

Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции
Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера
В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера.
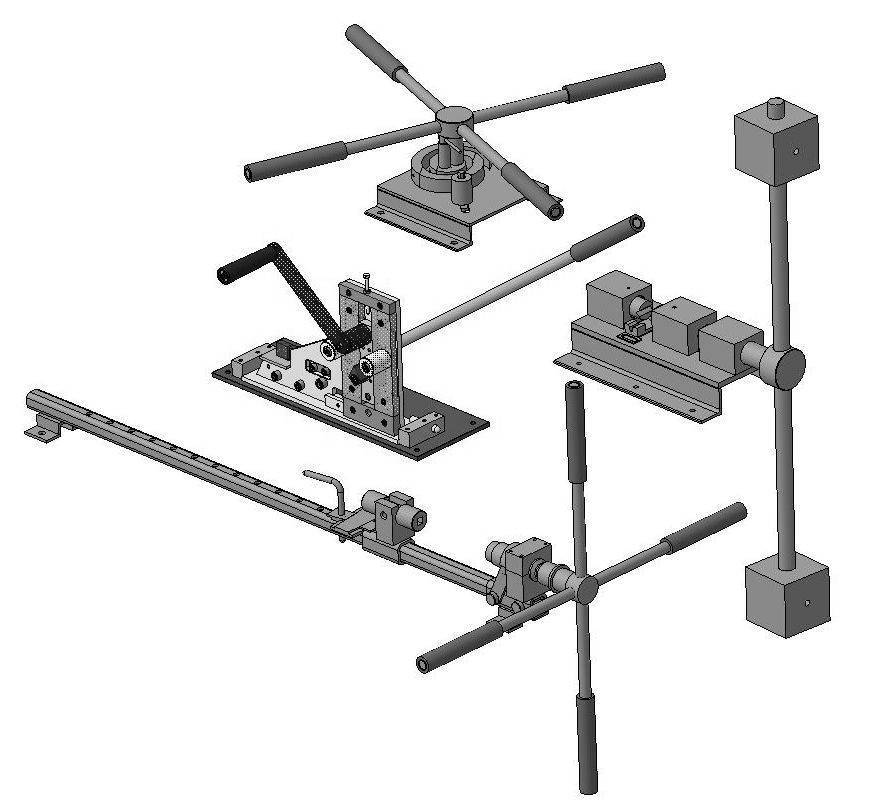
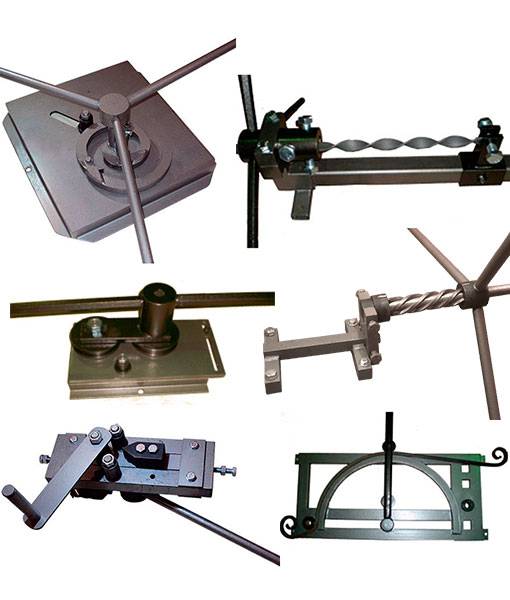
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
