

Для чего нужен люнет?
Люнетом называют специальную станочную оснастку, которая используется при обработке длинных цилиндрических заготовок. При обработке длинных заготовок токари часто сталкиваются с проблемой их проточки. Короткую заготовку обрабатывать проще из-за отсутствия эффекта провисания. Длинная же заготовка вращается «веретеном» и её провисание приводит к неравномерной обработке детали по длине (утолщению в центральной части) и ненужным вибрациям, что увеличивает вероятность задира и физического разрушения резца. Токарный люнет придаёт детали устойчивость и увеличивает точность обработки – его покупка экономически выгодна для металлообрабатывающего предприятия. Люнет применяют при выполнении следующих видов работ:
- Для обработки торцевой части цилиндрической заготовки – финальной части токарных работ, когда деталь уже проточена по всей длине. Для расточки торца детали люнет закрепляют максимально близко к обрабатываемому участку.
- Для исключения провисания заготовки, её выравнивания и получения требуемых характеристик по всей длине обрабатываемой детали.
Люнет используется в токарных, фрезерных, шлифовальных и станках других групп, сокращает время их настройки в работу и позволяет автоматизировать процесс обработки габаритных по длине деталей.
Люнеты токарные для станков по металлу и дереву
Люнет – приспособления для металлорежущих станков (токарных, шлифовальных, фрезерных), предназначенные для поддержки длинных заготовок во время обработки, длина которых более 12-15 диаметров.
Токарные люнеты подразделяются на 2 типа:
- подвижные – устанавливаются на каретке суппорта и перемещается вместе с ней, имеют 2 кулачка, применяются при чистовых обработках;
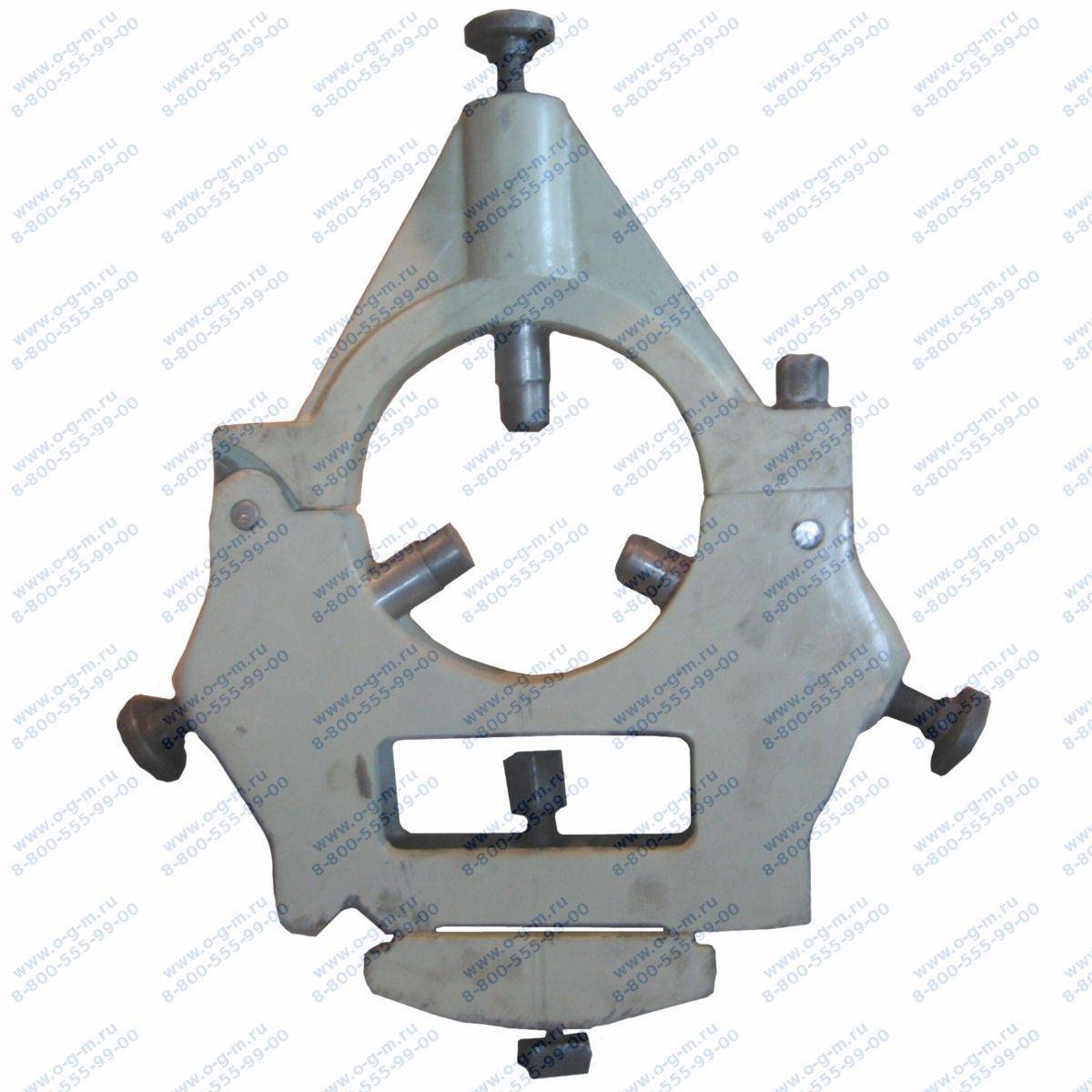
- неподвижные – устанавливаются и закрепляются на направляющих токарного станка. Имеют 3 подвижных опоры, расположенных друг относительно друга под углом 120 градусов. В верхней части оснастки имеется откидной сегмент, что позволяет устанавливать в приспособление валы различных диаметров.
