

21 ответов на “Дешевый сверлильный станок — доработка”
Со своим Уралмашем тоже самое сделаю +1
Совсем другое дело Александр, молодец. Поздравляю, а Вы собирались уже другой станок покупать. Я говорил что поменять движок, а вот что это конденсатор не допёр))). Удачи.
Этот двигатель скорей всего однофазный (если из клеммной колодки выходит 2, 3 или 4 провода), то скорей всего так и есть. У такого типа двигателя только 2 обмотки — пусковая и рабочая, а не 3 одинаковых, как у трехфазного. И соответственно данные емкости конденсатора, о которых обычно пишут (60 — 75 мкФ на 1 кВт мощности), для двигателей с пусковой обмоткой не подходят. Нужно экспериментировать %). — — — — Главное не увлекаться и следить за температурой и звуком двигателя %).
Беда, Саша, с этим станком. Может потихоньку и будешь сверлить, но для этого надо крепкие нервы. Я вчера посмотрел свой, а он не 450, а 500 вт., поэтому недостатка в мощности я не ощущаю. Пробуй мудрить дальше, а лучше сплавить, куда нибудь.Прими мои соболезнования, по поводу затрат.
Александр, как в итоге себя ведёт с увеличенной ёмкостью? Взял аналогичный станок, тоже планирую увеличить номинал кондёра.
ocen interesno! Sabralsia kupit pahozyu stanok, xoroso sto nasol etot video. Xotelos uznat na sto spasoben etot pribor
ocen interesno! Sabralsia kupit pahozyu stanok, xoroso sto nasol etot video. Xotelos uznat na sto spasoben etot pribor
увеличивал так-же мощность кондёром ставил на 60мкф на мд-250 (фуговально-распиловочном) движка на 2квт запуск улучшился и мощь но нагрев увеличился хотя в данном станке есть защита от перегрева вернул всё на место тише едеш дальше будеш у Александра всё вышло в цвет с чем его и поздравляю
А мой ТЕМП наоборот сильно греется, но работает нормально, надо заглянуть ему в глаза.
Вот и у меня все наоборот станок евротек понятно что китаец но греется до горячя зараза и что делать ? может что подскажете ?
интересно что будет если вместо 8 сразу всунуть 20… не сгорит ли?
Сталкивался по работе с похожими китайскими конденсаторами, они у нас на двигателях вентиляторов ставятся. Так вот со временем вентилятор перестал с места стартовать, но крутился, если рукой помочь. Поменяли конденсаторы на ТУ ЖЕ ёмкость по номиналу и всё заработало как прежде. Это современные «нанотехнологии» и конденсаторы теперь ставят не фольга-бумага. Со временем от нагрева «наноконденсатор» потерял ёмкость.
имею такой же станочек. Если доделка работает дайте ссылочку на товар. Прикуплю себе. Спасибо.
А если подключить такой мотор к 3 фазной сети, будет ли лучше работать?
Мой сверлильный начал греться (движок), в котором еще ничего не менял.Что может быть причиной?
Зачем покупать китайский , если за эти деньги можно купить хороший и мощный советский станок и радоваться жизни, это мое мнение. Я так сделал.
Улыбнул ключ патрона,у меня тоже в том отверстии на защите торчит.
Александр может имеет смысл для начала заменить саму стойку на нормальную трубу у родной стенки миллиметра полтора. Выточить на шпиндель нормальный шкив с одним ручьем и поставить движок от стиралки автомат для наглядности https://www.youtube.com/watch?v=eLFmUxU_q50 регулятор оборотов можно сделать и на ардуино(есть на канале Александра Шенрока)
ну если поставите на 1кВт 60 мкф то пи***вашему движку…..для 3 фазного рабочий кандёр 20мкф на 1 квт пусковой в 2 раза больше…
Поехал купить такой же конденсатор — нигде нет такого форм-фактора. Вы брали через интернет магазин, или у себя в городе? Если в интернет магазине, то если не трудно ссылочку дайте .
обычно конденсатор ставят соотношение 7Мф на 100 ватт мощности проверить можно тестером на клемах двигателя при работе мотора без нагрузки переставляя щупы на во всех положениях щупов на клемах напряжение должно быты одинаковым + — 10%
Численное управление (ЧПУ)
Многие типы станков и других промышленных процессов оснащены численным управлением, обычно называемого ЧПУ. Самые ранние формы ЧПУ были разработаны в 1950-х годах, когда движениям осей станков были присвоены числовые значения, облегчающие замену маховиков и циферблатов логикой управления. ЧПУ требует точных значений конструктивных параметров изделия; ранние системы были ограничены отсутствием подробного анализа геометрических чертежей компонентов, которые должны быть изготовлены. Позднее в этом десятилетии эта проблема была преодолена, когда были разработаны компьютеры, которые могли описывать геометрические движения инструмента как функции языка программирования деталей. Одним из наиболее известных из этих ранних языков инструментальных инструкций был APT (Automatically Programmed Tools).
