

Виды токарных резцов и их назначение
Всю совокупность существующих сегодня приспособлений можно условно классифицировать по ряду признаков:
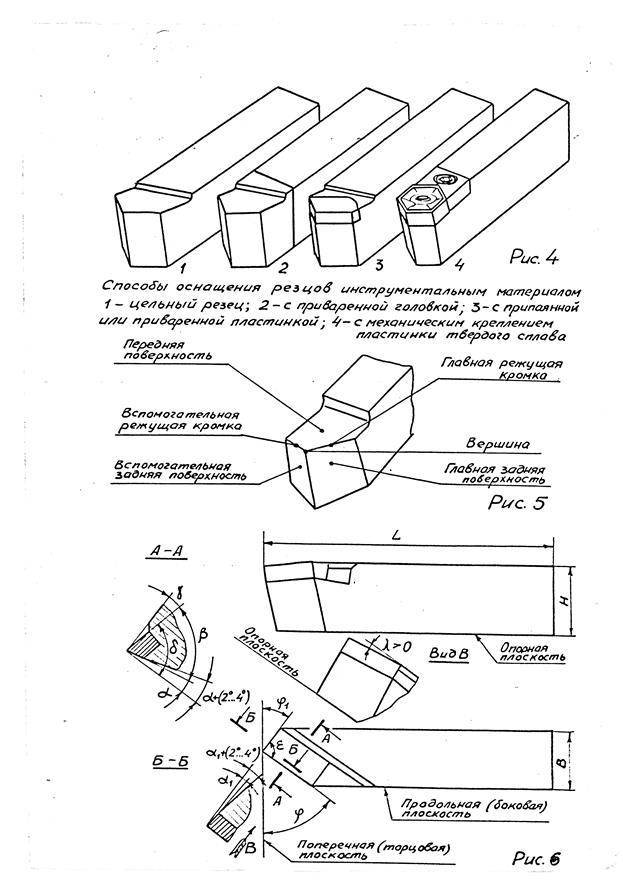
- характер исполнения – сборные (из напаянных твердосплавных пластин) или цельные (сделаны из монолитного бруска);
- технологическая роль – общие (для стандартных операций) и специальные (для сложных профилей);
- конфигурация лезвия – прямое или изогнутое (для деталей с труднодоступными местами), последнее – с самой разной формой искривления;
- класс обработки – черновые (грубая, для обдирки) и чистовые (тонкая, для финишного доведения);
- особенность подачи – на неподвижную заготовку (строгальные) или на вращающуюся.
Для облегчения классификации конструкция токарного резца или его ключевые отличия часто отражены в его названии. Так, например, по алмазному сразу ясно, что он предназначен для снятия слоев сверхтвердых материалов. Основная часть пружинного напоминает спираль и слегка амортизирует под нагрузкой. Какой формы лопаточный, думаем, понятно, что за характер воздействия у долбежного, кажется, ясно без лишних слов.
Теперь подробнее рассмотрим те популярные группы инструментов, которые сегодня используются регулярно.

