

Правила техники безопасности
Работая даже на простейшем школьном агрегате токарной группы, необходимо строго соблюдать требования безопасности, которые заключаются в следующем.
- Вся специальная одежда оператора должна быть застегнута на все пуговицы.
- Перед тем как приступить к работе, необходимо выполнить технический осмотр устройства, в процессе которого могут быть выявлены отдельные неисправности в его функционировании. При обнаружении таких неисправностей, если оператор не может их оперативно устранить своими руками, необходимо вызвать техника (или наладчика), который и займется этим вопросом.
- Выполнять все технологические операции на токарном станке следует только по техническому заданию, для чего необходимо предварительно получить у мастера чертеж или подробный технологический процесс обработки.
https://youtube.com/watch?v=ZBrBLcCEXhA
Памятка по технике безопасности при работе на токарных станках (нажмите, чтобы увеличить)
Оператору станка, в том числе и оснащенного системой ЧПУ, категорически запрещается:
- приступать к работе, если в данный момент производится наладка или обслуживание устройства;
- работать на станке, если его центры подверглись значительному износу;
- использовать в процессе обработки инструменты и зажимные элементы, которые имеют даже малейшие признаки неисправности;
- самостоятельно устранять неисправности, связанные с электрической системой оборудования;
- отдаляться от станка, который находится во включенном состоянии, а также перепоручать управление им посторонним лицам.
Виды металлообрабатывающего оборудования
Важнейшая характеристика, отличающая разные типы машин, – род осуществляемых ими работ. Станки для металлообработки делятся на:
- Токарные. Работа с поверхностями кручения, резка вращающихся деталей — токарная обработка на станках с ЧПУ.
- Сверлильные. Проделывание круглых отверстий.
- Шлифовальные. Шлифовка абразивным кругом.
- Полировальные. Шлифовка лентами и брусками.
- Зубообрабатывающие. Обработка зубьев колес.
- Фрезерные. Резка вращающейся фрезой.
- Строгальные. Резка движущимся по горизонтали резцом.
- Разрезные. Распиливание дисковой пилой.
- Протяжные. Спецпротяжка.
- Резьбообрабатывающие. Нетокарные модели, использующиеся для работы с резьбой.
- Иные устройства.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности
На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
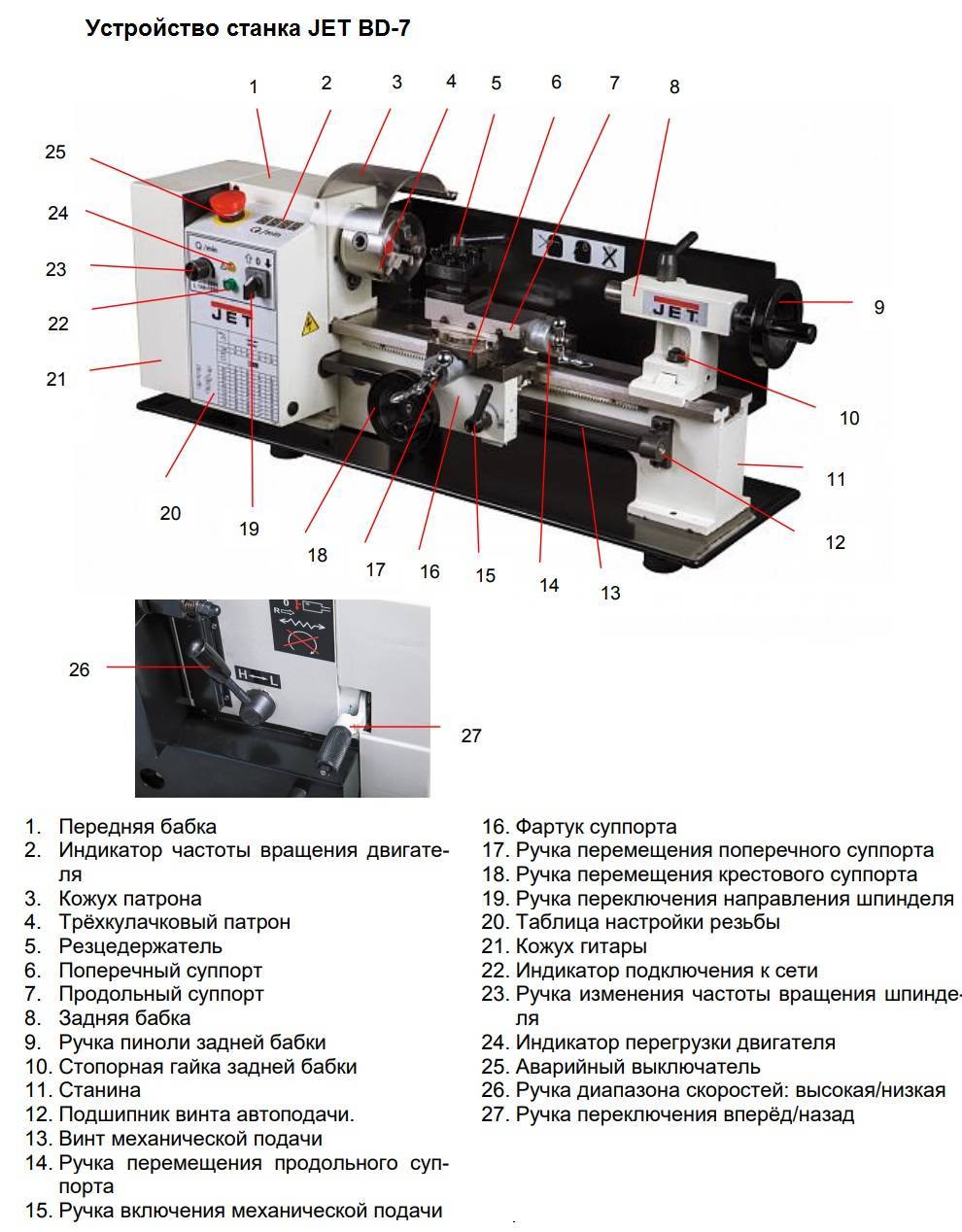
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.





Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Типы и обозначения МРС
Основная классификация металлорежущих станков построена по технологическому признаку и подразделяются на 9 групп:
- Токарные станки, основным признаком которых является главное вращательное движение заготовки и поступательное движение подачи инструмента. На станках этой группы обрабатываются тела вращения.
- Сверлильные и расточные станки. Характерным признаком станков этой группы является главное вращательное движение инструмента. Поступательное движение подачи могут осуществлять как заготовка, так и инструмент. Станки предназначены в основном для обработки отверстий.
- Шлифовальные станки, основной характерной особенностью которых является применяемый абразивный инструмент.
- Комбинированные станки. Станки этой группы отличаются тем, что имеют на одной станине устройства, позволяющие производить точение, сверление, фрезерование, шлифование, а иногда строгание.
- Резьбо — и зубообрабатывающие станки. В эту группу выделены зубообрабатывающие и резьбообрабатывающие станки независимо от способа осуществления этих операций в силу общности кинематических особенностей.
- Фрезерные станки, основным признаком которых является применяемый инструмент — фреза, совершающая главное вращательное движение. Станки применяются для обработки плоскостей и фасонных поверхностей.
- Строгальные и протяжные станки. В эту группу сконцентрированы станки с главным поступательным движением. Строгальные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей, а протяжные — для обработки линейчатых поверхностей, определяемых формой режущей кромки инструмента — протяжки.
- Разрезные станки, предназначенные для отрезки заготовок от целого куска металла.
- Разные станки.
Внутри каждой группы станки подразделяются на 9 подгрупп т.е. на типы станков по более узким технологическим и конструктивным признакам. При изучении станков соответствующих групп эта классификация будет раскрыта.
По степени универсальности станки подразделяются на станки:
- общего назначения,
- специализированные,
- специальные.
Станки общего назначения (универсальные, широкоуниверсальные) позволяют обработку широкой номенклатуры деталей и применяются преимущественно в единичном и мелкосерийном производстве.
Специализированные станки предназначаются для обработки ограниченной номенклатуры деталей. Область их применения — серийное производство.
Специальные станки изготавливаются для обработки одного или весьма ограниченного числа наименований деталей или даже выполнения одной операции при обработке какой-либо детали. Эти станки применяются в массовом производстве.
По точности станки подразделяются на пять классов:
Н — нормальной; П — повышенной; В — высокой; А — особо высокой точности; С — спец-мастер станки.
По массе различают:
- легкие — до 1 тонны,
- средние — 1…10 тонн,
- тяжелые — свыше 10 тонн.
Тяжелые подразделяются:
- на крупные — 10…30 тонн,
- собственно тяжелые — 30…100 тонн,
- уникальные — свыше 100 тонн.
Обозначения станков
Обозначения станков строятся на буквенно-цифровой основе. При обозначении станков общего назначения первая цифра показывает принадлежность к группе классификации. Вторая цифра определяет отношение станка к соответствующей подгруппе, типу, последняя или две последние цифры обозначают размерную характеристику станка. Буквы русского алфавита, размещаемые между цифрами, указывают на соответствующую модификацию станка данного типоразмера.
Например,

Обозначения станков-маркировка
В обозначениях специальных станков первые буквы указывают на индекс завода — изготовителя, а следующие за ними цифры — порядковый номер модели. Например, Е3-24 — станок Егорьевского .
Прецизионные станки обозначаются соответствующей буквой в конце, например, 1И611П, 1К62В.
Станки с ЧПУ в обозначениях имеют букву Ф и цифру, указывающую на тип системы управления (1 — с индикацией отработанной геометрической информации, 2 — позиционная, 3 — контурная, 4 — комбинированная) например, 6П13Ф3; 3М151Ф2; ИР-500МФ4.
Конструкция
Конструкция станков для металлообработки представляет собой связь нескольких ключевых деталей и механизмов. Основные рабочие элементы оборудования:
- Литая станина. Выполняет роль основания. На ней закрепляются остальные детали машины. Должна гасить вибрации, возникающие от работы двигателя.
- Система управления. Представляет собой пульт для настройки подвижных механизмов.
- Шпиндель с патроном для оснастки.
- Рабочая поверхность с зажимами для заготовок.
Помимо ключевых узлов выделяют направляющие, защитные щитки, суппорта, подвижные бабки и другие дополнительные элементы. Нельзя забывать про системы охлаждения. Они могут быть воздушными и жидкостными. Используются на промышленном оборудовании при больших нагрузках. На устройствах с ЧПУ устанавливаются дополнительные электродвигатели, которые отвечают за подвижность рабочей части оборудования по направляющим.
В продаже присутствуют разные виды металлообрабатывающих станков. Они различаются по конструкции, функциональности, предназначению, габаритам, системам контроля. При выборе производственной машины следует учитывать эти особенности. Для серийного производства выбирают износоустойчивые конструкции. В гараж или мастерскую подойдёт менее производительное оборудование.
