

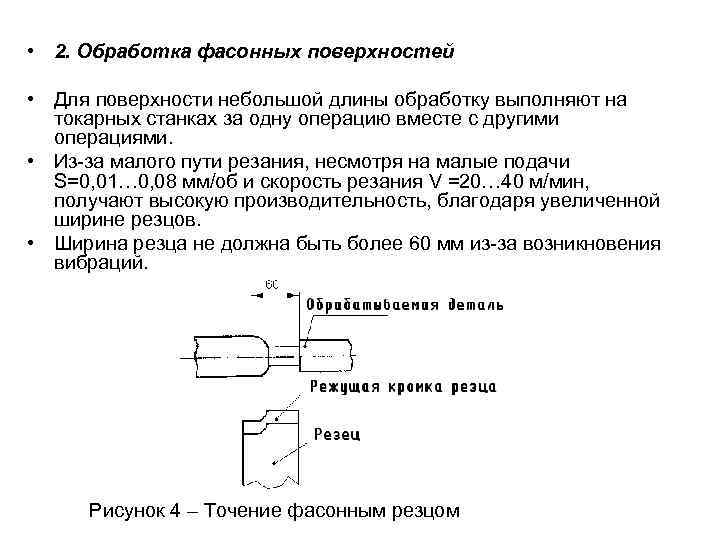
Обработка фасонных поверхностей фасонными резцами
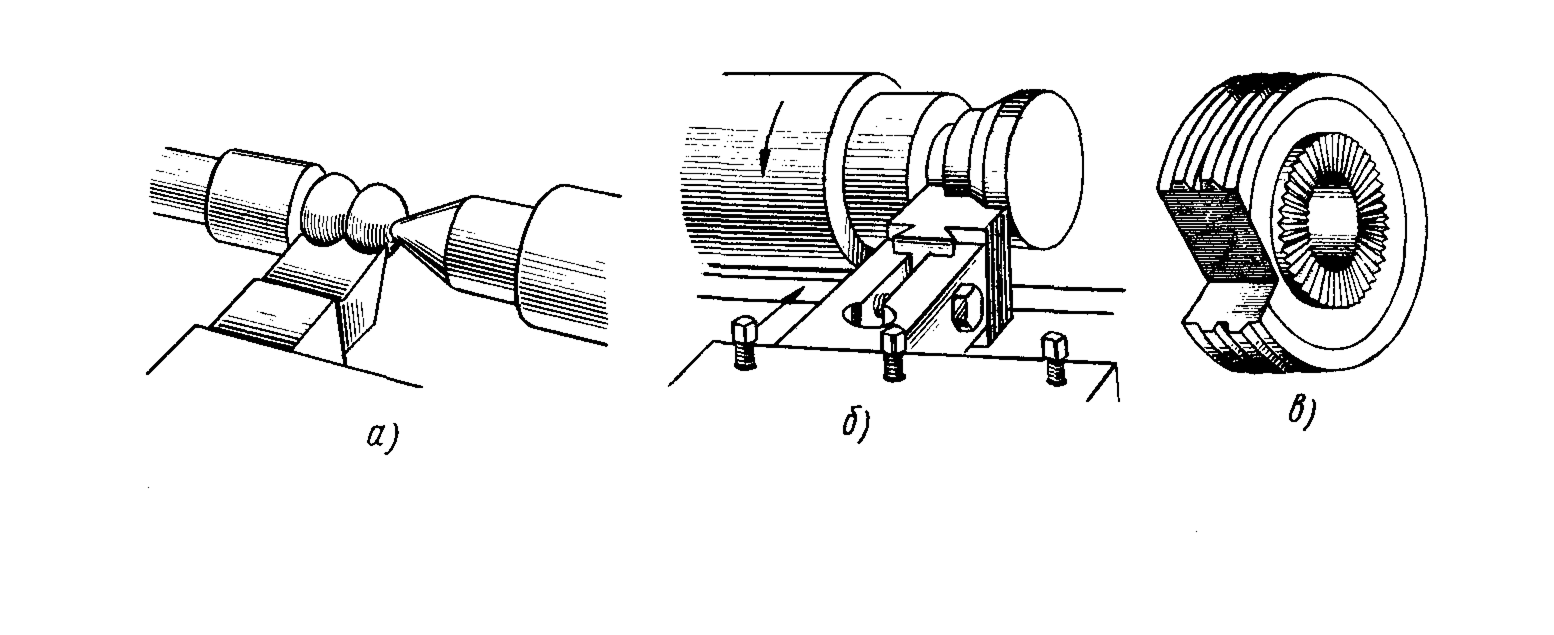
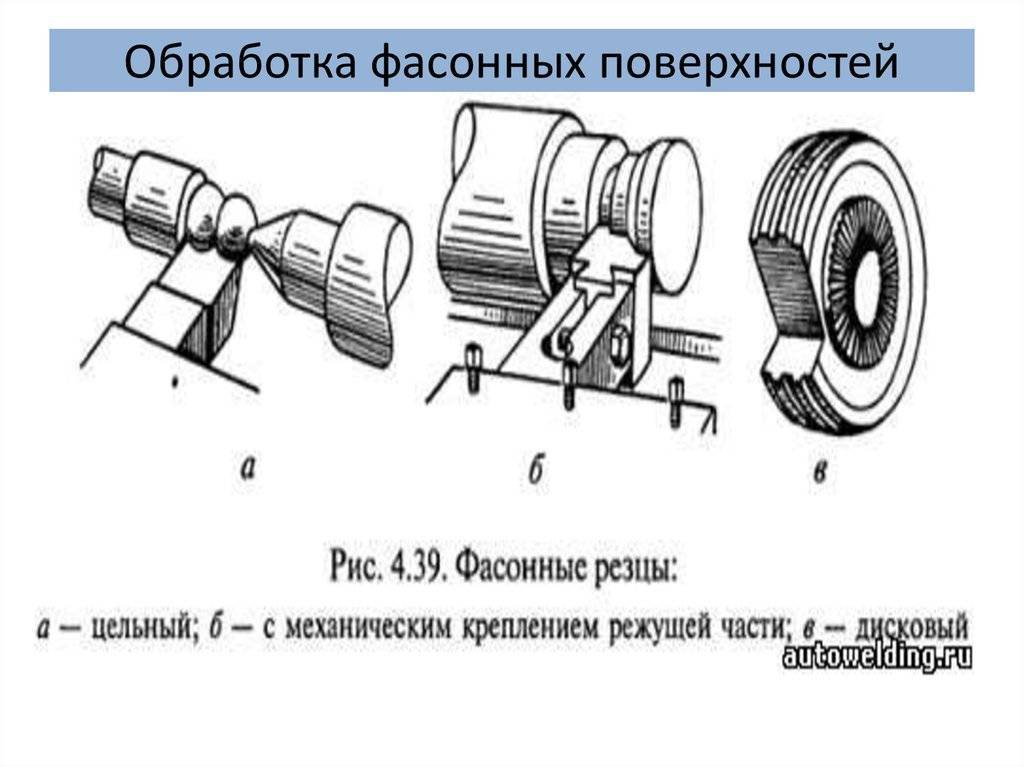
Область применения и резцы. Такой способ применяют для изготовления деталей партиями в условиях серийного производства при небольшой ширине фасонного участка примерно до 40—50 мм. Обработку ведут стержневыми, призматическими и круглыми фасонными резцами (рис. 189), режущая кромка которых имеет форму контура детали. Стержневые резцы, (рис. 189, а) имеют наиболее простое устройство. Их чаще всего изготавливают цельными с пластин- кой быстрорежущей стали или твердого сплава, иногда — сборными в виде быстрорежущей пластины, механически закрепленной в пазу державки. Фасонный контур таких резцов образуется заточкой задней поверхности. При этом форму режущей кромки подгоняют по шаблону (рис. 190, а). После заточки на режущей кромке резца могут остаться зазубрины. Если их не удалить, поверхность детали получится шероховатой. Поэтому стержневые резцы рекомендуется дополнительно доводить по задней поверхности. Доводку выполняют круглым чугунным притиром (рис. 190, б). Для этого рабочий участок 1 притира смачивают керосином или машинным маслом и натирают доводочным порошком: корундовым — для быстрорежущих резцов, карбида бора — для твердосплавных. Резец закрепляют в резцедержателе на 1—2 мм выше линии центров станка и выверяют по притиру. Включив обратное вращение шпинделя, подводят резец вплотную к фасонному участку притира и слабым поджимом производят доводку. Чтобы исключить искажение контура детали, передний угол стержневых фасонных резцов делают равным 0°. Задний угол выполняют в пределах 10—12°. Переточку резца по мере затупления производят только по передней поверхности, пока сохраняется фасонный профиль, после чего периодически поправляют его заточкой и доводкой по задней поверхности. Призматические резцы (рис. 189, б) имеют форму призмы. Криволинейная режущая кромка 1 образуется пересечением плоской передней поверхности 2 и задней фасонной 4. Такой резец закрепляется в державке за хвостовик 3, имеющий форму «ласточкиного хвоста». Для получения заднего угла резец устанавливается наклонно в вертикальном направлении: Передний угол создают заточкой передней поверхности. На станке призматический резец 1 (рис. 191) закрепляется при помощи державки 4 винтом 3 за