

Как впаять радиодетали в печатную плату
Рассмотрим пайку резистора в безногой плате Arduino.
Вставляем компоненты в отверстие.
Капаем или переносим на паяльнике флюс в будущее место спайки. Капаем флюс на место пайки
Приносим капли припоя и прогреванием место пайки до полного растекание припоя
Прогреваем место пайки
Внимание! При пайке микросхем и мелких радиодеталей, будьте предельно аккуратны и не перегревайте место пайки. Старайтесь добиться полного растекание припоя максимум за 2 секунды.
Для надёжности можно повторить попытку с обратной стороны платы.
Откусите лишний конец ножки радиодетали.
Если у вас получилось огромный шарик, то его следует убрать, скинуть лишний припой с паяльника, а затем паяльником забрать лишнее с места пайки
Лишний припой в месте контакта
Так выглядит правильное место пайки
Канифоль и флюсы
Флюс – это жидкое или твердое вещество, которое связывает припой с металлической поверхностью проводов. Также он помогает обезжирить поверхность проводов, а саму припайку спасает от окисления. ЛТИ 120 является наиболее популярной маркой флюса. Данное вещество можно сделать самостоятельно, для этого необходимо канифоль растворить в спирте, в соотношении 60 % на 40 %, тщательно взболтав смесь. Канифоль – это смесь смоляных кислот и их изомеров, на вид оно хрупкое, прозрачное, светло-желтого или темно-красного цвета. Начинающим проще работать с канифолью, так как он более удобен при пайке. Ее цена невысокая, поэтому она становиться удобным расходным материалом. Абсолютно нерастворима в воде, но растворяется в спирте и ацетоне. В зависимости от сорта, расплавляется при температуре не ниже 66-69 ºС. Чаще канифоль используют при пайке медных деталей, а когда процесс более сложный применяют флюс, который подходит ко всем материалам.
