

Нарезание резьбы резцами
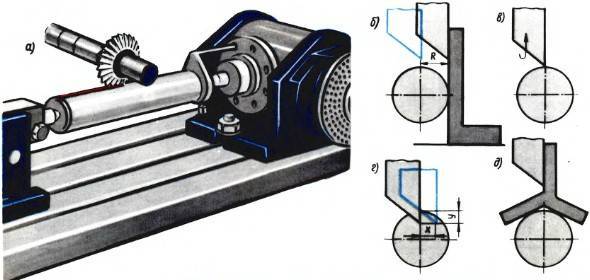
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Пример отработки технологии на вал:
Дробление у заказчика
Станок с ЧПУ — РМЦ 3000 мм, максимальный диаметр обработки — 800мм. При обработке в центрах заготовки типа вал длиной 1916 мм и диаметром 200 мм выявлено сильное дробление при выполнении чернового и чистового проходов. При перевороте вала его диаметр в самом тонком месте — 159 мм, дробление увеличивается.

Диагностика проблемы
1. Проверка фундамента станка 2. Проверка жесткости станка 3. Проверка геометрической точности станка по контрольным оправкам 4. Проверка станка на точность прибором Renishaw ballbar QC20W В ходе анализа проблемы было выявлено: — станок установлен на фундамент с нарушением технологии (не держат анкера) — центровка отверстия под вращающий центр не соответствует нормам (очень маленькое) — кулачки не проточены и установлены на несоответствующий вылет — несоответствующий режущий инструмент и режимы обработки Решение — проработка технологии — расчет времени изготовления

Процесс восстановления
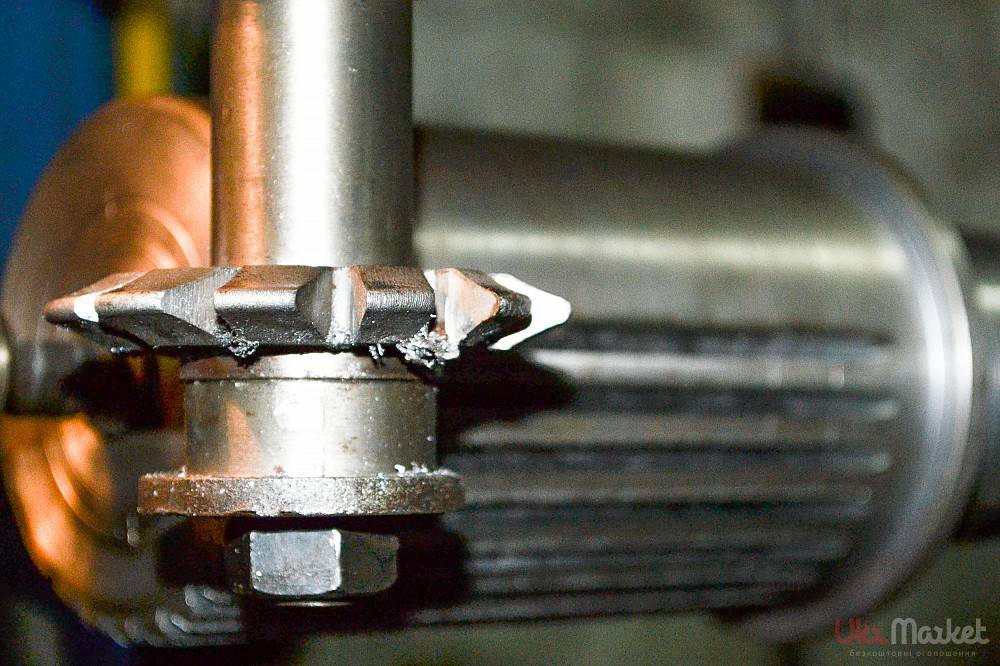
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
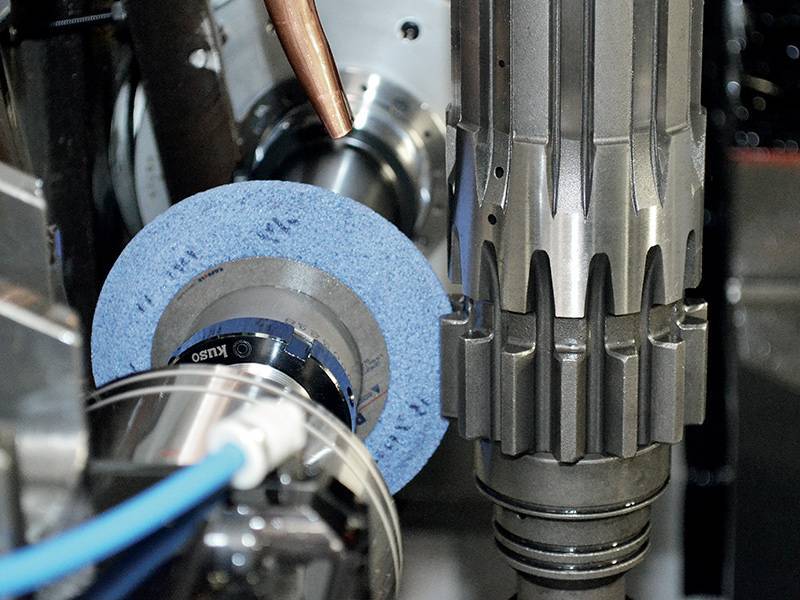
- Если диагностика выявила незначительный износ, то восстановить шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
- Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