Проходные
Наиболее распространены и более чем востребованы при наружной обработке цилиндрических деталей. Подразделяются на три категории:
- прямые – их лезвие идет строго параллельно оси вращения станочного оборудования;
- отогнутые – у них кромка расположена с отклонением влево или вправо (по отношению к державке), что позволяет существенно облегчать продольную подачу;
- упорные – уже с двумя изгибами, в результате чего головка приспособления приобретает ϟ-образную форму, поддерживающую деталь, не дающую ей изгибаться; благодаря этому подходят для снятия материала нежестких или длинных предметов.
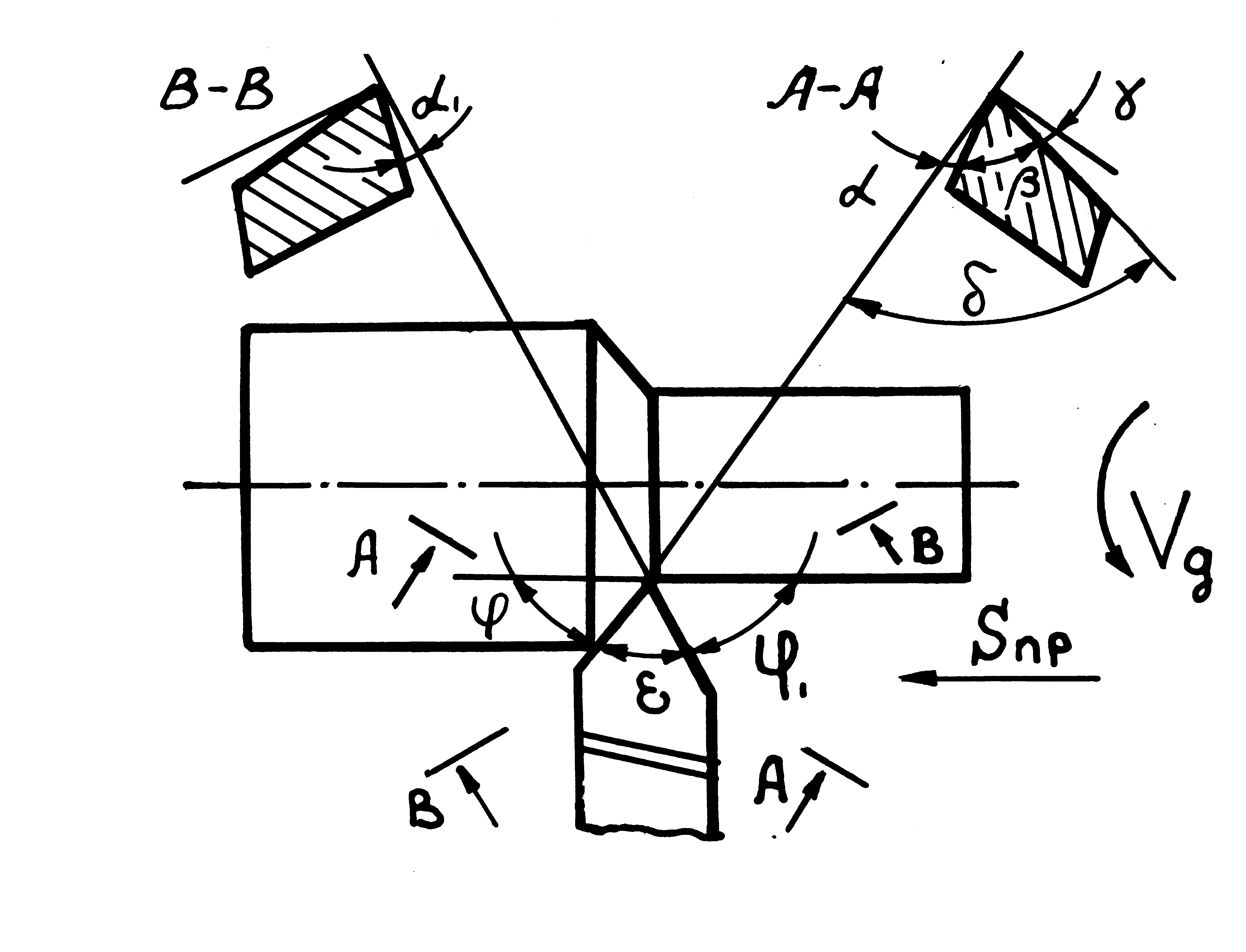
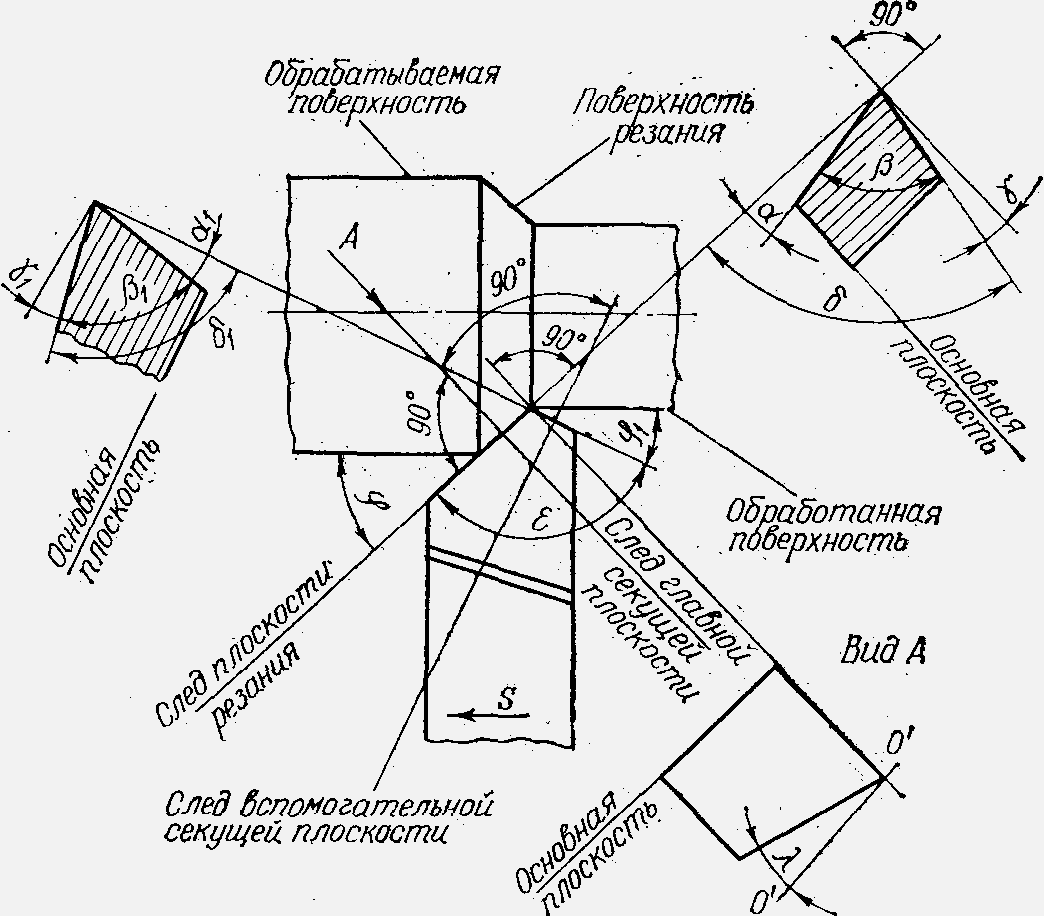
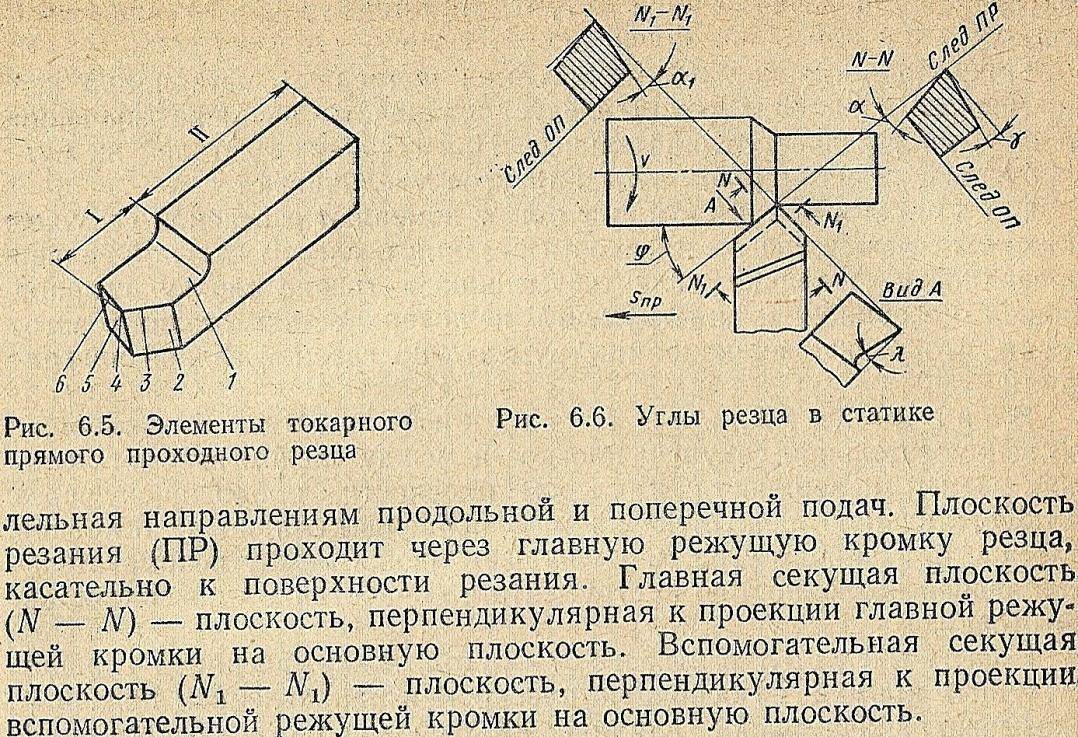
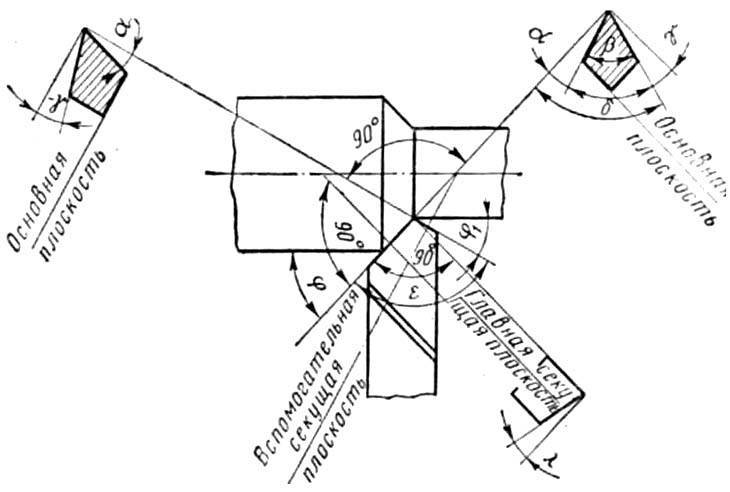
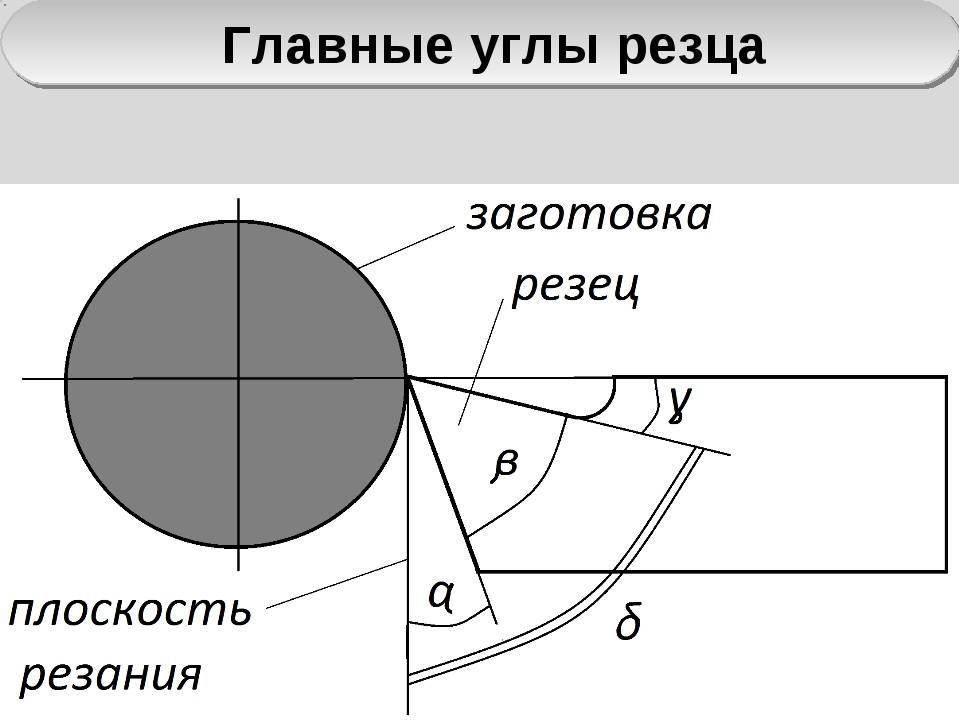
Различия, которыми обладают элементы и углы токарного проходного резца, хорошо видны на схеме ниже. Мы же добавим, что все 3 разновидности выпускаются и применяются по-настоящему массово. Поэтому, в целях разумной экономии без ухудшения качества, их чаще всего делают неразборными и исполняют из инструментальных сортов стали.
