

Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на с закрепленными на них метчиками и плашками.
Подготовительные процедуры
Начало любой работы – выбор материала и инструмента. Заготовка должна иметь отверстие. Хуже всего подвергаются обработке те, которые получены путем литья или штамповки. Лучше – если было применено давление или выплавление. Но в любом случае самые подходящие условия создаются при свежей металлообработке с помощью сверления или зенкерования.
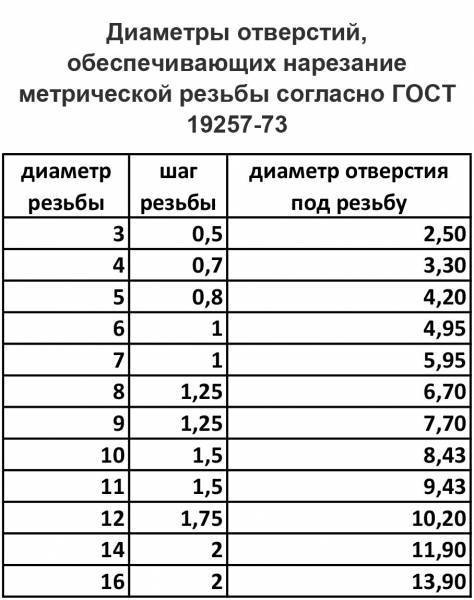
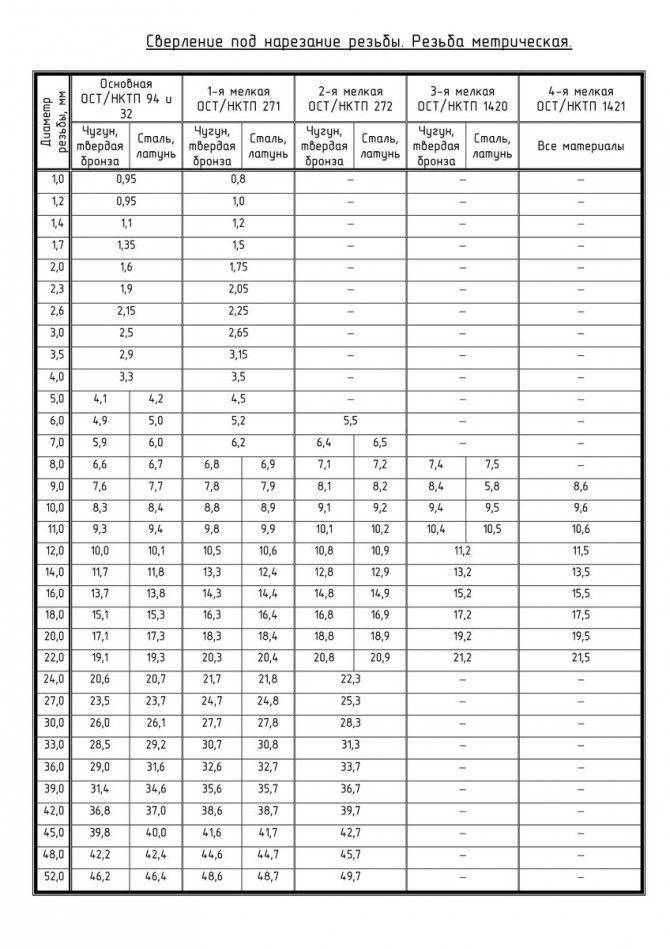
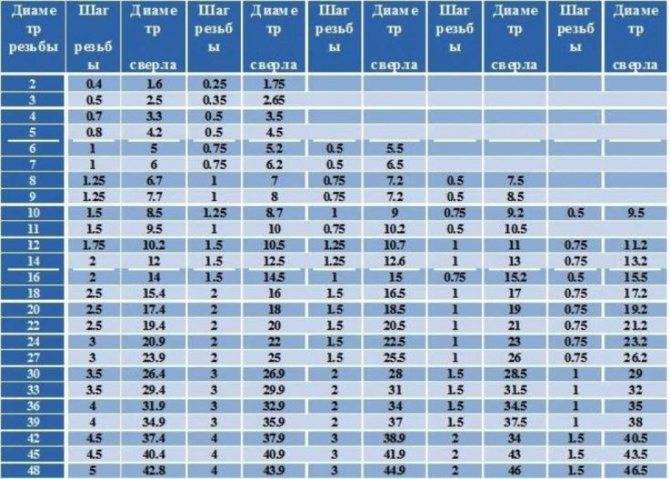
Сверло и его сечение подбирают в соответствии с необходимым результатом по нормативному документу – ГОСТ 19257 – 73. Это российский стандарт, но он соответствует международным нормам. Оно должно быть новым или иметь хорошую заточку. В рабочем инструменте (или в патроне станка) его необходимо крепко закрепить, чтоб не было биений или шатаний.
Виды и размеры нарезки
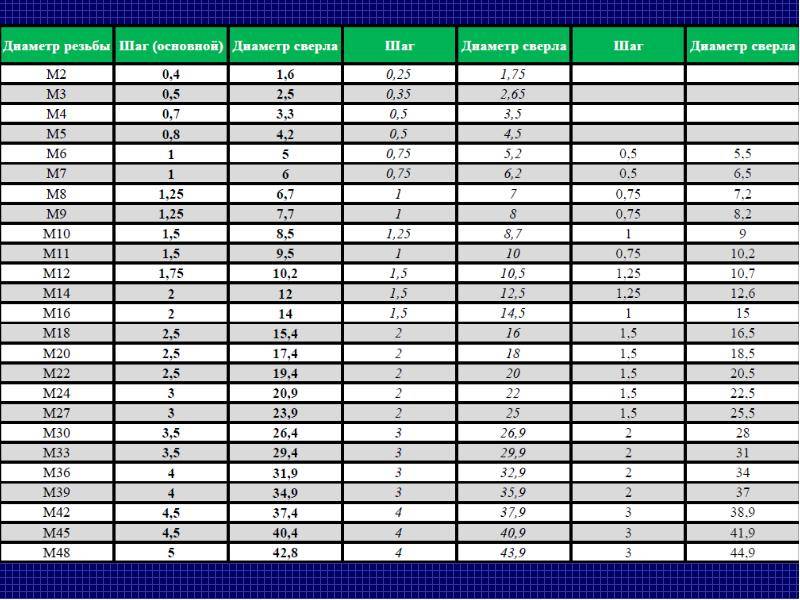
Выполнение операций не требует специальных навыков, но существует ряд правил использования приспособления в соответствии с размерами отверстий. Правильно подобрать инструмент помогут данные, взятые из таблицы метчиков для нарезания резьбы. Ее можно легко найти в интернете. Это поможет решить задачу без риска порчи заготовки или инструмента. По видам внутренняя метрическая резьба подразделяется на несколько вариантов:
- Системное исчисление диаметра;
- С количественным заходом;
- Профильной формой;
- Размещением деталей (внутренним, наружным);
- Формой детали (конус, цилиндр);
- Размещением на детали (внутри, снаружи);
- Назначением: ходовая, крепежная, уплотнительная, крепежно-уплотнительная.
Стержень винтообразного инструмента оснащен наконечником конусообразной или цилиндрической формы с острыми продольными канавками, разбивающими рабочую поверхность (гребни) на отдельные фрагменты. Рабочая часть инструмента снимает металл слоями, оставляя на поверхности детали глубокие борозды.
Существует три вида приспособлений для нарезки резьбы. Одноходовой, или универсальный, позволяет выполнить операцию с помощью одного зацепа. Двухпроходные метчики относятся к наиболее востребованным видам инструмента, чаще всего продаются парами: N1 — для черновой работы и N2 — для чистовой нарезки. Первый инструмент имеет гребенку с зубцами небольшого размера и применяется для подготовки внутренней части отверстия под чистовую операцию. Метчик для чистовой нарезки углубляет канавки резьбы, одновременно удаляя стружку металла. При работе с ручными воротками используются трехпроходные метчики с диаметром первого нарезчика от 3 мм.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.

Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».


Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
• для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
• со всех обрабатываемых заготовок предварительно снимается фаска;
• в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
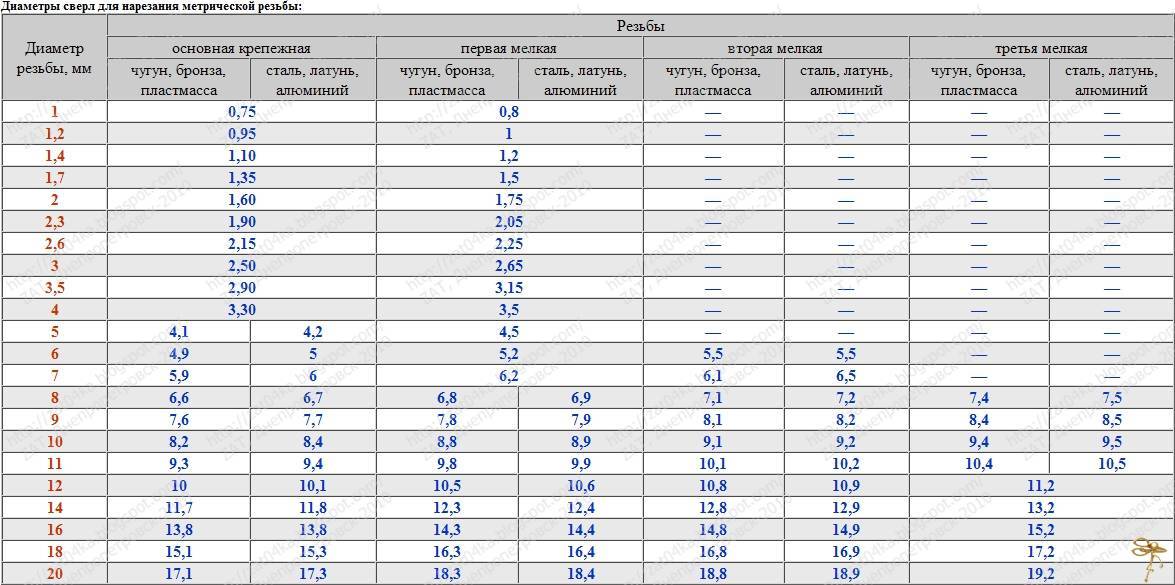
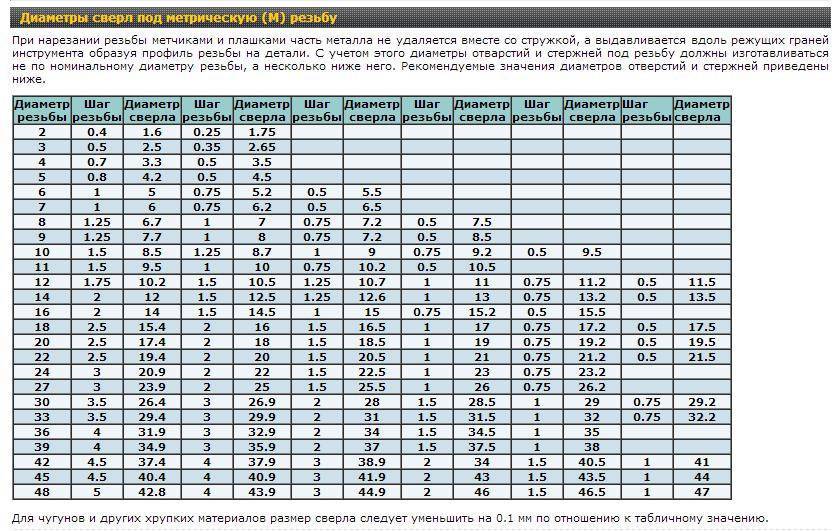
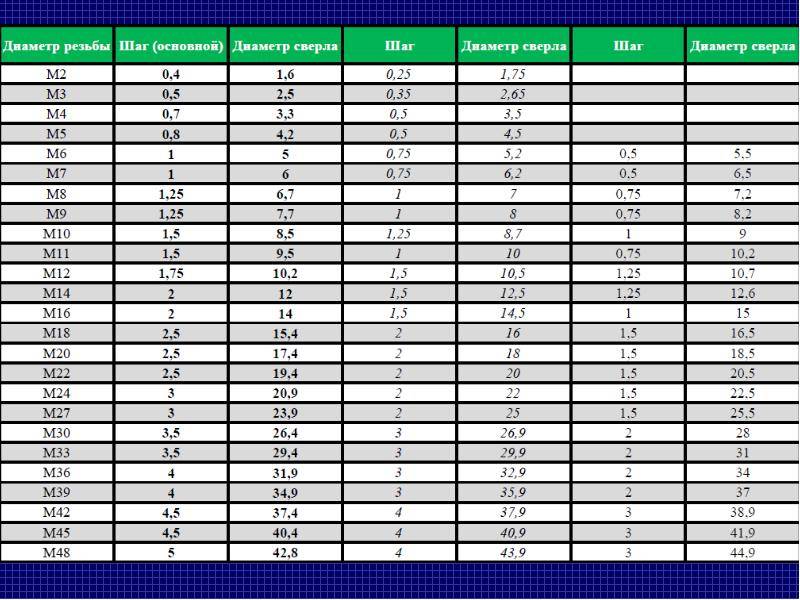
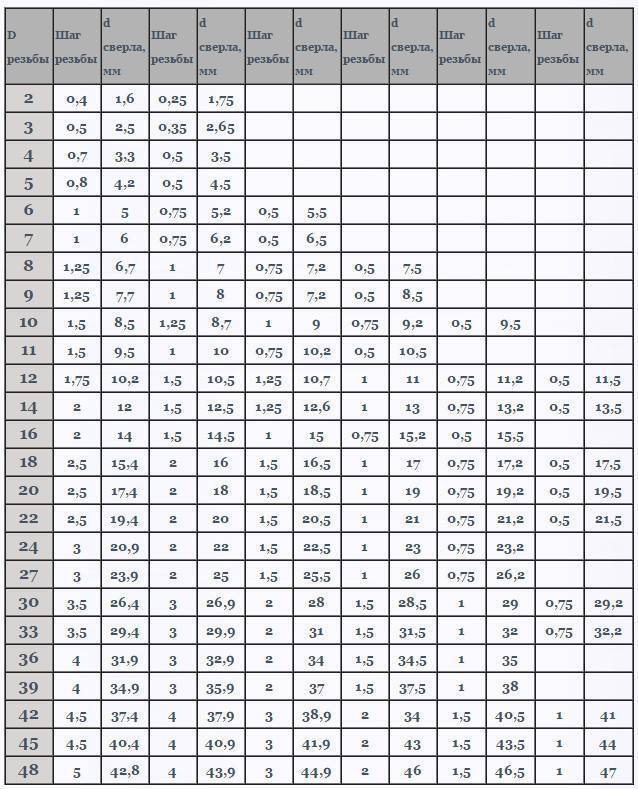
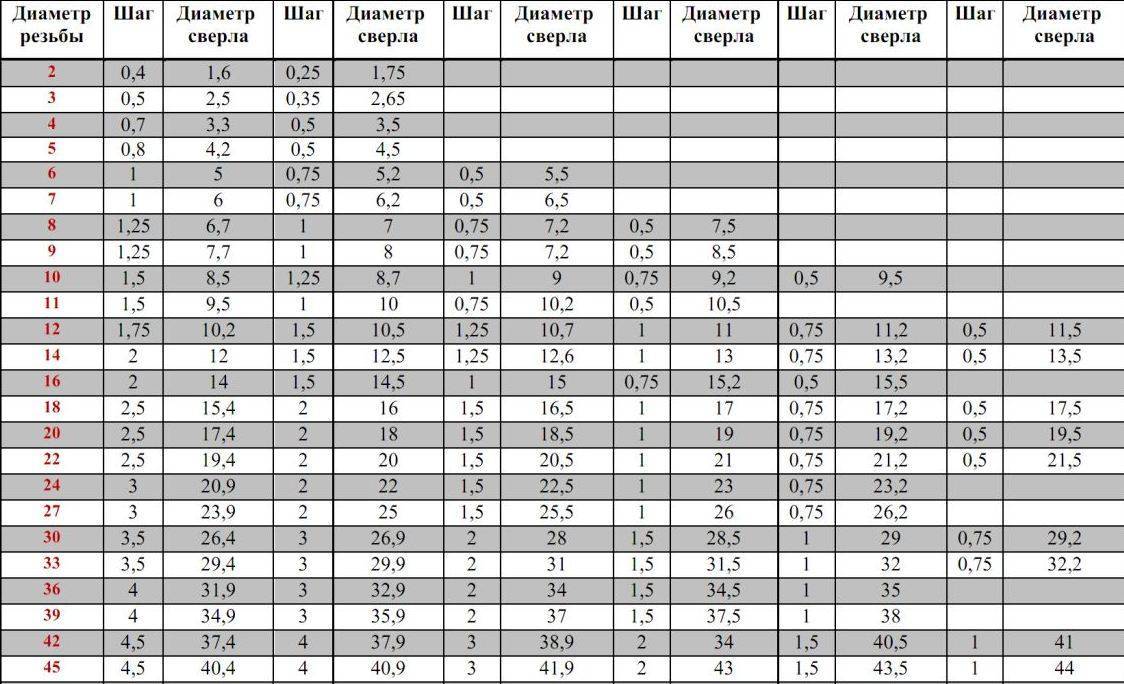
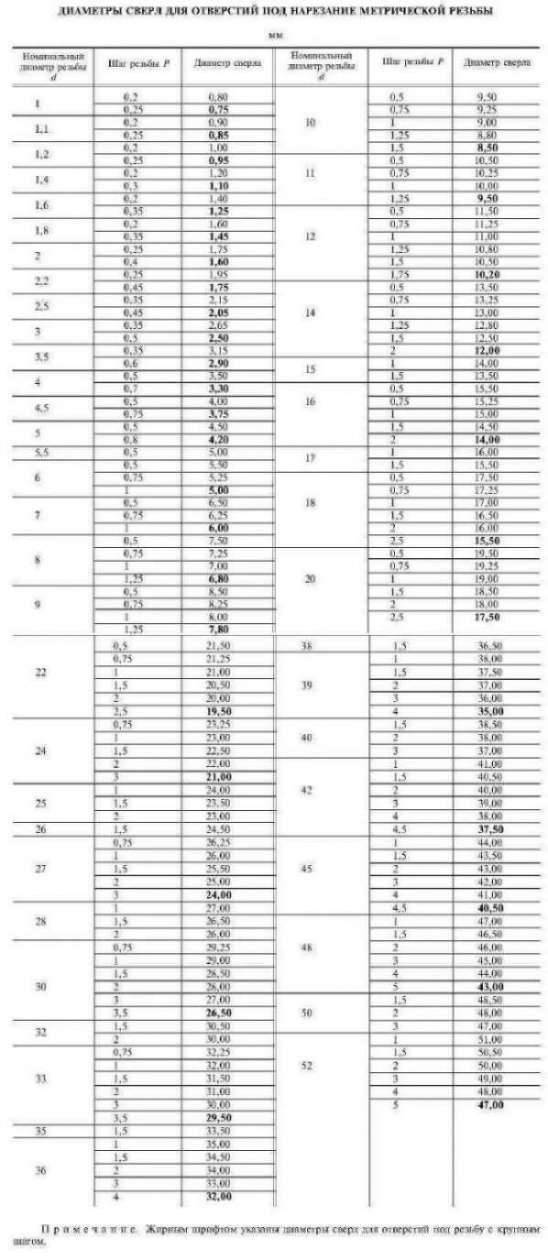
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком :
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 — основной шаг резьбы .
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один — в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
ГОСТ 16093-2004
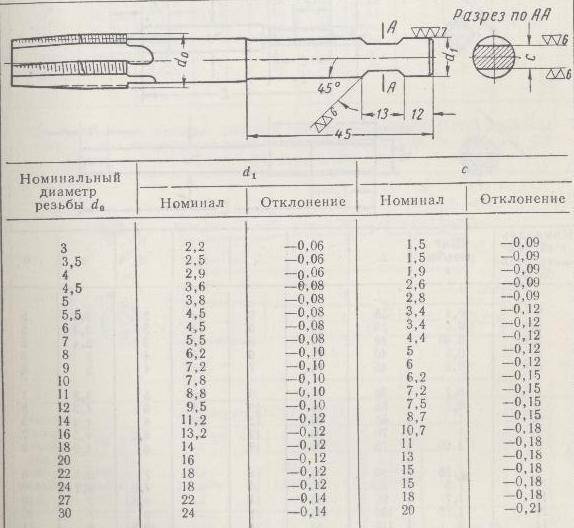