- Раздать шлицы возможно на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
СПРАВКА: Как правило, гарантия на отремонтированную деталь предоставляется на срок до полугода или года.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Шлицевые соединения
Характеристика шлицевых соединений
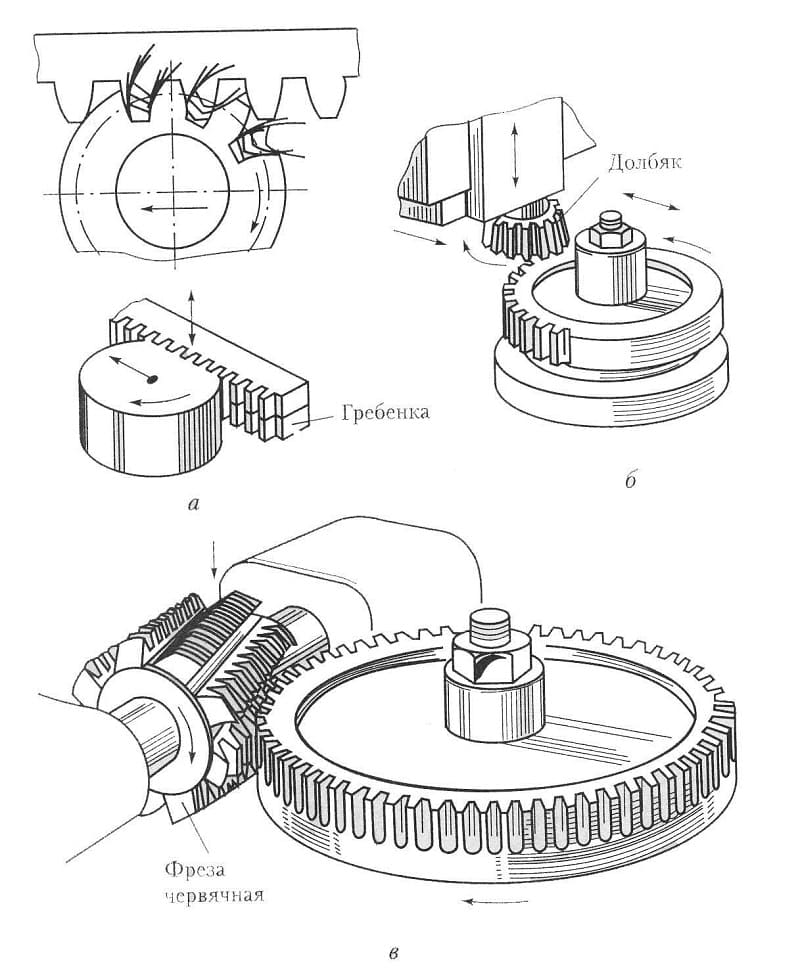
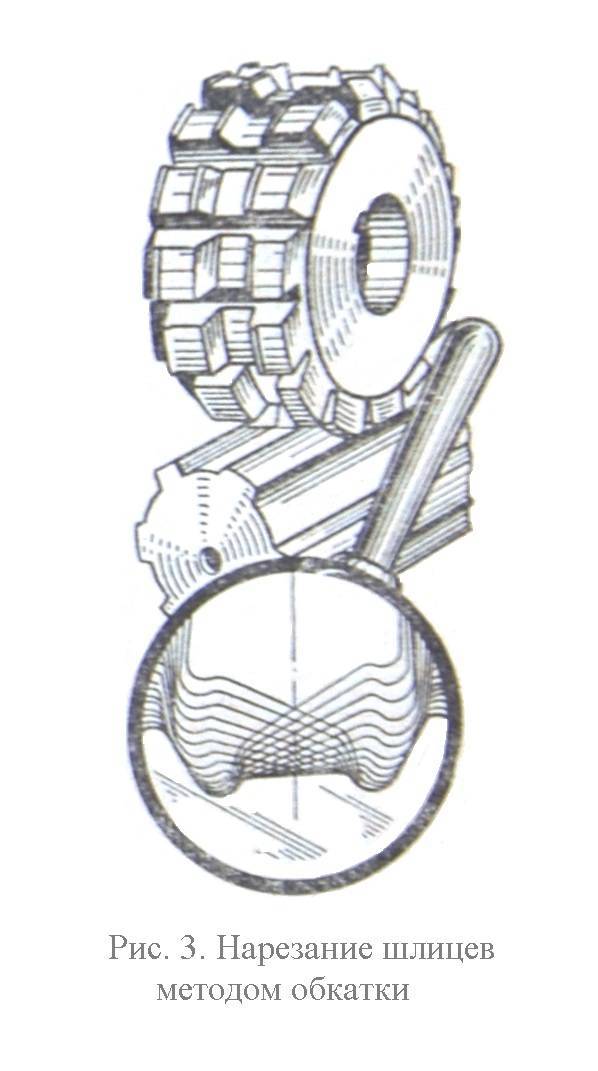
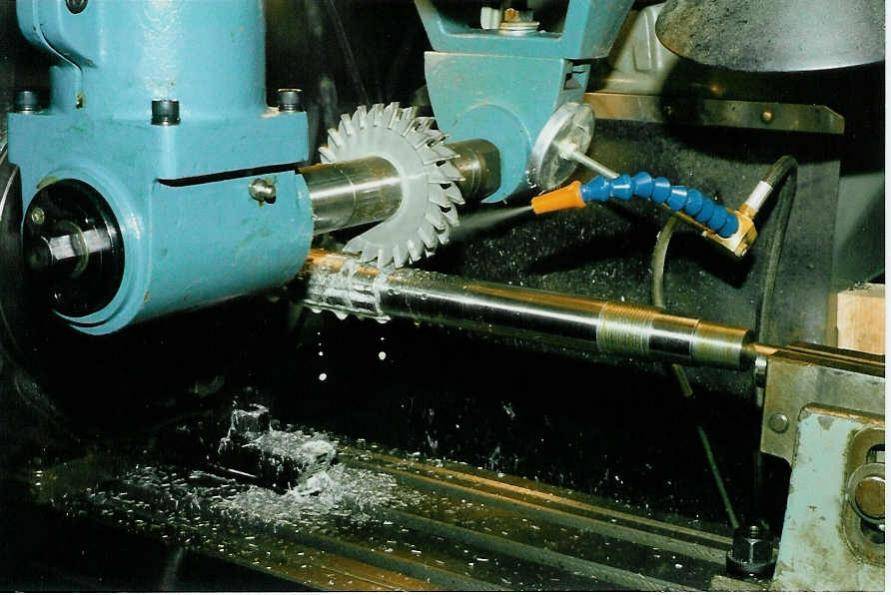
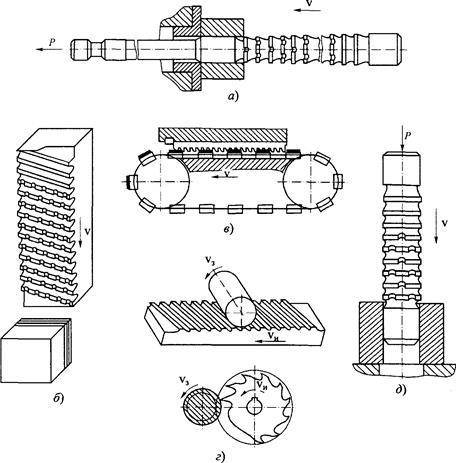
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений – передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) . Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений – более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
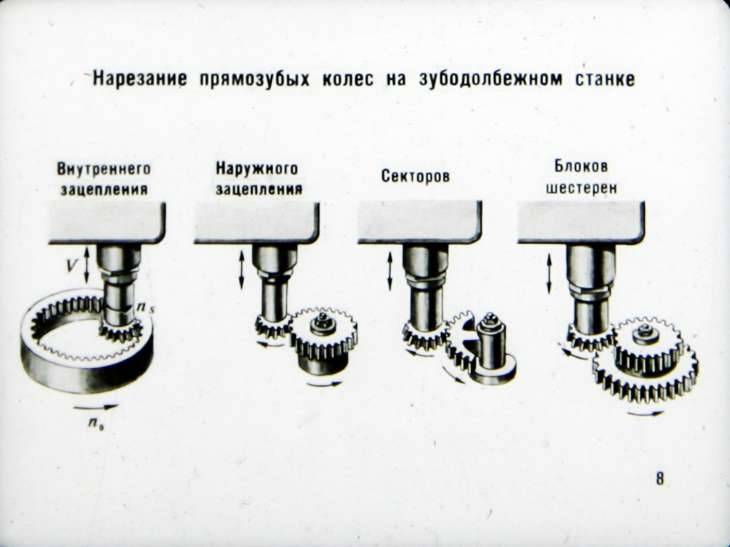