Существуют 2 типа опор люнета:
- качения (роликовые);
- скольжения (кулачковые).
Особенности
- приспособления сильно влияют на точность обработки заготовок;
- при использовании люнетов возможно снимать стружку большего размера;
- при токарных работах при обработке длинных валов сначала обрабатывают одну часть вала до люнета, а затем переустановив заготовку – другую.
ГОСТ
Скачать ГОСТ 21190-75 «Люнеты роликовые к державкам для токарно-револьверных автоматов»
Скачать ГОСТ 21189-75 «Люнеты призматические к державкам для токарно-револьверных автоматов»
Люнеты для токарных станков по дереву
Имеют отличную, но схожую конструкцию с люнетами для станков по металлу. Применяется для закрепления конца вместо задней бабки, в результате чего появляется возможность вытачивать полые изделия. Однако, он не заменяет заднюю бабку, т.к. для начала необходимо сформировать цилиндрическую поверхность, и только после этого, установить приспособление.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Для чего он нужен?
На токарном станке обрабатываются детали разной длины, в т. ч. длинные заготовки небольшого диаметра. Они закрепляются в 2-х точках (торцы), и по мере удаления от места фиксации повышается вероятность продольной деформации при воздействии режущего инструмента.
В таких условиях очень трудно, а порой просто невозможно, обеспечить нужную точность обработки и идеальную цилиндричность.
Кроме того, вибрирующая заготовка повреждает рабочий инструмент и оснастку. При работе на больших скоростях возникает риск разрушение детали в центральной части, что чревато травмами для рабочего.
Люнет представляет собой дополнительную опору, которая повышает устойчивость обрабатываемой заготовки. Таким способом удается устранить деформацию и вибрацию детали.