хвостовик 2. Для этого державка имеет продольный разрез. Призматические резцы выдерживают большое число переточек по передней поверхности. Однако, учитывая сложность расчета профиля и изготовления таких резцов, их экономически выгодно применять только при изготовлении деталей крупными партиями. Круглые резцы (см. рис. 189, в) имеют форму диска, на наружной поверхности которого выполнен фасонный профиль. Для образования режущей кромки и передней поверхности 1 часть диска вырезана. Резец имеет отверстие 2 для установки на ось державки и зубцы 3 на одном торце, которые препятствуют повороту резца силами резания и позволяют регулировать положение его режущей кромки по оси детали после переточки. Круглые резцы затачиваются только по передней поверхности и поэтому выдерживают большое число переточек. Их применение оправдывается теми же соображениями, которыми руководствуются при выборе призматических резцов. На рис. 192, а показано крепление круглого резца 1 на станке посредством державки 2. Для создания заднего угла центр резца устанавливается выше центра детали (рис. 192, б). При а=12 эта величина примерно составляет 0,1 диаметра резца. Приемы обработки. Для получения правильного профиля на детали наиболее выступающая точка режущей кромки фасонного резца, должна находиться на уровне оси центров станка. Кроме того, профиль резца правильно располагают относительно оси детали посредством шаблона (см. рис. 190, а). Для этого шаблон плоской стороной прижимают к обработанной поверхности заготовки, а в его фасонную выемку вводят резец до беззазорного соприкосновения. Вылет резца из резцедержателя должен быть наименьший. Фасонные резцы работают в тяжелых условиях, так как срезают широкую стружку. Поэтому поперечную подачу для них следует выбирать заниженную в пределах 0,02—0,08 мм /об в зависимости от жесткости детали.. Ввиду небольшой глубины фасонного профиля подачу резца обычно осуществляют вручную. Для зачистки обработанной поверхности в конце рабочего хода резца рекомендуется сделать небольшую выдержку, а затем отвести его от детали. Скорость резания для быстрорежущих резцов при обтачивании стальных деталей принимают в пределах 20’—35 м/мин, для чугуна 16—20 м/мин. Охлаждение: по стали — эмульсия или лучше сульфофрезол, по чугуну — всухую или керосин.Автор – nastia19071991
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других катего.