- по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
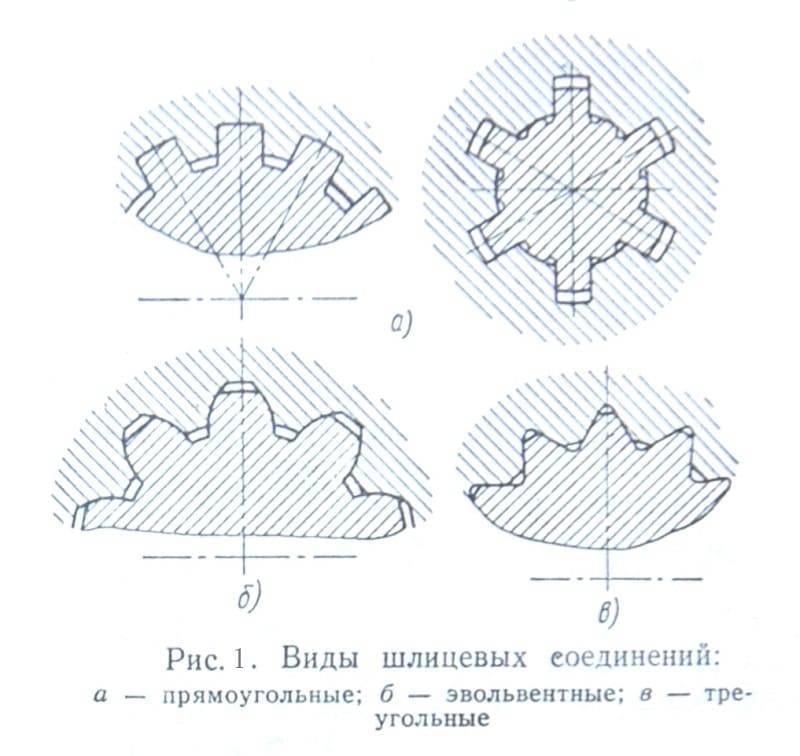
- по форме выступов – прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.



Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов. Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих – практически отсутствует, не центрирующих – значительный.
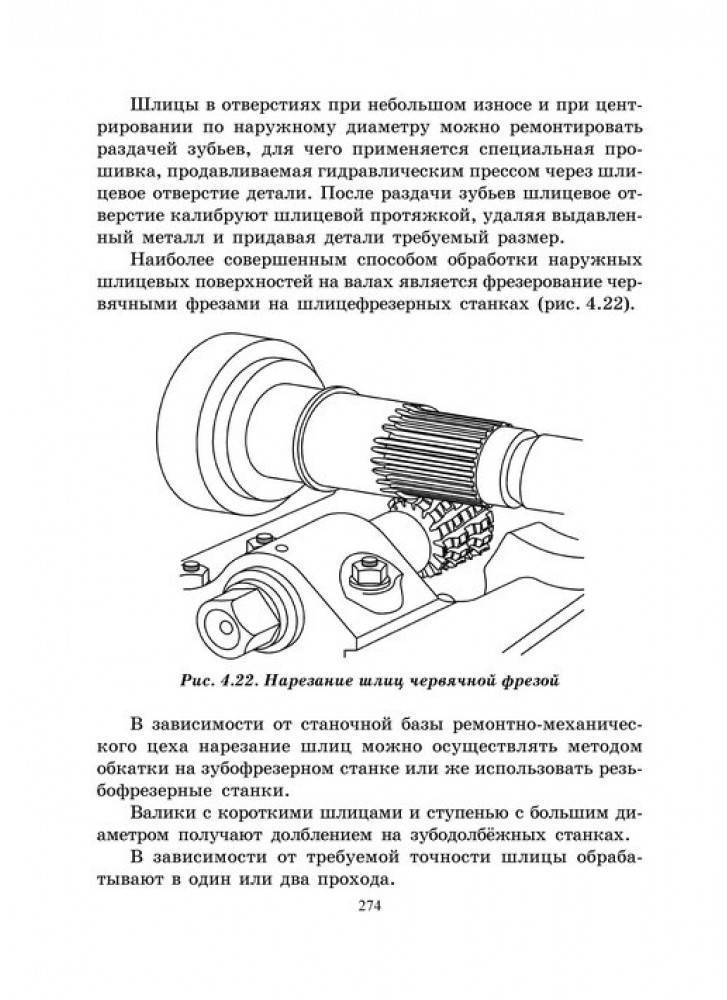
Нарезка шлицов — методы, выбор оборудования и инструмента
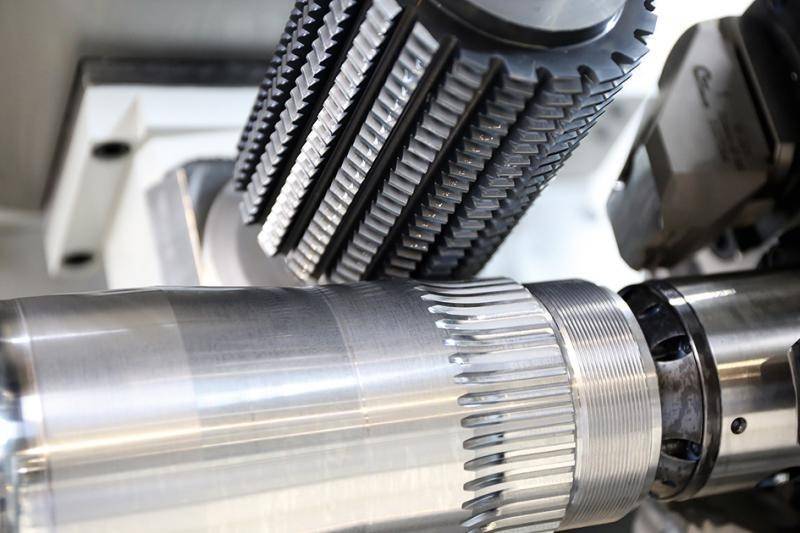
Шлицевое соединение применяется для передачи вращательного движения между валами и втулками. В отличии от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые детали намного меньше, а крепость при динамических и переменных