Значительное развитие в начале 1960-х годов получила система, известная как Sketchpad, которая позволяла инженерам рисовать рисунки на электронно-лучевой трубке с помощью световой ручки и клавиатуры. Когда эта система была подключена к компьютеру, она позволяла проектировщикам изучать чертежи в интерактивном режиме, и облегчала модификацию их конструкций.
Система или устройство ЧПУ-это устройство, которое управляет действиями машины или процесса путем прямого ввода числовых данных в какой-то момент; система также должна автоматически интерпретировать, по крайней мере, некоторую часть данных. Различные виды систем числового управления используют данные, закодированные в виде цифр, букв, символов, слов или комбинаций этих форм.
Инструкции, необходимые для обработки детали с помощью ЧПУ, выводятся из чертежа детали и записываются в кодированном виде на программной рукописи. В рукопись могут быть включены следующие виды данных:
(1) последовательность операций,
(2) Вид операции,
(3) глубина резания,
(4) координатные размеры для центра режущего инструмента,
(5) скорость подачи,
(6) скорость вращения шпинделя,
(7) номер инструмента
(8) другие различные операции.
Закодированная информация заносится в ленту шириной в один дюйм. Лента, обычно изготовленная из бумаги или пластика, вставляется в систему ЧПУ, которая подключается к станку. Система ЧПУ интерпретирует информацию на ленте, таким образом, активируя реле и электрические цепи, которые заставляют сервомеханизмы машины и другие органы управления выполнять последовательность операций автоматически. В некоторых системах ЧПУ закодированная информация вводится в оборудование на перфокартах или магнитной ленте вместо перфоленты. Лента может быть сохранена для дальнейшего использования на той же машине или на других подобных ей в любом месте. Машины с ЧПУ могут производить детали с точностью до допусков 0,001 или 0,0001 дюйма (0,025 или 0,0025 мм) в зависимости от конструкции машины, системы ЧПУ и других факторов, таких как температура окружающей среды.
Системы ЧПУ на станках можно разделить на два основных типа: точечные и непрерывные. Системы “Точка-точка”, обычно используемые на станках, выполняющих обработку отверстий и прямолинейное фрезерование, относительно просты в программировании и не требуют помощи компьютера.
Системы ЧПУ с непрерывным контуром обычно используются на станках, выполняющих операции оконтуривания, таких как фрезерные станки, токарные станки, станки для резки огнеупорных изделий и чертежные машины. Подготовка программ для машин с непрерывным трактом более сложна и обычно требует помощи компьютера.
Нашими специалистами разработаны и реализованы проекты модернизации по следующим станкам:
Токарные
- токарно-карусельные 1512, 1516, 1516Ф1, 1516Ф3;
- токарно-револьверные 1325Ф3, 1В340Ф3;
- токарно-патронные 16А20Ф3, 16М30Ф3, 1П756;
- токарно-винторезные 16К20;
- лоботокарные 1М692Ф3,
- токарные ИТ-42, С1600, MAZAK, SCHAUBLIN;
- обрабатывающие центры BOLEY и TRAUB.
Фрезерные
- координатно-расточные 24K40CФ4, 2Е450, 2Е450АФ1, 2Е450АФ30, 2Е450Ф1, 2Е450Ф30;
- горизонтально-расточные 2А636, 2А636Ф1, 2636, 2А637, 2А637Ф1, 2637, 2А622, 2А622Ф1, 2А622Ф4, 2А620, 2А620Ф1, 2Н636, 2Н636Ф1, 2А637ГФ1, 2Н637ГФ1, 2Н636ГФ1;
- вертикально-фрезерные 65А60Ф1, 65А60Ф4, 65А80Ф4, 6Р11, 6Р11Ф3, 6Р13, 6Р13Ф3, FKrS500, FSS350MR;
- продольно-фрезерные 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М616, 6М616Ф1, 6М616Ф11, 6М616Ф3.
Шлифовальные
- внутришлифовальные 325Д, 3М227;
- координатно-шлифовальные особо высокой точности 3283;
- плоскошлифовальные 3Б722, 3Д724, 3Д725, ВСЗ-301;
- зубошлифовальные универсальные полуавтоматы 5М841;
Характеристики мини-сверлильных станков
миниатюрный сверлильный станок
Мощность — этот параметр, влияющий на потребление электроэнергии и производительность. Для микро отверстий по печатным платам достаточно минимальной мощности 150 Вт.