Принципы выбора
При выборе металлорежущего станка нужно учитывать некоторые факторы:
- Систему управления.
- Габариты, вес установки.
- Возможность выполнять одну или несколько технологических операций.
Преимущества и недостатки
У металлорежущего оборудование есть ряд сильных, слабых сторон. Преимущества:
- Автоматизация рабочего процесса при наличии ЧПУ.
- Высокая точность обработки металла.
- Высокая производительность.
- Надежность, долговечность.
Недостатки:
- Необходимость установки системы охлаждения.
- Трудности починки.
- Наличие опыта в настройке ЧПУ.
Важно внимательно следить за рабочим процессом, чтобы снизить риск получения травмы, браковки детали. Точность резки металла
Точность резки металла
Производители и стоимость
Среди производителей металлорежущих станков выделяют:
- Калибр — Россия.
- Энергомаш — Россия.
- Jet — Россия.
Цена зависит от типа, размера, производительности, наличия дополнительных функций, системы управления. Стоимость стандартного промышленного металлорежущего оборудования начинается от 500 000 рублей.




Конструкция металлорежущих станков, оснащенных ЧПУ
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
Советы по изготовлению станка
Для изготовления токарного станка своими руками лучше использовать отдельные узлы списанного оборудования. Если такой возможности нет, они заказываются. При сборке оборудования следует учитывать некоторые рекомендации:
- При сборке потребуется определенный инструмент: набор ключей, болгарка, сварочный аппарат, штангенциркуль.
- На первом этапе подготавливается чертеж будущего станка. Если нет возможности сделать проект самостоятельно, он заказывается у специалистов.
- Станина делается сварной из профильных труб и уголков.
- В соответствии с расчетами подбирается двигатель.
- Салазки изготавливаются из стальных прутков. В дальнейшем они подвергаются закалке.
- Из металлического листа и труб делается задняя бабка. В качестве центра устанавливается болт из закаленной стали с заостренной частью. Сзади крепится самодельный шкив.
- Отдельно точатся продольные и поперечные винты.
