны отвечать следующим требованиям:
- обеспечивать удобное и равномерное уплотнение стержня
- легкое извлечение его без деформаций и повреждений;
- иметь достаточно жесткую конструкцию и небольшую массу;
- быть износостойкими и долговечными;
- обеспечивать возможность установки каркасов и выполнения вентиляционных каналов.
Стержень будет формоваться в разъёмном, состоящем из двух полуформ стержневом ящике с горизонтальной плоскостью разъёма. Способ формовки – пескодувным способом. В конструкции стержневого ящика предусмотрены венты для вентиляции и вдувные отверстия для стержневой смеси (см. приложение 3).
Полость стержневого ящика соответствует внешним очертаниям стержня со знаковыми частями. Разъёмные алюминиевые ящики должны иметь центрирующие штыри и устройства для их крепления. В дне ящика против вдувных отверстий установлены шайбы из закалённой стали, для защиты его от разрушающего действия струи смеси.
Стержневой ящик изготавливается из сплава АК5М2 (АЛ3В) по ГОСТ 1583-93. Несмотря на то, что стержневые ящики изготовлены из алюминия, для предотвращения повышенного износа, на контактных поверхностях устанавливается броня – пластина из углеродистой стали Ст3.
Толщина стенки и другие размеры определяются исходя из среднего габаритного размера стержневого ящика по ГОСТ 19370-74.
Расчет вдувных отверстий
См. в файле в конце статьи.
Расчет вентиляционных отверстий (вент)
См. в файле в конце статьи.
Варианты расположения литниковой системы в опоке.
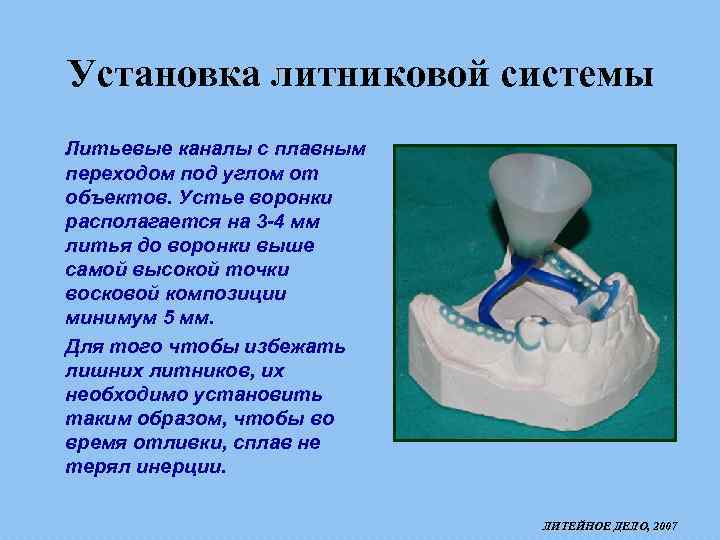
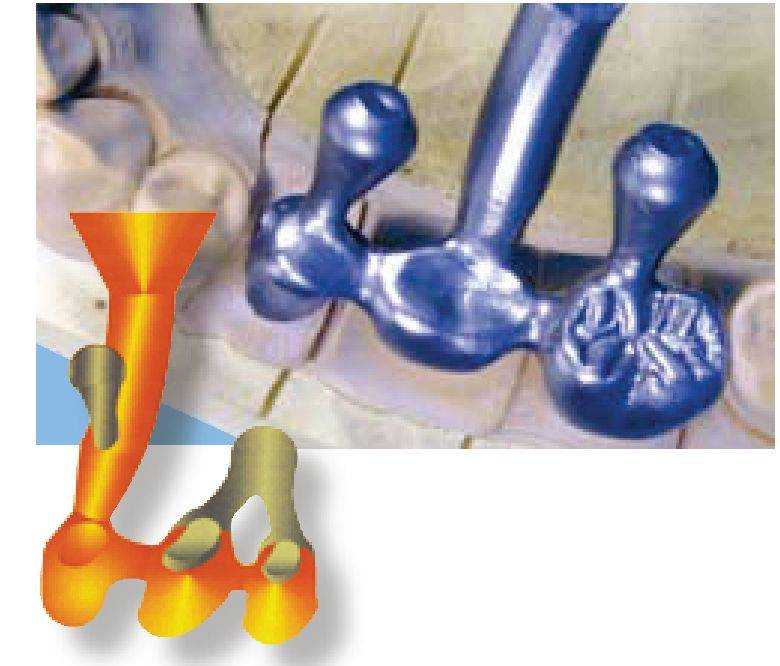
Форма и размеры опоки выбираются исходя из характеристик восковой композиции. Обязательным условием является выполнение условий правильного размещения элементов литниковой системы в опоке. Объекты литья должны охлаждаться первыми для исключения возникновения в них пор и усадочных раковин. Коллектор и литниковые каналы, идущие от воронки опоки, должны быть расположены максимально близко к термическому центру и охлаждаться в последнюю очередь. При этом процесс кристаллизации сплава в полости объекта литья сопровождается подпиткой этой полости жидким расплавом из коллектора или литникового канала.