Скорость вращения сверла варьируется от 200 оборотов в минуту до 3000. Современные мини станки оснащаются редуктором с возможностью переключения до 12 скоростных режимов.
Наибольшая высота детали, обрабатываемой на мини-станке, составляет 50 см. Этот показатель определяется верхней точкой сверлильной головки, которая перемещается вертикально по рельсам стойки. Обычно передвижение модуля происходит вручную. В определенной точке головка закрепляется специальной рукояткой.
Диаметр сверления указывает не столько на размер отверстий, сколько на поперечник сверл. Минимальный диаметр хвостовика составляет 16 мм.
| Марка станка | Мощность, Вт | Обороты, об\мин | Кол-во скорост. | Диаметр патрона, мм | Вертикальный ход, мм | Вес, кг |
| Корвет 411 | 150 | 100-5000 | 2 | 6 | 40 | 6 |
| Зубр ЗСС-350 | 350 | 580 — 2650 | 5 | 13 | 50 | 16,4 |
| Корвет 45 | 350 | 580 — 2650 | 5 | 16 | 50 | 18 |
| Кратон DM-13 | 350 | 620 — 2620 | 5 | 13 | 50 | 17 |
Таблица 1. Характеристики некоторых моделей мини сверлильных станков
Автоматическое управление
Чтобы являться действительно автоматическим, станок должен быть способен производить детали без помощи оператора при загрузке заготовок, запуске машины и выгрузке деталей. В этом смысле некоторые прутковые токарные станки являются автоматическими. Однако на практике некоторые станки, обозначенные как автоматические, на самом деле являются полуавтоматическими, поскольку они требуют, чтобы оператор загрузил заготовку в станок, нажал кнопку запуска и выгрузил деталь после завершения операции.
Оснастка для автоматических станков является более сложной, чем для ручных станков, и обычно требует квалифицированного рабочего для выполнения настройки. Однако после установки менее квалифицированный оператор может одновременно управлять одной или несколькими машинами. Токарные станки Tracer и станки с числовым программным управлением являются примерами машин, использующих различные степени автоматического и полуавтоматического управления.









Китайский сверлильный станок доработка
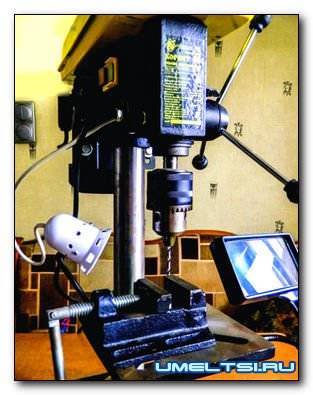
Оснащение сверлильного станка стационарной подсветкой делает работу на нём более удобной, а лупа позволяет уверенно выполнять мелкие операции.
Сверлильный станок «Корвет-46» — незаменимая вещь в домашней мастерской. Единственное НО: нужно мудрить с подсветкой рабочего столика — устанавливать дополнительно настольную лампу, которая постоянно мешает работе. Да и когда столик двигаешь вверх-вниз, свет сбивается — и приходится постоянно его настраивать.
А если прикрепить лампу к столику? Тогда при изменении его положения лампа будет постоянно освещать место сверления. Сказано — сделано! В магазине приобрёл китайские светильники на прищепке с гибкой ножкой по 155 руб., которые рассчитаны на лампу-миньон мощностью 40 Вт. Закрепил светильник на столе — работать стало проще, но прищепка мешала, да ещё постоянно соскальзывала с ребра жёсткости столика. Поэтому решил убрать прищепку, а ножку — прикрутить к столику станка. Лампу накаливания заменил на светодиоды.
Покопавшись в запчастях, нашёл всё необходимое.
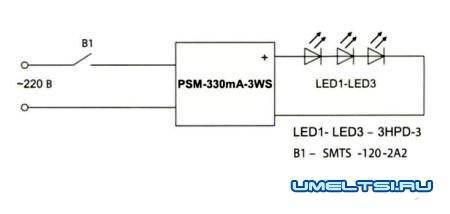
Материалы• Драйвер PSM-330mA-3WS• Светодиоды 3HPD-3• Плата CQ-LU8098 0 35 мм для трёх светодиодов, соединённых последовательно• Радиатор, подходящий по размерам и мощности (от компьютера)• Тумблер SMTS-102-2A2• Провод МГТФ сечением 0,12 мм2
Трёхваттные светодиоды выбраны не случайно: они будут работать в одноваттном режиме — следовательно, меньше нагреваться. Схема подключения светодиодов представлена на рисунке.
