

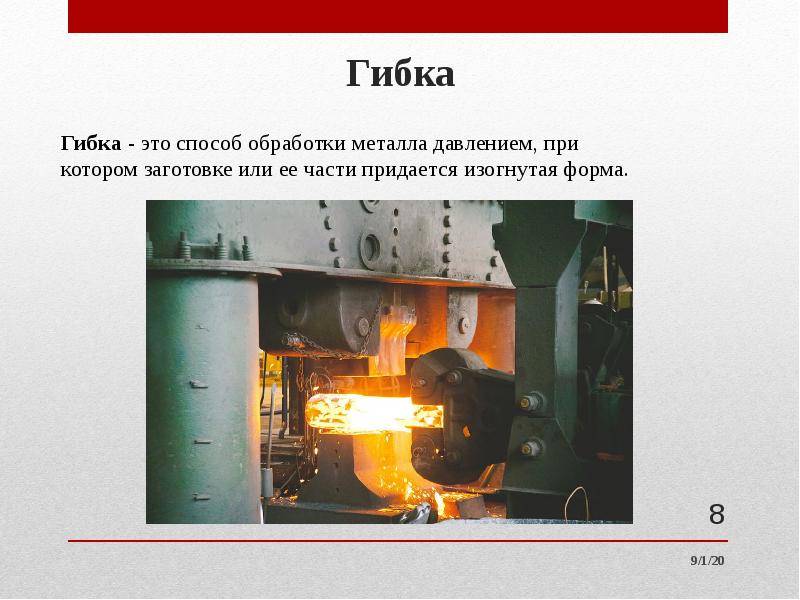
Обработка металлов под давлением
При этом способе обработки форма и размеры изделия изменяются в процессе деформирования. Метод обладает рядом преимуществ:
- Улучшение структуры металла.
- Повышение физико-механических свойств материала.
- Придание сплаву химической однородности.
- Минимизация усадочной пористости.
- Повышение прочности и эластичности металла.

Как будет обрабатываться металл? Это зависит от того, какая технология выбрана. Основные методы обработки под давлением перечислены в таблице ниже:
| Процесс | Цель | Виды |
| Прокатка | Уменьшение геометрических параметров поперечного сечения детали, придание требуемой конфигурации | поперечная; продольная; поперечно-винтовая |
| Ковка | Создание детали определенной формы с помощью высокотемпературного нагрева и инструментов | ручная ковка; штамповка; ковка с помощью оборудования |
| Прессование | Выдавливание металла на оборудовании со сменной матрицей | Прессование в горячем/холодном состоянии |
| Волочение | Формирование изделия с заданным профилем поперечного сечения | сухое/мокрое; черновое/чистовое; однократное/многократное; холодное/горячее |
| Объемное штампование | Получение изделия нужной конфигурации при помощи штампа | Процесс обработки с открытым/закрытым штампом |
| Листовое штампование | Создание детали гидравлическим или кривошипно-шатунным прессом | раздельное; формообразующее |
Отдельно надо отметить холодную обработку металла под давлением. Такой способ позволяет изменить физико-химические показатели изделий, придать им желаемую форму и размер, сохранив целостность материала.
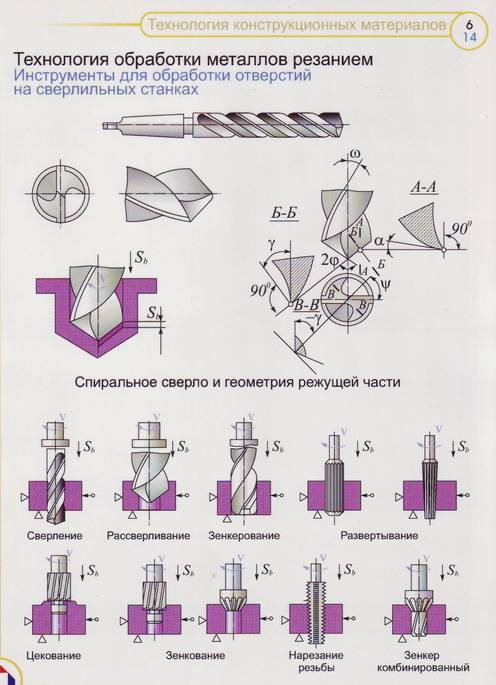
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Особенности твердых сплавов
К труднообрабатываемым металлам относятся жаропрочные и нержавеющие стали и сплавы. Эти материалы представляют собой твердый раствор аустенитного класса, поэтому им присущи такие качества, как высокое сопротивление к коррозии, способность работать в напряженном состоянии на протяжении длительного времени, стойкость к химическому разрушению. Кроме этого, некоторым видам данных металлов присуща структура высокой дисперсности. За счет этого процесс скольжения практически не происходит.