Что знаменательного в работе с фасонными резцами?
Чтобы добиться требуемого профиля заготовки, лезвие фасонного резца нужно располагать на одном уровне с центрами станка. Проверить верность выбранного положения можно при помощи небольшого угольника. Одна кромка данного измерительного приспособления должна прикладываться к болванке параллельно оси, а другую — нужно совместить с боковой частью резца. При этом между измерительным и режущим инструментом должен присутствовать равномерный зазор.
Выполняя необходимые манипуляции по установке, наладке и эксплуатации фасонного резца, рекомендуется соблюдать определенные правила. К примеру, инструмент должна подаваться размеренно и постоянно. При этом соблюдаются следующие условия:
- если ширина инструмента составляет максимум 20 миллиметров, то подача — 0,05 мм/об;
- если ширина резца составляет минимум 20 миллиметров, то подача — 0,03 мм/об.
Подача резца прямо пропорционально зависит от диаметра обрабатываемого изделия: чем больше диаметр, тем больше подача. Данный показатель увеличивается по мере приближения к зоне, находящейся вблизи патрона.
Фрезерование фасонных поверхностей
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование фасонных поверхностей.
Фасонные поверхности, контур которых представляет собой кривые линии, имеют многие детали. Метод обработки таких поверхностей зависит от конфигурации, размеров, требуемой точности, материала заготовки, количества обрабатываемых деталей и других условий. Как правило, обработка деталей с фасонными поверхностями осуществляется на универсальных фрезерных станках, копировально-фрезерных станках и фрезерных станках с программным управлением.
Фасонные поверхности замкнутого контура в условиях единичного и мелкосерийного производства можно обрабатывать фрезерованием на вертикально-фрезерных станках с помощью ручного управления по разметке.
Фрезерование по разметке ведут преимущественно концевыми фрезами при одновременном перемещении стола в продольном и поперечном направлениях (рис. 5.20). Заготовку 1 устанавливают не на столе станка, а на подкладке 2, закрепив ее прихватами 3 с болтами так, чтобы фреза при обработке не касалась рабочей поверхности стола. При фрезеровании следят за тем, чтобы при перемещении стола фреза не срезала металл с разметочной линии. Заготовку следует закреплять так, чтобы при формировании фасонной поверхности движение стола в продольном направлении было более длительным. Если фасонная поверхность образована сравнительно плавной кривой, то иногда включают механическую подачу стола в продольном направлении, а необходимое перемещение стола в поперечном направлении обеспечивается ручной подачей.
Рис. 5.20. Схема фрезерования фасонной поверхности по разметке
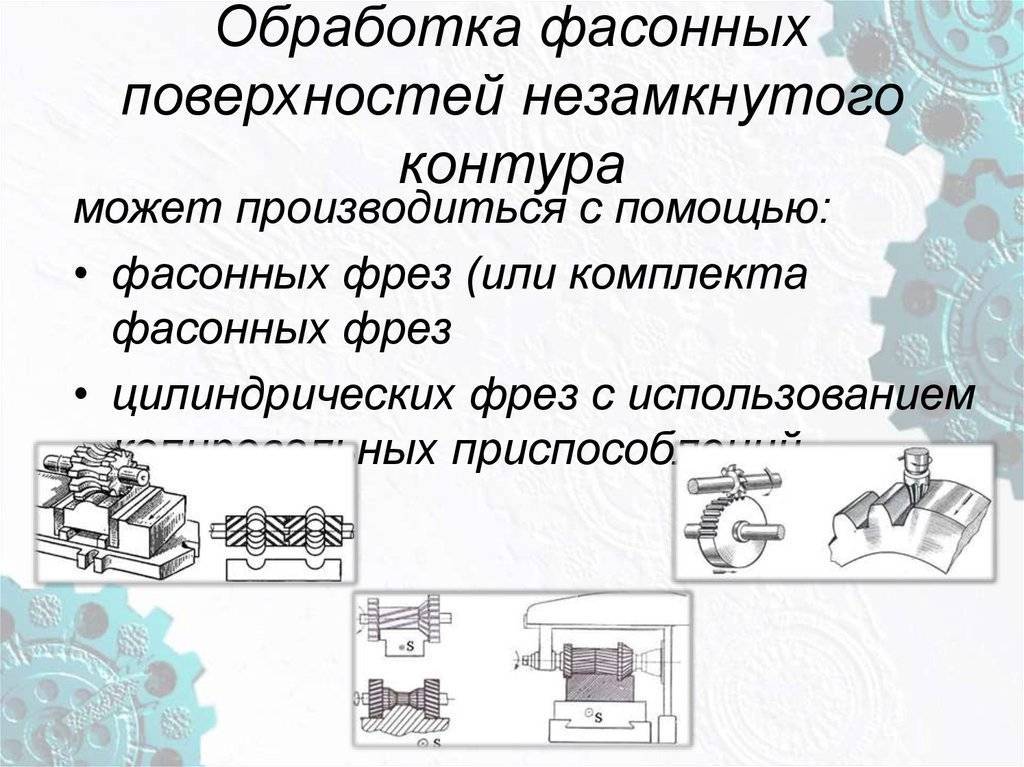
Обработку фасонной поверхности целесообразно осуществлять за два прохода: первый предварительный, второй – окончательный. При окончательном фрезеровании стол следует перемещать более плавно, внимательно наблюдая за положением фрезы относительно разметочной линии. Фрезерование фасонных поверхностей незамкнутого контура в ряде случаев обрабатывают фасонными фрезами. Профиль зуба фасонных затылованных фрез должен соответствовать фасонному профилю детали, поскольку точность фасонного профиля обработанной детали зависит непосредственно от точности профиля фрезы. Применение фасонных фрез особенно эффективно при обработке узких и длинных фасонных поверхностей (рис. 5.21, а). Для фрезерования широких профилей применяют наборы фрез.