ПЕРЕДЕЛКА ЛАМПЫСамое ценное в купленной лампе — гибкая ножка.

Разобрав лампу, я посчитал, что пластиковый плафон великоват для будущего изделия, и отрезал часть раструба. С боков плафона насверлил отверстия ⌀ 6 мм для охлаждения радиатора и четыре отверстия ⌀ 2 мм для его крепления.
Бормашинкой выфрезеровал большую часть кольца, на которое опирался патрон, установил драйвер и тумблер. Затем подпаял сетевой провод к тумблеру и закрепил специальным винтом, предусмотренным на лампе. После этого подпаял к тумблеру входные провода драйвера и поставил всё на место. Выходные провода драйвера нарастил — и на плюсовом конце завязал узелок.
У радиатора отпилил ушки и скруглил углы. Затем просверлил в нём одно центральное отверстие ⌀ 4 мм для выпуска проводов и три отверстия ⌀ 2,5 мм для крепления платы, в которых была нарезана резьба М3. Светодиоды напаял на плату через пасту КПТ-8 и установил на радиатор.
Выпустил провода через центральное отверстие светоизлучающего модуля и припаял их к плате, соблюдая полярность. Установил модуль на место, предварительно поставив картонную прокладку, что бы избежать закоротки драйвера на радиатор.
Светоизлучающий модуль установил в лампу и закрепил четырьмя саморезами ⌀ 3×10 мм. Подпаял сетевой провод лампы непосредственно к питающему проводу станка.
Для крепления лампы на столике станка в его бортике просверлил отверстие ⌀ 3,5 мм и нарезал в нём резьбу МЛ. После этого ввернул гибкую ножку — и с обратной стороны зафиксировал её гайкой. Прикрепил плафон к гибкой ножке. Светильник готов! На всякий случай измерил температуру на радиаторе: после получаса работы она составила +28°С, что соответствует нормальному рабочему режиму.
УСТАНОВКА ЛУПЫПеределывать — так переделывать! Зрение у меня стало потихоньку садиться, приходится напрягать глаза при сверлении мелких деталей. А что если установить лупу на такой же гибкой ножке, что и светильник? В магазине я приобрёл прямоугольную лупу хЗ на ручке за 340 рублей и установил её на столик.
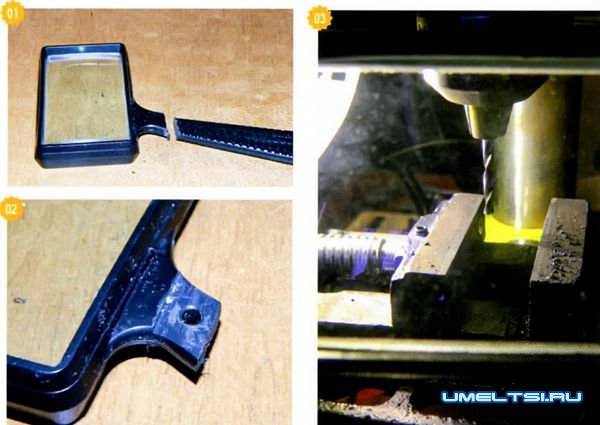
Отрезал у лупы часть ручки.
Просверлил в оставшейся части отверстие ⌀ 4 мм и напильником подогнал его под крепление гибкой ножки. Далее повторил все операции для крепления гибкой ножки к столику и установил лупу.
Работать стало—одно удовольствие. И главное: не надо напрягать зрение — всё прекрасно видно.
Тема раздела Общие вопросы в категории Станки ЧПУ, Hobby CNC, инструмент; Примерно год назад купил для домашней мастерской сверлильный станок SBM PBD-16. Польстился его небольшой ценой и неплохими заявленными характеристиками. Мощность .
Опции темы
Притирочные и хонинговальные станки
Операции притирки и хонингования относятся в основном к обработке методом шлифования. Притирка — это снятие тончайших слоев металла посредством мелкозернистых абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность инструмента (притира).
В качестве инструмента используются притиры, изготовленные из серого чугуна перлитной структуры или другого мягкого металла. Притирка используется для получения высококачественной отделки поверхности или для отделки заготовки в близких пределах размеров. Допуски размеров на две миллионные дюйма (0,00005 мм) могут быть достигнуты при ручной или машинной притирке прецизионных деталей, таких как калибры или калибровочные блоки.
Хонингование-это низкоскоростной процесс обработки поверхности, используемый для удаления царапин, механических следов или небольших припусков металла, обычно менее 0,0005 дюйма (0,0125 мм), с шлифованных или обработанных поверхностей. Хонингование производится с помощью скрепленных абразивных палочек или камней, которые монтируются в хонинговальную головку. В типичной хонинговальной операции, такой как хонингование стенок цилиндров автомобильных двигателей, используется хонинговальная машина с одним или несколькими шпинделями. Хонинговальная головка медленно вращается с колебательным движением, удерживая абразивные палочки на рабочей поверхности под контролируемым легким давлением.