Также усложняется обработка по следующим причинам:
- при резке происходит упрочнение материала;
- сплавы такого характера обладают низкой теплопроводностью, а потому контактная часть обрабатываемой детали и инструмента начинают схватываться;
- сохраняется исходная прочность даже при очень высокой температуре;
- высокая истирающая способность сплавов приводит к образованию включений, которые негативно отражаются на инструменте;
- виброустойчивость металлов обуславливается неравномерное протекание процесса резания, а значит, получить желаемое качество обработки не получится.
Советы по выбору режущих инструментов по металлу
При выборе режущих инструментов по металлу учитывайте следующие рекомендации.
Лучшим выбором всегда станет инструмент, который предназначен для конкретных операций над заготовками из определенных материалов. Списки подходящих приспособлений вы найдете в описаниях технологических процессов.
Также учтите, что многие операции выполняются с применением нескольких инструментов — для черновой, получистовой и чистовой обработки. Отличный пример — нарезание внешних и внутренних резьб.
Второй фактор, который также оказывает сильное влияние на выбор режущего инструмента по металлу — тип применяемого оборудования. Приобретайте приспособления с подходящими креплениями. Такие инструменты фиксируются максимально надежно. Биение сводится к минимуму. При этом значительно повышается качество обработки заготовок и изделий.
Изучайте технологические карты, в которых указывают основные параметры резания. Это поможет подобрать инструменты, рабочие и основные части которых изготовлены из подходящих сплавов
К примеру, для операций над заготовками из труднообрабатываемых материалов используют твердосплавные режущие инструменты по металлу.
Принимайте во внимание производительность. На нее сильно влияет износостойкость и качество инструментов
Для обработки заготовок и изделий в домашних условиях лучше всего подходят приспособления низкого ценового сегмента. На предприятиях, специализирующихся на серийном и массовом производстве, на качестве режущих инструментов для металлообработки обычно не экономят
Это особенно важно при изготовлении сложных и высокоточных деталей и изделий.
Приобретайте приспособления подходящей конструкции. Максимальные производительность и экономия достигаются при использовании сборных режущих инструментов
Параметры их рабочих частей можно оперативно изменять.
Добивайтесь высокой эффективности. Приспособления и оборудование должны использовать максимальное количество располагаемой мощности без снижения качества металлообработки и производительности.
Кому подходят
Металлургические профессии традиционно считаются физически энергозатратными – о них говорят, как о видах деятельности, требующих значительной силы и выносливости. Отчасти это так, но с течением времени производства модернизируются, и ряд процедур, ранее выполняемых вручную или посредством механического оборудования, сейчас осуществляется с помощью автоматических систем и компьютерного управления.
Аппаратчиками получения различных видов металла, операторами поста, инженерами металловедения и т. д. могут быть и женщины.
Зачастую работник на производстве в большей степени контролирует процесс, чем физически участвует в его осуществлении. А такой труд требует, в первую очередь, внимательности и дисциплинированности, то есть, умения запоминать технологический алгоритм и строго следовать протоколу исполнения, для чего нужны хорошая память и отменная реакция в условиях вынужденного отказа от стандартной процедуры
Монотонность повседневных действий «усыпляет» внимание работника и иногда становится причиной возникновения экстремальных ситуаций, поэтому очень важно уметь длительное время сохранять концентрацию
Большинство работ в цехах – это бригадный труд, требующий умения коммуницировать с напарниками и коллегами. Навыки конструктивного общения и понимание друг друга с полуслова – важная составляющая такого рода профессий.
Типы резки металла
| Технология | Особенности | Преимущества |
| Лазерная резка | Сфокусированный лазерный луч расплавляет лист четко по линии реза. | Экономичность, универсальность, высокое качество кромок, точная и тонкая линия реза, экономия материала, автоматическое выполнение раскроя любой сложности. |
| Плазменная резка | Сжатая режущая дуга эффективно режет токопроводные материалы: высоко- и низкоуглеродистые, высоколегированные и конструкционные стали, нержавейку, чугун, титан, биметаллы, цветметы. | Быстрота и качество резки, широкие возможности применения, экономичность. |
| Газокислородная резка | Направленная струя технически чистого кислорода с температурой выше 1000 °С прожигает материал по линии реза и выдувает продукты сгорания. | Эффективная резка металла толщиной от 5 до 200 см, включая углеродистые средне- и низколегированные стали толщиной 1–200 мм. |
| Гидроабразивная резка | Водная струя с примесью абразивных частиц подается на материал под давлением до 5000 атм. и режет его на молекулярном уровне. | Создание деталей сложной формы с точным соблюдением размеров. Сохранение физико-механических характеристик материала. Исключение риска деформации. Возможность резки всевозможных металлов и сплавов в пределах толщины 300 мм. |
Общие сведенья о токарной обработке металла
Процедура обработки металла производится на специальных токарных станках при помощи различных режущих инструментов. Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.