Рис. 5.21. Обработка фасонных поверхностей: а – фасонной фрезой; б – набором фрез
Оправка с набором фрез для обработки деталей на трех-, четырехшпиндельных продольно-фрезерных станках показана на рис. 5.21, б. На оправке 1 закрепляют комплект фрез: 3, 4, 5, 7 и 8. Между фрезами устанавливают распорные втулки 2 и 6. Весь набор крепят гайками 9.
Диаметр и профиль фрез выбирают в соответствии с профилем обрабатываемой детали. Оправку 1 устанавливают в один горизонтальный шпиндель станка, поддерживающую оправку 11 – в другой горизонтальный шпиндель. Шлифованный цилиндрический хвостовик оправки, установленной во втором шпинделе, входит в бронзовую втулку 10 оправки 11. Оправка 1 получает вращение от одного шпинделя, оправка 11 – от другого шпинделя станка. Таким образом, происходит одновременное вращение всего набора. Втулка является поддерживающе-центрирующей. Вращение в ней хвостовика оправки происходит только при пуске и выключении станка.
Контроль фасонного профиля обработанной поверхности осуществляют при помощи шаблона. Для проверки фрез служит контршаблон, изготовленный из листового материала в соответствии с профилем детали. Во избежание брака необходимо клеймить фрезу, шаблон и контршаблон.





Обработка точением поверхностей заготовок
Точение — технологический процесс обработки резанием наружных, внутренних цилиндрических, винтовых, конических и фасонных, а также плоских торцовых поверхностей тел вращения. Точение ведут токарными резцами на металлорежущих станках, как универсальных, так и специальных, включая станки с числовым программным управлением (ЧПУ). Кроме того, обработку выполняют на карусельных и револьверных станках, токарных полуавтоматах, автоматах и автоматических линиях.
Особенность технологического процесса обработки заключается в том, что режущий инструмент имеет одно главное лезвие. На протяжении всего периода резания лезвие резца обрабатывает заготовку, находясь в условиях больших нагрузок и высоких температур.
При точении существует два вида движения: вращательное — вокруг оси заготовки, и поступательное — вдоль ее оси. Вращательное движение
заготовки количественно характеризуется окружной скоростью обрабатываемой поверхности, называемой скоростью резания.Поступательное движение вдоль оси заготовки, придаваемое инструменту, является движением продольной подачи. Оба вида движения осуществляются с постоянной скоростью, а их сочетание придает траектории движения точек лезвия резца вид винтовой линии. За каждый оборот заготовки лезвие токарного резца перемещается из положения 1 в положение 2 вдоль ее оси на размер подачи s0 и удаляет с нее один виток слоя металла (рис. 30.1). Ширина срезаемого слоя определяется глубиной резания t.
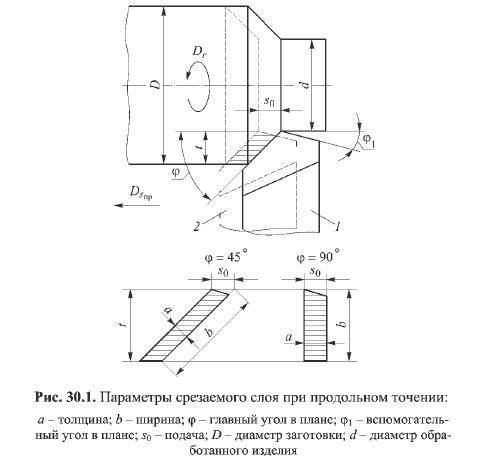
Произведение скорости, подачи и глубины резания равно скорости съема объема металла, которая является параметром для определения эффективности процесса резания. Скорость резания и подача — два наиболее важных параметра, устанавливаемых оператором в целях достижения оптимальных условий резания.Глубина резания — это толщина снимаемого припуска, характеризуемая расстоянием между обрабатываемой и обработанной поверхностями.
Обычно диапазон значений скорости резания — 0,005…3,5 м/с. Минимальное значение подачи составляет 0,0125 мм/об, а для очень тяжелых режимов резания — 2,5 мм/об. Глубина резания может достигать 25 мм и более.
Разновидностью токарной обработки заготовок являются растачивание отверстий и обработка торцовых плоскостей.