Расточка может быть выполнена на любом типе станка, который оснащен для удержания расточного инструмента и заготовки, а также оснащен для вращения либо инструмента, либо заготовки в правильном соотношении. Специальные расточные станки различных конструкций используются для расточки заготовок, которые слишком велики для установки на токарном станке, сверлильном станке или фрезерном станке. Расточные и токарные операции также выполняются на больших вертикальных револьверных станках или на больших расточных станках. Стандартные расточные станки способны сверлить или растачивать заготовки диаметром до 12 футов (3,6 метра).
Универсальный вертикально-сверлильный станок 2Н135
Универсальные сверлильные станки 2Н135, у которых условный диаметр сверления составляет 35 мм, можно встретить как на производстве с выпуском изделий небольшими партиями, автомастерских и других небольших предприятиях, так и на крупных заводах. Базовая модель станка имеет ручное управление, подъёмный стол, фундаментную плиту.
Универсальность его состоит в том, что с применением различных инструментов, кроме основной операции – сверление, можно сделать нарезку резьбы с применением машинных метчиков (в ручном режиме). Доступны для этого оборудования такие операции как развёртывание, зенкование и зенкерование.
Большой диапазон скоростей позволяет работать с материалами разной плотности и устойчивости к механическому воздействию.
Но и такой станок требует доработок при выполнении однотипных операций. Модернизацией сверлильных станков занимаются не только специалисты производств, где установлены эти станки, но и конструкторский отдел завода изготовителя. На основе 2H135 создано немало станков, к основной маркировке добавляется буква или цифра, но изменения конструкции станка при этом существенные.
Эти станки выпускаются тем же заводом, что и сам 2Н135. Есть ряд подобных станков, выпускаемых другими станкостроительными заводами, расположенными в Гомеле, Астрахани, Липецке. Молодечно.
Если сверлильное оборудование, выпущенное в Одессе, имеет одинаковый диаметр максимального сверления – 35 мм, то доработки другими производителями позволили расширить диапазон до 50 мм, о чём свидетельствуют маркировки на аналогах 2Н150. Варьируется и расстояние от стола и от плиты до торцевой стороны шпинделя. В разных станках используется различная величина стола, перемещение стола по оси «Z». Различным может быть перемещение шпиндельной головки и шаг самого шпинделя и частота его вращения.
Меняются и показатели крутящего момента, числа ступеней рабочих подач, и их силы.
Мощность станка напрямую связана с мощностью электродвигателя. Для аналогов 2Н135 используются моторы от 2,2 до 7,5 кВт.
Разница в габаритах не очень большая, а в массе между меньшим и большим составляет 1 тонну.
Доработка новых станков
Одним из слабых мест сверлильных станков Диолд СТ-1651 является люфт пиноли, что приводит к периодическому смещению сверла. Повысить точность выполнения расточки детали, можно уменьшив зазор между пинолью и корпусом до необходимого размера, чтобы шпиндель мог в автоматическом или ручном режиме принимать исходное положение, а не застревал на полпути.
Для этого не обязательно менять её на вновь выточенную деталь с большим диаметром. Доработка сверлильного станка с таким дефектом может ограничиваться двумя надрезами в корпусе, установкой балансировочных болтов и графитной смазкой пиноли с дальнейшей притиркой.
Модернизация китайских сверлильных станков бытового уровня может составлять значительную часть бюджета, поэтому, в зависимости от задач, иногда лучше сразу покупать более качественное оборудование.
Почему станок эффективнее дрели
При попытке высверливания отверстий дрелью сверло может сместиться в сторону, в результате чего получится либо брак, либо изделие невысокого качества. Выполнить глубокое отверстие в строго вертикальном или строго горизонтальном направлении без станка вообще невозможно.
Очень трудно высверлить в каком-либо материале не сквозную дырку, а отверстие на заданную глубину (глухое отверстие) с применением дрели, так как этот инструмент не предусматривает использование в ходе сверления линейки. Сверлильный станок очень легко справится с подобной задачей.
При работе с мягкими материалами, такими как дерево или пластмасса, станок можно использовать для создания фрезерованных отверстий или выемок. Выполнить подобные операции дрелью невозможно.









Сверлильный станок с приводом от двигателя стиральной машины
Предлагаем вашему вниманию еще один бюджетный вариант самодельной сверлилки. Только в данном случае вместо электродрели в качестве привода используется движок от стиралки.