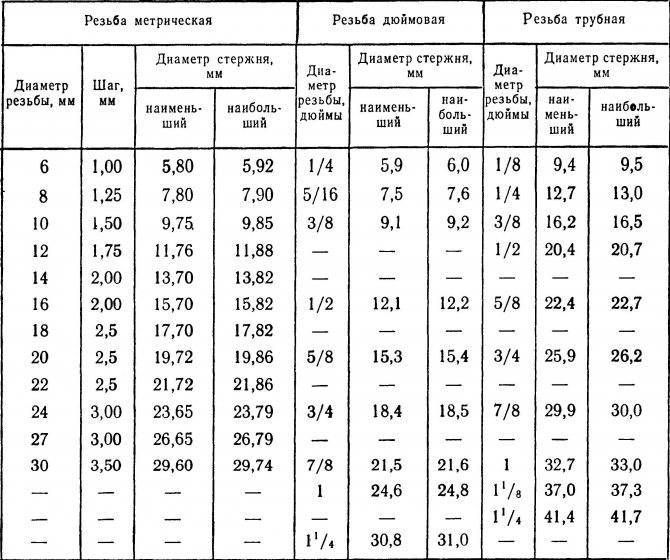
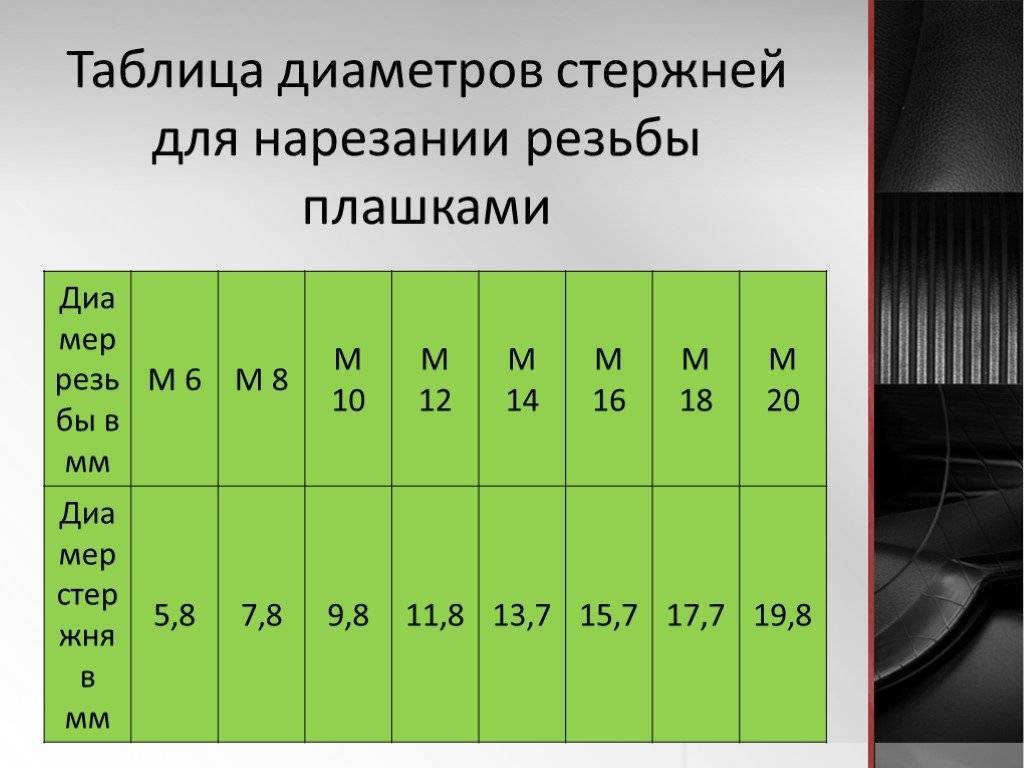
В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Номинальный диаметр резьбы d
Диаметр стержня под нарезку с полем допуска
6g
6e
6e; 6g
Номинальный диаметр
Предельное отклонение
Предельное отклонение
Номинальный диаметр
Предельное отклонение
1,0
0,25
0,97
0,95
–
–
–
1,2
0,25
1,17
–
–
–
1,4
0,3
1,36
–
–
–
1,6
0,35
1,55
–
–
–
0,4*
-0,04
–
–
0,25
-0,03
–
–
2,5
2,45
2,43
-0,06
–
0,5*
2,92
–
0,35
-0,03
–
–
4
3,94
3,92
-0,08
–
3,94
3,92
-0,06
–
0,8*
-0,07
4,88
4,92
0,5
-0,04
4,89
–
6
5,92
5,89
-0,10
-0,20
5,94
5,92
-0,09
–
5,94
5,92
-0,06
–
1,25*
-0,08
7,84
7,87
1
-0,07
7,86
7,89
0,75
-0,06
7,88
–
0,5
-0,04
7,89
–
10
9,88
9,85
-0,12
-0,26
9,92
9,89
-0,10
-0,20
9,94
9,92
-0,06
–
9,94
9,92
-0,09
–
1,75*
-0,10
11,80
11,83
1,5
-0,09
11,81
11,85
1,25
-0,08