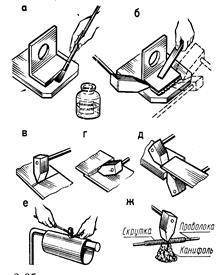
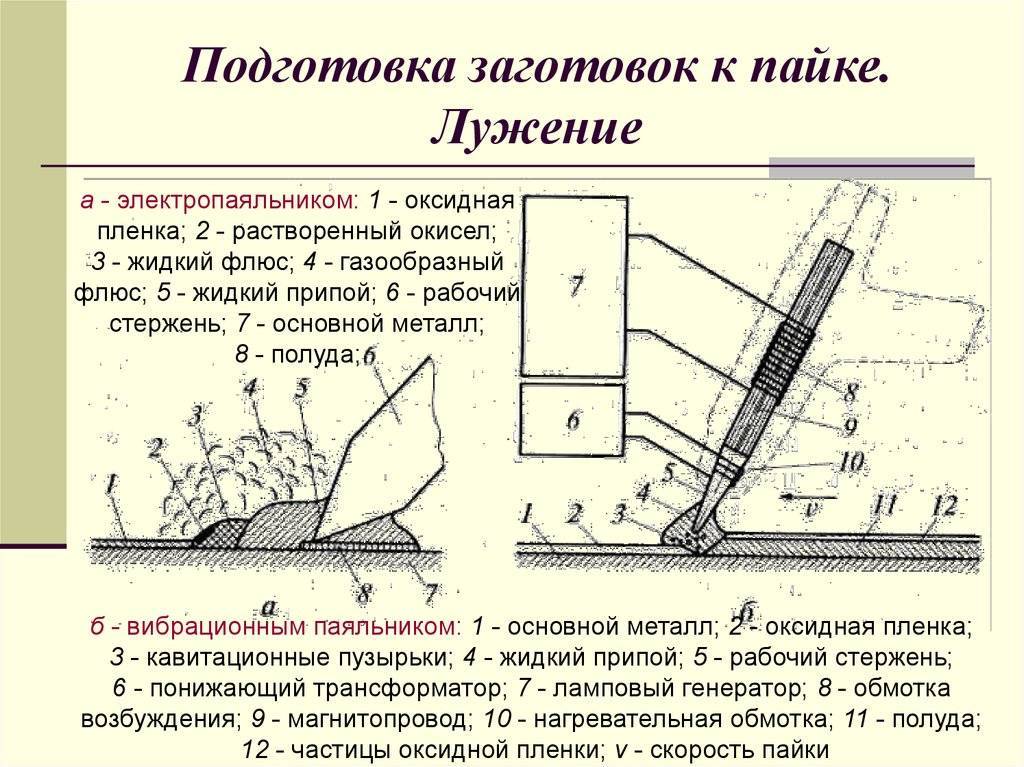
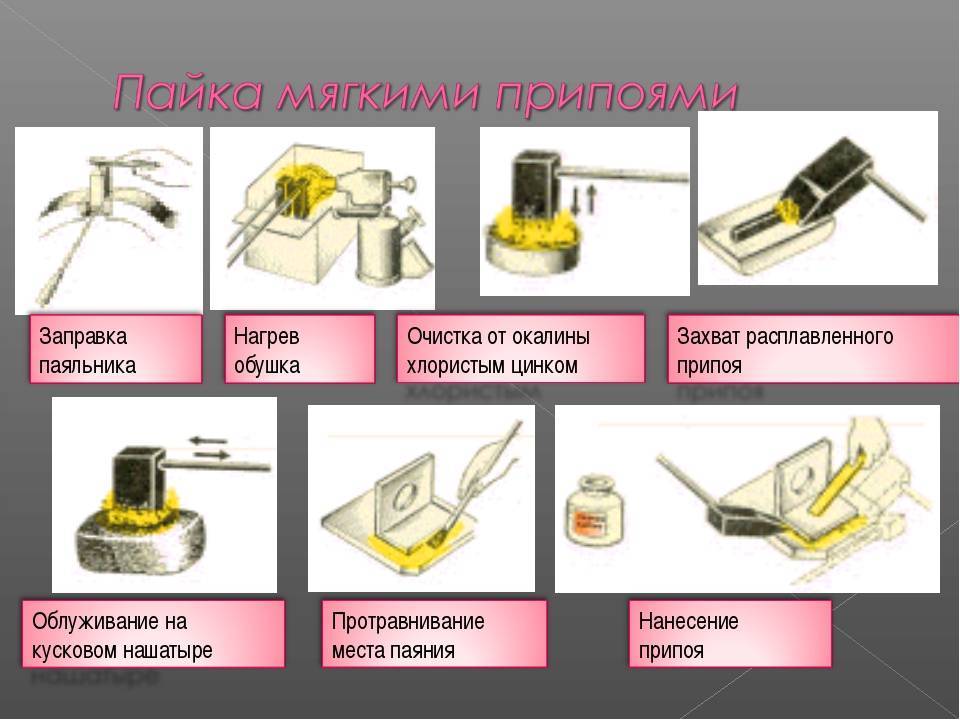
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
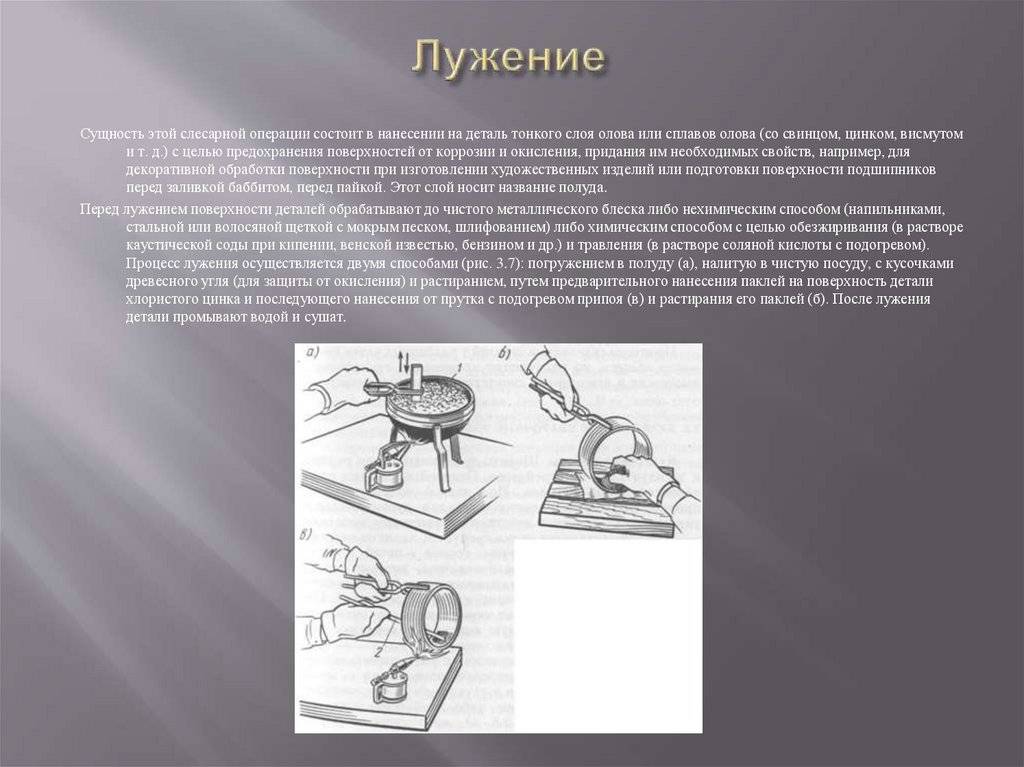
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
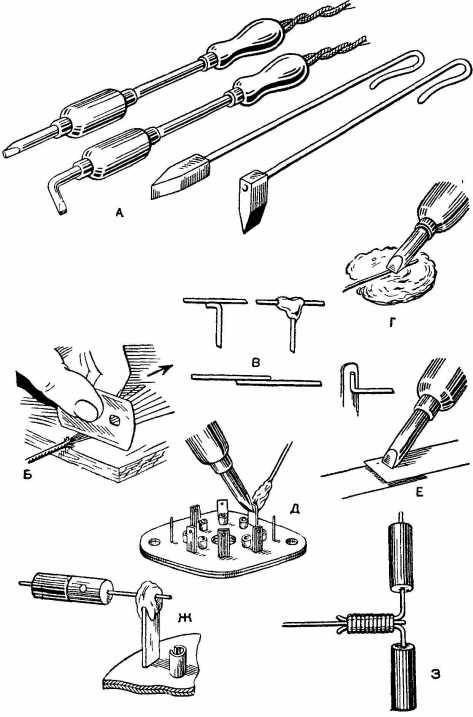
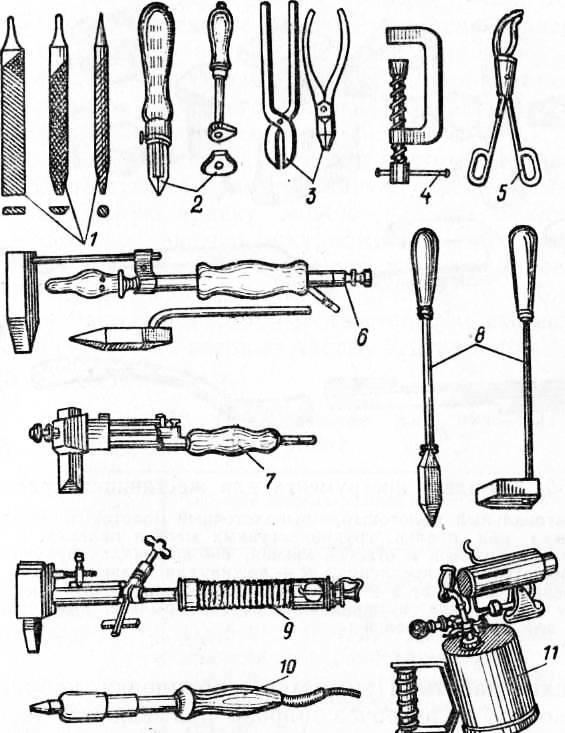
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
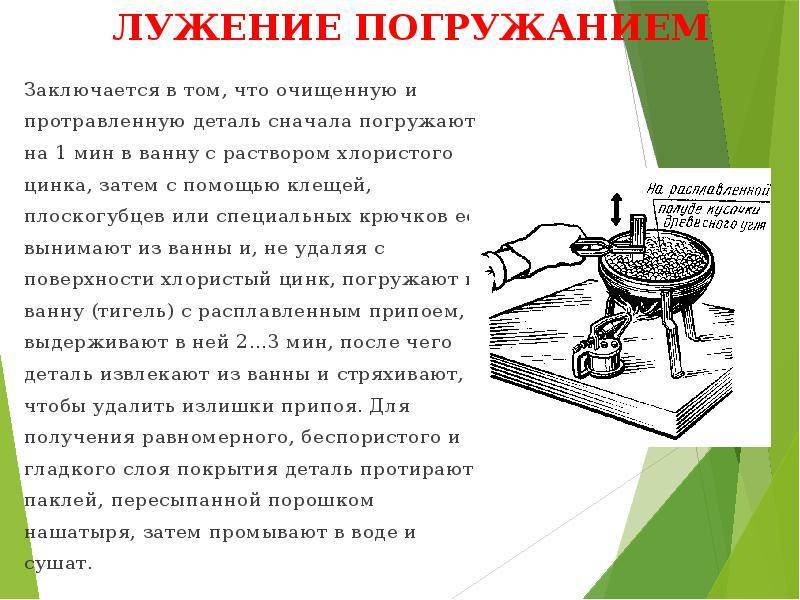
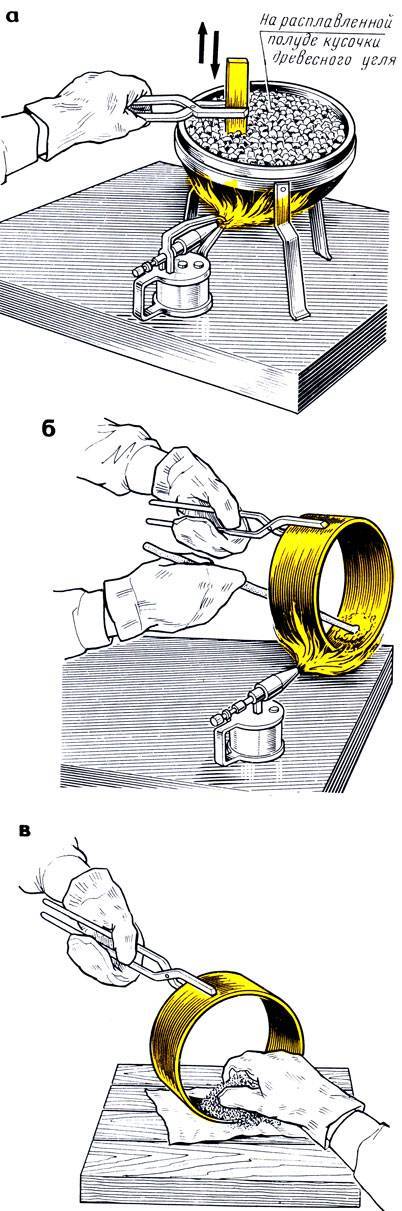
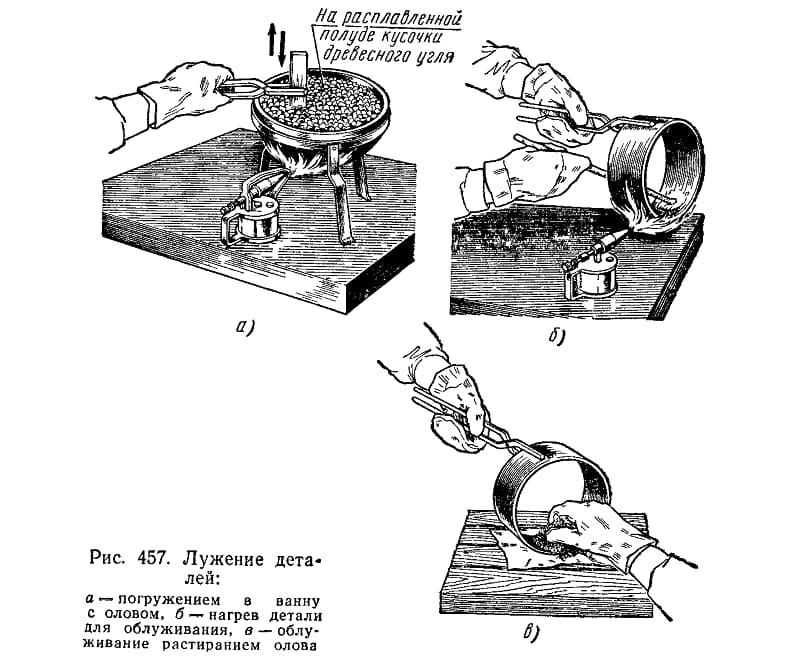
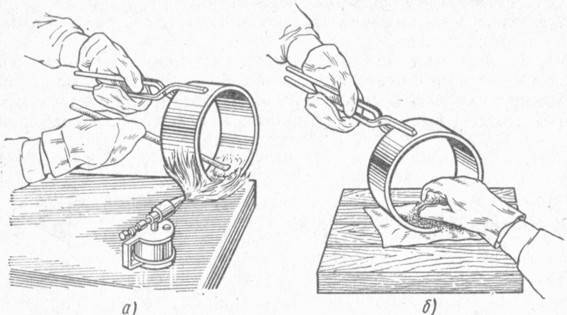
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
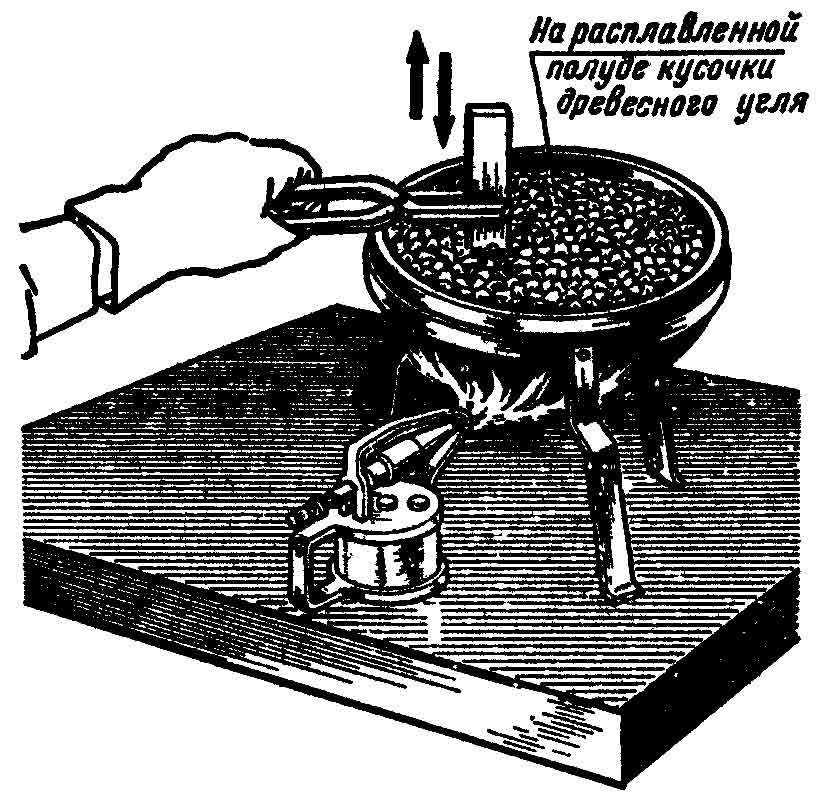
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Перейти вверх к навигации
Конструкции распределительных коробок