Необходимые материалы:
- круглая металлическая труба;
- уголок стальной;
- полоса металла;
- электрический двигатель;
- газлифт (амортизатор);
- шкивы из фанеры;
- ремень для ременной передачи.
Сначала изготавливаем усиленную стойку. Обычно используют профильную трубу, но в данном случае она не подойдет. Вместо нее будем использовать круглую трубу и уголок.
Берем болгарку с отрезным диском, чтобы отрезать заготовки требуемой длины. Свариваем детали вместе, и зачищаем болгаркой. Далее привариваем сделанную усиленную стойку к станине.
Сразу хотим обратить ваше внимание на то, что основание должно быть достаточно тяжелым и устойчивым, чтобы выдержать вес электродвигателя и металлических деталей. Из отрезков уголка и полосы необходимо изготовить подвижный элемент конструкции, который будет опускаться и подниматься вдоль стойки
По сути, эта деталь представляет собой каретку с механическим механизмом подачи
Из отрезков уголка и полосы необходимо изготовить подвижный элемент конструкции, который будет опускаться и подниматься вдоль стойки. По сути, эта деталь представляет собой каретку с механическим механизмом подачи.
Дальше надо изготовить крепежную площадку, на которой будет размещаться мотор. Она приваривается к каретке, изготовленной ранее.
Теперь необходимо сделать шпиндель с патроном для фиксации сверла.
Для этого нам потребуется шпилька с резьбой на конце, которая будет выступать в качестве вала шпинделя. Надеваем на него подшипник, и фиксируем гайками.
Отрезаем кусок трубки, и насаживаем ее на шпильку. Устанавливаем сверху трубки второй подшипник.
Подготавливаем еще один кусок трубы. Разрезаем его вдоль по всей длине. Насаживаем на установленные подшипники. Продольный разрез необходимо наглухо заварить. Накручиваем патрон на вал.
Корпус шпинделя привариваем к металлической пластине, а саму пластину — к подвижной части.
Чтобы можно было опускать шпиндель, необходимо установить рычаг.
Вместо возвратной пружины автор решил установить амортизатор (газлифт).
Теперь делаем рабочий столик, на котором будут располагаться заготовки. Для этого сначала потребуется сделать небольшой ползун, который будет перемещаться по стойке.
К нему привариваем круглый столик (автор использует старый пильный диск для циркулярки). Дополнительно нужно сделать фиксатор.
Вытачиваем из дерева или фанеры два шкива. Один шкив устанавливаем на вал электродвигателя, второй — на вал шпинделя. Натягиваем ремень.
Все детали сверлильного станка надо покрасить, и потом собираем все до кучи. Устанавливаем кнопку включения/выключения.
В отличие от первого варианта, данная конструкция получилась довольно громоздкая. Но такой станок однозначно будет мощнее сверлильной стойки из дрели.
Автоматизированная Обработка Деталей
Числовое программное управление (ЧПУ)
Изменение рабочих процедур ранних систем ЧПУ требовало изменения аппаратного обеспечения самого станка. В 1970 – х годах были разработаны системы ЧПУ, управляемые специализированными мини или микрокомпьютерами, позволяющие легко адаптировать станки к различным рабочим местам путем изменения управляющей программы или программного обеспечения.
Следовательно, станки с ЧПУ легче в эксплуатации и более универсальны, чем их аналоги, а их программирование проще и может быть быстро перенастроено. Поскольку они имеют меньше аппаратного обеспечения управления, они дешевле в обслуживании и, как правило, более точны.
Системы ЧПУ могут использоваться с широким спектром станков, таких как фрезерные станки и токарные станки. Многие из них оснащены графическими дисплеями, которые отображают форму обрабатываемых деталей. Некоторые из них имитируют движения инструмента, в то время как другие создают трехмерные представления компонентов.
Адаптивное управление
Усовершенствования в станках с ЧПУ зависят от совершенствования адаптивного управления, которое заключается в автоматическом контроле и регулировании условий обработки в ответ на изменения эксплуатационных характеристик. При ручном управлении станком оператор следит за изменениями производительности обработки (вызванными, например, тупым инструментом или более твердой заготовкой) и производит необходимые механические регулировки. Важным элементом обработки с ЧПУ является адаптивное управление, которое необходимо для защиты инструмента, заготовки и станка от повреждений, вызванных неисправностями или неожиданными изменениями в поведении станка. Адаптивное управление также является важным фактором в разработке беспилотных методов обработки.