нагрузках намного больше. Подобный тип соединения из себя представляет зубья конкретной длины, соединенные в единое целое с телом вращения.

Есть три типа шлицевых соединений:
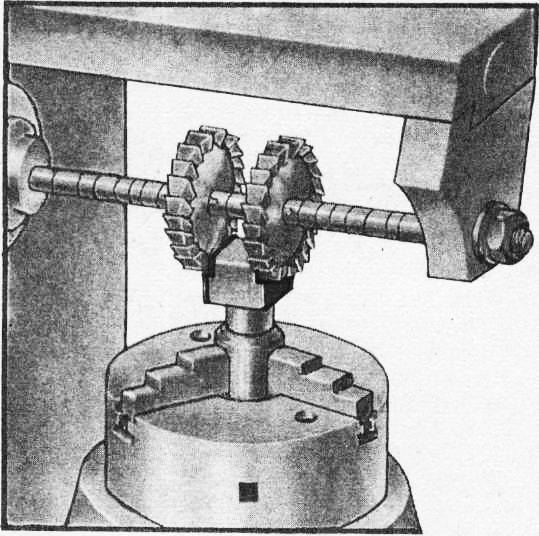
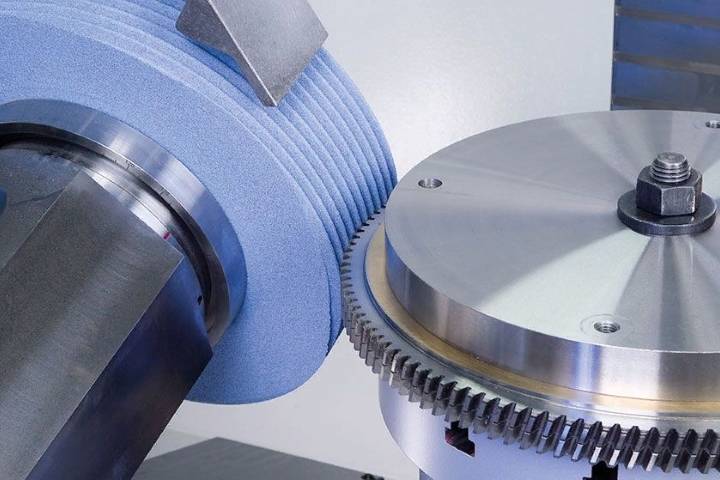
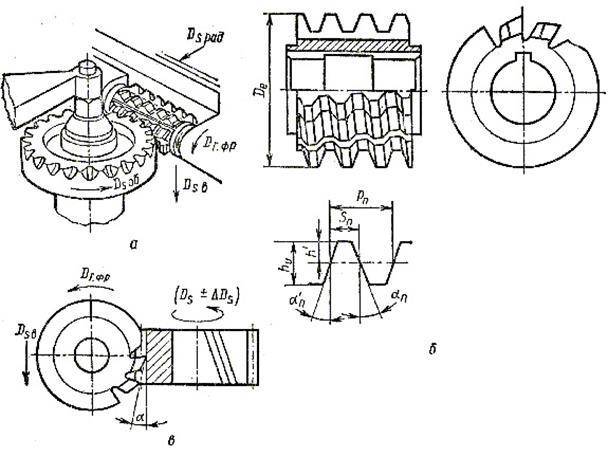
Нарезка шлицов в сфере машиностроения делается преимущественно на фрезерном оборудовании, к которому предъявляют специальные требования по точности.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.

Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
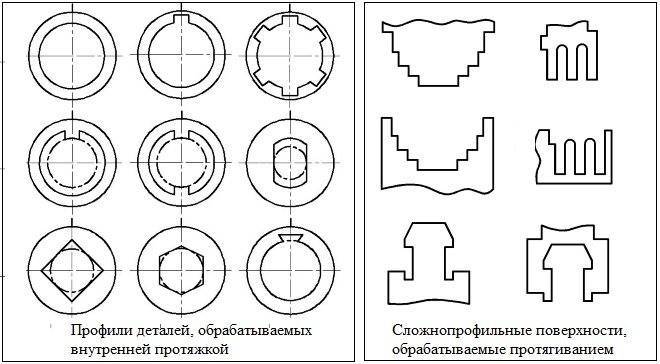
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
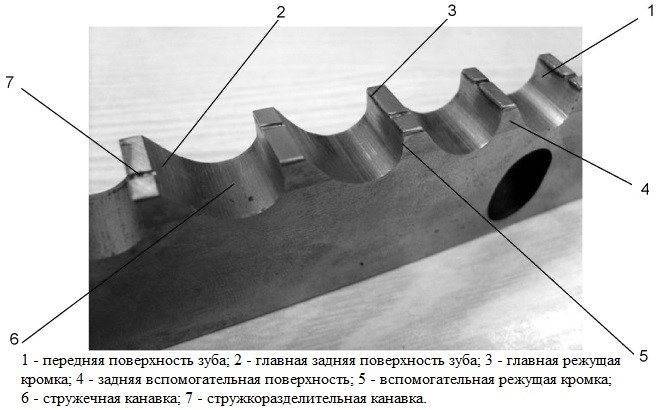
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.

С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Профилактика
Всегда проще не допускать проблему, нежели её решать. Поэтому прежде чем крутить что-то, удостоверьтесь:
- Бита в шлице сидит плотно, и площадь контакта максимальна. И вы не перепутали крестовые шлицы PH и PZ и JIS (особенно если техника японская – там может быть крестовой шлиц JIS внешне очень похожий на PH. Шлиц JIS имеет точку в одном из секторов.).
- Бита имеет точную геометрию и не имеет разбитых граней.
- Зев гаечного ключа не разогнут, и зазора с гайкой у него нет. Предпочтительнее использовать накидные гаечные ключи с шестигранным отверстием, а не 12-гранником, у шестигранника площадь контакта выше.