Соединение проводов производится в распределительных (или распаечных) коробках, потому что это наиболее удобный способ монтажа. При любых неполадках и необходимости прозвонки отдельного провода стоит только открыть коробку и выявить предполагаемый к тесту проводник. Соединить провода в коробке можно несколькими способами, которые описаны в Правилах установки электроустановок (ПУЭ).
Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Распредкоробки бывают двух форм: прямоугольной и круглой (полукруглой). Из коробки имеются четыре вывода, оснащенные штуцерами для крепления кабель-каналов или гофрошлангов. В современном подходе к прокладке кабелей всегда используются эти изделия.
Технические характеристики
| Наименование | Значение и единицы измерения |
|---|---|
| Химическая основа | битумы |
| Требуется подготовка основания | сухая поверхность, без пыли и жира |
| Запах/аромат | характерный |
| Цвет | черный |
| Доля содержания твердых веществ | мин. 66% |
| Полное высыхание, условия | при 20 °C, влажный слой 400 мкм |
| Расстояние распыления | мин. 20 см |
| Время образования поверхностной пленки, условия | при 20 °C |
| Время образования поверхностной пленки | мин. 75 мин |
| Время высыхания | 2,5 ч |
| Время сушки, условия | при 20 °C |
| Плотность | 1,09 кг/м³ |
| Температура воспламенения | 200 °C |
| Толщина, условия | при 20°C |
| Устойчивость при хранении, с момента изготовления | 24 месяца |
| Термостойкость | -25 °C…80 °C |
| Температурный диапазон применения | мин. -25 °C |
| Расстояние распыления | макс. 30 см |
| Перекрываемость/возможность повторной лакировки | нет |
Упаковка 1 литр
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.