Одним из примеров адаптивного управления является контроль крутящего момента на шпинделе станка и сервомоторах. Блок управления станка запрограммирован с данными, определяющими минимальное и максимальное значения крутящего момента, допустимого для операции обработки. Если, например, тупой инструмент вызывает максимальный крутящий момент, то на блок управления подается сигнал, который корректирует ситуацию путем уменьшения скорости подачи или изменения частоты вращения шпинделя.
Нашими специалистами разработаны и реализованы проекты модернизации по следующим станкам:
Токарные
- токарно-карусельные 1512, 1516, 1516Ф1, 1516Ф3;
- токарно-револьверные 1325Ф3, 1В340Ф3;
- токарно-патронные 16А20Ф3, 16М30Ф3, 1П756;
- токарно-винторезные 16К20;
- лоботокарные 1М692Ф3,
- токарные ИТ-42, С1600, MAZAK, SCHAUBLIN;
- обрабатывающие центры BOLEY и TRAUB.
Фрезерные
- координатно-расточные 24K40CФ4, 2Е450, 2Е450АФ1, 2Е450АФ30, 2Е450Ф1, 2Е450Ф30;
- горизонтально-расточные 2А636, 2А636Ф1, 2636, 2А637, 2А637Ф1, 2637, 2А622, 2А622Ф1, 2А622Ф4, 2А620, 2А620Ф1, 2Н636, 2Н636Ф1, 2А637ГФ1, 2Н637ГФ1, 2Н636ГФ1;
- вертикально-фрезерные 65А60Ф1, 65А60Ф4, 65А80Ф4, 6Р11, 6Р11Ф3, 6Р13, 6Р13Ф3, FKrS500, FSS350MR;
- продольно-фрезерные 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М616, 6М616Ф1, 6М616Ф11, 6М616Ф3.
Шлифовальные
- внутришлифовальные 325Д, 3М227;
- координатно-шлифовальные особо высокой точности 3283;
- плоскошлифовальные 3Б722, 3Д724, 3Д725, ВСЗ-301;
- зубошлифовальные универсальные полуавтоматы 5М841;
Кромкострогальные
кромкострогальные станки 7814.
Доработка новых станков
Одним из слабых мест сверлильных станков Диолд СТ-1651 является люфт пиноли, что приводит к периодическому смещению сверла. Повысить точность выполнения расточки детали, можно только уменьшив зазор между пинолью и корпусом до необходимого размера, чтобы шпиндель мог в автоматическом или ручном режиме принимать исходное положение, а не застревал на полпути.










Для этого не обязательно менять её на вновь выточенную деталь с большим диаметром. Доработка сверлильного станка с таким дефектом может ограничиваться двумя надрезами в корпусе, установкой балансировочных болтов и графитной смазкой пиноли с последующей её притиркой.
Модернизация китайских сверлильных станков бытового уровня может составлять довольно значительную часть бюджета, поэтому, в зависимости от задач, иногда лучше сразу покупать более качественное оборудование.
Принцип сравнения и рейтинг
Выбрать лучший настольный токарный станок по металлу по одним только техническим показателям практически невозможно. Эти станки имеют ограниченные ресурс и технические возможности. Поэтому их применяют для производства единичных изделий, используя, как правило, по мере необходимости. Их «целевая аудитория» — это даже не малый машиностроительный бизнес, а небольшие опытные производства в научных учреждениях, мелкие ремонтные мастерские, автосервисы, профессионально-технические учебные заведения, технические кружки, а также домашние мастера-умельцы, для которых лучший вариант — это настольный токарный станок для дома.
Поэтому мы будем проводить сравнение выбранных моделей по собственным критериям, которые может быть в чем-то субъективны, но все же лучше прямого сравнения технических параметров:

По каждому пункту выставляются оценки по пятибалльной шкале, которые затем суммируются в итоговый рейтинг. Ниже приведена сводная таблица оценок и суммарный рейтинг настольных токарных станков:
| METALMASTER MML 1830V | Jet BD-6 | Jet BD-8VS | Stalex SBL-280/700 | Stalex SBL-250/550 | |
| Технические характеристики | 5 | 5 | 4 | 4 | 3 |
| «Настольность» | 5 | 5 | 5 | 3 | 3 |
| Стоимость | 5 | 3 | 3 | 3 | 3 |
| Конструкция | 5 | 3 | 3 | 4 | 4 |
| Сервис | 3 | 5 | 5 | 5 | 5 |
| ИТОГО: | 23 | 21 | 20 | 19 | 18 |
Таким образом, лучший токарный станок по металлу для дома, ремонтной мастерской, автосервиса и учебного заведения — это METALMASTER MML 1830V.
Объем статьи не позволяет подробно описать каждую оценку, тем более, что некоторые из них вполне очевидны.
Но все же отдельные оценки необходимо вкратце пояснить.