- Шлицевая отвертка имеет радиусную заточку (hollow ground), а не две грани под скос (см. картинку):
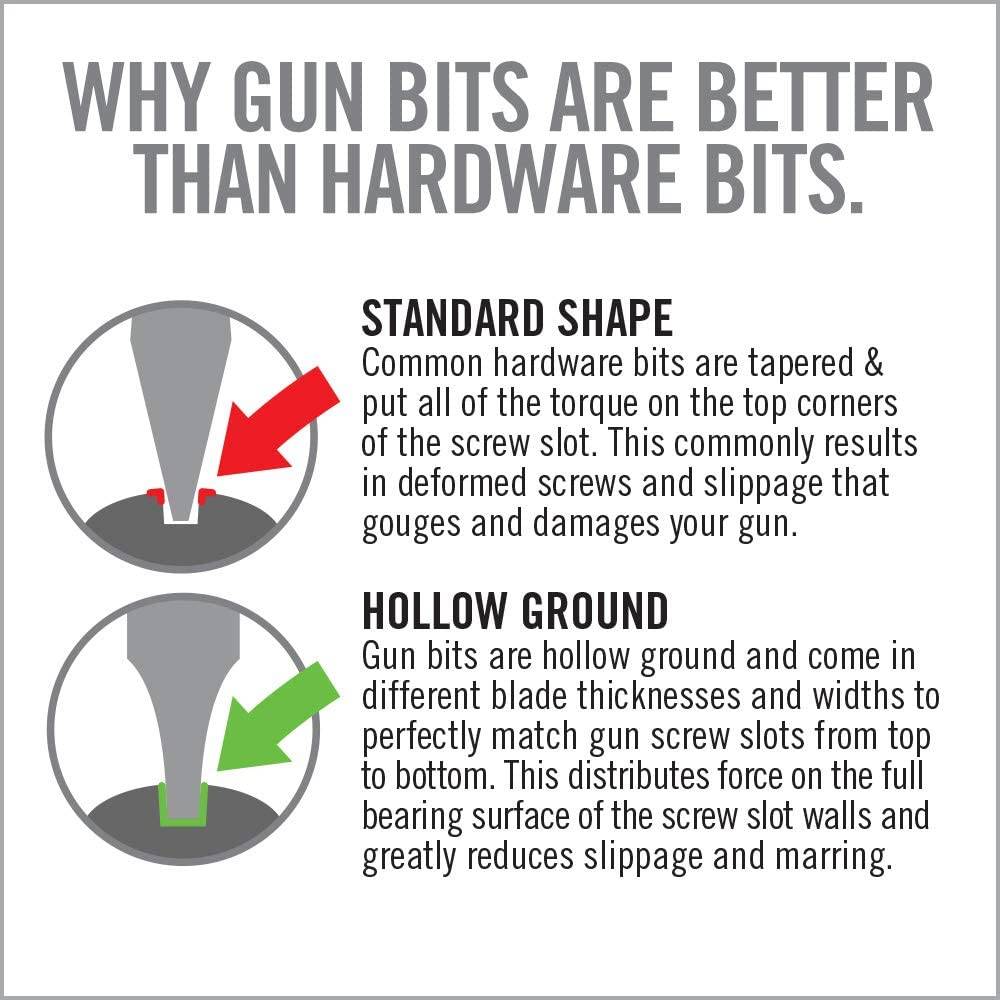 Источник картинки: https://www.amazon.com/Real-Avid-Smart-Drive-90/dp/B07NDHMM4W
Источник картинки: https://www.amazon.com/Real-Avid-Smart-Drive-90/dp/B07NDHMM4W




Если вы попытаетесь открутить хорошо прикипевший крепеж инструментом, который в шлице болтается или не обхватывает наружный шестигранник полностью – то шансы сорвать грани при приложении усилия резко возрастают.
Классификация, типы протяжек и их применение.
1. По назначению
протяжки подразделяются на две группы.
Для обработки внутренних поверхностей
(отверстий):
— круглые — для обработки круглых отверстий;
— шлицевые – для обработки шлицевых отверстий;
— шпоночные – для обработки шпоночных пазов;
— гранные – для многогранных поверхностей;
— протяжки для обработки винтовых канавок.
Для обработки наружных поверхностей
различного профиля:
— протяжки для обработки зубчатых колес;
— протяжки для протягивания цилиндрических поверхностей валов;
— протяжки для наружных шлицев различного профиля на валах;
— протяжки для получения канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др.
2. По конструктивному исполнению
протяжки могут быть:
3. По направлению лезвий
относительно скорости главного движения различают:
— протяжки с кольцевыми и винтовыми зубьями. Это протяжки для внутреннего протягивания.
— протяжки с прямыми и наклонными зубьями. Это протяжки для наружного протягивания, плоские и шпоночные.