Обрабатываемая деталь начинает вращаться с большой скоростью и резцом, сверлом или другим режущим инструментом с нее по всей поверхности снимается небольшой слой металла.
С помощью постоянного перемещения инструмента происходит непрерывность резки детали до необходимых размеров и форм. Более подробный процесс токарной обработки детали можно посмотреть по видео ролику.




Станки позволяют производить эффективную обработку различных заготовок, получив в результате коническую, резьбовую, цилиндрическую, фасонную или другую поверхность. С помощью токарных работ могут быть выполнены:
- кольца;
- валы;
- шкивы;
- муфты;
- зубчатые кольца;
- втулки;
- гайки.
Кроме этого, на токарном станке можно:
- Вытачивать канавки.
- Отрезать различные части изделий.
- Делать обработку разных отверстий при помощи зенкерования, развертывания, сверления, растачивания.
- Нарезать резьбу.
В процессе выполнения работ следует обязательно пользоваться различным измерительным инструментом, которым определяются размеры, формы и варианты расположения заготовок. При единичном и мелкосерийном производстве для этого применяются нутромеры, штангенциркули, микрометры. На больших предприятиях пользуются предельными калибрами.
Преимущества токарной обработки металлов
Такой процесс считается универсальной технологией и применяется для изготовления различных изделий из сплавов и металлов. На станке, оснащенном резцами специально назначения, можно обрабатывать даже особо твердые материалы.
Основные достоинства технологии:
- Высокая чистота поверхности получаемых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл изделия со сложной конфигурацией.
- Полученная после обработки детали стружка переплавляется и может использоваться повторно.
- При применении специального оборудования есть возможность производства крупногабаритных деталей.
Кроме этого, с помощью токарного оборудования можно организовать серийное производство изделий различного назначения.
Требования по технике безопасности во время проведения слесарных работ
При выполнении слесарных работ по металлу, которые выполняются в производственном помещении, и особенно когда производится металлообработка в домашних условиях, необходимо соблюдать следующие требования по технике безопасности:
- на верстак нужно класть только те инструменты и детали, которые будут необходимы для выполнения данной работы;
- слесарную обработку металлов нужно выполнять только после того, как надежно закрепили их в тисках;
- стружку и пыль с верстака сметать только щеткой;
- не выполнять сверлильные работы и не производить заточку инструмента с забинтованными пальцами или в рукавицах во избежание их захвата сверлом;
- в процессе работы станка запрещается открывать и снимать защитные кожухи, ограждения и предохранительные устройства;
- при чеканке, клепке, рубке и других работах, при которых есть вероятность отлетания металлических частиц, необходимо использовать защитные очки или маску с небьющимися стеклами, отгородив при этом рабочее место сетками и переносными щитами во избежания травмирования людей, работающих рядом или проходящих мимо;
- пневматический инструмент должен применяться с гибкими шлангами. Категорически запрещается использовать шланги, на которых имеются повреждения.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.

Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.

Отжиг
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Выбор оборудования
Выбирая металлообрабатывающее оборудование следует обратить внимание на несколько основных характеристик:
Функционал – на современном рынке представлены станки, выполняющие определенные работы, а также целые системы, которые объединяют в себе несколько типов металлообрабатывающего оборудования.
Степень автоматизации – для небольших предприятий можно выбирать оборудование с ручным или полуавтоматическим управлением. Для производственных предприятий целесообразнее приобретать высокоэффективное автоматическое оборудование, требующие минимального вмешательства оператора.
Производитель – стремясь сэкономить, и приобретая самое дешевое металлообрабатывающее оборудование, в основном китайского производства, многие сталкиваются с проблемой частого ремонта и сложного обслуживания устройств. В результате, сэкономив средства на покупке, тратят их на восстановление работоспособности машин, а также теряют доход во время простоя. Чтобы металлообрабатывающие устройства действительно приносили доход, и не выходили из строя в течение длительного срока эксплуатации, их необходимо приобретать у надежного производителя, изделия которого проверены временем и имеют положительные отзывы от клиентов
Поставщик оборудования должен быть официальным представителем того или иного производителя, в противном случае, вы не можете быть уверенны, что получите качественное и долговечное оборудование.