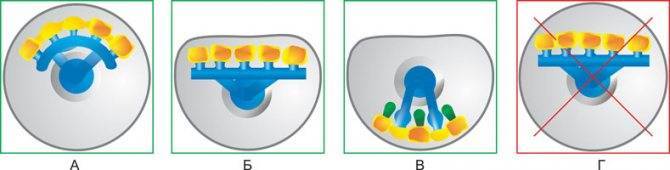
А — Цилиндрическая форма опоки. Условия для получения качественного литья обеспечиваются равными температурными условиями для каждого объекта литья и их равномерной кристаллизацией. Коллектор, выполненный в форме дуги, приближён к термическому центру опоки. Отливки объектов литья имеют плотную, однородную структуру без пор. Неконтролируемая усадка минимизирована. Б — Усечённая форма опоки. Условия для получения качественного литья выполнены. Расположение объектов литья вдоль прямолинейного участка боковой стенки опоки обеспечивает их первоочередное охлаждение и подпитку расплавом в процессе кристаллизации. Отливки объектов литья имеют плотную, однородную структуру без пор. В — Усечённая форма опоки. Условия для получения качественного литья выполнены. Объекты литья расположены на минимальном и одинаковом расстоянии от боковой радиальной стенки опоки. Их температурный режим одинаков. Условия подпитки объектов литья расплавом в процессе кристаллизации выполнены. Отливки объектов литья имеют плотную, однородную структуру без пор. Г — Цилиндрическая форма опоки. Условия для получения качественного литья не выполнены. Объекты литья находятся в разных температурных условиях. При этом объекты литья, расположенные ближе к центру опоки будут плохо охлаждаться. Процесс их кристаллизации может по времени совпадать с кристаллизацией расплава в коллекторе. Отливки этих объектов подвержены риску возникновение неоднородной, пористой структуры.
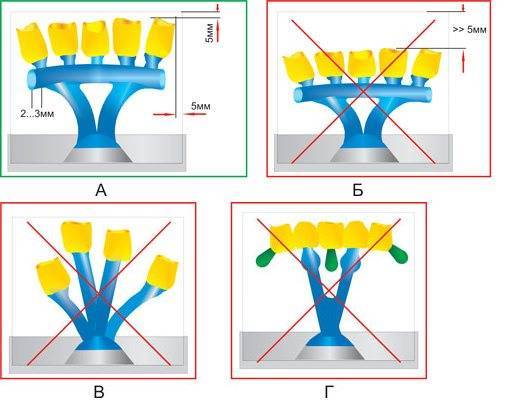
А — Условия для получения качественного литья выполнены. Объекты литья расположены на расстоянии 5мм от боковой стенки опоки и на расстоянии 5мм от дна опоки. Процесс кристаллизации расплава в полости объектов литья будет проходить во время нахождения расплава коллектора в жидкой фазе. Коллектор в полной мере будет выполнять роль резервуара, питающего отливку. Отливки объектов литья имеют плотную, однородную структуру без пор. Б — Условия для получения качественного литья не выполнены. Объекты литья расположены на расстоянии значительно превышающем 5мм от дна опоки и приближены к термическому центру опоки. Процесс кристаллизации расплава в полости объектов литья будет совпадать по времени с процессом кристаллизации расплава коллектора. Коллектор в этом случае не будет в полной мере выполнять роль резервуара, питающего отливку. Отливки объектов литья имеют рыхлую, неоднородную структуру с внутренними или поверхостными порами. В — Условия для получения качественного литья не выполнены. Объекты литья расположены на разном расстоянии от дна опоки. Те из них, которые расположены ближе к термическому центру подвержены риску некачественной отливки. Г — Условия для получения качественного литья не выполнены. Неправильная установка прибылей приведёт к их преждевременному охлаждению и, соответственно, нарушению условий газообмена и питания отливки в процессе её кристаллизации.




Компоненты САПР
Автоматизированное проектирование систем управления и промышленной инфраструктуры, как мы уже знаем, состоит из различных подсистем. В свою очередь, их составляющими являются компоненты, которые обеспечивают функционирование соответствующих элементов САПР. Например, это может быть та или иная программа, файл, аппаратное обеспечение. Компоненты, обладающие общими признаками, формируют средства обеспечения систем проектирования. Таковые могут быть представлены следующими основными разновидностями:
– техническим обеспечением, которое представляет собой совокупность различных технических средств, таких как компьютеры, сетевые компоненты, измерительные приборы;
– математическими моделями, которые объединяют те или иные алгоритмы, что задействуются в целях решения различных задач;
– программным обеспечением — системным, прикладным;
– информационным обеспечением, представляющим собой совокупность различных данных, что необходимы в целях внедрения проектирования;
– лингвистическими моделями, представляющими собой совокупность различных языков, которые применяются в САПР в целях отражения сведений о проектировании;
– методическим обеспечением, представляющим собой совокупность подходов к обеспечению функционирования САПР, различных методов подбора технологических концепций для достижения оптимальных результатов при реализации тех или иных проектов;
– организационным обеспечением, которое представлено главным образом источниками, которые определяют структуру проектной документации, а также характеристики системы автоматизации и то, каким образом должны отражаться результаты реализации проектов.