Растачивание проводят по той же принципиальной схеме, что и наружное точение. Особенностью растачивания отверстий является ограниченный обзор зоны резания и малая жесткость расточного резца. Под действием сил резания инструмент изгибается и вибрирует, что влияет не только на размеры и шероховатость обрабатываемой поверхности, но и на стойкость режущего инструмента.
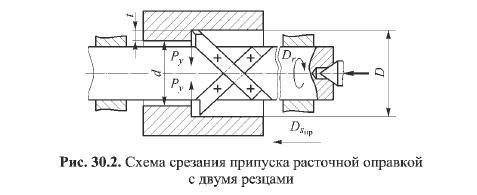
Для повышения точности выполняемых отверстий и качества обработанных поверхностей вместо расточного резца консольного типа предпочтительнее использовать более жесткие расточные оправки, в которых закреплены два резца (рис. 30.2). В процессе механической обработки расточной станок сообщает оправке два вида движения: вращательное — вокруг ее оси, и поступательное — вдоль оси. При этом окружная скорость вращения вершин резцов является скоростью резания.
Точение торцовых плоскостей заготовок удобно выполнять токарными резцами. В этом случае механическая обработка может осуществляться при перемещении резца как от периферии к центру вращения заготовки, так и от оси к периферии.
Обработка фасонных поверхностей
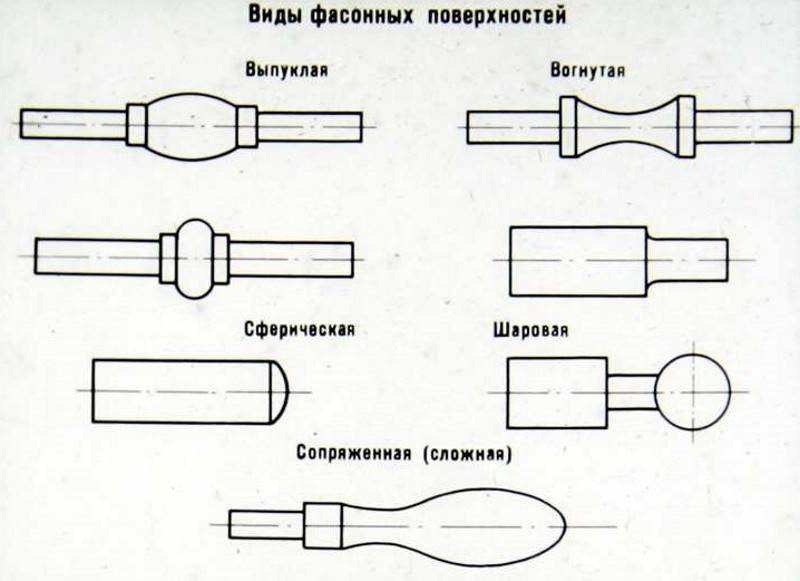
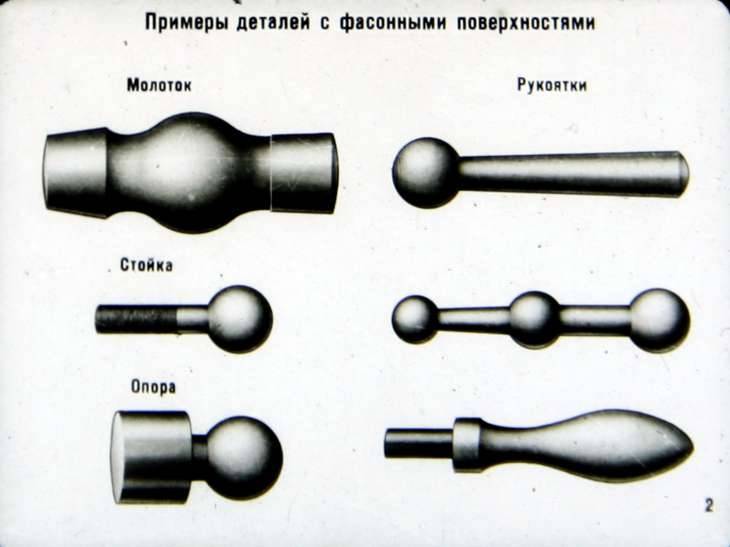
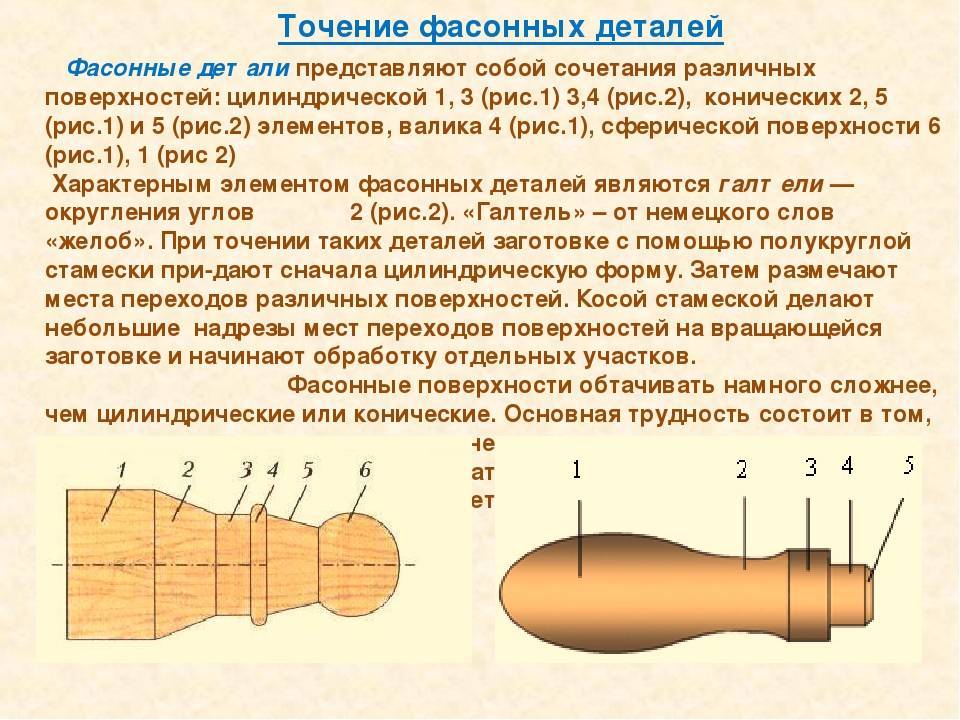
Фасонными поверхностями называют поверхности, форма которых отличается от плоскости, цилиндра или конуса. Различают фасонные поверхности: а) тел вращения (рисунок 1, а); б) замкнутого контура (рисунок 1, б); в) незамкнутого контура (рисунок 1, г) г) пространственно сложного контура.