Гарантийные обязательства – выбирая машины для работы с металлами, обращайте внимание на то, какие условия обслуживания по гарантии (и после ее истечения) обещает производитель, а также на возможность модернизации оборудования при необходимости.
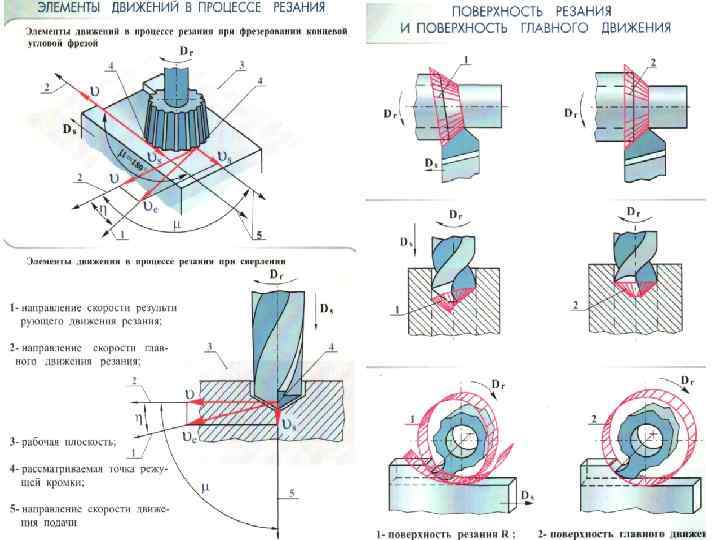
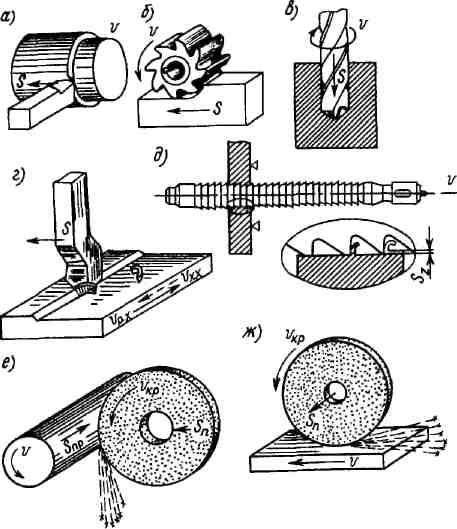