- Закупается шпиндель и к нему изготавливается вал.
- Для вращающихся узлов закупаются подшипники.
- При изготовлении суппорта применяется металлическая пластина толщиной 8 мм.
Передача вращения от двигателя к валу идет через ременную передачу. В некоторых случаях она отсутствует, но это сказывается на повышенном износе подшипников.
Работа на станке
Резцедержатель своими руками
Для резцедержателя нужно использовать металлические пластины толщиной не менее 10 мм. Классическая форма резцедержателя квадратная, сам резец фиксируется прижимными болтами. А собранный держатель прикрепляется к салазкам большим болтом, с приваренной к головке рукояткой.
Направляющие для станка
Направляющие могут быть выполнены из трубы диаметром 15 мм, квадрата 10х10 мм или круглого прута. В качестве вала подачи суппорта и салазок можно использовать шпильки диаметром 18 мм и более.
Что нужно учесть во время сборки?
Для всех видов самодельных станков использование сварных соединений используется как самое надежное. Однако при работе электросваркой металл может деформироваться, из-за чего точность может быть нарушена. Для того чтобы сварка была прочной и правильной рекомендуется сначала сделать несколько пробных швов и только после проверки приступать к окончательному соединению деталей.
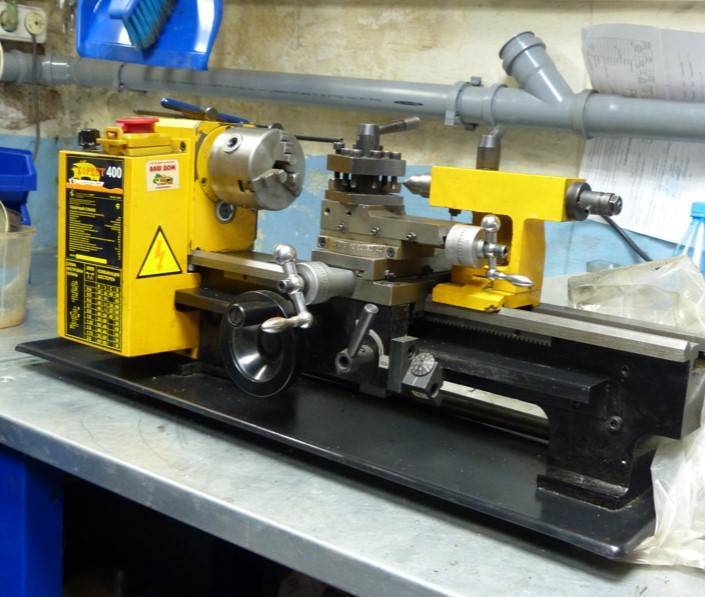
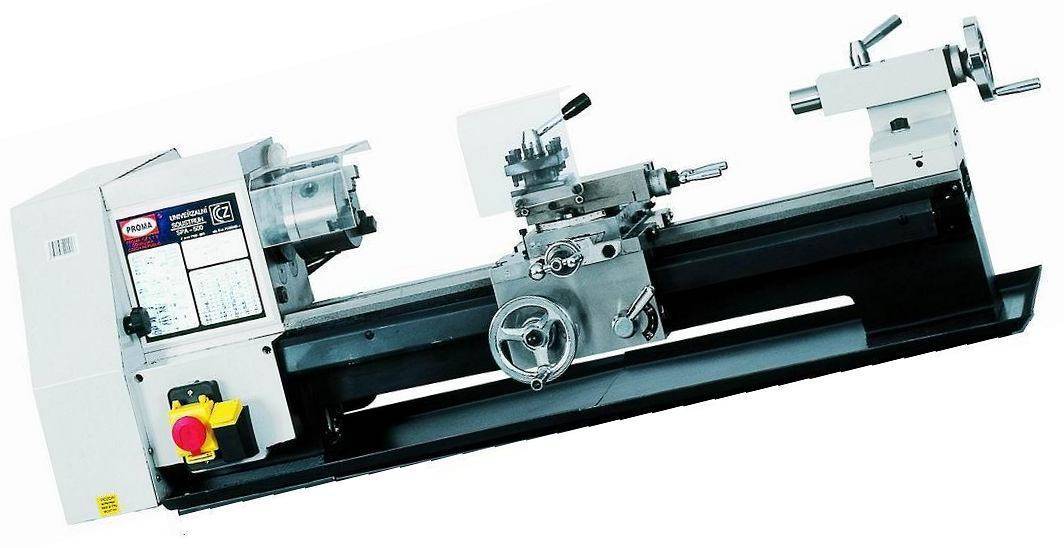
Токарные станки
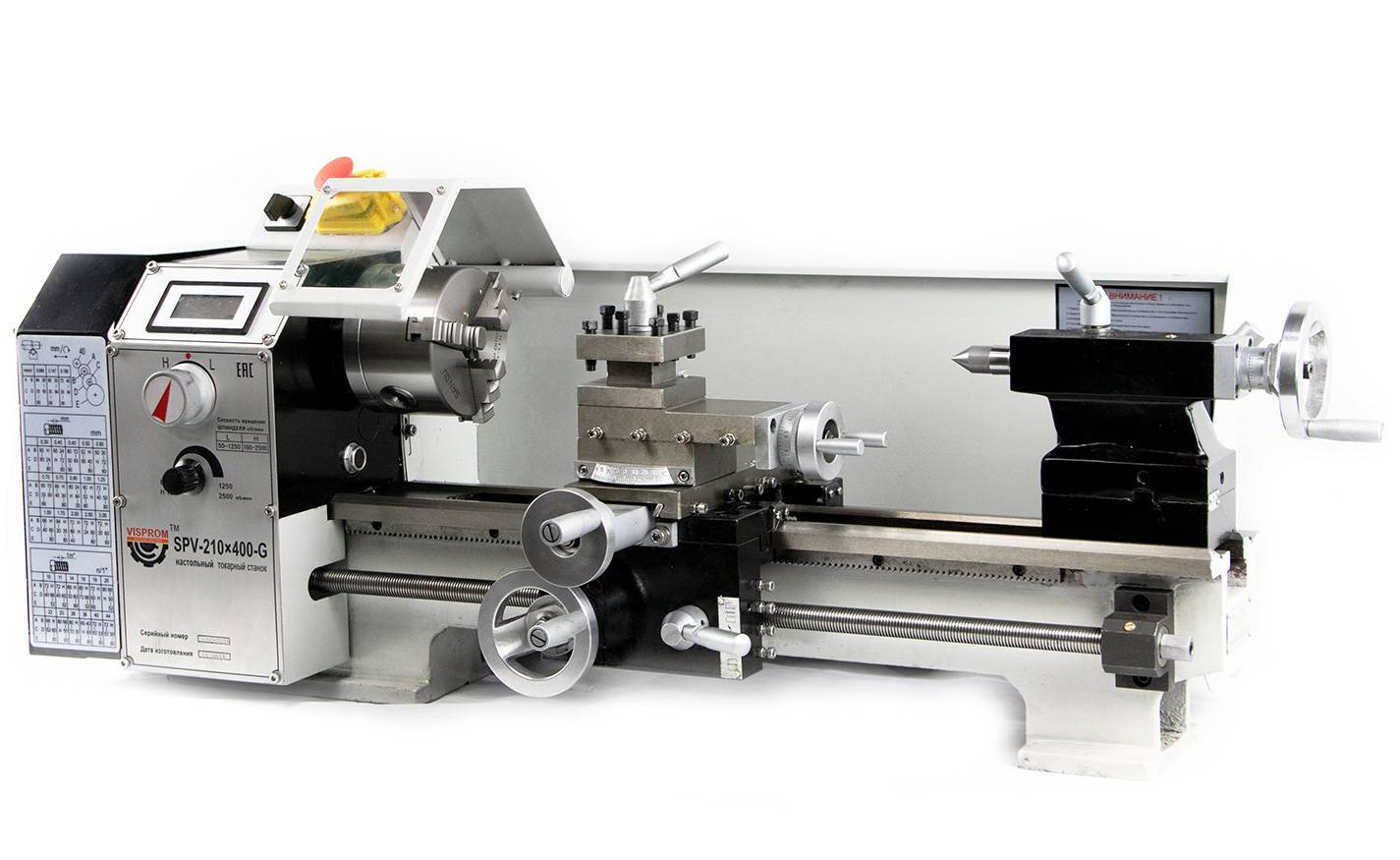
Парамеры, на которые стоит ориентироваться при выборе настольного токарного станка для бытового использования.
Габариты и вес
Если предполагается размещение не в мастерской, где достаточно свободного пространства, а наприме, в гараже, то вопрос более чем актуальный. Слишком тяжелый агрегат просто так на стол не поставишь, тем более с учетом даже незначительной вибрации. Значит, придется монтировать под него «постамент» из уголка или швеллера и освобождать место, или усиливать «железом» уже имеющийся верстак. Масса большинства моделей токарных станков настольного исполнения лежит в пределах 15 – 90 кг, поэтому выбор есть.