Подрезные
Нужны для создания уступов и торцевания вращающихся объектов. Хороши своей способностью поддерживать каждое из направлений подачи – это позволяет без труда формировать какие угодно уступы. Обычно являются сборными, так как к ним не предъявляются строгие требования по надежности.

Отрезные
Входят в группу канавочных, отличаются специфической конфигурацией лезвия: главная кромка у любого из них дополнена еще парой вспомогательных (по одной с каждой стороны), воздействующих и на боковые плоскости в месте контакта. Ее также выполняют трапецеидальной, зауживая к державке, с целью снизить трение. Зато головка усилена и, если загнута кверху, называется петушковой.
Важно располагать такой инструмент прямо напротив оси вращения и максимально близко к патрону, размещая корпус перпендикулярно детали, если нужно, используя жидкость для смазки и охлаждения

Резьбонарезные
Поддерживают высокую точность совмещения вала станка с области детали. За счет максимального соответствия профилей обеспечивают достоверность конечного результата. В зависимости от обрабатываемой поверхности делятся на 2 вида:
- внутренние – отогнутые, их нужно заводить в полую заготовку;
- наружные – прямые, с максимально удобным доступом.
В каждом из случаев важно синхронизировать подачу со скоростью вращения шпинделя

Расточные
Нужны для обеспечения соосности: такое приспособление вставляется в цилиндрическую деталь и снимает лишний материал до тех пор, пока она не будет идеально надеваться на вал.
Стоит учитывать, что операция производится в условиях высокого нагрева и затрудненного удаления стружки и использования СОЖ, поэтому выполнять ее нужно на невысоких скоростях и сильно не углубляясь.
Делятся на 2 вида:
- упорные – для тупиковых отверстий;
- проходные – для сквозных.
Их державки также могут быть разных размеров.

Сборные
Здесь строение токарного резца состоит из цельнометаллического профиля и съемной пластины, либо напаянной (приваренной), либо прикрепленной механически. Во втором случае фиксация осуществляется с помощью прижимов, резьбового соединения или эксцентриков – главное, чтобы она была достаточно надежной.
Для создания прочного лезвия также важно правильно выбрать материал. Это может быть как «классическая» инструментальная сталь, так и еще более твердые сплавы или, в качестве альтернативы, порошковый композит

Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.

Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Особенности сборных конструкций
Также стоит поговорить о резцах, обладающих сборной конструкцией. Универсальность данного компонента позволяет производить установку в него любых пластин. Например, при фиксации разных пластин режущего типа на станке, позволяет изготавливать разные детали из металлических заготовок.
В основном такие резаки применяют для работы на оборудовании ЧПУ. Кроме этого с ними делают сквозные и глухие отверстия и прочие действия.
Для чего затачивать?
Данная операция необходима также как нужно постоянно затачивать ножи. С наточенным лезвием можно выполнять работы более успешно и быстро. Если правильно наточить ножи, то во время работы не сойдет рабочая головка.
Не возникнет деформации, не образуются сколы, задиры. С острыми лезвиями можно выполнять работу более качественно. При правильной заточке резцов, можно легко сформировать необходимый паз и фигурные операции. Чтобы работа была более качественной и был достигнут оптимальный результат, учитывают много разных параметров.
На чем затачивать?
Ножи для токарных станков должны быть стальными. Чтобы их заточить, нужно иметь очень мощное оборудование. Лучше пользоваться расточными машинами. Они могут иметь разнообразную конфигурацию.
Конструкция в базовом составе оснащена двумя фиксаторами-основаниями, выдвижным подручником. Возможно использование регулируемых подручников. С ними можно закреплять заготовку разными способами.
При необходимости проведения доработки косого ножа, насаживают необходимую форму. Тогда придется пользоваться регулируемым подручником.
Лучше пользоваться держателями универсальных моделей. С ними можно затачивать типовые резцы разного вида.