Существенно повышается безопасность работ. Используется приспособление обычно в тех случаях, когда длина заготовки превышает ее диаметр в 10 и более раз.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Обработка деталей в люнетах
Обработка в люнете
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
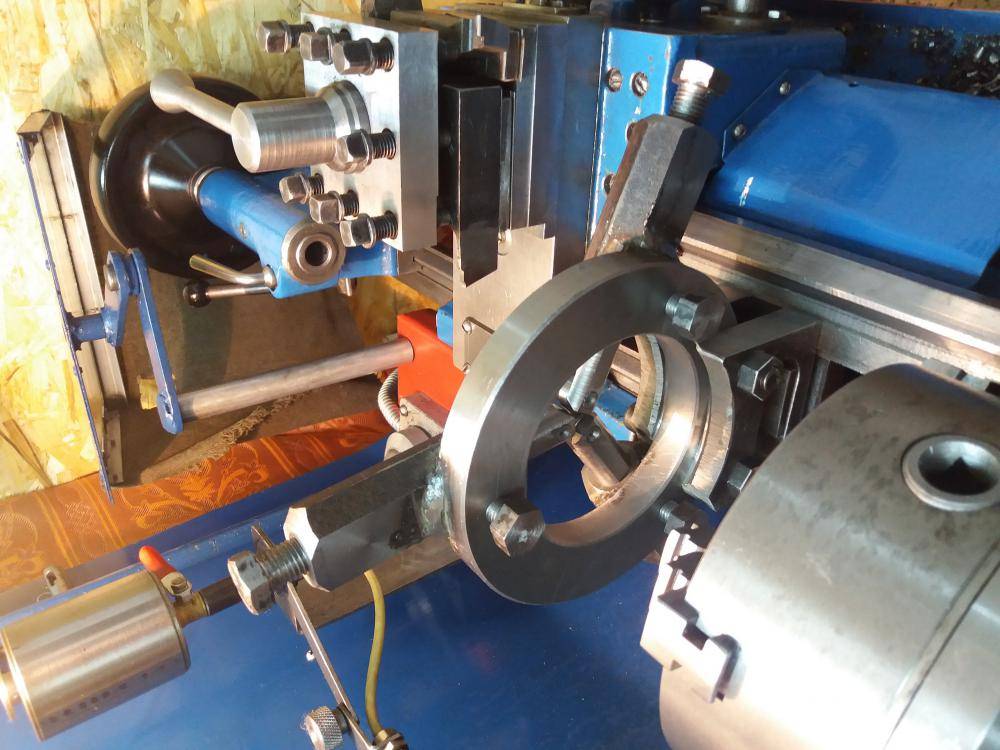
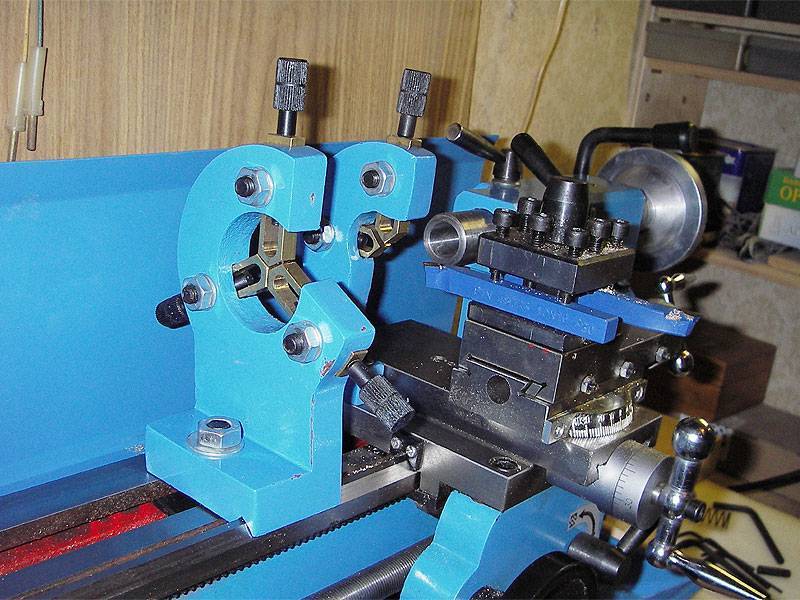
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете








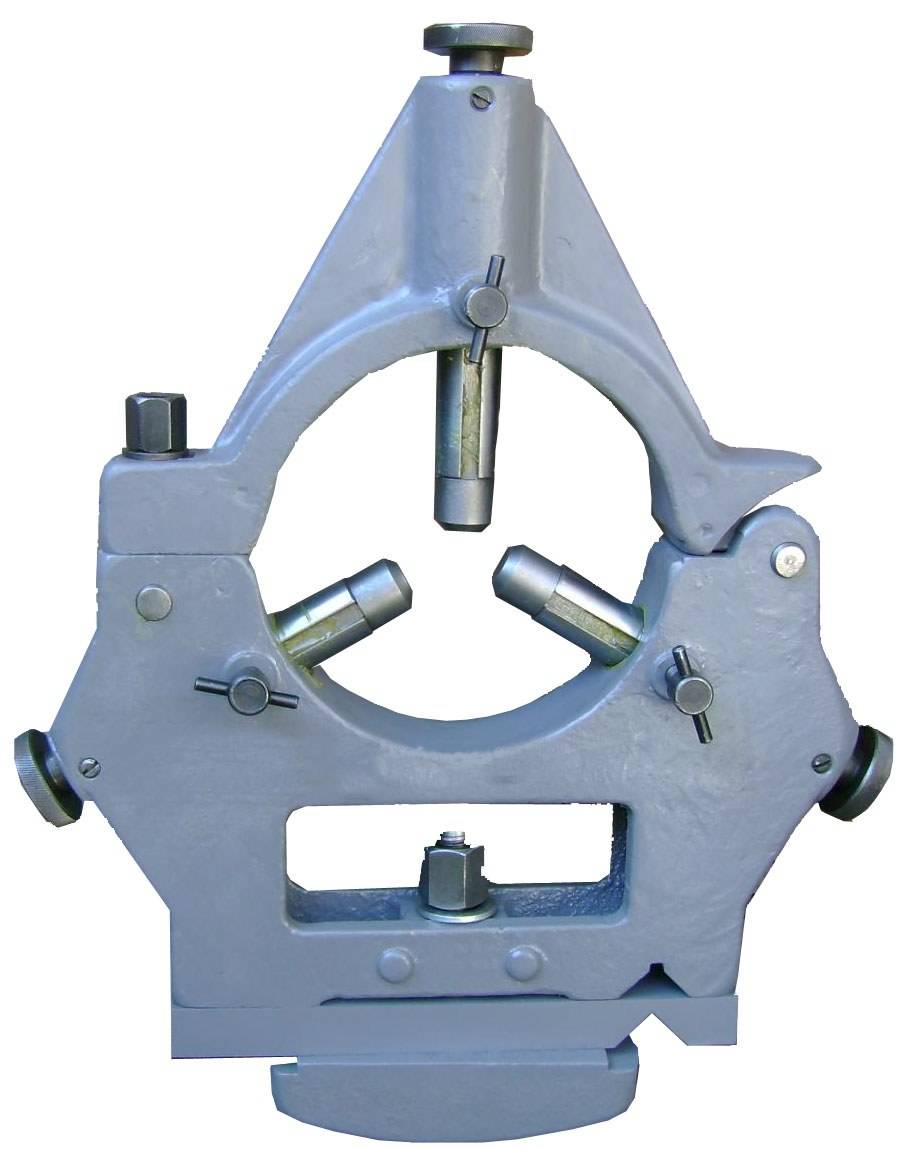
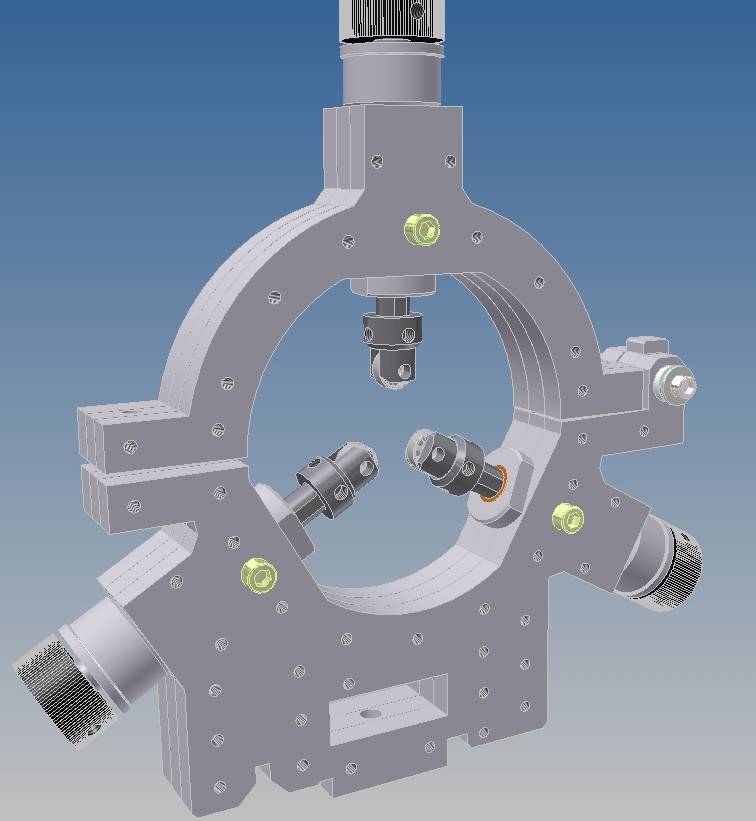
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
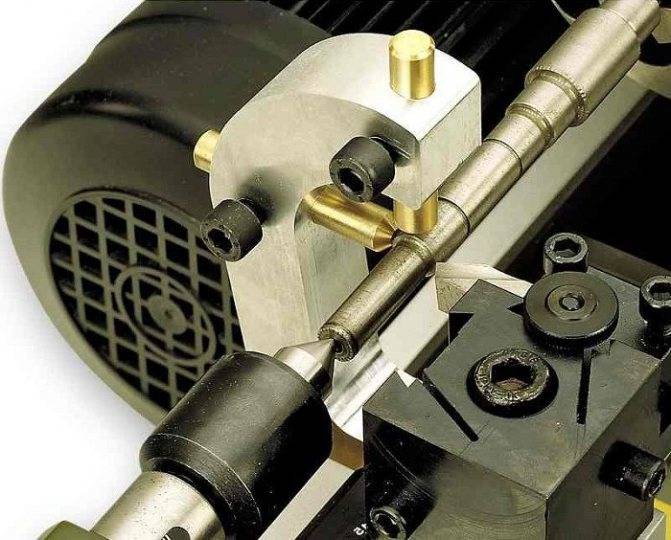
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
https://www.youtube.com/watch?v=bfo0k7cNXnshttps ://www.youtube.com/watch?v=i9F1ns3MiRc
Виды
Люнеты предназначены для токарных станок разного типа и обработки деталей различной формы и размеров. Для более эффективного использования они изготавливаются в 2-х основных вариантах – неподвижный и подвижный тип.
Неподвижный
Люнет неподвижного или статичного типа устанавливается на станине и состоит из основания и откидной крышки, шарнирно соединенной с основанием. Опоры выполнены в виде кулачков, причем 2 из них размещены на основании, а верхний – на крышке.