Удобство подключения
Даже если речь идет о собственном доме, то редко у кого в сарай или иное подсобное строение заведен кабель 380 В (3 ф). Как правило, везде однофазное питание 220 В. Выбирая станок, это нужно учесть. Прокладка новой трассы дело не только хлопотное, но и довольно затратное (конечно, если все делать «по уму»), особенно если территория уже обжита. Ведь пускать «воздушную» линию специально для станка никто не станет.
Максимальный диаметр обрабатываемых заготовок
Практика показывает, что для бытового применения достаточно модели с данным показателем до 400 мм.
Мощность
Для бытового применения ее вполне достаточно в пределах 0,5 – 0,7 кВт.
Тип двигателя
Модели асинхронные отличаются большим безремонтным сроком эксплуатации.
Лимб
Точность обработки заготовок зависит от цены его делений.
Наличие реверса
Польза от такого инженерного решения понятна, но не все станки могут этим «похвастаться»
Стоит обратить внимание и на число оборотов — в каком пределе они изменяются
Возможности модели
В этом плане нужно рассчитывать на перспективу, так как неизвестно, с чем придется столкнуться завтра. Если уж тратить деньги, то на устройство, с помощью которого можно выполнять различные виды работ, а не что-то «узкоспециализированное».
![Настольный токарный станок по металлу [технология работы]](https://labequip.ru/wp-content/uploads/b/a/8/ba8ec8509ce8d99e91ef67fb186f742c.png)





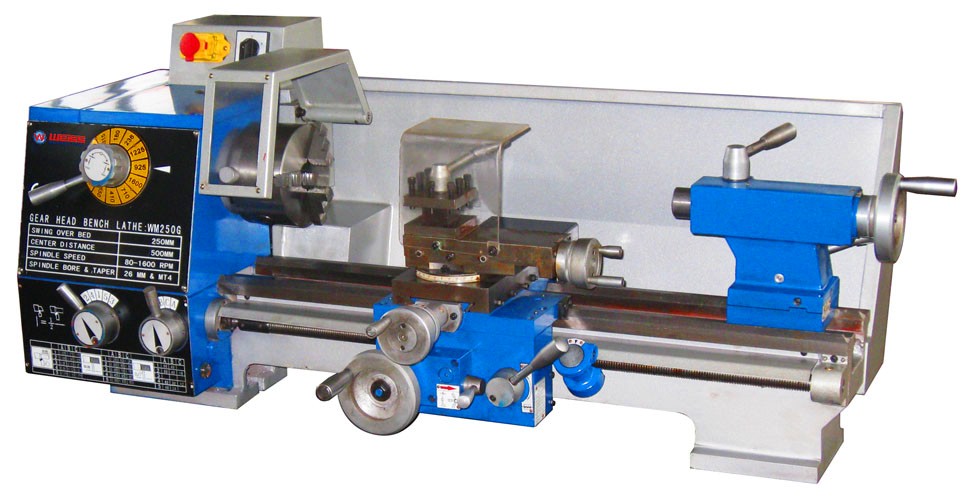
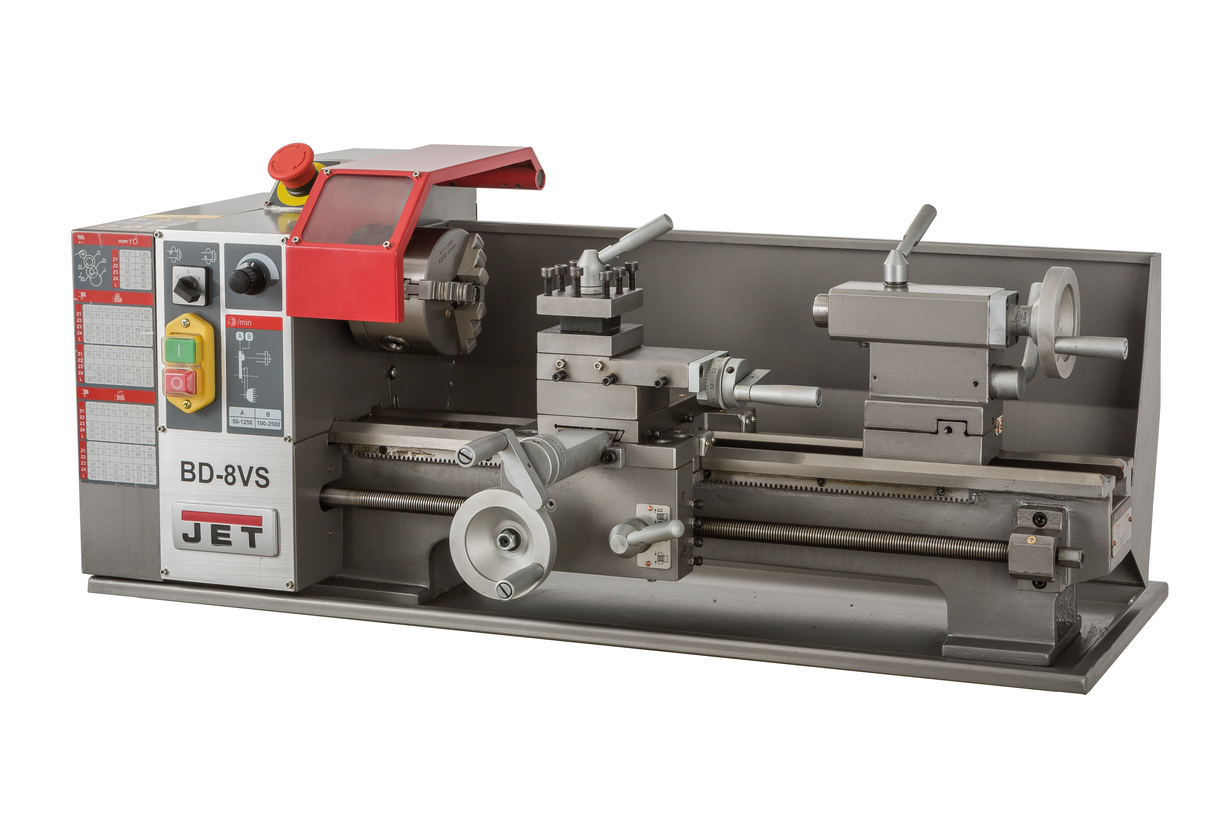
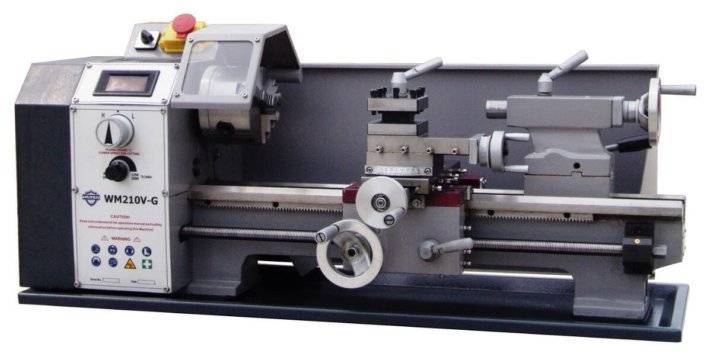
Аппараты данного типа не предназначены для серийного производства деталей. Главное их достоинство – отличная функциональность при небольших размерах самой установки. Станки идеально подходят для работы в автомастерских, на инструментальных и различных малых производствах.