В этом параграфе будут изложены способы обработки фасонных поверхностей тел вращения .
Обработка фасонных поверхностей замкнутого и незамкнутого контуров.
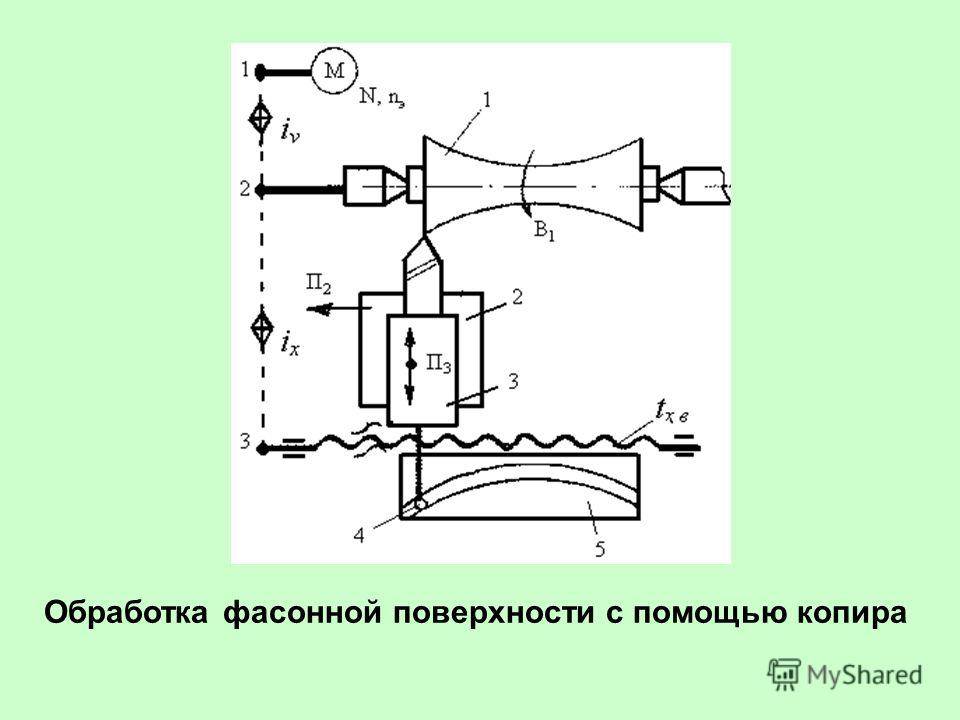
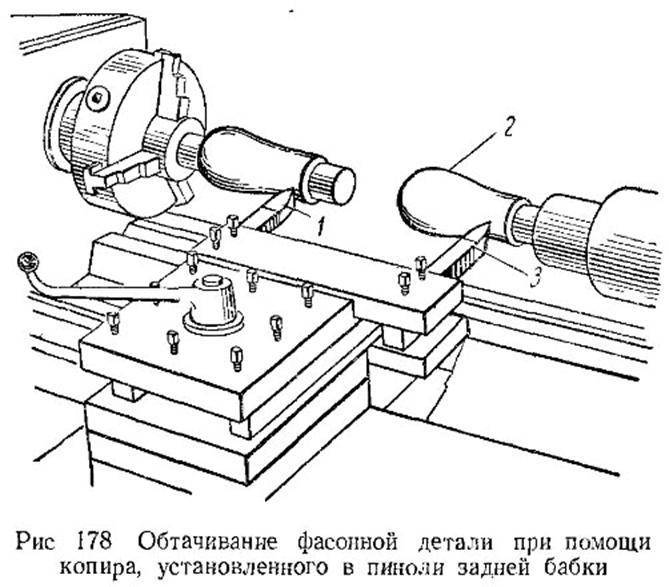
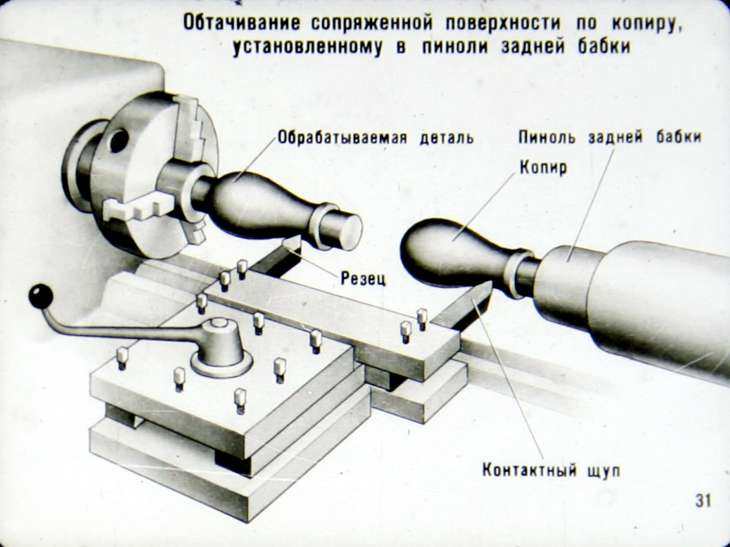
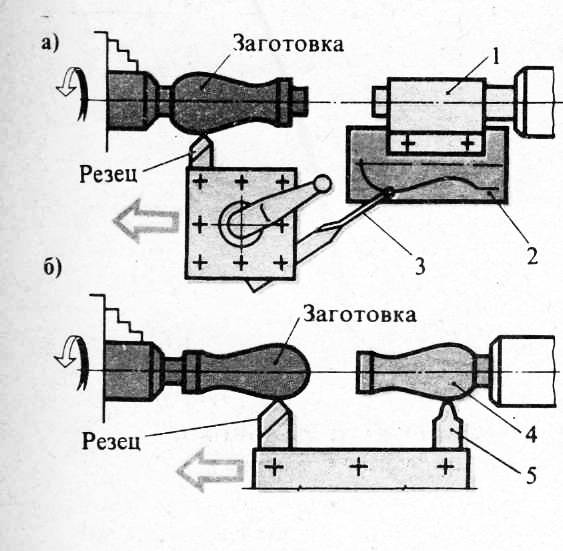
Обработку деталей с фасонной поверхностью замкнутого контура (кулачков, распределительных шайб и прочих) производят путём обтачивания, фрезерования и шлифования на станках, оборудованных специальными копировальными устройствами. Обтачивание фасонных поверхностей замкнутого контура производится на токарных станках с применением вращающихся копиров. При изменениях кривизны контура в разных точках меняется угол резания и ухудшаются условия работы резца. Чтобы устранить этот недостаток, токарно-копировальные станки для обтачивания кулачков снабжаются устройством, обеспечивающим постоянство угла резания (рисунок 2).
Резцу 1, закреплённому в державке 2, вместе с суппортом 3 сообщается движение в поперечном направлении от вращающегося копира 4. Дополнительный копир 5, вращающийся синхронно с копиром 4, поворачивает державку 2 вокруг оси и изменяет положение резца относительно профиля кулачка. Обрабатываемый кулачковый вал установлен в центрах и поддерживается люнетами. При продольной подаче поверхность кулачка обрабатывается по всей длине. Фрезерование деталей с фасонными поверхностями замкнутого контура производится на вертикально-фрезерных и копировально-фрезерных станках. При обработке на вертикально –фрезерном станке деталь помещают на вращающемся столе на одной оси с копиром, опирающимся на ролик, установленный в заданном положении относительно фрезы. При обработке на копировально-фрезерных станках (рисунок 3) копир 2 и обрабатываемые детали 3,4 и 5 устанавливаются рядом на неподвижном или на синхронно вращающихся столах. При включении подачи следующий палец 7, закреплённый в импульсной головке 6, скользит по профилю копира, и при изменении давления на него переключает гидравлические или электрические механизмы, изменяющие направление движения стола 1.