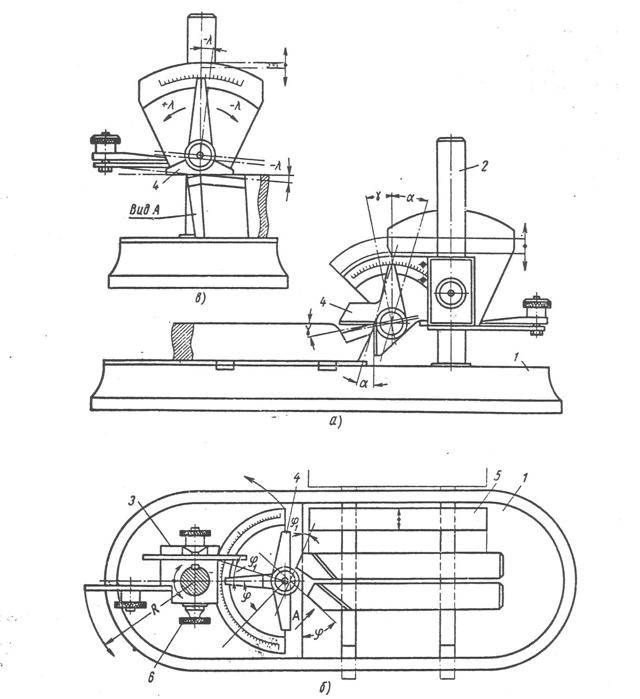
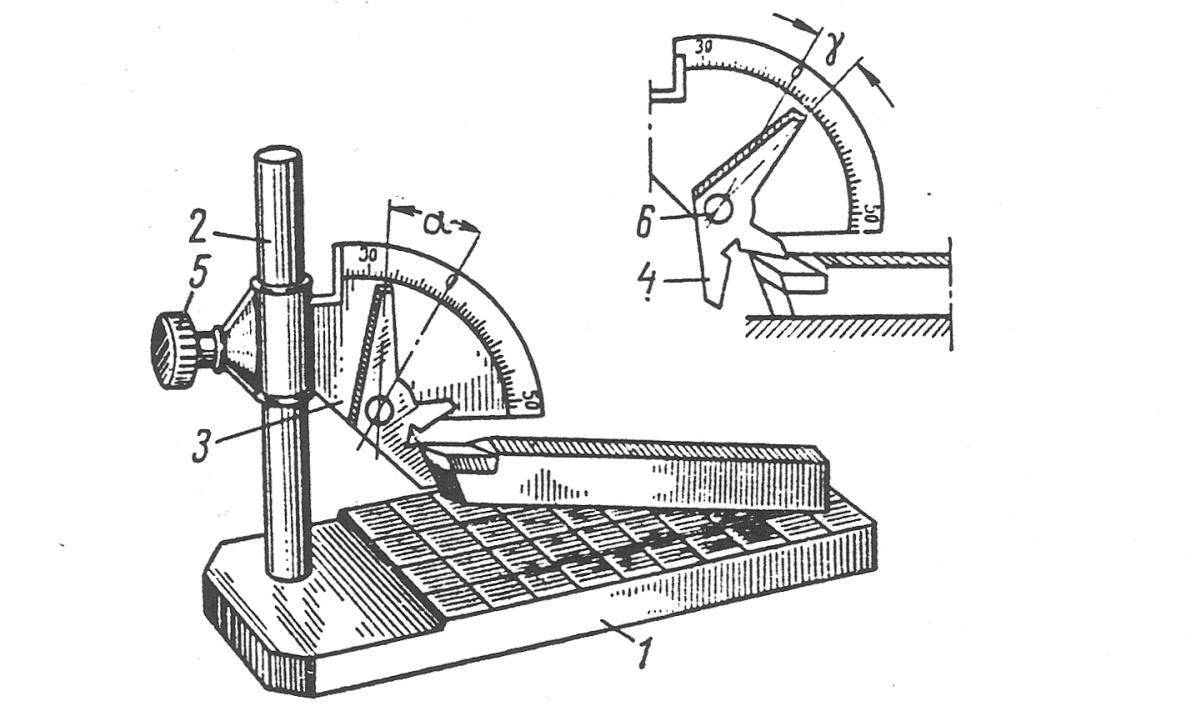
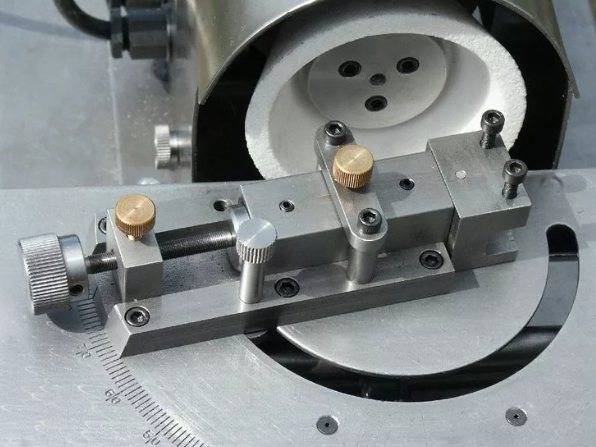
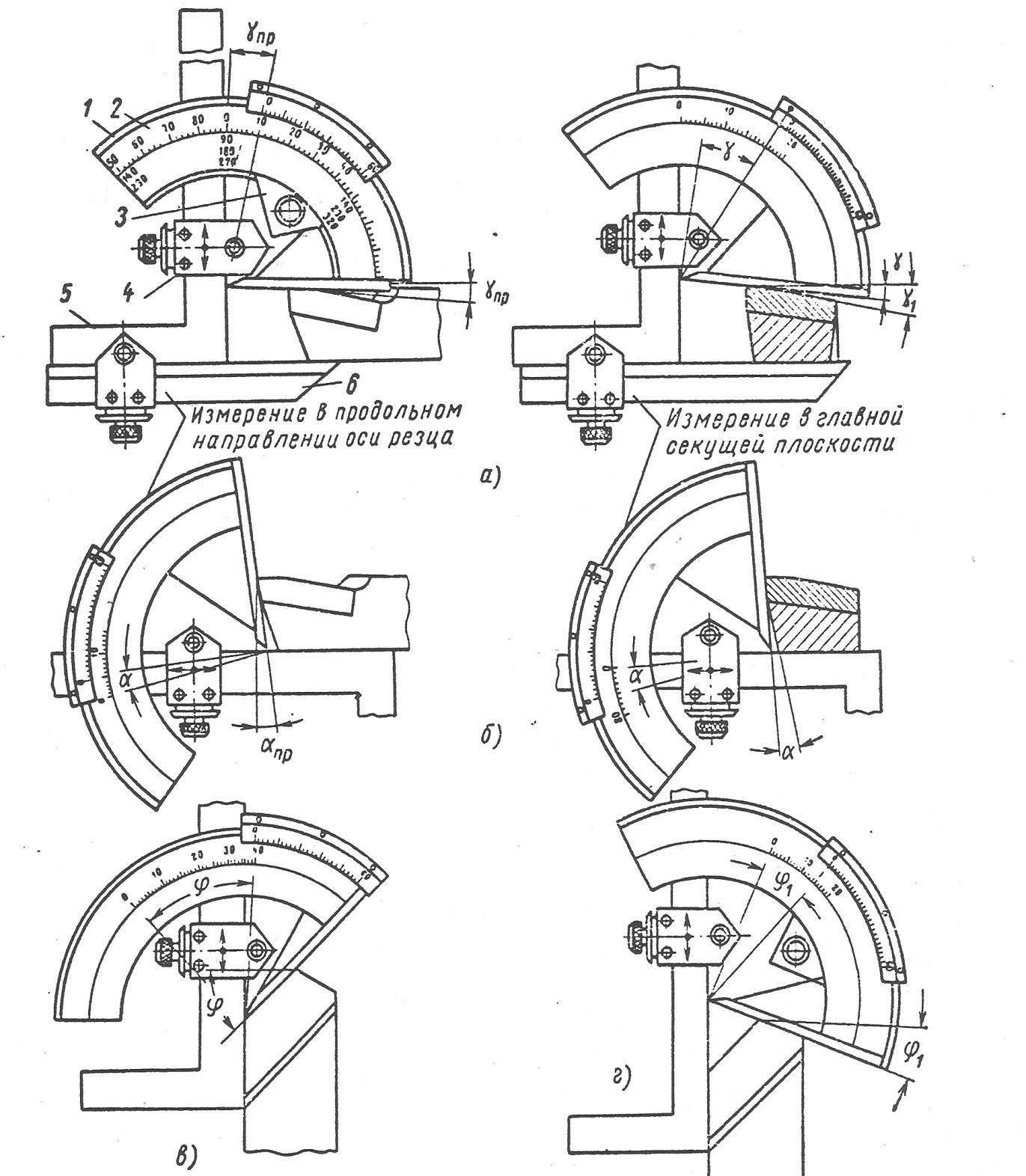
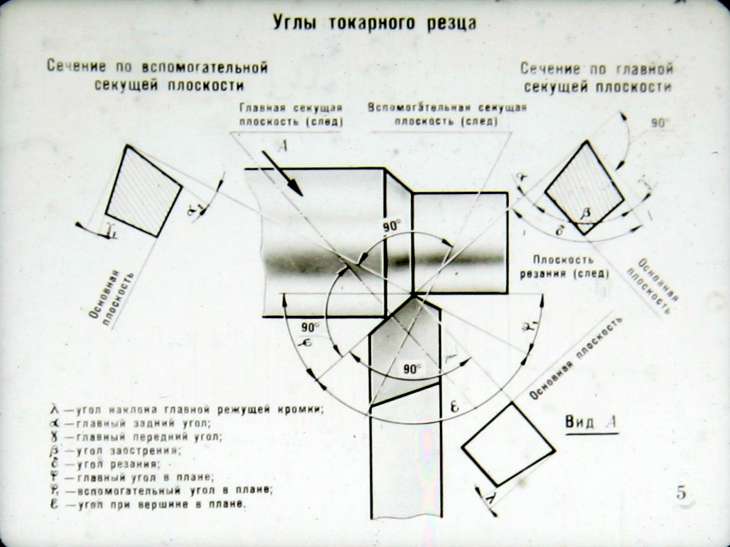
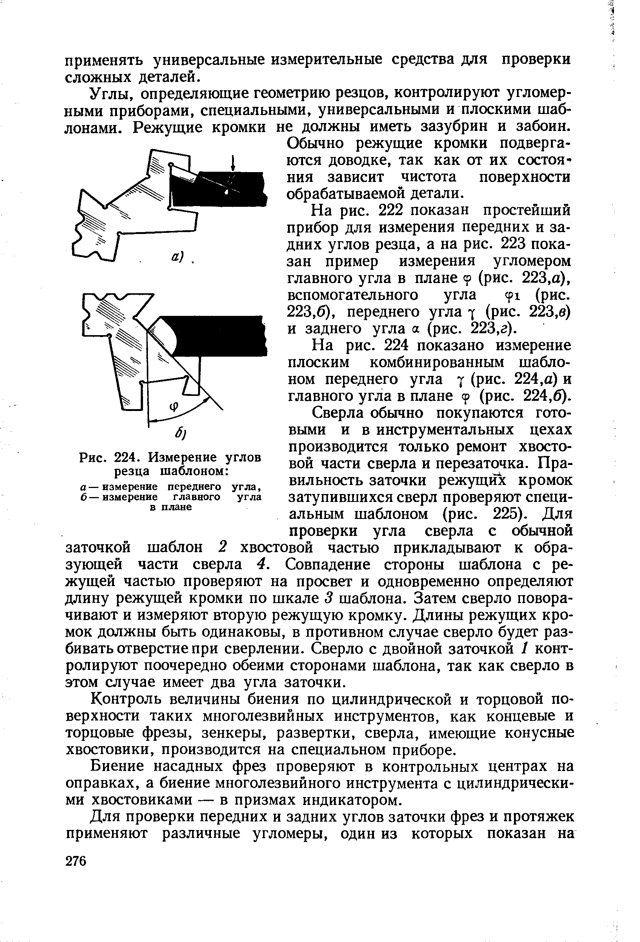
Измерение углов заточки токарного резца
Для максимальной точности результата выполнять его необходимо только специализированным ручным оборудованием. Оно состоит из следующих частей:
- основание – на него крепятся все остальные элементы;
- подвижный шаблон для стойки, настраивающийся в удобном положении;
- градуированная шкала, дающая возможность считывать показания;
- стопорный винт, позволяющий отметить и сохранить направление изменения значений.

Алгоритм фиксации результатов таков:
- размещаете инструмент;
- прикладываете его кромку;
- смотрите, сколько показывает – найденная цифра и будет фактическим градусом.
Метод прост в реализации и достаточно точен. Кстати, учитывая возможные различия в геометрии токарных резцов, углы в плане рекомендуется определять с использованием оборудования, оснащенного нониусом.



Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Источник
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
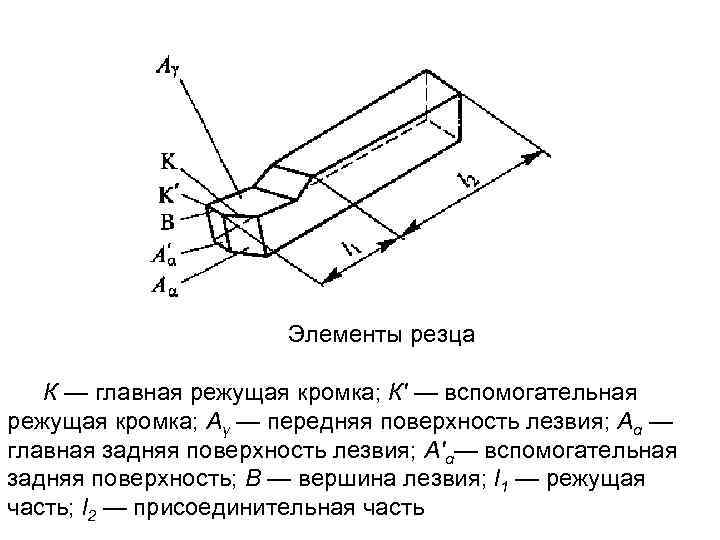
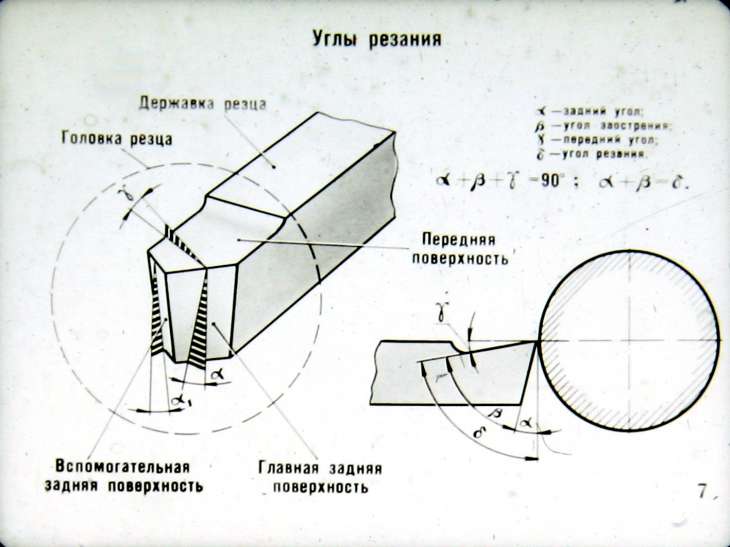
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.

Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия. Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Главные правила выбора инструмента
Заранее определитесь, зачем он нужен и в каких режимах вы планируете его эксплуатировать.
Учитывайте производственное назначение – возможностей того, что отлично подходит для разового или редкого применения в гараже или личной мастерской, вряд ли хватит для промышленности, с ее серийностью.
Ориентируйтесь не на цену (слишком низкая стоимость должна даже отпугивать), а на стойкость, посмотреть которую можно в таблице токарных резцов.
Обращайте внимание, возможна ли правка лезвия – если оно служит сравнительно дольше, но не может быть повторно заострено, а подлежит замене после первого же затупления, вы в конечном итоге потратите больше.

Как это поможет мне?