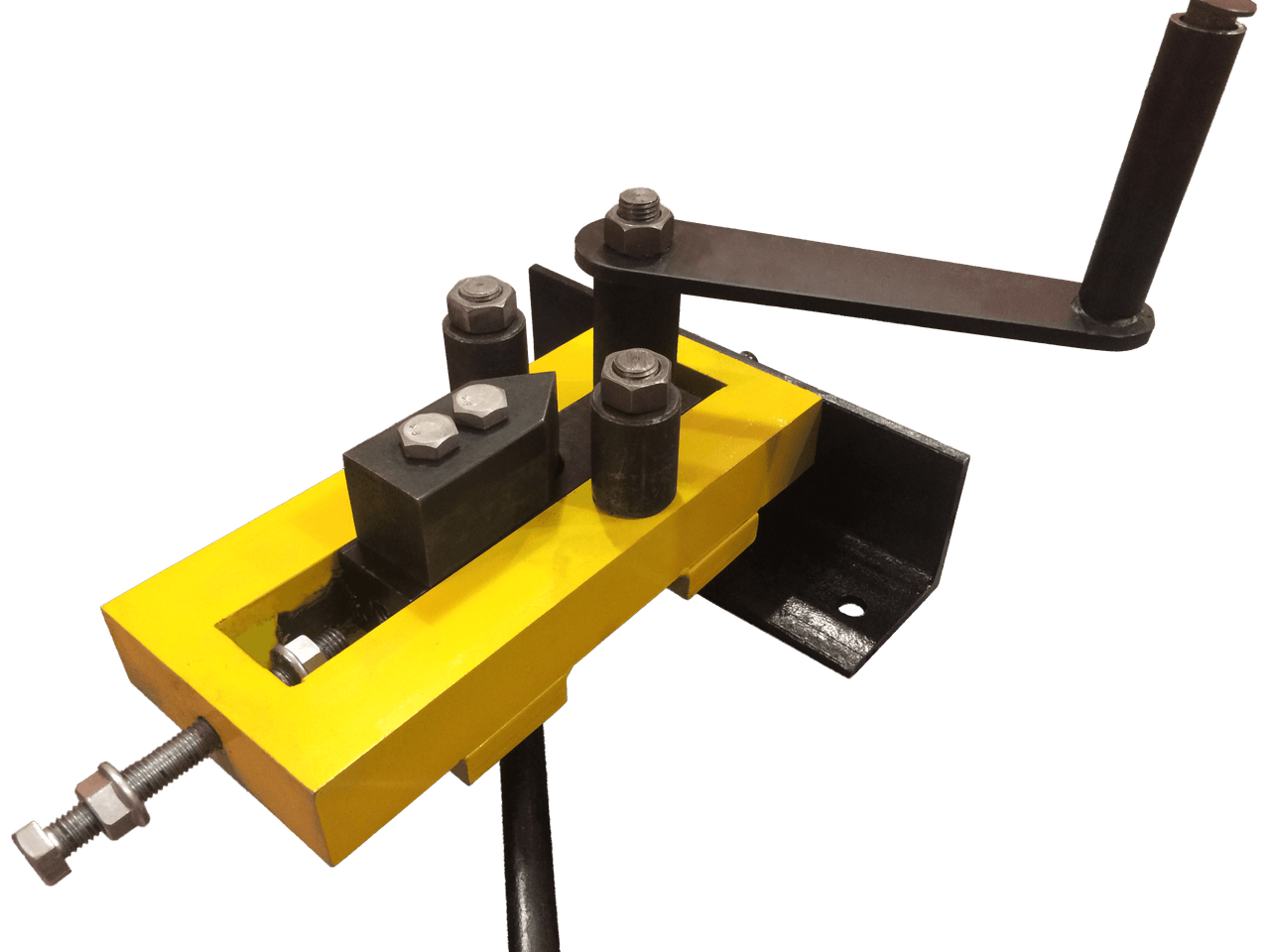
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
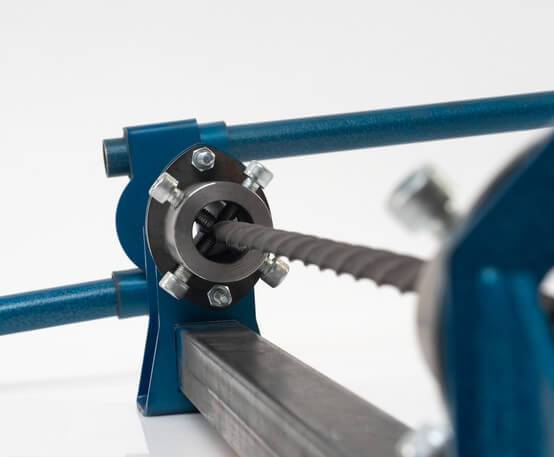
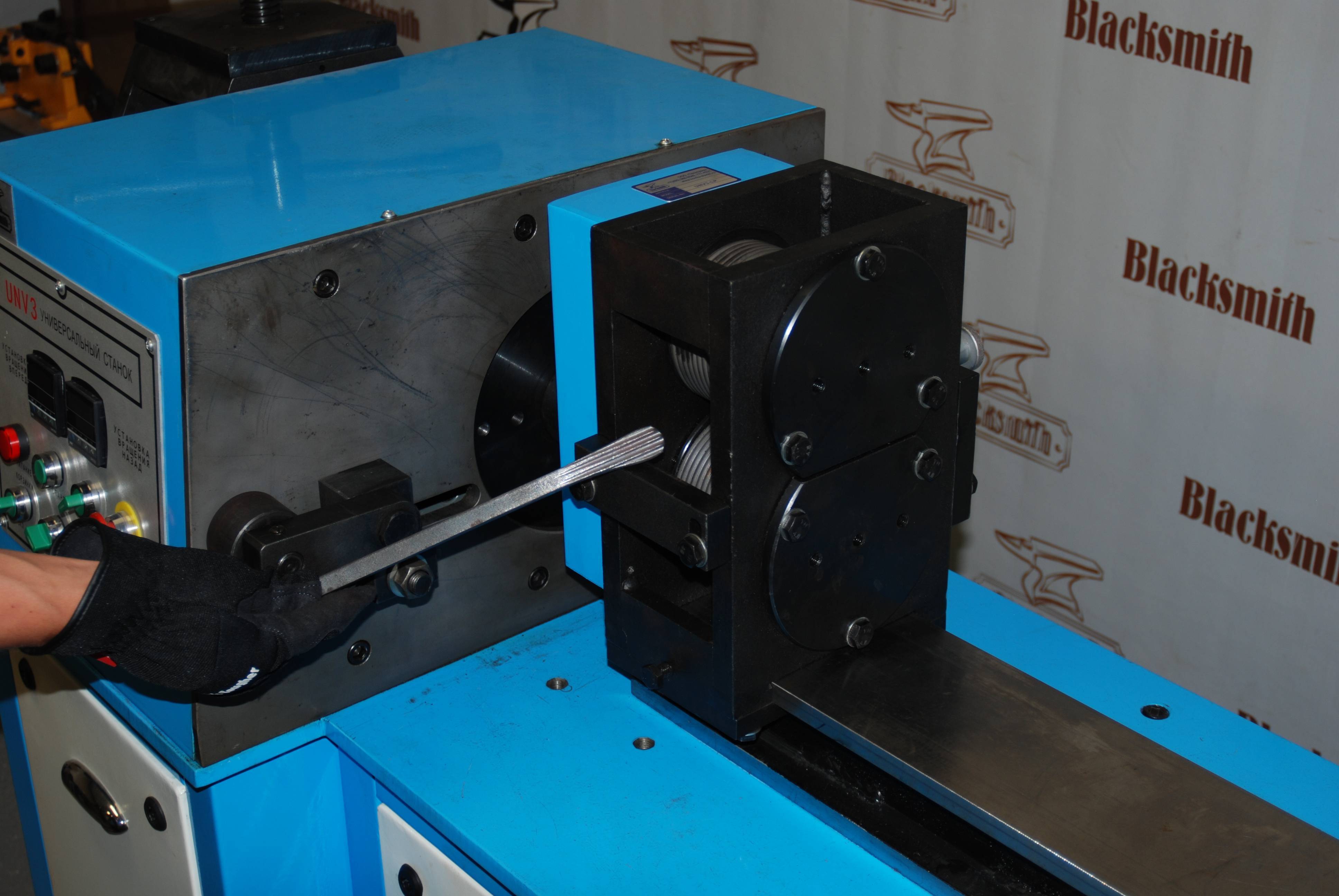
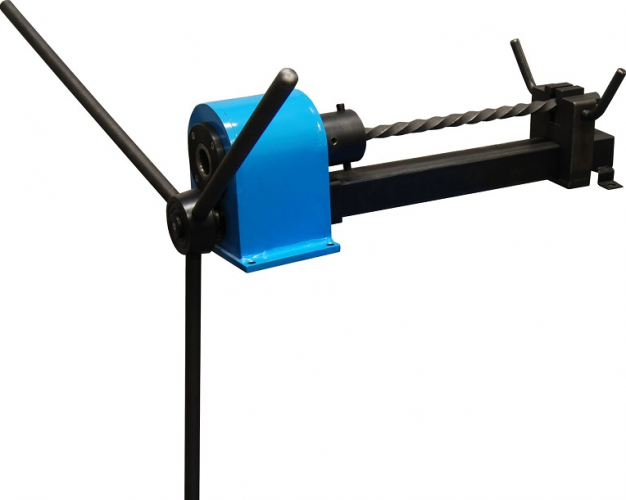
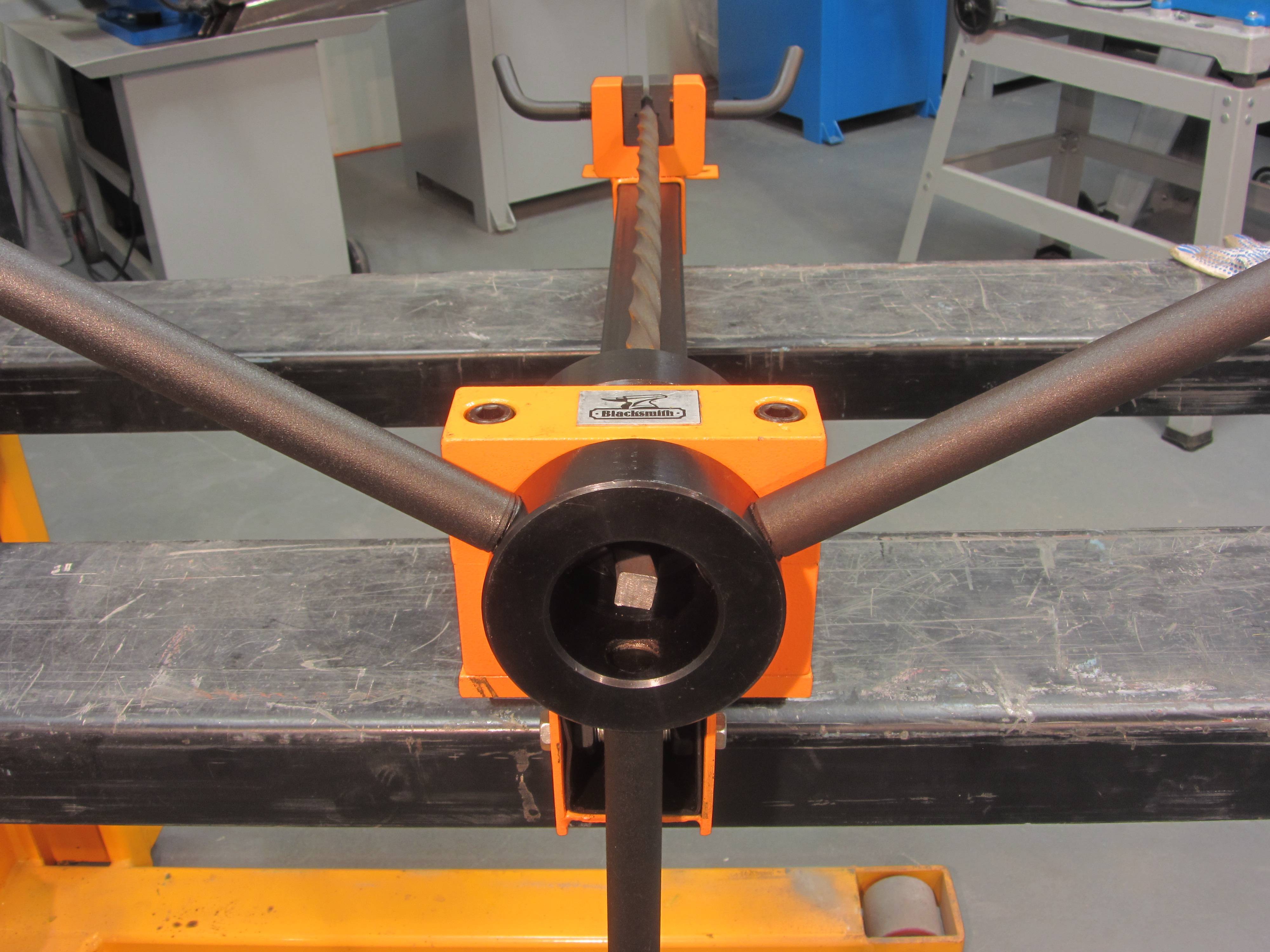
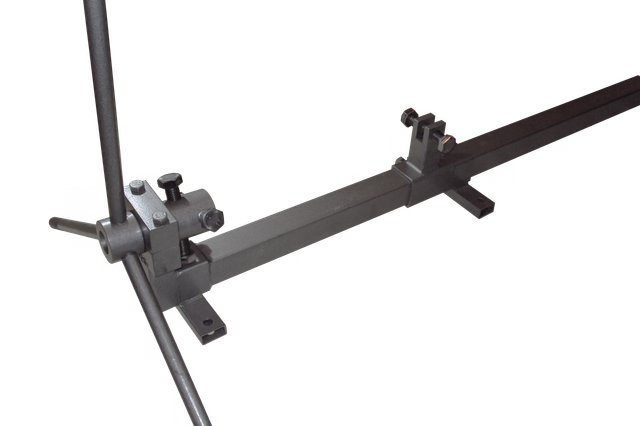