Шлифование фасонных поверхностей типа кулачков производится на копировально-шлифовальных станках или на круглошлифовальных и токарных станках, оснащённых специальными копировальными приспособлениями. Копировально-шлифовальный станок (рисунок 4) применяется для шлифования кулачков распределительного вала. Передняя 1 и задняя 3 бабки, в центрах которых закрепляют деталь, установлены на люльке 6, качающейся на оси 4. Копиры 7 под действием пружины 5 все время прижимаются к ролику 8. Обрабатываемая деталь поддерживается люнетом 2. Если диаметр шлифовального круга равен диаметру ролика, то контур копира соответствует контуру обрабатываемой детали. Обычно используют шлифовальный круг большого диаметра (500-600 мм). Контур копиров, которые значительно больше, чем обрабатываемые кулачки, определяется графическим способом или аналитическим расчётом. При шлифовании контура на таких станках обеспечивается точность до 0,1 мм и чистота 7-8 класса. Фасонные поверхности незамкнутого контура обрабатывают на копировально-фрезерных станках (рисунок 3), а также на фрезерных и протяжных станках фасонными инструментами.
Для обработки фасонных поверхностей на фрезерных станках применяют обычно затылованные фасонные фрезы, у которых контур режущей кромки соответствует контуру обрабатываемой поверхности. Протягивания фасонных поверхностей производится на тех же станках, на которых осуществляется протягивание наружных и внутренних поверхностей. При этом станок оснащают приспособлением, обеспечивающим надёжную ориентацию детали относительно протяжки и протяжками соответствующего профиля. При обработке фасонных поверхностей применяют протяжки, работающие по профильной или прогрессивной схеме.