При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.

Консервные банки из луженой стали
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность. Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Лужение и пайка
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Области и особенности применения
Токсичность и вред хлорного олова стали причиной отказа от него работников медицины. Однако, кроме этой сферы, вещество используют в пищевой и промышленной областях. Хотя, следует отметить, что многие страны уже отказались от применения данного вещества для изготовления продуктов питания.
Пищевая промышленность
В пищевой промышленности хлорид олова используется достаточно давно. В международных стандартах его маркируют кодом Е512. Данная добавка выступает в качестве стабилизатора и эмульгатора. Часто используется для придания кондитерским изделиям устойчивой формы и увеличения сроков их хранения.
Хлорид олова также добавляют в соусы, т.к. он способен соединить и удержать вместе, добавляемые в них ингредиенты, например жиры и воду. Ниже представлен список продуктов, в которых может присутствовать хлорид олова (Е512):
- выпечка длительного хранения, например, кексы, круасаны или рулеты в упаковках;
- консервная продукция;
- джемы, конфитюры и желе;
- соусы, такие как майонез и подобные ему.
 Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Другие сферы применения
Вторыми в списке тех, кто активно использует в своих целях хлорид олова, являются химическая и легкая промышленность. Вещество применяется для:
- производства стекла и керамики;
- отбеливания соли и сахара;
- обработки и окраски тканей из шелка и синтетики;
- изготовления мыла и косметических отдушек;
- при производстве лаков и красок.
Кроме этого из хлорида олова получают пропитку для обивочных тканей. Благодаря этому с мягкой мебели легко убираются различные загрязнения.
 Хлорное олово используется при производстве лаков и красок
Хлорное олово используется при производстве лаков и красок
Если контакт, не совсем полезного, вещества с кожей будет минимален, то это не приведет к негативным последствиям, а вот употребление с хлоридом олова продуктов питания нужно исключить.
Зачем лудить провода
Многие люди не совсем понимают, зачем все это вообще нужно делать. А дело в том, что на воздухе медь начинает процесс окисления, соответственно это приводит к ухудшению контакта между проводами. Если этот контакт оказывается слишком слабым, то он начинает перегреваться, поэтому может произойти возгорание проводки. Чтобы этого избежать, необходимо лудить все зачищенные жилы, тем более что сделать все это совсем не сложно.
Также лужение вы сможете использовать во время соединения светодиодной ленты пайкой. В этой случае она станет более надежной, со временем контакты не отпадут и будут долгое время радовать вас красивым светом в комнате.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.