- Раздел «Конструкция». Высокая оценка METALMASTER связан с тем, что он один из немногих, кто указывает типы подшипников, способ обработки станины и пр., а также такие ключевые параметры, как радиальное биение шпинделя. Stalex сообщает о применении конусных роликовых подшипников в шпинделе, но этим и ограничивается. Информация от Jet в этом вопросе минимальна, к тому же он использует пластиковые шестерни, что неоднозначно воспринимается некоторыми пользователями.
- Раздел «Технические характеристики». Причина высокой оценки Jet BD-6 в том, что у этого станка при его скромных размерах самое лучшее соотношение межцентрового расстояния к длине и максимального диаметра обточки к высоте станка.
- Раздел «Сервис» Причина низкой оценки METALMASTER — отсутствие у этого производителя сети сервисных центров на территории России.

В качестве заключения хотелось бы отметить, что данная система оценок не предназначена для составления узконаправленных рейтингов, типа «лучший токарный станок для гаража» или «лучший станок по соотношению цены и качества». Ее цель как раз обратная — проанализировать параметры настольного токарного оборудования с разных точек зрения и в интересах всех групп пользователей.
Частичная автоматизация рабочего процесса
Особо автоматизировать в сверлильных станках нечего, но каждый из его узлов может быть доработан и усовершенствован. И все-таки частичная автоматизация рабочего процесса возможна – это автоматический зажим детали. Для этого используется пневматическое устройство. Энергией для кондукторов является сжатый воздух или жидкость, подаваемая под давлением.
Крепление заготовки в пневматическом устройстве более надёжное, чем при ручном зажатии, так как силу пневматического зажима можно регулировать.
Схема работы автоматического зажима состоит в следующем:
- планка с пинолью связана посредством хомута. при движении пиноли для приближения шпинделя к заготовке, косой срез планки давит на золотник распределительного крана, обеспечивая доступ воздуха в цилиндр;
- воздух приводит в движение поршень цилиндра;
- поршень активизирует зажим;
- надежное крепление детали на рабочем столе происходит до того момента, как сверло коснётся изделия;
- по окончанию работы, при подъёме шпинделя, поток воздуха перекрывается, и заготовка высвобождается из автоматических тисков.
Это только одна из схем, по которым проводится модернизация зажимного устройства заготовки. Существуют и другие, как более сложные (в плане изготовления), так и более простые, с применением специальных креплений на рабочий стол. Одним из таких приспособлений можно назвать подобие патрона от сверлильного станка с затворным механизмом.
Универсальный вертикально-сверлильный станок 2Н135
Универсальные сверлильные станки 2Н135, у которых условный диаметр сверления составляет 35 мм, можно встретить как на производстве с выпуском изделий небольшими партиями, автомастерских и других небольших предприятиях, так и на крупных заводах. Базовая модель станка имеет ручное управление, подъёмный стол, фундаментную плиту.

Вертикально-сверлильный станок 2Н135
Универсальность его состоит в том, что с применением различных инструментов, кроме основной операции – сверление, можно сделать нарезку резьбы с применением машинных метчиков (в ручном режиме). Доступны для этого оборудования такие операции как развёртывание, зенкование и зенкерование.
Большой диапазон скоростей позволяет работать с материалами разной плотности и устойчивости к механическому воздействию.
Но и такой станок требует доработок при выполнении однотипных операций. Модернизацией сверлильных станков занимаются не только специалисты производств, где установлены эти станки, но и конструкторский отдел завода изготовителя. На основе 2H135 создано немало станков, к основной маркировке добавляется буква или цифра, но изменения конструкции станка при этом существенные.
Эти станки выпускаются тем же заводом, что и сам 2Н135. Есть ряд подобных станков, выпускаемых другими станкостроительными заводами, расположенными в Гомеле, Астрахани, Липецке. Молодечно.
Если сверлильное оборудование, выпущенное в Одессе, имеет одинаковый диаметр максимального сверления – 35 мм, то доработки другими производителями позволили расширить диапазон до 50 мм, о чём свидетельствуют маркировки на аналогах 2Н150. Варьируется и расстояние от стола и от плиты до торцевой стороны шпинделя. В разных станках используется различная величина стола, перемещение стола по оси «Z». Различным может быть перемещение шпиндельной головки и шаг самого шпинделя и частота его вращения.
Меняются и показатели крутящего момента, числа ступеней рабочих подач, и их силы.
Мощность станка напрямую связана с мощностью электродвигателя. Для аналогов 2Н135 используются моторы от 2,2 до 7,5 кВт.
Разница в габаритах не очень большая, а в массе между меньшим и большим составляет 1 тонну.