Материал статьи написан на основе литературного источника «Технология производства двигателей внутреннего сгорания» М. Л. Ягудин
Другие методы обработки фасонных поверхностей
Детали типа дисковых кулачков и эксцентриков обрабатываются посредством применения оправки.
На оправке предполагается установка:
- копира;
- втулки;
- заготовки;
- шайбы.
Последняя обязательно закрепляется гайкой. Державка с роликом и резцом фиксируются в специальном устройстве.
Необходимо произвести разъединение суппорта с винтом поперечной подачи. Вместо последнего осуществляется монтаж валика с пружиной. Это необходимо для того, чтобы ролик постоянно прижимался к копиру.
Также очень часто обработка фасонных поверхностей осуществляется посредством применения специальных установок. Они имеют название гидрокопировальных суппортов.
Широко применяется обработка фасонными резцами. Они используется в случае с галтелями. Профиль используемых деталей должен обязательно соответствовать профилю обрабатываемой поверхности. При этом следует выполнить правильную установку резцов. Это можно проверить посредством применения угольника.
Эксплуатация резцов призматической и круглой формы позволяет обрабатывать поверхности, которые имеют сложную конфигурацию.
Обязательно должен проводиться контроль выполняемых работ. Это осуществляется непосредственно с помощью шаблона.
Если имеются какие-либо отклонения, то они обусловлены несколькими причинами. Это неточность профиля резца или погрешность его монтажа, а также деформация детали при выполнении работ, которая вызвана чрезмерно большой подачей.
Современные методы обработки фасонных поверхностей на специальных станках демонстрируются на ежегодной выставке «Металлообработка».
Обработка торцевых поверхностейСпособы резки металлаОсновные способы обработки металлов
Режимы резания
Для тангенциальных фасонных моделей (в большинстве случаев призматические) возможна обработка предмета несколькими кромками, причем с каждой стороны или нескольких профильных участков. В большинстве случаев они расположены на самых разных уровнях глубины для обеспечения раздельной последовательной обработки. С целью обработки нескольких предметов по шаблону инструмент устанавливают в одном положении и выполняют поперечные и продольные подачи заготовок. При этом любая точка кромки резки начинает и заканчивает работу в самых разнообразных точках, не продолжая резание за границами данного интервала. Тангенциальные резцы также используют с вращательным движением подачи. Подобные модели подойдут для тонких заготовок и неглубоких профилей.
Лучший тонометр на запястье 2020 года — 8 ТОП рейтинг лучших
Радиальные (радиусные) варианты (в большинстве случаев призматические либо круглые) рассчитаны на вращательную подачу. Кромка во время обработки фасонным резцом этого типа описывает поверхность для работы радиально. При этом движение подачи для кромки пересекает ось предмета. Это дает возможность выполнять обработку с различной глубиной и создавать криволинейные формы. Ввиду площади больших размеров контакта оборудование подвергается большим нагрузкам. Более того при работах с длинными предметами малого сечения возможна их дефармация. Ввиду этого применяют пониженные режимы.
Если сравнивать с радиальными моделями они подойдут для работ со ступенчатыми заготовками меньшей жесткости ввиду срезания меньших сечений и меньших режущих сил.
Для поверхностей вращения резец выполняет подачу (чаще поступательную, порой радиальную), а заготовка – круговое движение.
Кроме токарных станков есть возможность применение фасонных резцов на строгальных, долбежных и специализированных для цилиндрических предметов. В данных случаях применяются модели радиальной конструкции с поступательной подачей, перпендикулярной оси детали. К примеру, детали зубодолбежных головок, работающие для работы с зубчатыми колесами цилиндрической формы.


В случае вращательной подачи применяют тангенциальную конструкцию. Кромка подобных моделей описывает поверхность вращения, касаясь предмета. При этом любая точка кромки в определенный момент убирает фрагмент заготовки и отходит от нее.
Винтовое движение подачи используется для заготовок подобающей формы. При этом резец совершает резание не в одном уровне, а углубляясь после любого прохода. Именно так нарезают резьбу.
Информация о фасонных резцах
Резцы имеют внушительное разнообразие видов – проходные резцы, расточные резцы, канавочные резцы. Каждый тип резца имеет своё предназначение. Некоторые универсальны и выполняют большое количество работ. Другие выполняют один вид работы, но делают это идеально. Самым сложным и нестандартным инструментом признали фасонный резец.
Его используют нечасто, однако в области его использования применить любой другой вид резцов просто нереально, так как они банально не справятся с поставленной задачей. Поэтому, подбор правильного резца может отнять приличное количество времени и усилий. Другое дело, что этим действительно стоит заниматься, так как качественный и уместный резец выполняет работу быстро, просто, беспроблемно.
Чем заслужил такие лавры данный вид резца? Тем, что его используют для обработки деталей, которые имеют сложную, нестандартную форму. Резцы фасонного типа обеспечивают более высокую точность относительно размеров и форм изготовляемого предмета – воспроизводят деталь с высокой точностью. Фасонный резец не используют в каждом первом предприятии – данный резец более сложный и оригинальный, чаще всего данный резец делают на заказ, для какого-то конкретного предприятия и под конкретную вещь, которую резец будет изготавливать до тех пор, пока не сломается. Из-за специфики производства они являются достаточно дорогими и рационально их использовать только в крупных серийных производствах.