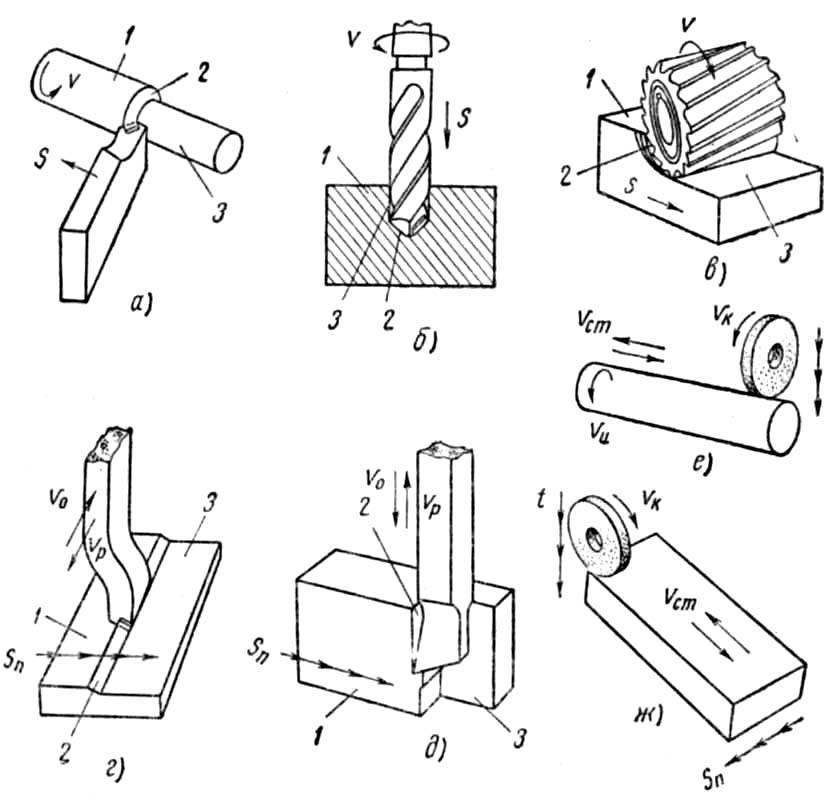
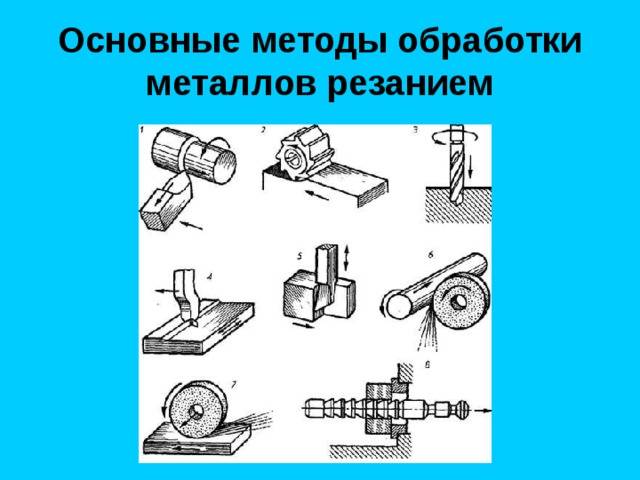
Способы механической обработки металлов
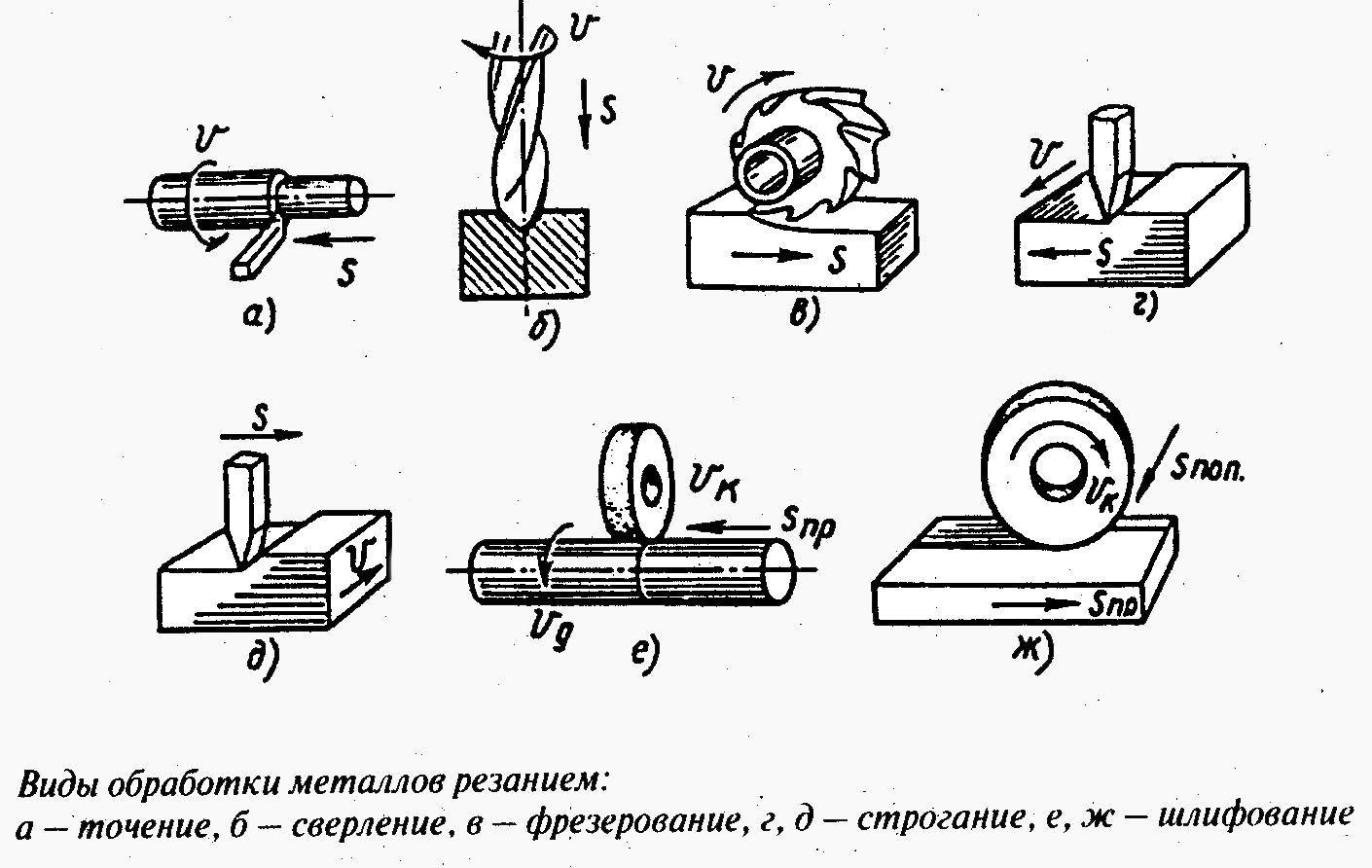
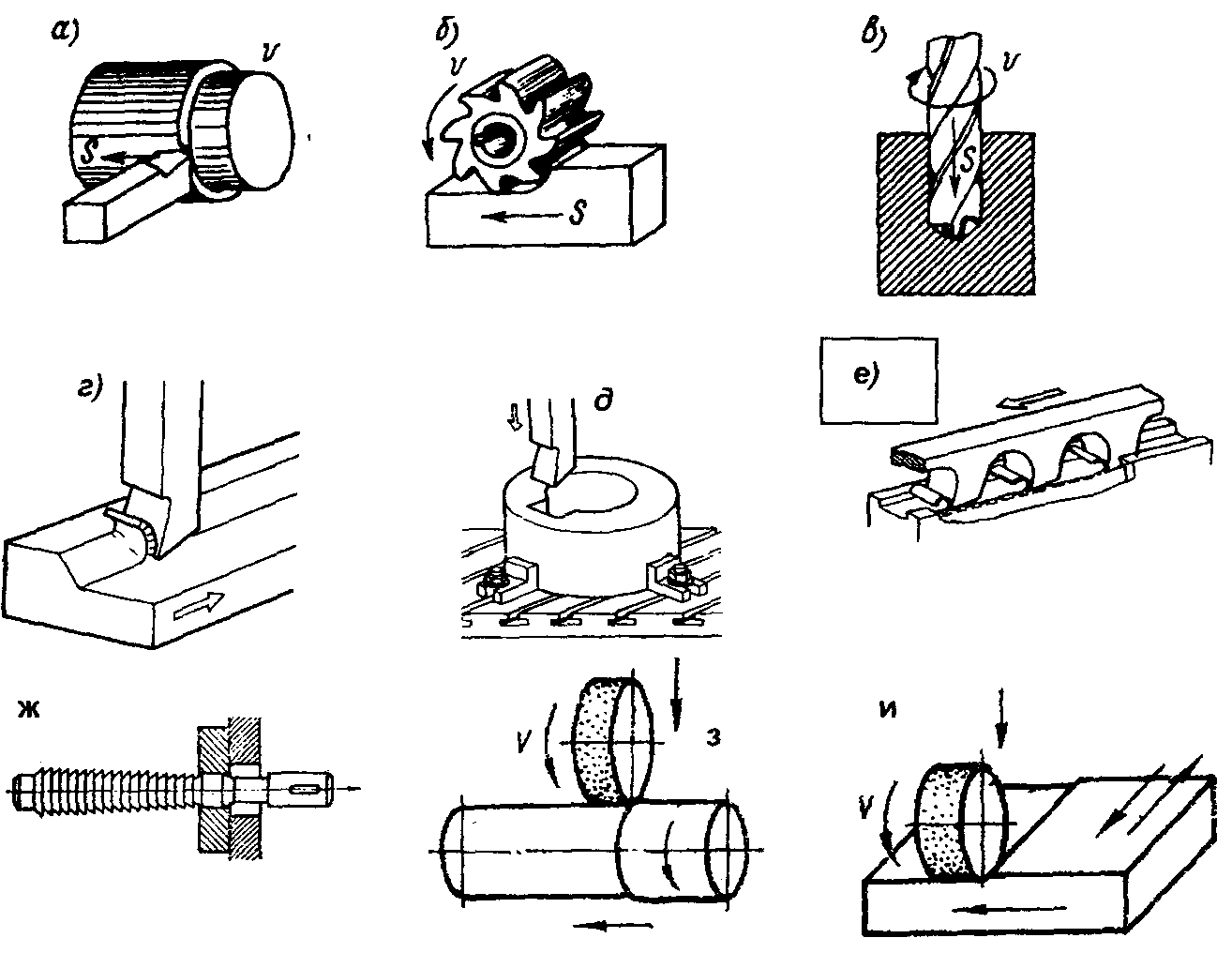
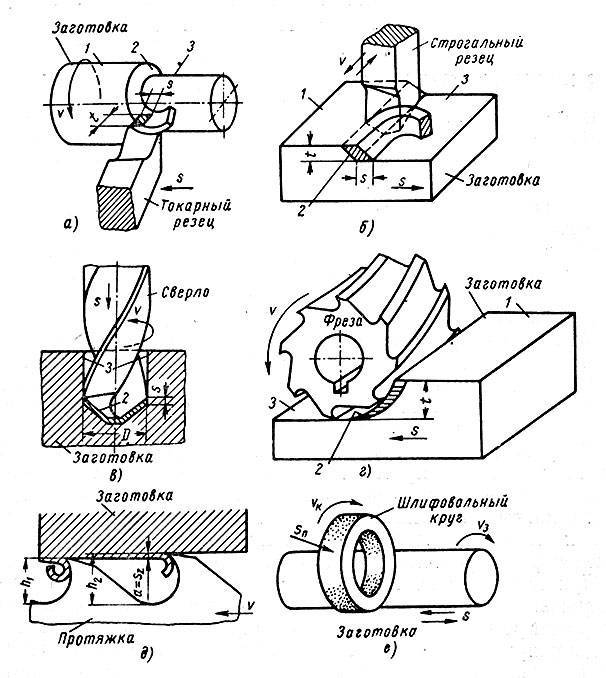
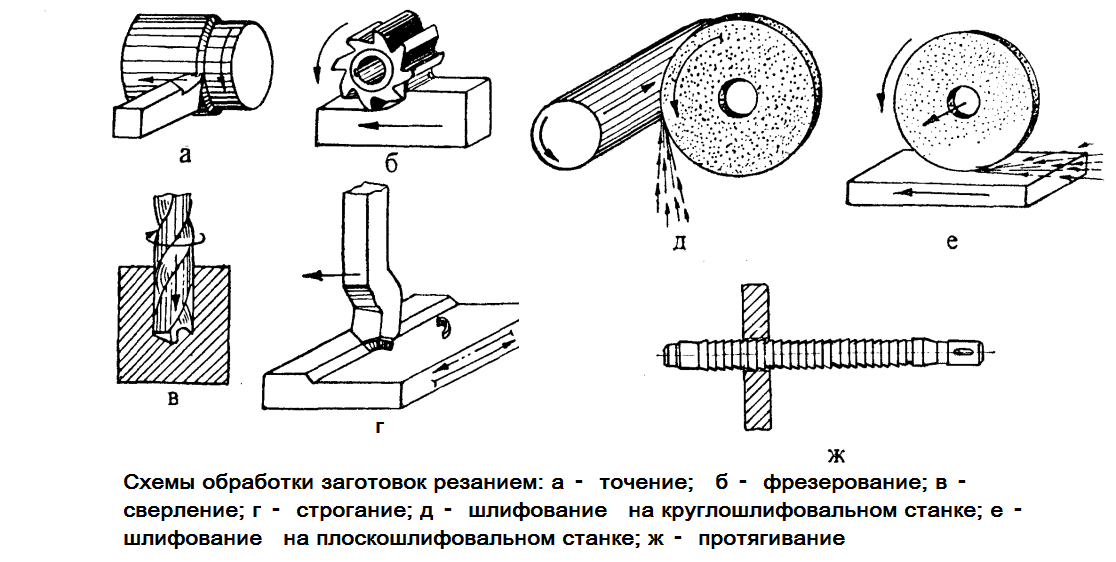
Отдельного внимания заслуживают виды механической обработки металлов. По-другому механическое воздействие можно назвать методом резания. Такой метод считается традиционным и самым распространенным. Стоит заметить, что основными подвидами данного метода являются различные манипуляции с рабочим материалом: раскрой, резка, штамповка, сверление. Благодаря именно этому способу предоставляется возможность получения из прямого листа или чурки нужной детали с необходимыми размерами и формой. Еще с помощью механического воздействия можно добиться необходимых качеств материала. Часто подобный способ применяют, когда нужно сделать заготовку, пригодную для дальнейших технологических операций.