По сути, заготовка при обработке ложится на нижние опоры и прижимается сверху. Для установки неподвижного люнета предусматривается нижнее, болтовое зацепление.
Подвижный
Люнет подвижного или мобильного типа размещается на каретке станочном суппорте. Это обеспечивает возможность его перемещения, совпадающее с движением рабочего инструмента (резца).
Особенностью данного приспособления является обязательное наличие 2-х опор, т. к. роль 3-ьей опоры исполняет сам резец. Опоры (кулачки или ролики) располагаются сверху и сбоку (напротив резца).
Мобильный люнет позволяет повысить точность работ, т. к. располагается непосредственно в зоне обработки. В зависимости от модели обеспечивается возможность использования заготовок диаметром от 20 до 260 мм.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Плюсы и минусы люнетов
Работая на токарном станке, нужно знать, что использование люнета в некоторых случаях просто необходимо. Это, в первую очередь, относится к очень длинным заготовкам, провисающим под собственным весом
Поэтому, применяя приспособление, важно максимально использовать его выгодные стороны и по возможности избегать отрицательных эффектов, которые могут проявиться в процессе работы при неправильных действиях
Люнет для токарного станка, установленный по всем правилам, во многом облегчает работу оператора:

- Обработка проводится проще, так как нагрузка на резец становится одинаковой во всех точках контакта;
- Уменьшается риск брака за счет более точной центровки детали;
- Увеличивается точность обработки;
- Повышается безопасность работы за счет исключения биений детали, риска повреждения и заклинивания резца;
- Увеличивается скорость обработки;
- Расширяются возможности использования токарного станка;
- Устройство легко крепится и требует лишь точного выставления регулировочных болтов.
Есть определенные сложности в работе с люнетом, которых можно избежать при должном подходе к установке приспособления:
- Плохо выставленный механизм ведет к браку изделия, так как центр вращения заготовки смещается относительно резца;
- Люнет можно устанавливать только на предварительно обработанную поверхность, либо делать под него проточку;
- Приспособления для станка с выдвижными кулачками лучше использовать для черновой обточки детали;
- Для чистового вытачивания необходимо иметь в арсенале устройство с выдвижными роликами, которое не оставляет следов на заготовке;
- Время установки и подгона оборудования снижает интенсивность производственного процесса;
- Приобретение люнета – дополнительные финансовые затраты.