Для этой работы выберите жало типа мини волна. Оно массивное, и так как потребуется много припоя и большая площадь прогрева.

Стриппером изоляция легко удаляется. Он не повреждает провода, отличие от бокорезов, плоскогубцев или лезвия.

Подготавливаем оба провода.

Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.

Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.

Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.

Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.

Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.

Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.

Качество контакта получается выше, но припоя тратится больше.

Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.



Отрезаем термоусадку с запасом.

Закрываем контакт.

Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.

Нагреваем термоусадку с одного конца, плавно переходя на второй.

Термоусадка приклеивается к проводу.

Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
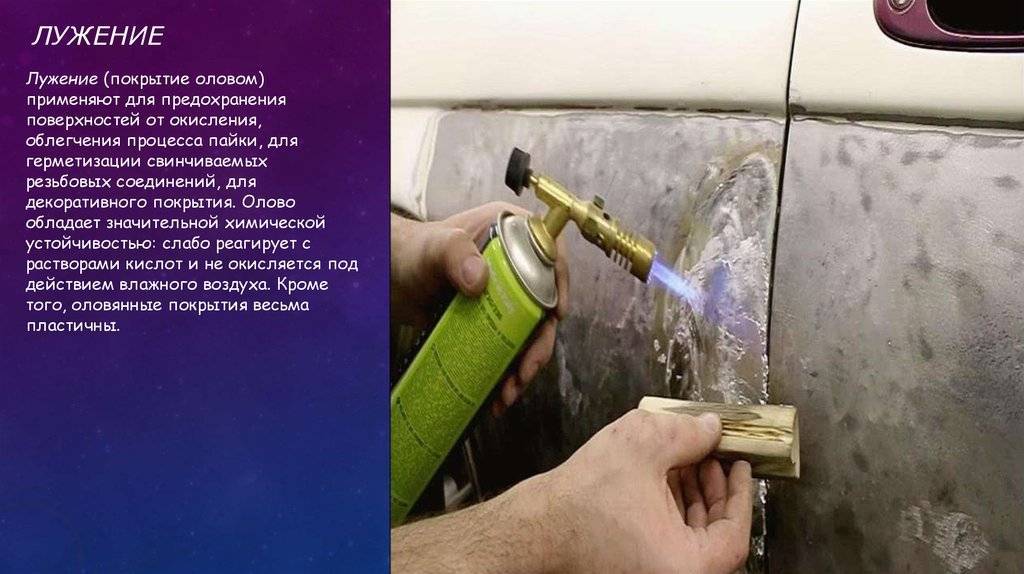
Горячие технологии
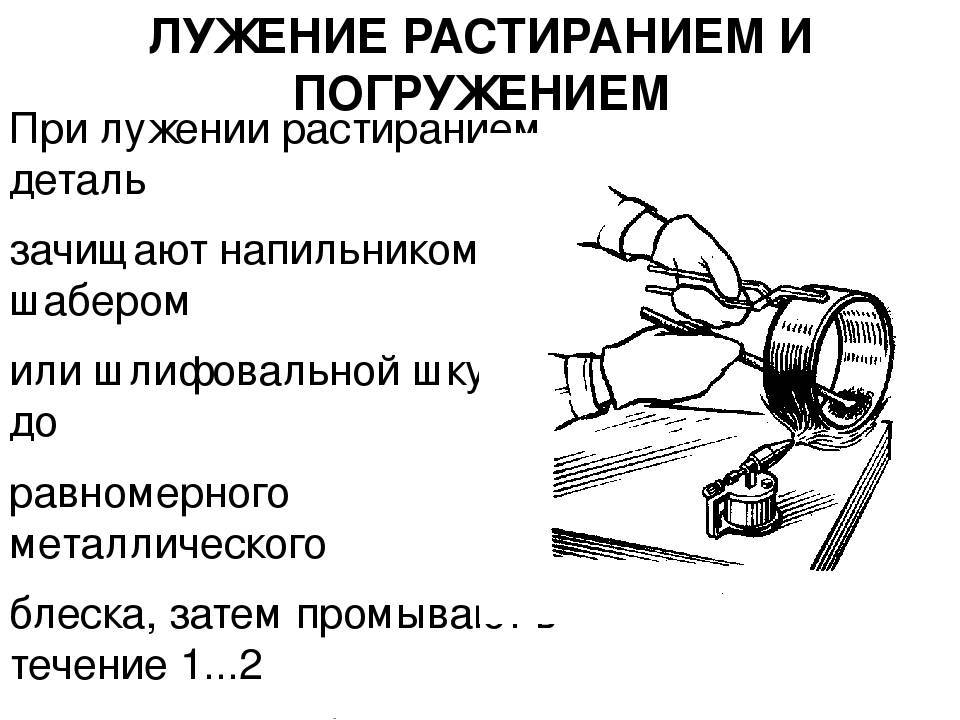
Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.
 Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды
Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.

Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.