4. По материалу режущей части
различают:
— протяжки из инструментальной стали,
5. По применяемой схеме резания
различают протяжки с:
— профильной (или обыкновенной);
— прогрессивной (или групповой);
— генераторной (или ступенчатой) схемами резания.
6. По числу протяжек в комплекте
различают протяжки:
Отмена обязательного техосмотра: 100 миллиардов на дороге не валяются

За деньги автомобилистов началась нешуточная схватка. Операторы технического осмотра при поддержке других заинтересованных организаций начали борьбу за ускользающие от них 100 миллиардов рублей денег автомобилистов.


Я, конечно, предполагал, что решение МВД о том, что технический осмотр для автомобилей частных лиц должен стать добровольным, встретит сопротивление у заинтересованных лиц, но не предполагал, что такое яростное. Сегодня многие СМИ вышли со статьями, похожими друг на друга как братья-близнецы. Основной аргумент в том, что дескать народ у нас не тот и не может без внешнего контроля жить и ездить по дорогам. Если не будет у человека справки (как положено в наше время — цифровой и электронной) о прохождении технического осмотра, то он обязательно убьется на дороге. А вот со справкой (которую заботливо продают за 2000 рублей в интернете) конечно всё будет абсолютно безопасно.
Читать такие комментарии довольно мерзко, потому что автомобилисты практически все совершеннолетние и дееспособные люди. Средний возраст водителя у нас в стране 44 года, у многих уже взрослые дети и внуки. И вот этих людей, я бы сказал, что цвет нации, какие-то непонятные граждане со страниц уважаемых изданий низводят до уровня инфантильных грудных детей, которым без строгого надзора с их стороны ну вообще нельзя никуда свободу давать.
Интерес лобби технического осмотра понятен. В стране более 50 миллионов транспортных средств, технология получения диагностической карты за небольшую мзду уже отлажена, фотографии в МВД отправляются либо после фотошопа, либо вообще их создает нейронная сеть так, что невозможно отличить правду от вымысла. В октябре вся эта сеть предприимчивых граждан уже готовилась начать получать деньги в особо крупных размерах. Денежный поток ожидался на уровне 100 млрд рублей в год.
Для особо честных были придуманы такие требования к техническому состоянию автомобиля, что даже новые машины не могли пройти техосмотр. Многочисленные эксперименты честных журналистов показали, что докопаться можно до незначительной мелочи и далее называлась сумма для решения вопроса. В самом легком случае это была 1000 рублей, но в других экспериментах цена закрытых глаз эксперта-техника доходила до 10 тысяч рублей налом.
Вы скажете, что надо жаловаться? Специально для таких правдорубов было предусмотрено… полное отсутствие процедуры обжалования. Жаловаться можете в Спортлото, пока будете жаловаться, будьте добры ходить пешком.
То есть вся процедура сделана ровно для того, чтобы единственным правом автомобилиста являлось удобство перевода денег за электронный талончик, выдаваемый коммерческой организацией.

Удивительным образом МВД в лице Михаила Черникова, начальника Главного управления по обеспечению безопасности дорожного движения, заняло абсолютно логичную и человекоориентированную позицию, основанную на здравом смысле. «Ответственные автолюбители заинтересованы в исправности своего транспортного средства, а потому сами должны проходить проверку», и это абсолютно верно. Взрослые люди на то и взрослые, чтобы нести ответственность за свои поступки, в том числе и за необходимость периодического обслуживания автомобиля. Конечно есть небольшая доля процента тех, кто обладает очень странной психикой, препятствующей надлежащему уходу за транспортом, но это уже задача, лежащая вне области техосмотра, как понимают все здравомыслящие люди.
Редко такое скажешь, но я поддерживаю инициативу МВД целиком и полностью. Однако это еще не победа. Те, кто уже построил бизнес-планы по осваиванию колоссальных денег автовладельцев, без боя свои позиции не сдадут. Коррупционная инфраструктура выстраивалась не просто так, поэтому борьба за права автомобилистов только начинается. Призываю всех неравнодушных водителей поддержать министерство внутренних дел в этом вопросе любым доступным для вас способом. Вы можете просто рассказать своим друзьям об этом, переслать ссылку на этот текст. Можете сделать что-либо другое, но сейчас главное — не отступать. Если в истории с коррупционным техосмотром будет поставлена точка, это будет эпохальное, историческое событие, которое обязательно войдет в историю современной России. Осталось совсем чуть-чуть.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.