Автоматизированные системы проектирования, обработки информации могут быть классифицированы по различным критериям. Рассмотрим их специфику.
Ортопедическая стоматология
- Ортопедическая стоматология
- Зубопротезная лаборатория
- Обезболевание при протезировании зубов
- Зубное протезирование, челюстно-лицевая ортопедия и ортодонтия
- Аллергические заболевания в ортопедической стоматологии
- Протезирование при полной потере зубов
- Быстротвердеющие пластмассы в зубном и челюстном протезировании
- Механизм развития и способы устранения зубочелюстных деформаций
- Пломбирование зубов литыми вкладками
- Общие сведения по пломбированию зубов литыми вкладками
- Клинико-морфологические данные
- Классификация плоскостей для пломбирования вкладками
- Формирование полостей первого класса
- Формирование полостей второго класса
- Получение восковой модели вкладки
- Отливка вкладки
- Подготовка восковой модели вкладки к упаковке в кювету
- Упаковка восковой модели вкладки
- Кювета
- Удаление воска из кюветы
- Сплавы металлов, применяемых для отливки вкладок
- Литниковая система
- Технология отливки вкладки
- Фиксация вкладки на зубе
- Подготовка зубов к пломбированию и протезированию
- Ортопедическая геронтостоматология
- Конструкции ортопедических аппаратов
- Ортодонтия
- Деформации зубных рядов
- Ортодонтия и протезирование в детском возрасте
- Зубное и челюстное протезирование у детей
- Материаловедение в стоматологии
Положение отливки в форме.
Вся отливка располагается в верхней полуформе.
Высокий риск испортить форму при накрывании стержня верхней полуформой.
Металлостатический напор слабее, стояк работает не в полную силу – возможны недоливы.
Линия разъема проходит по оси симметрии отливки.
Необходимость изготавливать разъемную модель.
Низкая размерная точность – риск смещения частей модели друг относительно друга.
Большое количество горизонтальных поверхностей – скопление неметаллических включений, газовых раковин.
Половинки симметричной отливки получатся разными по хим. составу в результате ликвации.
Вся отливка располагается в нижней полуформе.
Отсутствует смещение, т.к. вся отливка располагается в одной полуформе.
Опасность повредить форму при постановке стержня сведена к минимуму (стержнень расположен в нижней полуформе)
Газовые и неметаллические включения образуются в широкой части отливки, которая устраняется при механической обработке.
Из рассмотренных вариантов оптимальным и технологичным по всем параметрам является третий.
Заключение
Мы дали краткий обзор примеров планирования литниковой системы и елочек.
У нас нет абсолютно установленных правил о том, как вы должны работать, но мы пытаемся направить внимание операторов на те проблемы, с которыми мы столкнулись. Конечно, сделать расчеты количества и сечений питателей может быть достаточно сложно, но это оправдывает затраты времени
Чтобы оптимизировать затраты на производство изделий, следует принять во внимание наши основные советы
Чтобы оптимизировать затраты на производство изделий, следует принять во внимание наши основные советы. По статистике большая часть компаний действует, не учитывая примеры планирования елочки, ее архитектуры и размеров питателей. Очень часто такие компании утверждают, что их отливки не имеют дефектов и не имеют проблем такого рода
Очень часто такие компании утверждают, что их отливки не имеют дефектов и не имеют проблем такого рода
По статистике большая часть компаний действует, не учитывая примеры планирования елочки, ее архитектуры и размеров питателей. Очень часто такие компании утверждают, что их отливки не имеют дефектов и не имеют проблем такого рода.


Конечно, им удается найти компромисс, даже если архитектура елочки не является оптимальной и питатели не помещены правильно или их слишком мало, они получают хорошие результаты.
Это происходит, когда компании могут найти свое равновесие среди целого ряда переменных (формы отливки, условия обработки, например, температуры металла и формы, размера и диаметра сосуда, используемого для заливки, применяемого оборудования), чтобы достичь приемлемых результатов.
Тем не менее, закупка сырья, лигатур и оборудования высокого качества и литье в соответствии с правилами теории, которые были здесь обсуждены, обеспечат вам более стабильный и устойчивый рабочий цикл.
Цель данной статьи заключается в распространении знаний для качественного роста ювелирного сектора и получения им максимальной экономической выгоды.