 Новый роликовый токарный люнет
Новый роликовый токарный люнет
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.









Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Люнет для токарного станка своими руками
Люнетом в машиностроительной отрасли называется приспособление, представляющее из себя дополнительную опору металлорежущего станка для вращающихся обрабатываемых деталей. Люнет предотвращает прогибание детали, которое может образоваться из-за усилия при резке, причиной также может послужить собственный вес. Это приспособление служит для большей виброустойчивости детали. Его обычно применяют в процессе обработки деталей, имеющих большую длину. К ним относятся длинные нежесткие валы, речь может идти также о деталях, имеющих выступающие части.
Использование
В обычной практике люнет используется на следующих станках:
- круглошлифовальные;
- шлицефрезерные;
- резьбофрезерные;
Рассматриваемое приспособление, в зависимости от метода обработки и технологических условий может иметь неподвижный характер, если оно, как это обычно бывает, прикреплено к станине или иметь подвижность. В последнем случае люнет будет перемещаться так же, как и каретка, суппорт и другие части станка.
Все эти приспособления подразделяются на два вида, в зависимости от типа опоры. Если имеется в наличии опора, использующая при движении качение, то речь идет о роликовых люнетах, а если скольжение, то кулачковых. Башмаки – это тип специальных люнетов, область использования которых – шлифование, которому подвергаются кольца подшипников или роликов способом, называемым бесцентровой.
Самыми распространенными в простом станочном хозяйстве являются приспособления, имеющие ручное независимое перемещение кулачков. Если же мы говорим о станках, имеющих числовое программное управление, то здесь более всего применяются приспособления, снабженные гидроприводом. В этом случае принцип работы люнета – самоцентрирующий.
Несомненные плюсы
Главное положительное свойство рассматриваемых приспособлений – это значительная степень воздействия на деталь в процессе ее обрабатывания. Увеличивается точность производимой операции, при этом происходит перенос погрешностей формы на обрабатываемую заготовку. Эти параметры определяются в коэффициентах, которые у каждой конструкции люнета свои. Минимальны они у корректирующих устройств.
Ткацкие станки › Ручной Ткацкий Станок Своими Руками
Предлагаем рамки для ручного ткачества производства «Klass&Gessmann» (Германия). В ассортименте продукция и для взрослых, и для маленьких рукодельниц. Наименование.
Станок своими руками › Самодельный Токарный Станок
Самодельный токарный станок с ножным приводом отличная альтернатива современным токарным станкам и может использоваться для изготовления несложных изделий даже там где.
Люнет для токарного станка своими руками
Здравствуйте, уважаемые самоделкины! Эта статья будет интересна всем, у кого в мастерской есть токарный станок. Как любителям, так и профессионалам. Автор канала «Make it Extreme», часто сталкиваясь с необходимостью обработки больших деталей на токарном станке, решил изготовить для него люнет.
Это приспособление позволяет обрабатывать заготовки больших диаметров и длин с высокой точностью. При помощи него создается дополнительная опора для второго края заготовки, которую стандартной задней бабкой закрепить затруднительно. У автора вот такой токарный станок, именно для него и будет делаться приспособление.
Инструменты. 1. Токарный станок. 2. Сверлильный станок. 3. Сварочный аппарат. 4. Плазменный резак. 5. Болгарка. 6. Торцовочная пила. 7. Мелочевка — молотки, сверла, и т.д. Материалы. Стальная пластина толщиной 25 мм. Стальная полоса, лист. Шпилька диаметром 12 мм. Подшипники, болты, шайбы, гайки… Краска.
Для начала, замеряет размеры направляющих.
Затем, из стальной пластины вырезает самую нижнюю часть основания, на котором и будет крепиться люнет. Примеряет заготовку к направляющим, она будет находиться под ними.
В ее центре сверлит отверстие для зажима, начиная с малых диаметров сверел.
Затем переворачивает заготовку и проваривает вторую половинку головки болта.
Устанавливает под направляющие и надевает вторую часть, надевает шайбу и накручивает гайку.
Размеры подошли, а так как верхняя часть была только прихвачена сваркой, проваривает швы.