11,84
11,87
1
-0,07
11,86
11,89
0,75
-0,06
11,88
–
0,5
-0,04
11,89
–
14
13,84
13,80
-0,13
-0,29
13,88
13,85
-0,12
-0,26
13,92
13,89
-0,10
-0,20
13,94
13,92
-0,09
–
13,94
13,92
-0,06
–
2*
-0,10
15,77
15,80
1,5
-0,09
15,81
15,85
1
-0,07
15,86
15,89
0,75
-0,06
15,88
–
0,5
-0,04
15,89
–
18
17,84
17,80
-0,13
-0,29
17,88
17,85
-0,12
-0,26
17,92
17,89
-0,10
-0,20
17,94
17,94
-0,06
–
2,5*
-0,13
19,76
19,80
1,5
-0,09
19,81
19,85
1
-0,07
19,86
19,89
0,75
-0,06
19,88
–
0,5
19,94
-0,04
19,89
-0,06
–
–
Стандартный шаг метрической резьбы обозначен (*)
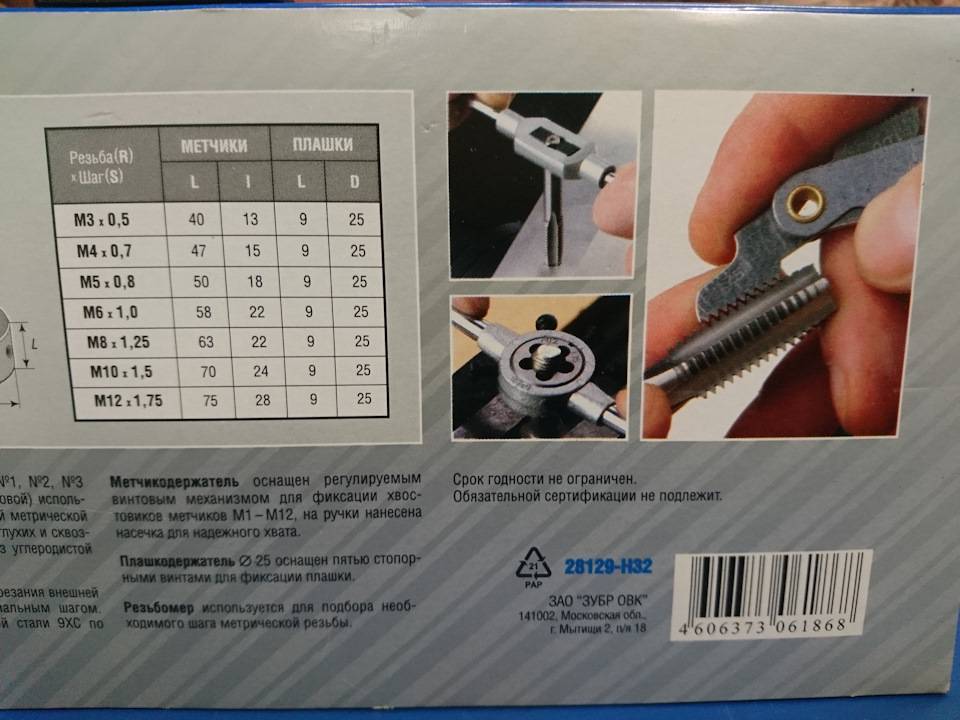
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.

Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
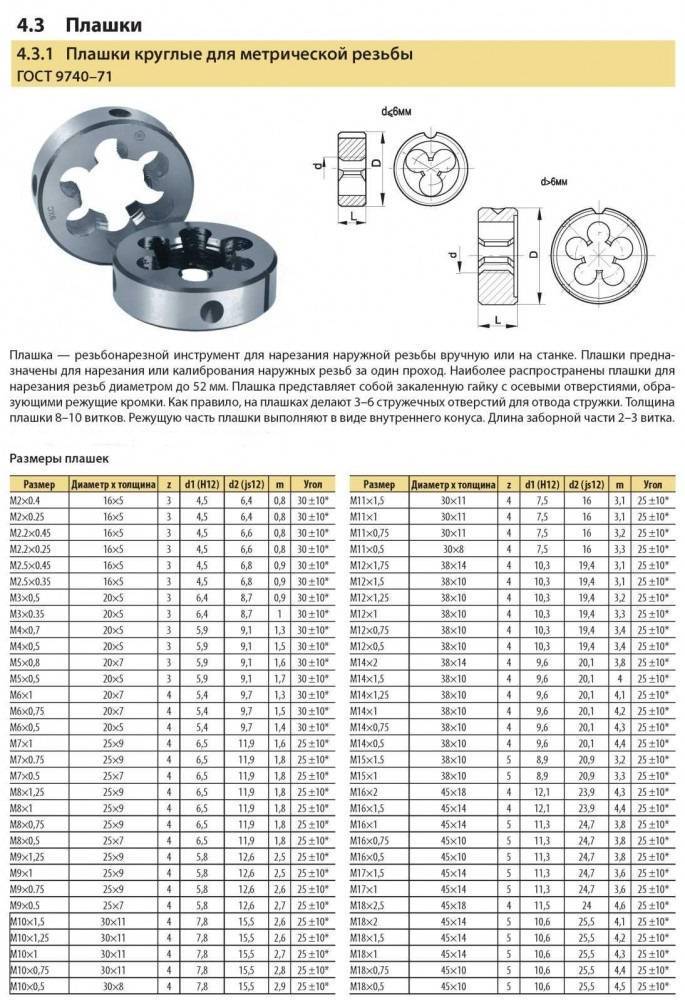
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу ;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.



Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий ;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
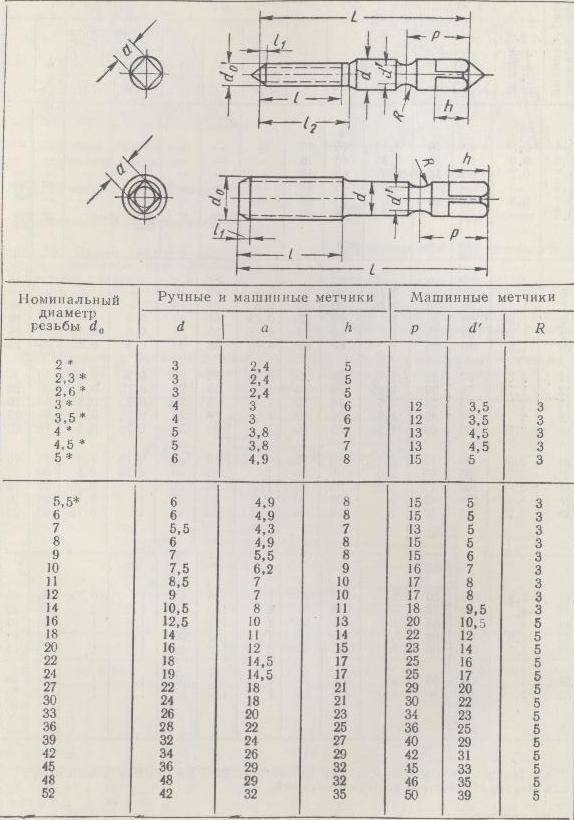
Устройство метчика
Метчики бывают:
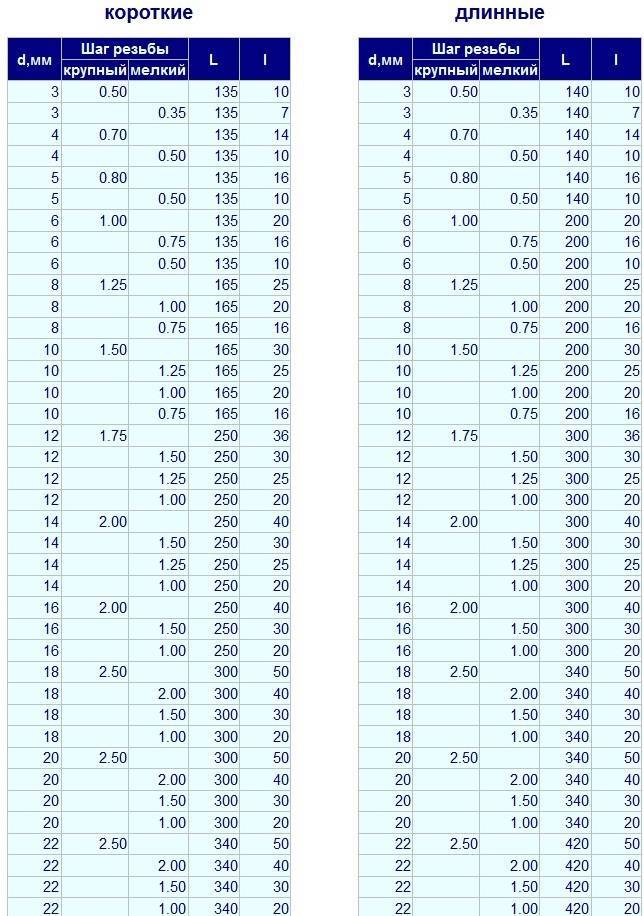
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
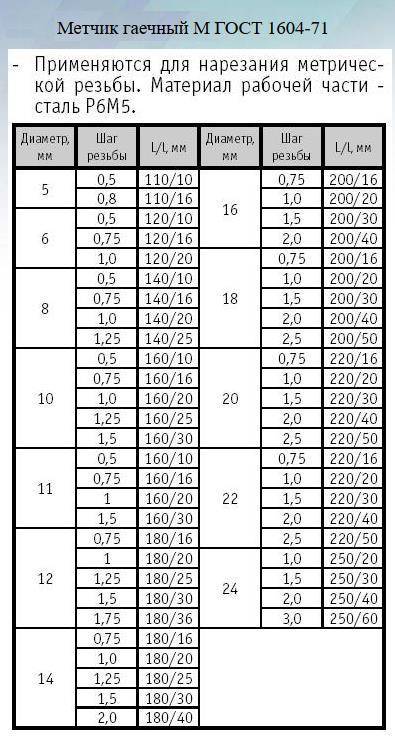
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
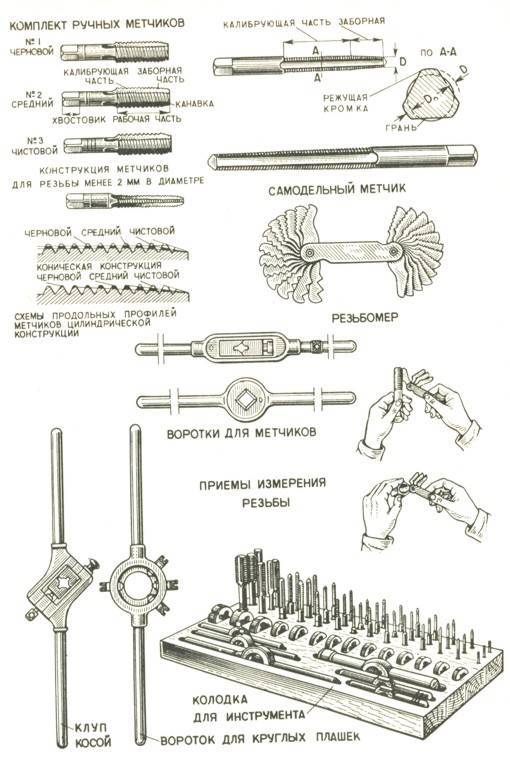
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
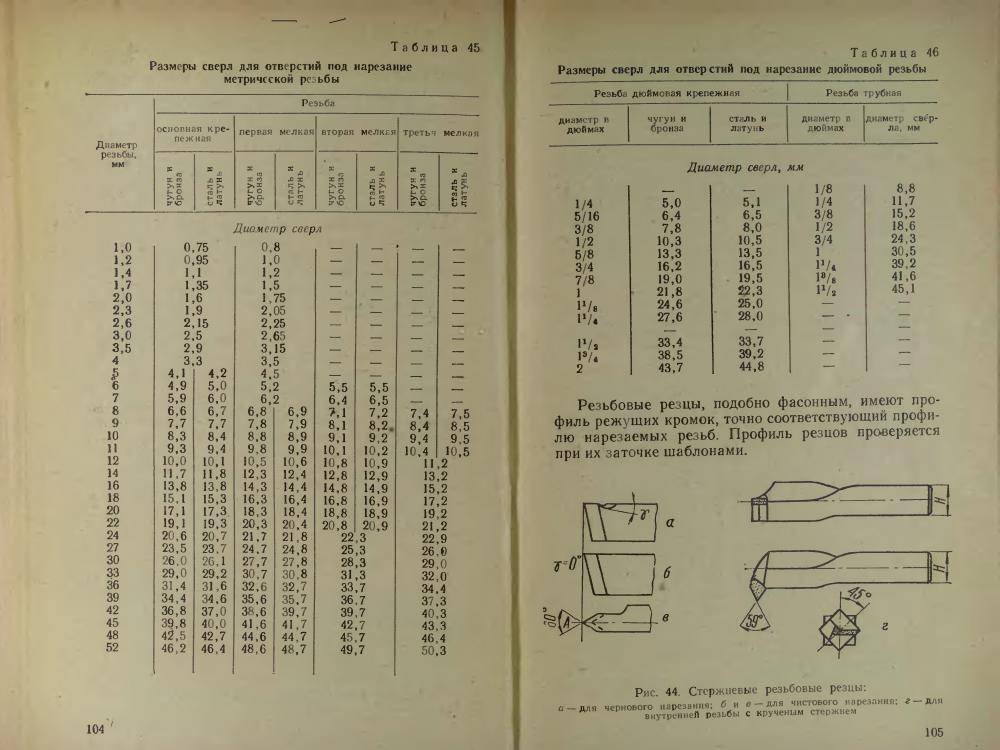