Благодаря компактным габаритам аппарат можно легко разместить даже на весьма ограниченном пространстве. При этом установка обеспечивает высокую точность обработки и удобна в эксплуатации.
Настольный токарный станок – это уменьшенная копия стандартного станка. Однако, переняв от него большинство возможностей, подходит аппарат только для обработки небольших деталей. Преимущественно это тела вращения (от конуса до сферы). Установка позволяет нарезать резьбу (как внутреннюю, так и внешнюю), делать торцевую подрезку, расточку отверстий, выточку канавок и пр.
Популярность мини-станкам данного типа обеспечивают их надежность и функциональность, которую, кстати, можно легко расширить за счет приобретения дополнительных комплектующих. Их выбор сегодня достаточно широк.
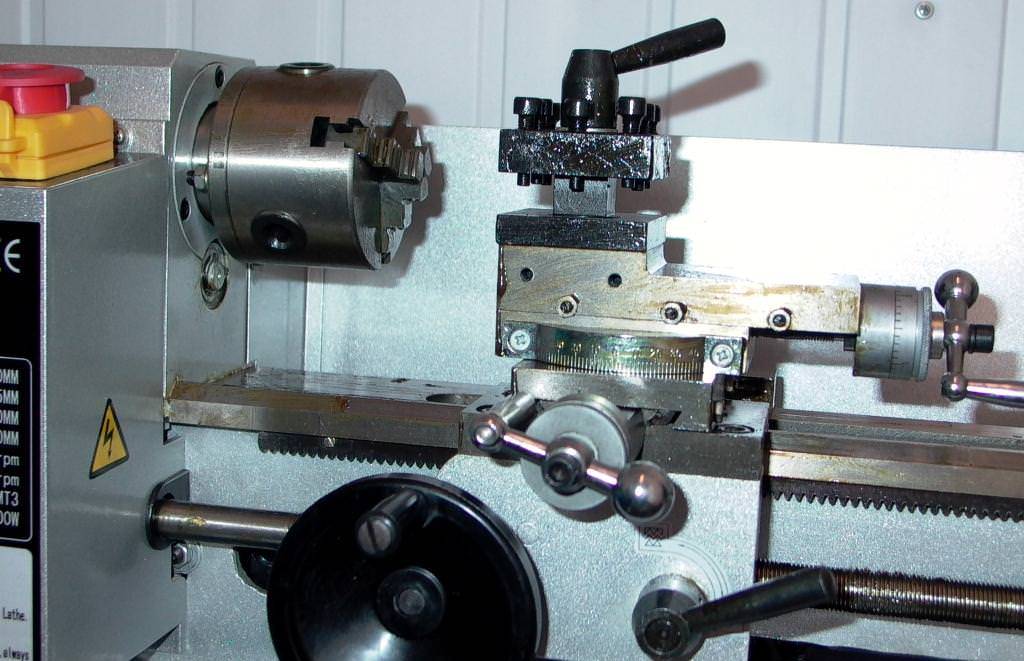
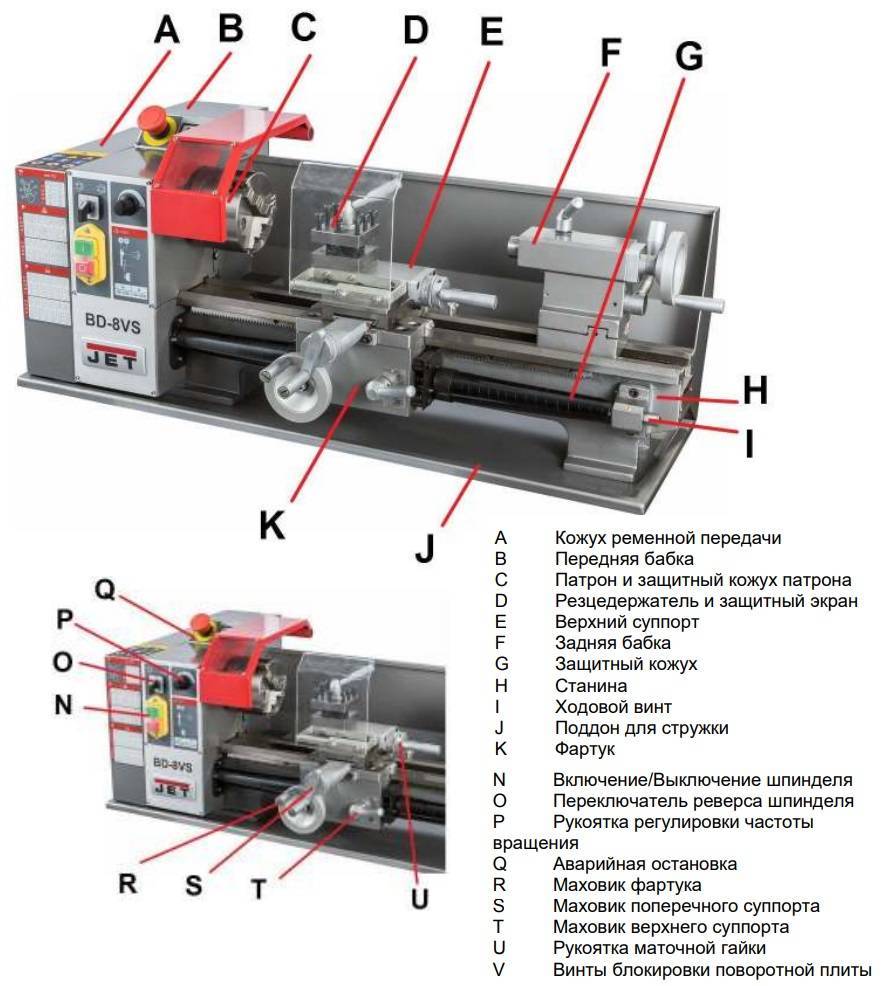
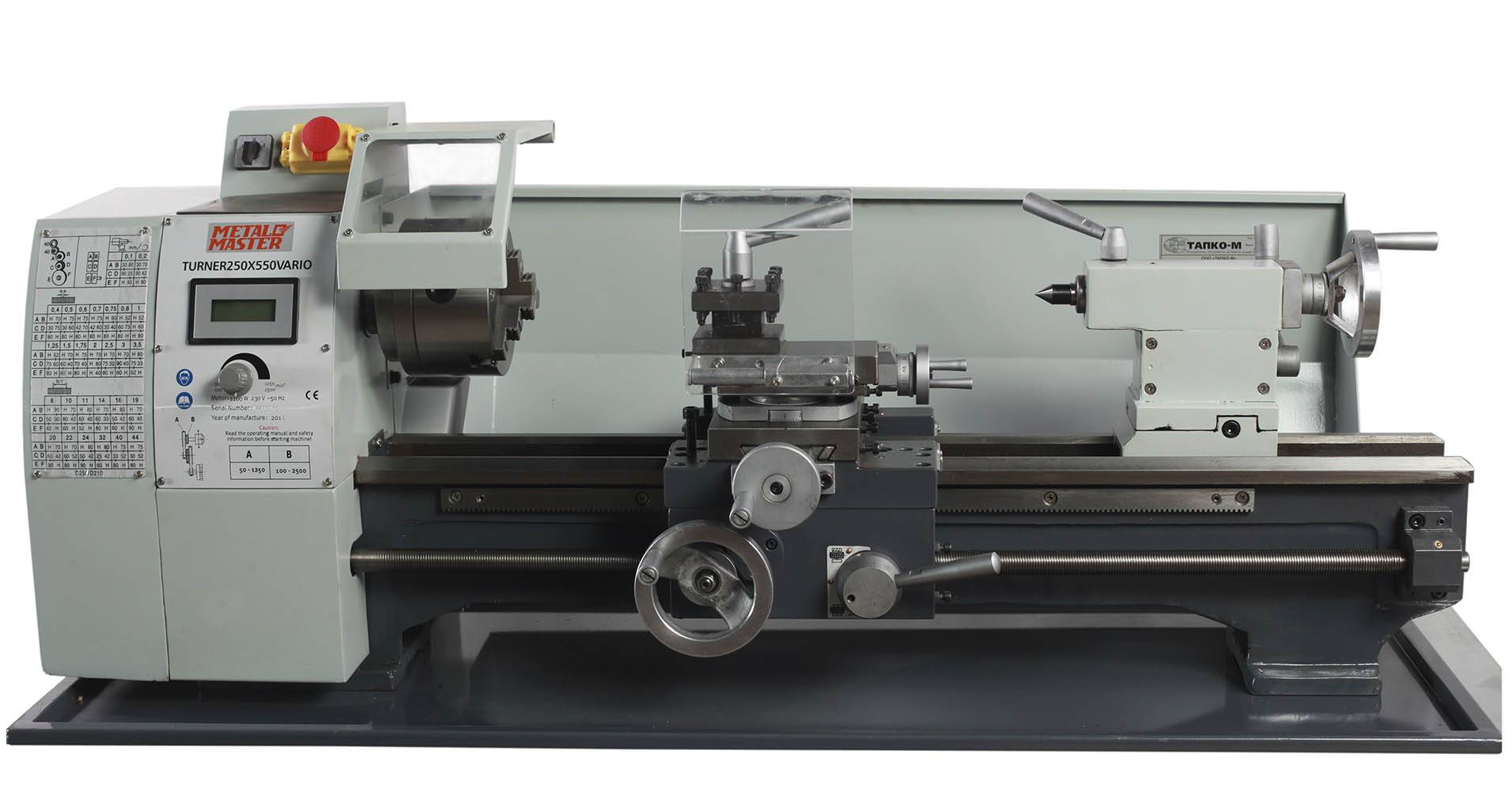
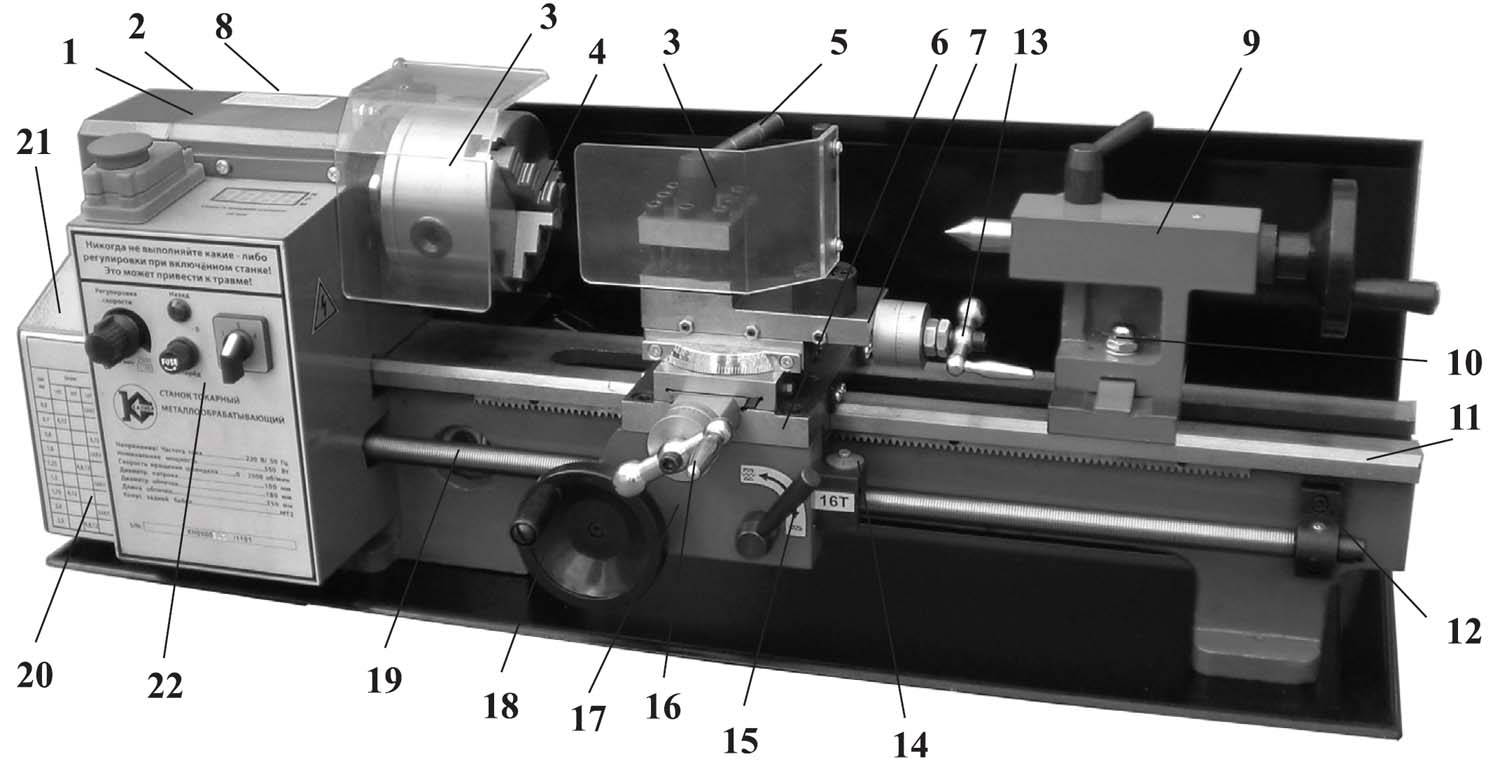
Устройство и принцип работы настольных токарных станков по металлу
Даже небольшой токарный станок представляет собой достаточно сложный механизм, главными элементами которого являются: станина и суппорт. Первый обеспечивает основу для всех узлов. Задача второго – удержание и точное перемещение обрабатывающего инструмента (резца, зенкера, сверла и т. д.)
Перед началом работы заготовка устанавливается на передней бабке со шпинделем. Задняя бабка применяется только для закрепления длинных деталей. Чтобы избежать вибрации используются разнодиаметровые люнеты. Движение суппорта происходит от ходового вала и передаточных механизмов.
Вес настольного токарного станка по металлу может варьироваться от 13 до 100 кг в зависимости от предназначения. Мощность такого аппарата около 400 Вт, в то время как полупрофессиональные модели имеют стартовую мощность уже в 1000 Вт. Такие аппараты считаются комбинированным оборудованием и могут использоваться в мелкосерийном производстве.