Из такой же стальной пластины изготавливает последнюю, самую верхнюю часть основания. А для того, чтобы был доступ к зажимной гайке торцевым ключом, сверлит в ней отверстие коронкой.
А вот и плазморез.
У заготовок корпуса срезает часть окружности, что бы они имели ровный край для установки на основание.
Сверлит отверстия для соединительных болтов.
Затягивает болты.
Готовит основание к сварке.
Шов получается — просто загляденье.
Зачищает шов при помощи болгарки.
Обратите внимание на профиль основания. Приступает к сборке корпусов регулируемых прижимов, их нужно будет три. Для них использует стальную полосу
Для них использует стальную полосу.
Удлиненные гайки вкладывает между полосами, зажимает струбциной.
Убрав гайки, проваривает швы.
Разметив полученную прямоугольную профильную трубу, разрезает торцовочной пилой. Профиль трубы получился прямоугольный из-за формы гаек, шестигранник в квадрат не вписывается.





Зажимает заготовку в патроне токарного станка и стачивает часть резьбы.
Нарезает новую резьбу сначала резцом, затем леркой.
Накручивает «барашек» (ручку — крутилку).
Вот так будут выглядеть прижимные механизмы в сборе.
Расположив прижимы по местам на раме корпуса, приваривает их.
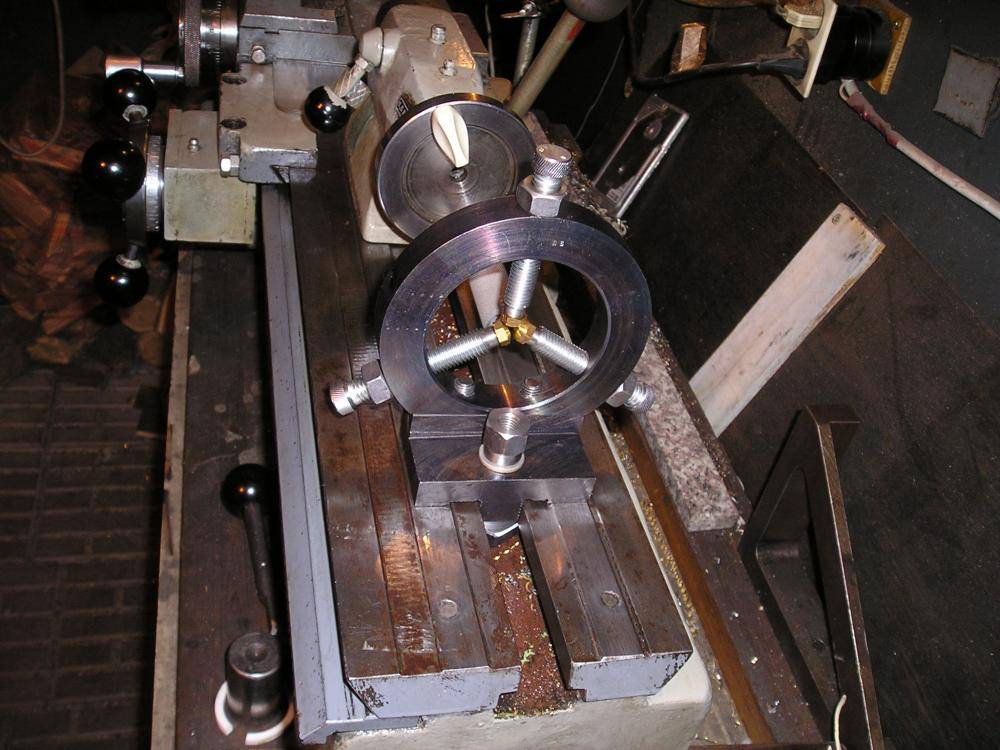
Установил на концы прижимов подшипники, проверяет схождение в центре и соосность патрону станка.
Все готово, можно проверять на заготовке из трубы. Между подшипником и трубой подкладывает очень тонкую пластинку, для того, что бы подшипник не раздавило.
После закручивания фиксирующего винта пластинку удаляет.
Тем же способом настраивает и остальные прижимы.
Спасибо автору за прекрасное исполнение такого очень нужного приспособления!
Всем хороших идей и послушного инструмента!
Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.