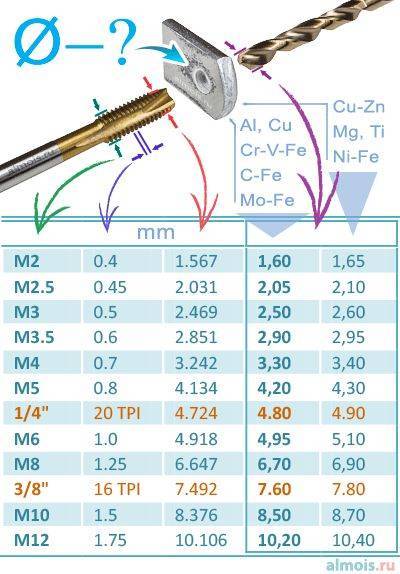
![§ 59. инструменты для нарезания резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/2/c/d/2cdb2d5ac81c93049d0b89ba7fbf2d97.jpeg)
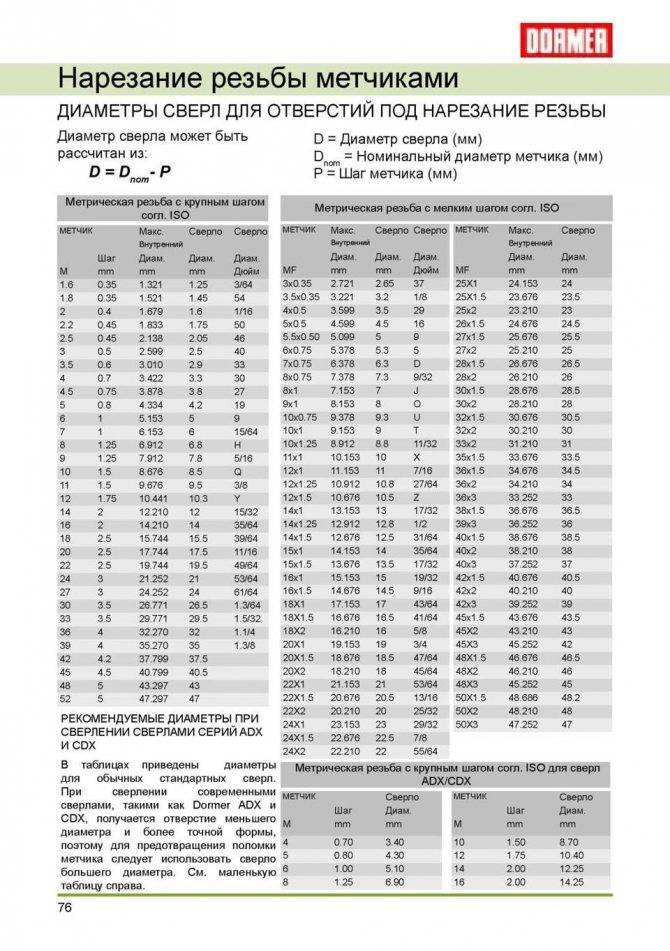
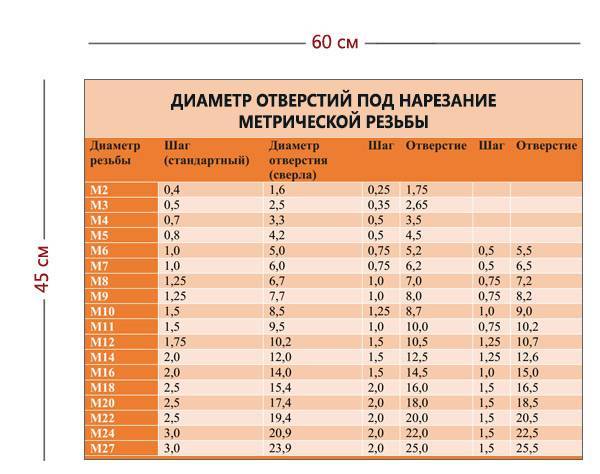
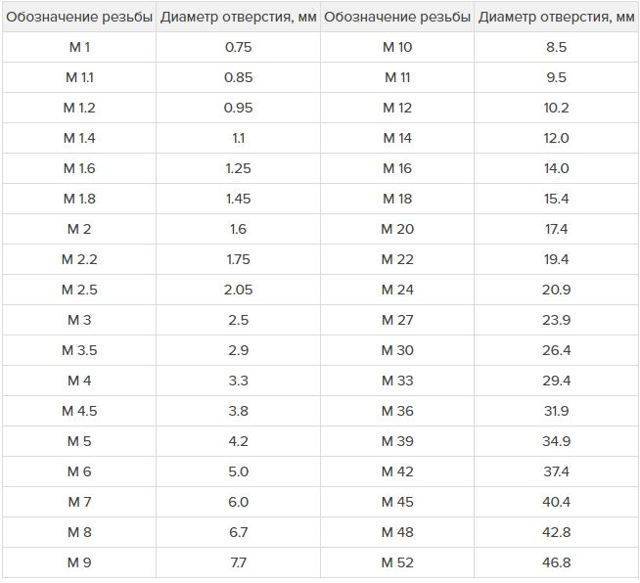
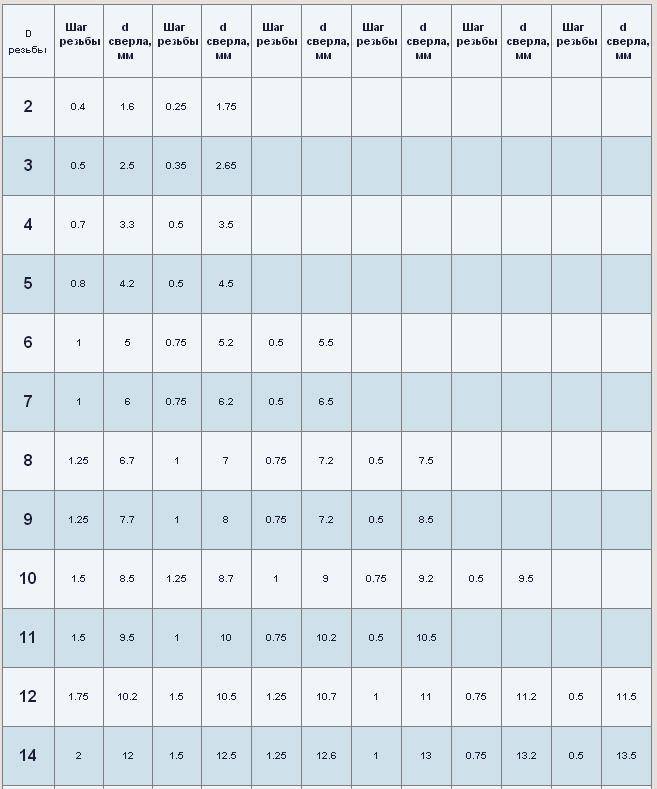
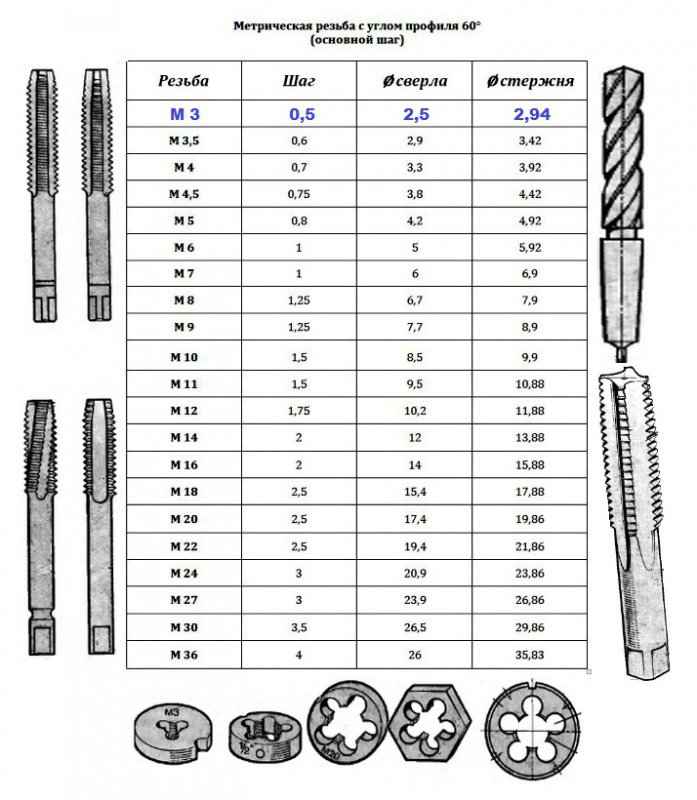
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
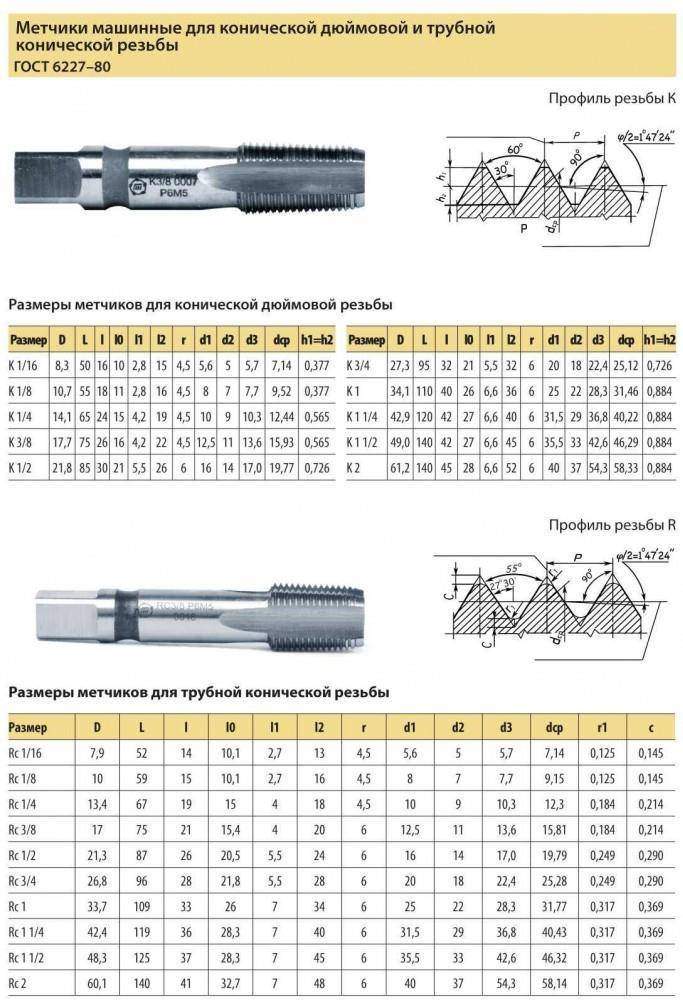
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