Используя единый язык обмена данными, можно повысить эффективность и качество сбора информации. Время обработки существенно сокращается, что позволит быстро и удобно ориентироваться в ассортименте режущего инструмента, который состоит из более чем 40,000 позиций. При использовании системы, совместимой со стандартом ISO13399, отпадает необходимость ручного ввода данных из каталога через компьютер в систему.
| Параметр | Определение | Параметр | Определение | Параметр | Определение |
| ALP | Осевой задний угол | DN | Диаметр шейки | PSIRL | Левый угол наклона режущей кромки |
| ANN | Вспомогательный задний угол | DSGN | Исполнение | PSIRR | Правый угол наклона режущей кромки |
| APMX | Максимальная глубина резания | D1 | Диаметр отверстия под винт | RADH | Радиальная высота корпуса |
| B | Ширина хвостовика | FHA | Угол подъёма стружечной канавки | RADW | Радиальная ширина корпуса |
| BAWS | Угол корпуса со стороны заготовки | FLGT | Толщина фланца | RE | Радиус при вершине |
| BBD | Сбалансировано конструктивно | FTDZ | Размер обрабатываемой резьбы | RETOLL | Нижнее отклонение радиуса при вершине |
| BBR | Сбалансировано индивидуально | H | Высота хвостовика | RETOLU | Верхнее отклонение радиуса при вершине |
| BD | Диаметр корпуса | HF | Функциональная высота | RPMX | Максимальная частота вращения |
| BHTA | Половина угла конуса | HRY | Нижняя точка от основной плоскости | S | Толщина пластины |
| BS | Длина кромки Wiper | HTB | Высота корпуса | SDL | Длина ступени |
| BSG | Стандарт | HTH | Высота | SIG | Угол при вершине |
| CDX | Максимальная глубина резания | IC | Диаметр вписанной окружности | SSC | Код размера гнезда под пластину |
| CHW | Ширина фаски при вершине | INSL | Длина пластины | SUBSTRATE | Основа |
| CICT | Число режущих элементов | IZC | Типоразмер пластины | TCDC | Допуск на диаметр резания |
| CND | Диаметр отверстия для подвода СОЖ | KAPR | Главный угол в плане | TCDMM | Допуск на диаметр хвостовика |
| CNSC | Тип подвода СОЖ к инструменту | KCH | Фаска при вершине | TCHA | Точность отверстия |