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
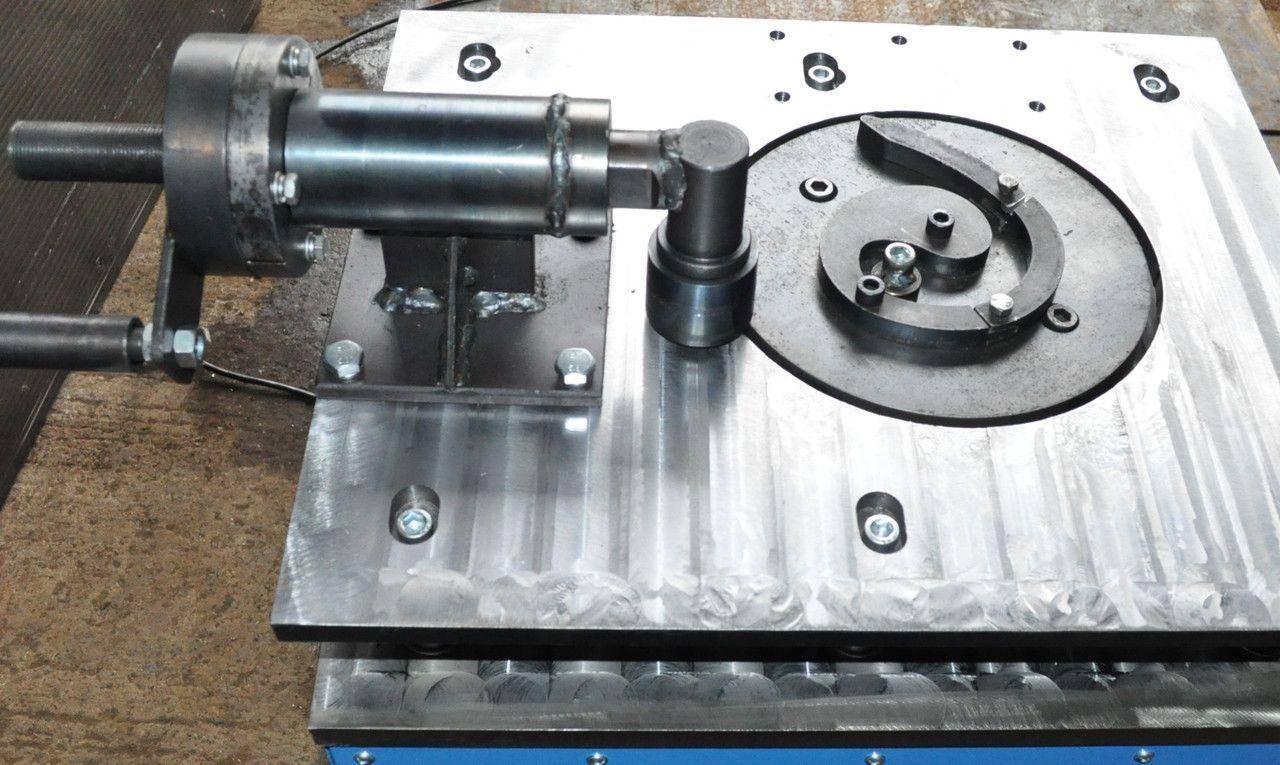
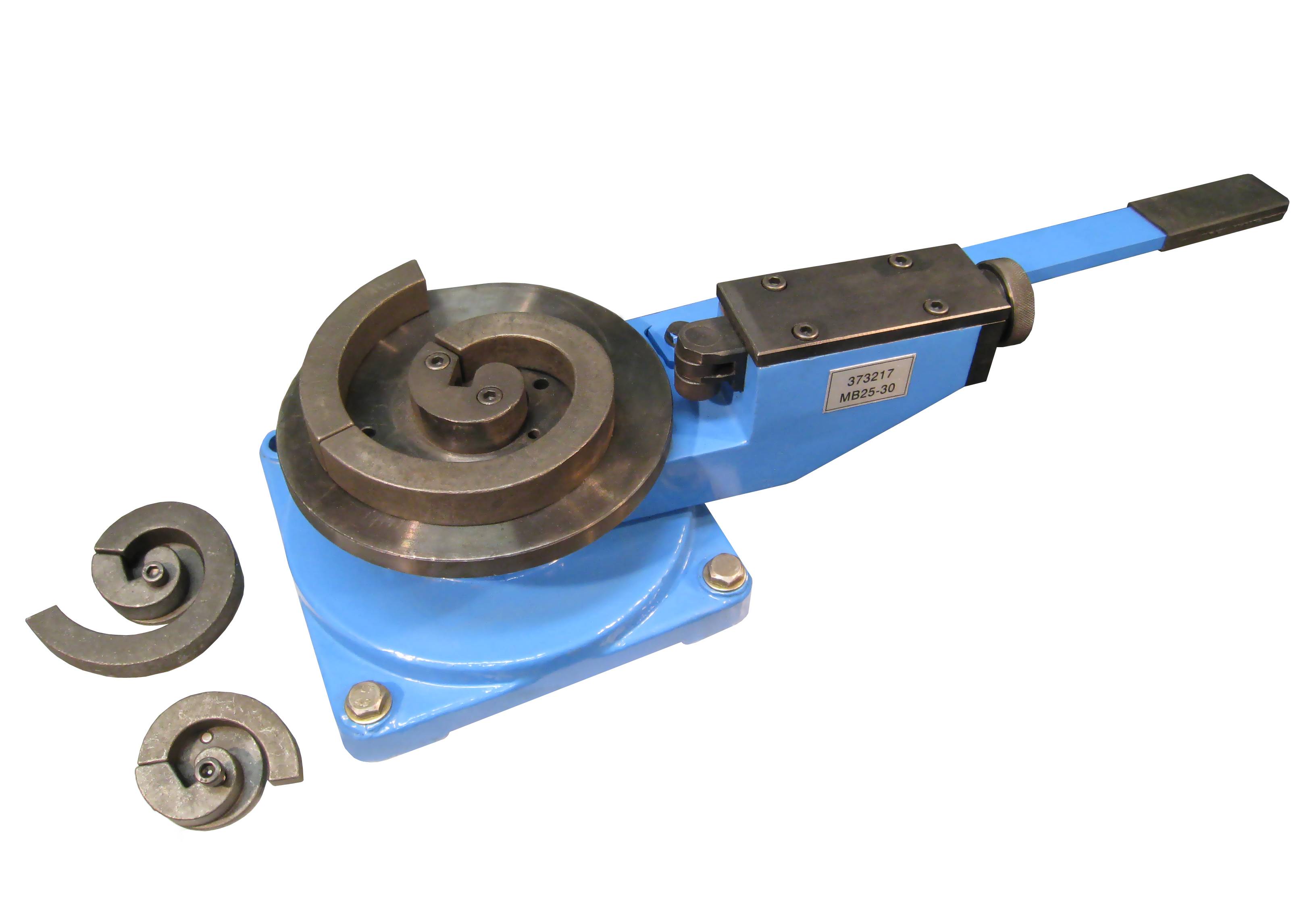
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Плюсы и особенности процесса
Холодная ковка – популярный вид работ, благодаря тому, что с ее помощью можно создавать необычные детали самых разных форм и размеров.
Используя станок для холодной ковки, вы сможете сделать ограду для клумбы, декоративный фонарь, необычный забор, перила или ручки для скамейки и другие элементы.
Плюс холодной ковки еще и в том, что сделать станок, с помощью которого можно создавать подобные детали, довольно просто сделать своими руками. Это поможет сэкономить на покупке дорогостоящего оборудования.
Процесс холодной ковки заключается в трех основных элементах: изгибание, прессование и сварка деталей. Оборудование, необходимое для этого процесса, довольно простое и компактное, его можно сделать своими руками и оно не займет много места в вашей мастерской или гараже.
С холодной ковки можно начать обучение обработке металла, т.к. этот процесс более простой и безопасный, поскольку в этом случае вам не придется иметь дело с высокими температурами, как при других видах сварки.
Для этого процесса используют обычно готовый шаблон – то есть, заготовки деталей.