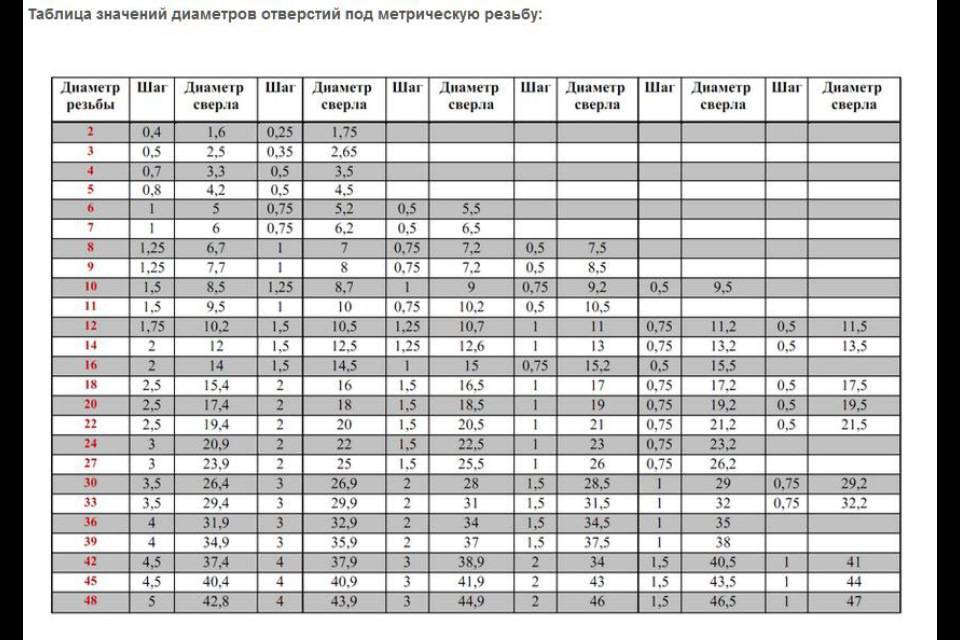
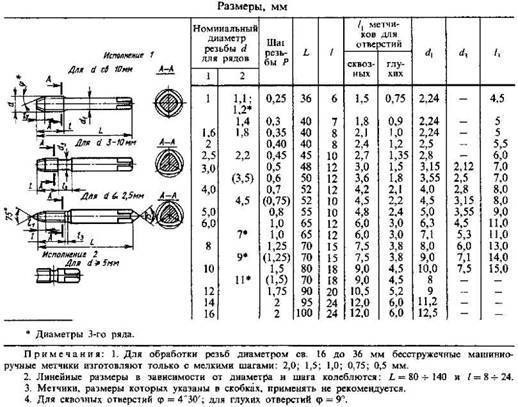
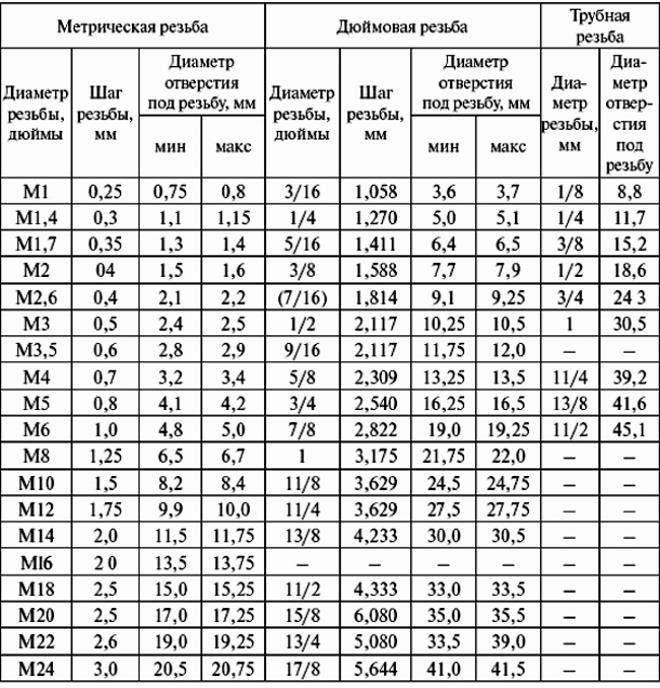
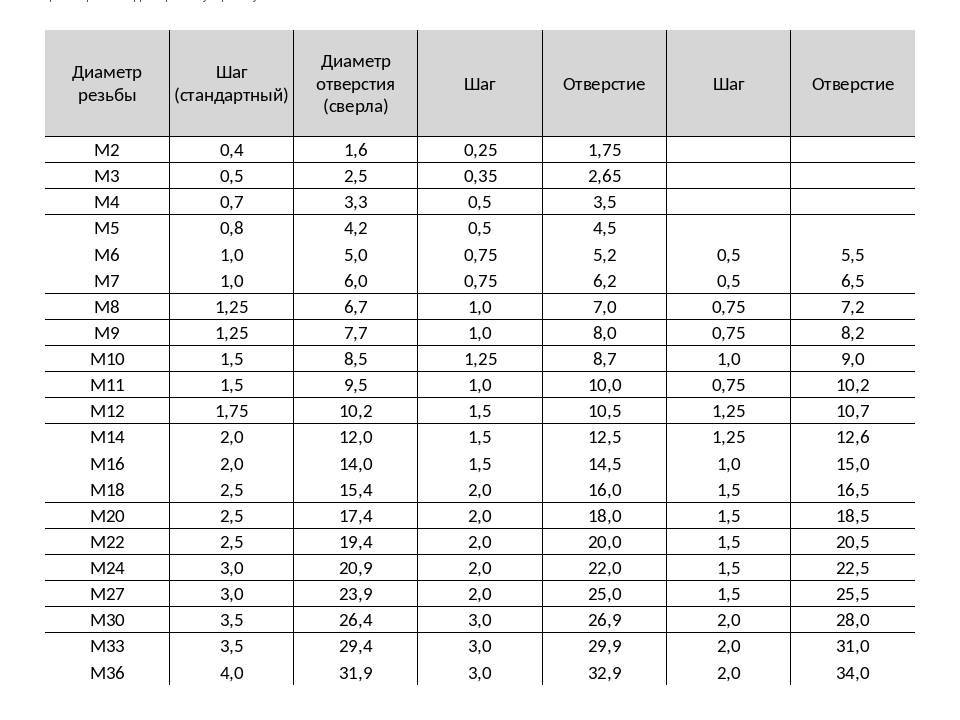
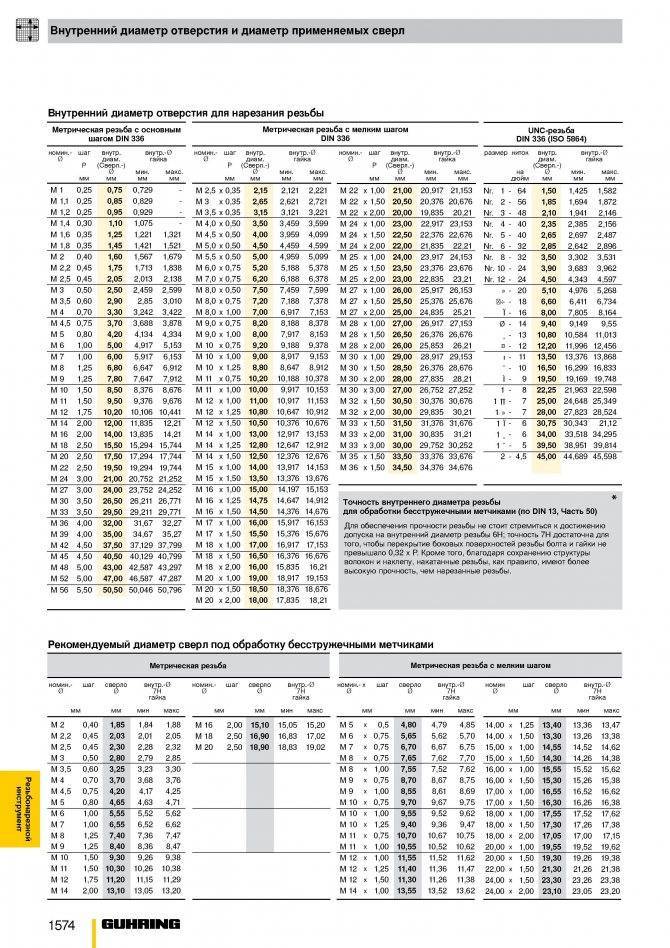
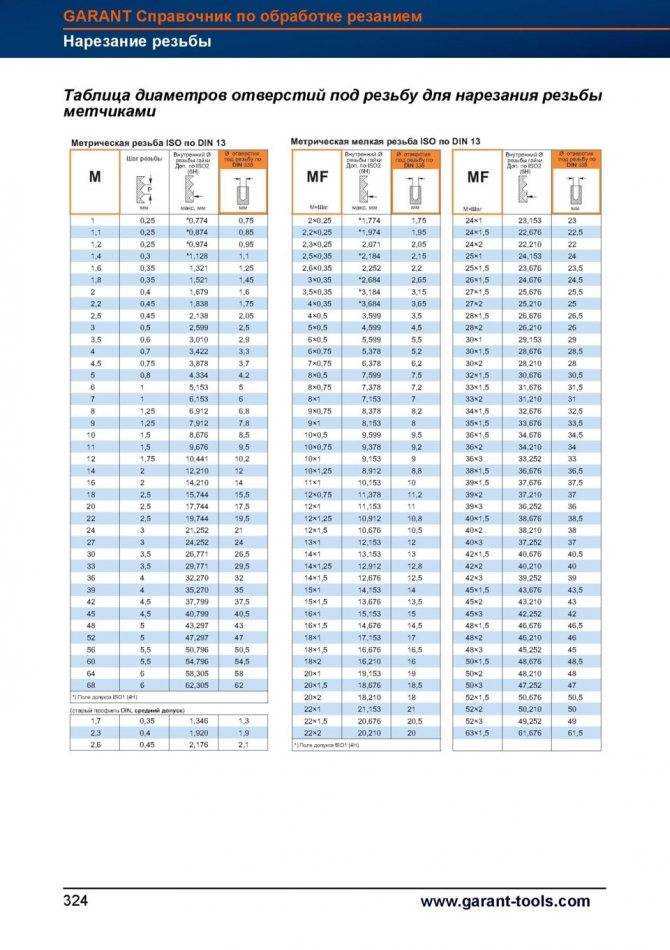
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
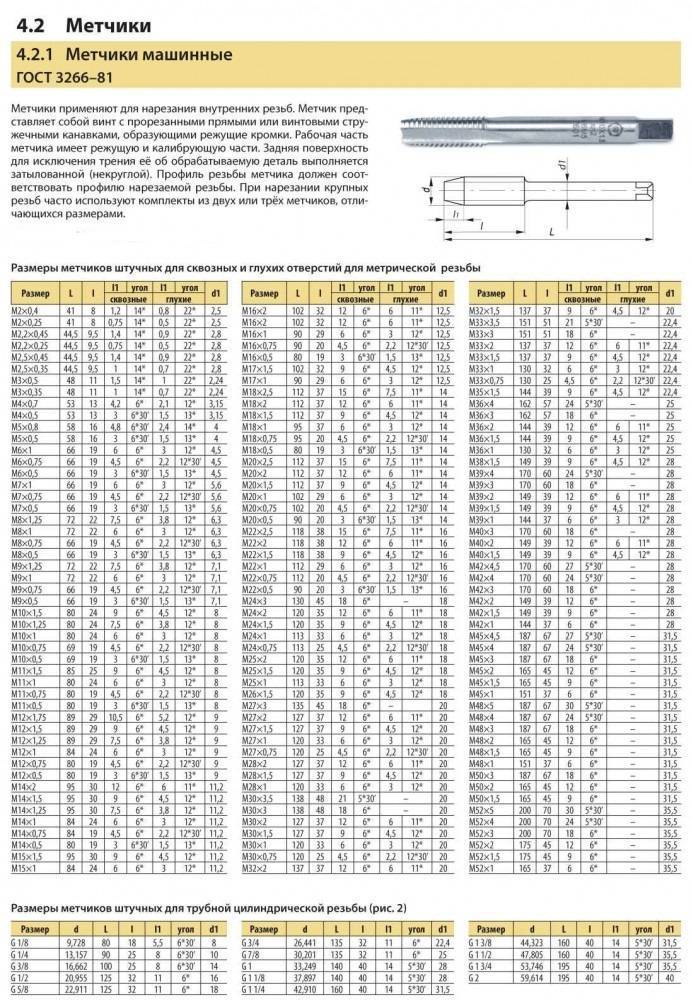
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм. Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
- Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.
Это интересно: Навес маркиза
Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья); б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу; в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки; г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением; д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.






С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.
Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.
Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
Общий вид метчиков из набора