| COATING | Покрытие | L | Длина режущей кромки | TCT | Класс точности инструмента |
| CNT | Размер резьбы входного отверстия для СОЖ | LB | Длина корпуса | TCTR | Класс точности резьбы |
| CP | Давление СОЖ | LCF | Длина стружечной канавки | TD | Диаметр резьбы |
| CRKS | Размер резьбы центрального болта | LE | Эффективная длина режущей кромки | TDZ | Размер резьбы |
| CTPT | Тип операции | LF | Функциональная длина | TFLA | Длина компенсации патрона Z+ |
| CUTDIA | Максимальный диаметр отрезки обрабатываемой детали | LGR | Запас длины на переточку | TFLB | Длина компенсации патрона Z- |
| CW | Ширина резания | LH | Длина головки | THCHT | Длина режущей части метчика |
| CWTOLL | Нижнее отклонение ширины резания | LPR | Программируемая длина | THFT | Профиль резьбы |
| CWTOLU | Верхнее отклонение ширины резания | LS | Длина хвостовика | THLGTH | Длина резьбы |
| CXSC | Тип подвода СОЖ к зоне резания | LSC | Длина закрепления | THUB | Ширина червячной фрезы |
| CZC | Размер соединения | LSCN | Минимальная длина закрепления | TP | Шаг резьбы |
| CZC MS | Размер соединения со стороны станка | LSCX | Максимальная длина закрепления | TPI | Ниток на дюйм |
| CZC WS | Размер соединения со стороны заготовки | LSD | Длина закрепления | TPIN | Ниток на дюйм, минимум |
| DAH | Диаметр отверстия под головку винта | LU | Рабочая длина (max рекомендуемая) | TPIX | Ниток на дюйм, максимум |
| DAXIN | Минимальный внутренний диаметр торцевой канавки | MHD | Присоединительные размеры | TPN | Минимальный шаг резьбы |
| DAXX | Максимальный наружный диаметр торцевой канавки | MIID | Эталонная пластина | TPX | Максимальный шаг резьбы |
| DBC | Диаметр окружности болтов | MMCC | Заданный крутящий момент | TQ | Крутящий момент |
| DC | Диаметр резания | NOF | Число стружечных канавок | TSYC | Обозначение инструмента |
| DCB | Диаметр отверстия | OAH | Общая высота | ULDR | Отношение рабочей длины к диаметру |
| DCBN | Минимальный диаметр отверстия | OAL | Общая длина | WB | Ширина корпуса |
| DCBX | Максимальный диаметр отверстия | OAW | Общая ширина | WF | Функциональная ширина |