В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется. Во-вторых, чрезмерно разные температурные расширения металла и стекловолокна, что опять же сказывается на прочности соединения этих материалов между собой. Метод этот более приемлем для пластиковых деталей и ему подобных. В любом случае, если у вас нет особых альтернатив, вариант этот вполне приемлем. Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.

Иммерсионные покрытия
 Пайка на печатных платах проводится после подготовки поверхности, которая может осуществляться разными способами.
Пайка на печатных платах проводится после подготовки поверхности, которая может осуществляться разными способами.
Качественный результат обеспечивает иммерсия – нанесение тонкого слоя металла из раствора его солей.
Плату погружают в раствор, который должен содержать компонент с меньшей электроотрицательностью, чем основной материал.
Толщина покрытия не превышает 1 мкм. Метод имеет недостатки, которые заключаются в возможности образования интерметаллических включений и микроскопических нитевидных кристаллов.
Для того чтобы не ухудшить условия проведения последующей пайки предварительно проводят осаждение крупных кристаллов олова. Другим вариантом избежать неприятностей является нанесение тонкого слоя металлорганических веществ перед осаждением олова. Принятые меры позволяют успешно проводить пайку.
Иммерсионное покрытие образуется при размещении платы в растворе хлорида олова. Процесс можно простимулировать введением в водный раствор небольших количеств комплексообразователей, например, тиомочевины.
Пайку нужно проводить не позднее, чем через 2 недели после иммерсии. Иначе образовавшиеся интерметаллические соединения не позволят провести работу успешно.
Облегчить проведение пайки может добавка в раствор солей висмута. В результате иммерсионный слой будет содержать олово и висмут. Поверхность платы можно обработать консервирующим лаком.
Последующая пайка может проводиться непосредственно по лакированному слою. Если возникают особые обстоятельства, требующие очень ответственного проведения пайки, слой лака можно легко удалить спиртом.
Технология
В ходе эксплуатации медь и ее сплавы способны с кислородом воздуха образовывать оксиды. Чтобы не допускать подобных ситуаций, используется лужение меди оловом. Для выполнения такой процедуры в домашних условиях потребуется припой, паяльник, канифоль либо флюс
Чтобы правильно залудить медный провод, важно качественно прогреть паяльник. Проводник предварительно очищают от изоляции, снимают (в зависимости от потребностей) изоляцию
При работе с многожильным проводом до лужения его скручивают.
Затем покрывают медную жилу канифолью, прогревают по всему объему паяльником. На разогретое жало берется олово, оно распределяется по всему участку провода, предварительно обработанного канифолью.

Смотреть галерею
В наушниках из-за механических нагрузок часто обрываются слаботочные проводники. Так как они имеют незначительный диаметр, при лужении пользуются несколько иной технологией. Берут паяльник с тонким жалом, канифоль, проволочный припой. Сначала отпаивают оборвавшиеся провода, затем приступают к пайке нового провода. Провода покрыты слоем лака (для обеспечения изоляции), поэтому его предварительно удаляют разогретым паяльником и канифолью. Далее покрывают слоем олова, что существенно упрощает последующую пайку.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |





Очистка от накипи народными способами
Чтобы избавиться от накипи, можно использовать специальные средства, содержащие в своем составе органические кислоты. Они эффективно удаляют стойкий известковый налет, не царапая внутреннюю поверхность посуды. Если под рукой нет специального порошка, можно воспользоваться подручными средствами, например, уксусом. Его разбавляют в воде в пропорции 1:5, полученной смесью заполняется сосуд на некоторое время (пока накипь полностью не растворится).
Сода — отличное средство от твердых отложений. На 1 л воды нужно взять 3 столовые ложки сыпучего порошка, полученную смесь кипятить в самоваре около 20 минут, затем все вылить и повторить процедуру, но уже добавлением уксусной эссенции (1/2 стакана средства на 4 литра жидкости).
Картофельные очистки – верные помощники в борьбе с накипью. Самовар на треть нужно заполнить ими, покрыть доверху водой. После кипячения сосуд следует оставить с заполненными очистками на несколько часов. После этого самовар нужно тщательно промыть содовым раствором. При регулярной очистке изделия от накипи увеличивается его теплопроводность.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.