Однако, используя качественный станок и чертеж будущей детали, можно без труда научиться создавать изделия витой, волнообразной и другой необычной формы. Варианты можете увидеть на фото выше.
Процесс обработки заготовок посредством холодной ковки происходит в несколько этапов. Первым делом создают шаблон или чертеж будущей конструкции.
Нужно высчитать размеры изделия, чтобы, во-первых, приобрести нужное количество материала, и, во-вторых, чтобы правильно настроить станок.
Разные станки дают разные возможности для создания узоров – это зависит от сложности изготовления инструмента.
Например, самые простые машины, сделанные своими руками, могут лишь сгибать изделия, в то время как с помощью более сложных моделей можно создавать узоры и пр.
После того как шаблон или чертеж готов, нужно купить необходимое количество материала в соответствии с вашим расчетом. Для холодной ковки вам понадобятся железные прутья, их можно купить в магазине.
Прутья для холодной ковки должны быть не слишком толстыми, иначе их сложно будет согнуть. Следующий этап – изготовление деталей своими руками:
В последнюю очередь происходит закрепление сделанных деталей на каркас. Это происходит путем сварки.
Особенно аккуратными при сварке своими руками нужно быть с тонкостенными трубками, т.к. их легко прожечь, и тогда конструкция станет неисправна и вам придется делать все заново.
Весь процесс ковки вы можете проследить по видео, прежде чем приступать к работе над своими деталями.
Но прежде чем приступать к холодной ковке, вам, конечно, нужно сделать станок, который для этого необходим. Станок «Улитка» — наиболее распространенный аппарат для обработки металлических изделий способом холодной ковки своими руками.
Все этапы по созданию станка вы сможете увидеть на видео – в этом нет ничего сложного, и практически каждому удастся справиться с этим делом самому.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.






Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Станок «Улитка» для ковки своими руками
согласно чертежам и технологии
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
https://youtube.com/watch?v=rUTdr5Cb9SE
Сборка станка
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.
Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
Кованые кресла в интерьере
Кресла с металлическими каркасами максимально приближаются при оформлении к королевским стилистикам. Необычные модели могут применяться для установки в залах, столовых. Некоторые входят в готовую обеденную группу, за которой для приема пищи будет собираться вся семья. Часть является дополнением диванов, располагаемых в просторных залах. Многие модели оснащены подлокотниками. Они могут быть уточненными или массивными. Обивка имеет разное оформление. Для изготовления мебели зачастую применяются жаккардовые и бархатные ткани. Идеально подходят полотна с рисунками в виде полосок, филигранных узоров. Абстракции и изображения животных, людей для металлической мебели не применяются. Они в композиции с массивным каркасом смотрятся неуместно. Реже в качестве обивки выбирается кожа или замша.
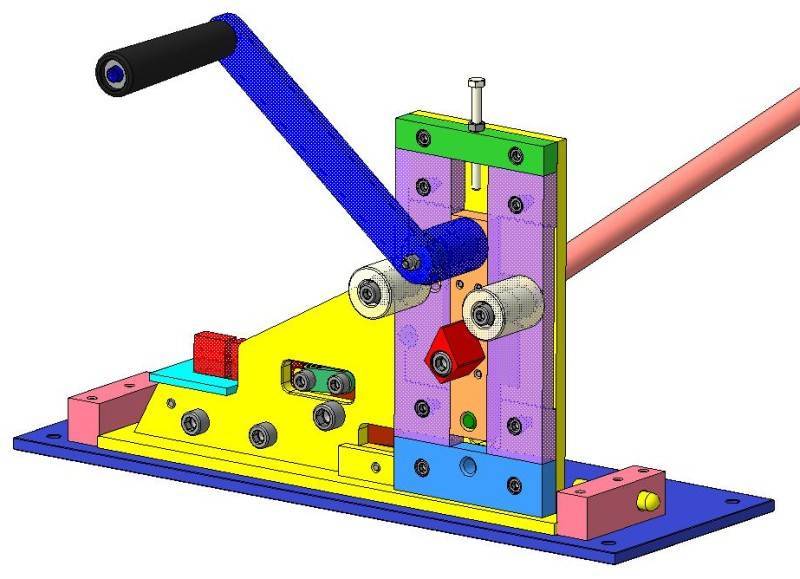
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.




Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
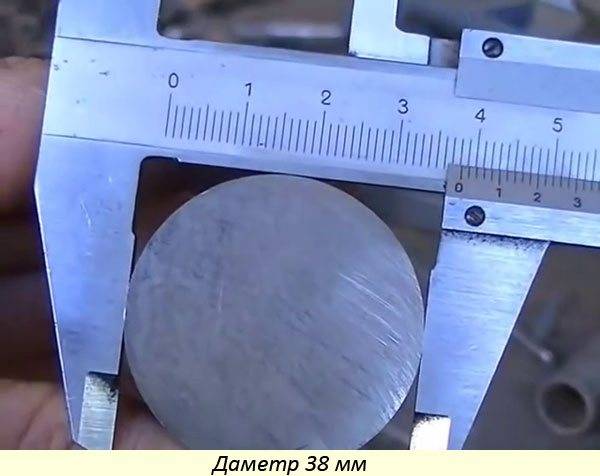
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.



![Улитка для холодной ковки своими руками: [чертеж, видео]](https://labequip.ru/wp-content/uploads/4/1/2/412e50f896d4de340f1ffc45cda826e6.jpeg)




После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

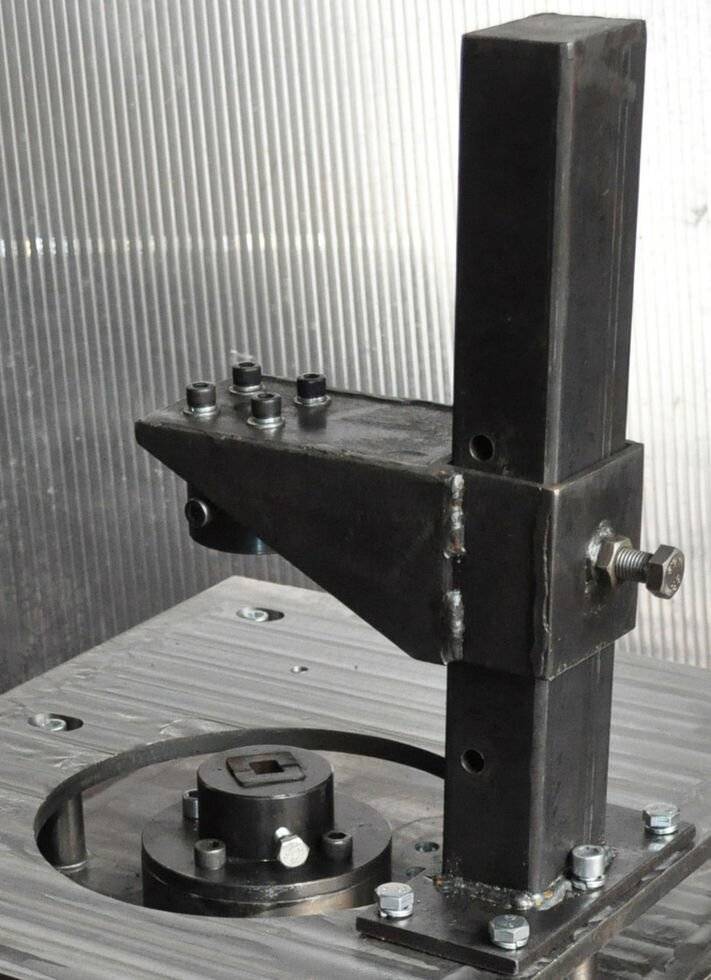
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Кованая кровать в интерьере
Выбор подходящей кровати должен опираться на ее размеры, конструкцию. Самыми популярными стали модели с витиеватыми большими изголовьем и изножьем. Наличие тонких переплетений способствует облегчению оформления, созданию особого уюта. Для просторных помещений идеально подходят красивые модели с высоким пологом. Их можно дополнять занавесками из любых тканей: плотных, легких полупрозрачных. В помещениях, приближенных к королевской стилистике, такие модели просто незаменимы. К ещё одному интересному типу относятся кровати с большим филигранным изголовьем и массивными ножками. При правильном подборе текстиля они не будут перегружать пространство или уменьшать его. Идеальными для таких моделей станут светлые покрывала с тончайшими узорами, полосами, силуэтами
А вот постельное белье с растениями, фигурами, абстракцией нужно подбирать с особым вниманием: большинство из них на металлических кроватях будут смотреться неуместно