| DCF | Диаметр резания, контакт по торцу | OHN | Минимальный вылет | WSC | Ширина закрепления |
| DCON | Диаметр соединения | OHX | Максимальный вылет | WT | Вес элемента |
| DCSFMS | Диаметр контактной поверхности со стороны станка | PHD | Диаметр предварительно обработанного отверстия | W1 | Ширина пластины |
| DCSFWS | Диаметр контактной поверхности со стороны заготовки | PHDX | Максимальный диаметр предварительно обработанного отверстия | ZEFF | Число эффективных торцевых режущих кромок |
| DCX | Максимальный диаметр резания | PL | Длина режущей части | ZEFP | Число эффективных периферийных режущих кромок |
| DIX | Максимальный диаметр для устройства замены инструмента | PRFRAD | Радиус профиля | ZWX | Максимальное число пластин Wiper |
| DMIN | Минимальный диаметр отверстия | PRSPC | Характеристика профиля | ||
| DMM | Диаметр хвостовика | PSIR | Угол в плане (дюйм.) |
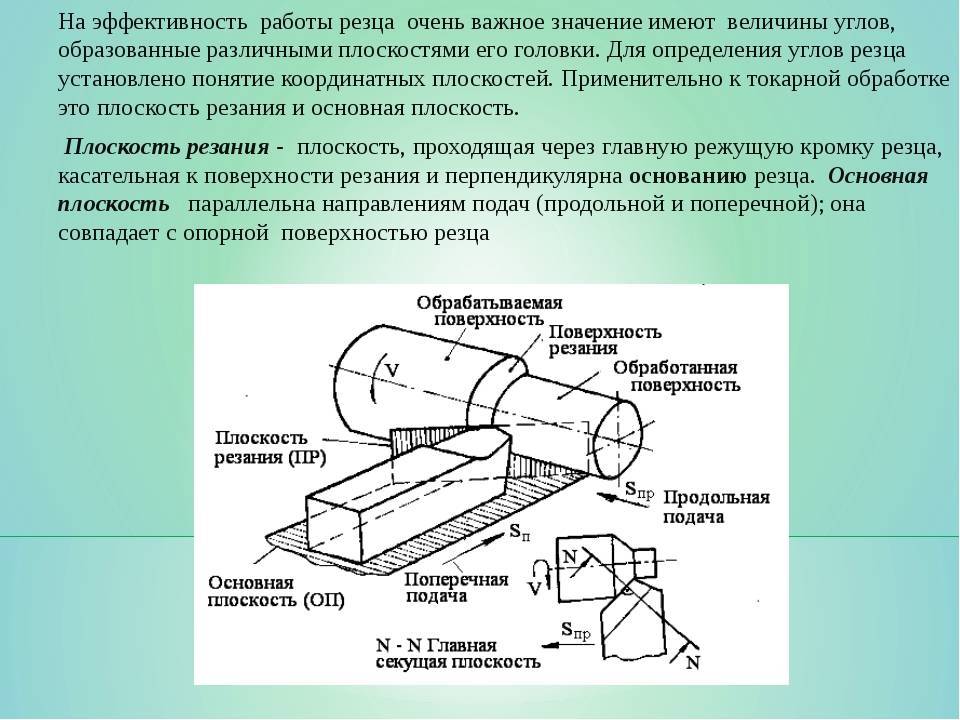
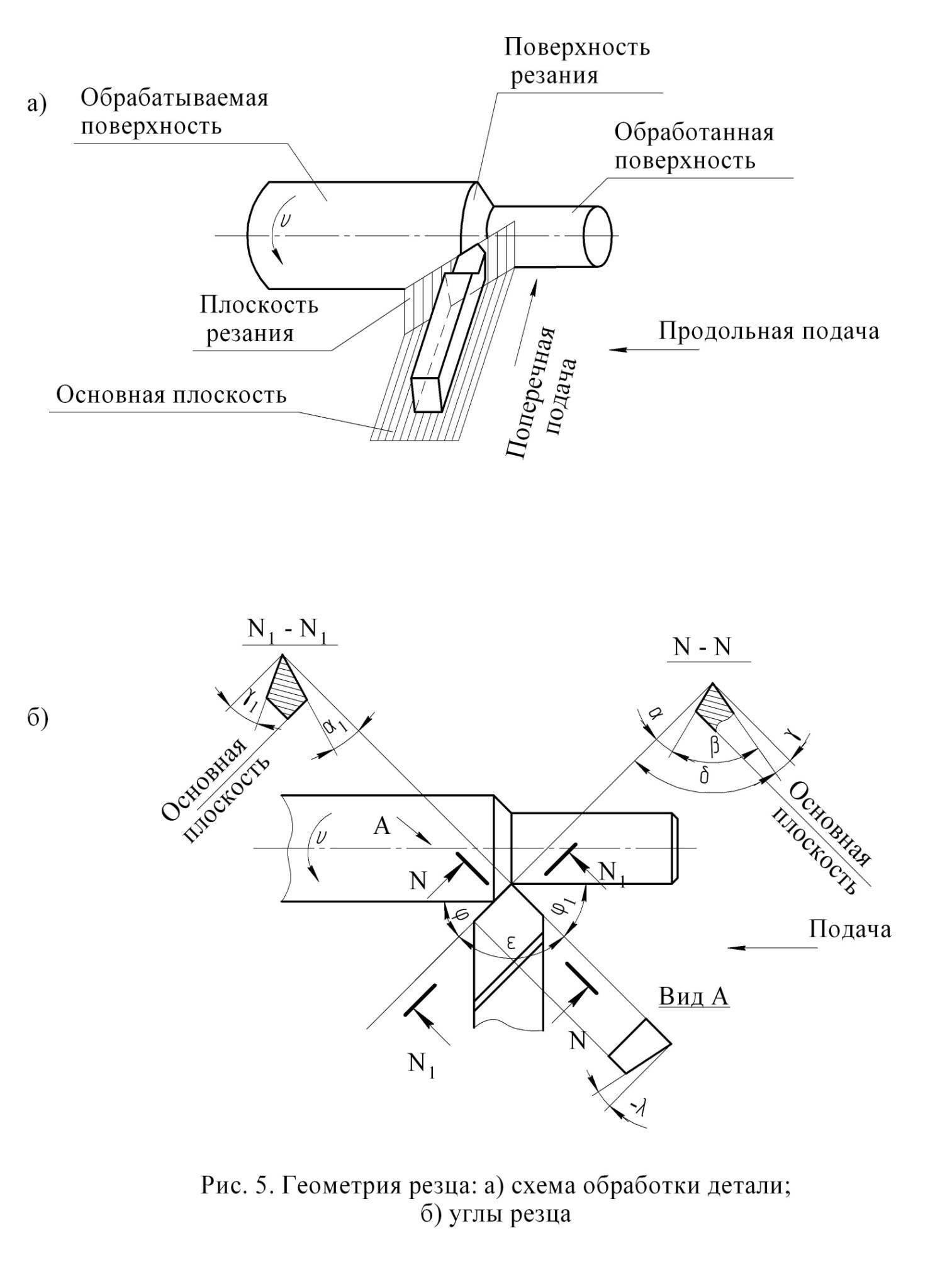
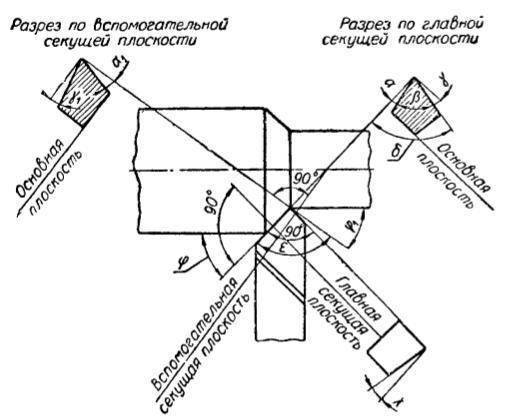
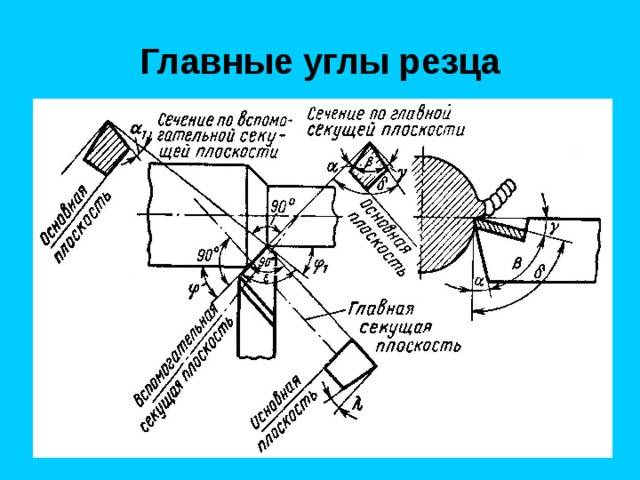
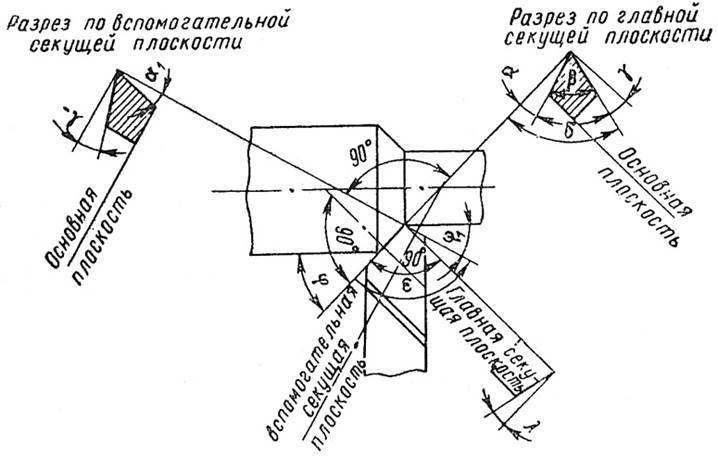
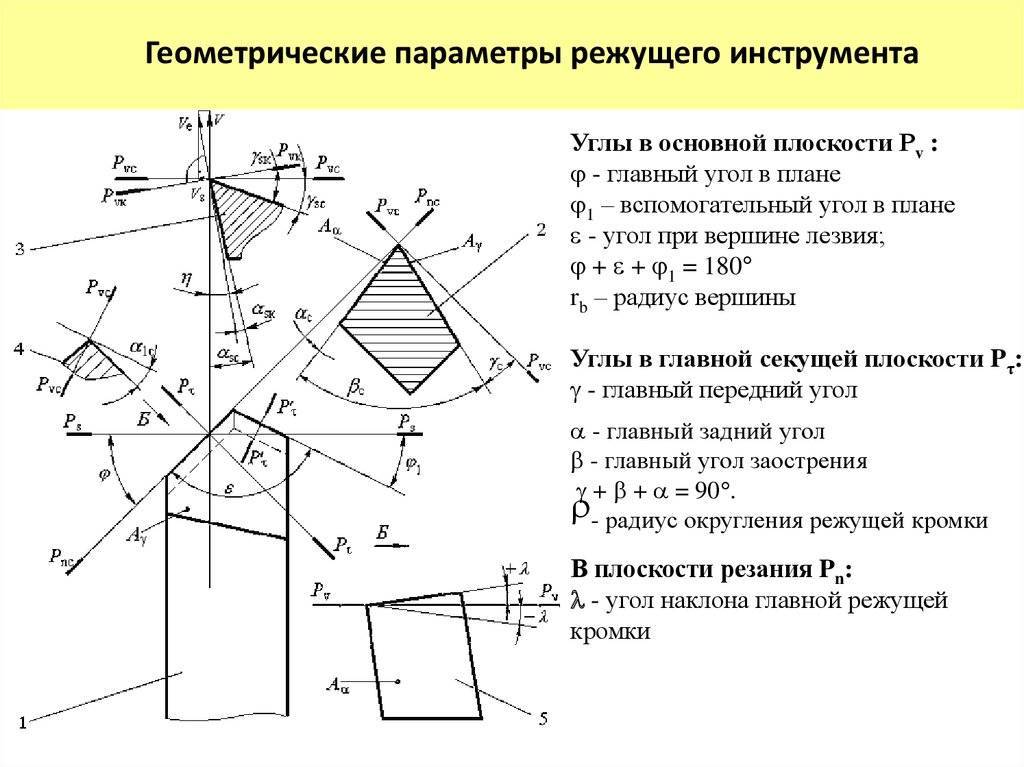
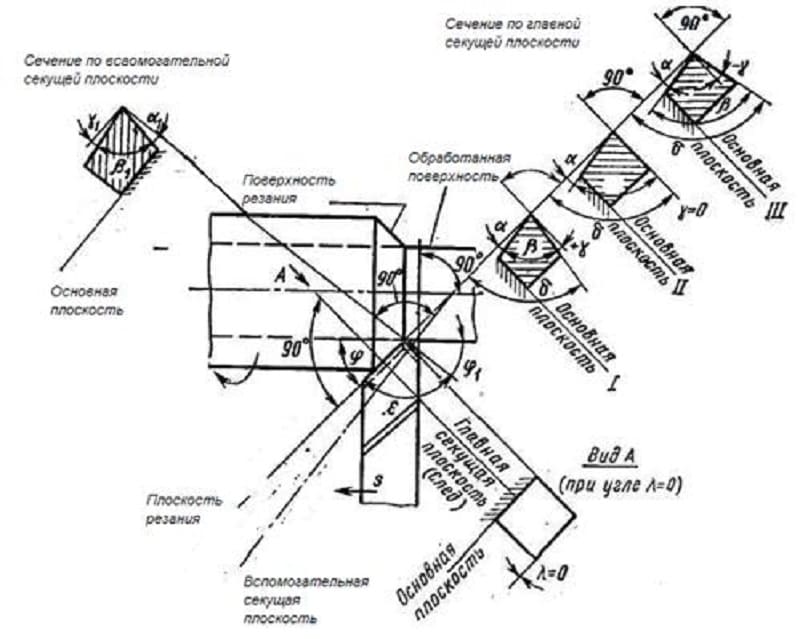
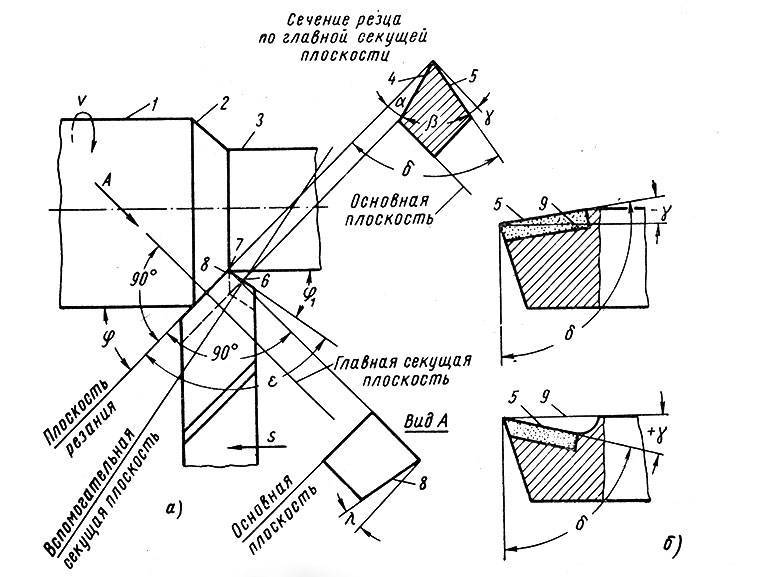
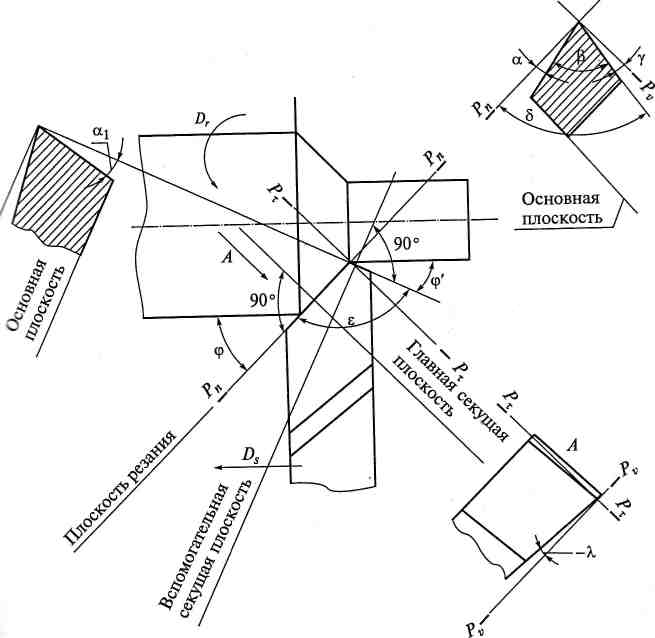
Плоскости обработки
Выделяют следующие их виды:
- основная – идет параллельно вектору подачи, будь он продольным или поперечным;
- резания – ее формирует лезвие (непосредственно) и та площадь, на которую оно воздействует (по касательной).
Плюс, есть пара секущих – главная и дополнительная. Направление первой – через свободную точку острия перпендикулярно проекции, вторая создается сходным образом и тоже под прямым углом, только уже через вспомогательную кромку.
Все полученные значения стоит записывать, ведя таким образом техническую документацию, которая при необходимости поможет рассчитать точность, скорость, качество съема материала и примерный срок службы инструмента с учетом интенсивности его эксплуатации.

Это интересно: Технология сварки нержавейки аргоном – важные особенности и тонкости