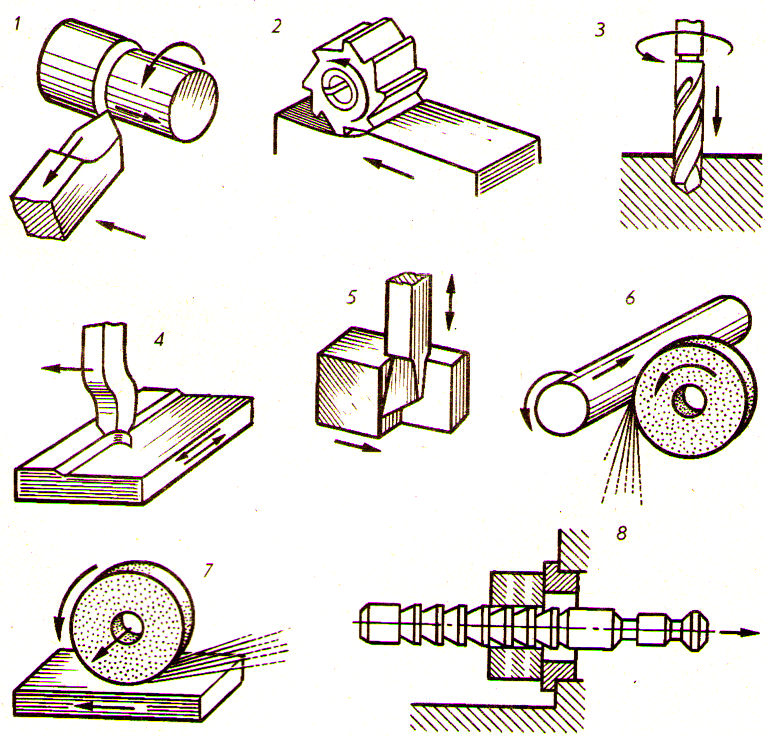


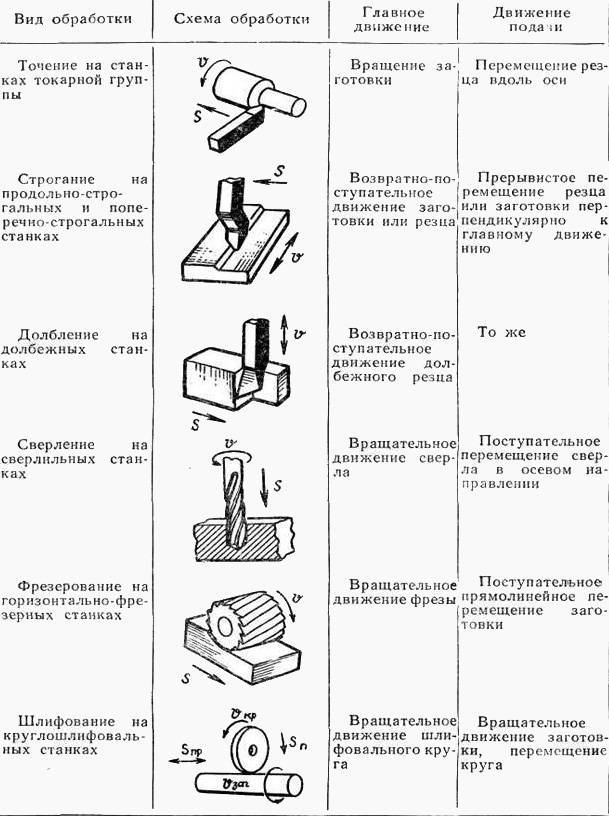
Виды обработки металлов резанием представлены точением, сверлением, фрезерованием, строганием, долблением и шлифованием. Каждый процесс отличается друг от друга, но в целом резание – это снятие верхнего слоя рабочей поверхности в виде стружки. Наиболее часто применяются методы сверления, точения и фрезерования. При сверлении деталь закрепляется в неподвижном положении, воздействие на нее происходит сверлом заданного диаметра. При точении обрабатываемая деталь вращается, а режущие инструменты перемещаются в заданных направлениях. При фрезеровании используется вращательное движение режущего инструмента относительно неподвижно закрепленной детали.
Сколько получают
Зарплаты металлургов зависят от специализации, квалификации, должности, региона и других факторов. В сводном списке, составленном на основе открытых вакансий, можно представить следующий перечень средних по России окладов:
- Литейщик цветных металлов, термист, прокатчик, кузнец, гальваник: 30–35 тыс. руб.
- Сталевар, горновой, штамповщик: 35-40 тыс. руб.
- Вальцовщик, токарь-универсал, фрезеровщик: 50–60 тыс. руб.
- Сварщик, оператор станков по обработке металла с ЧПУ: 65–75 тыс. руб.
Выше зарплаты (на 30–100%) у руководящего состава предприятия. По географическому принципу – большие заработки в Москве и отдаленных (в том числе северных) районах страны.
Химическая обработка
Чтобы понимать, как влияют химические вещества на заготовку, требуется знать, чем обработать металл. С помощью химикатов очищаются металлические поверхности от ржавчины и грязи. Также применяя гальванический процесс, позволяющий нанести защитное покрытие на заготовку. Химические вещества улучшает показатели устойчивости к коррозийным процессам. Существует несколько методов обработки материала химическими веществами:
- Цементация — металл насыщается углеродом.
- Борирование — при насыщении материала бором, увеличивается его показатель износоустойчивости.
- Хромирование — хромом насыщаются только верхние слои металла. Устойчивость к коррозийным процессам увеличивается, но прочность не изменяется.
- Азотирование — применяется для увеличения устойчивости металла к воздействию влаги и механическим повреждениям.
Также материалы могут покрываться защитным слоем алюминия.
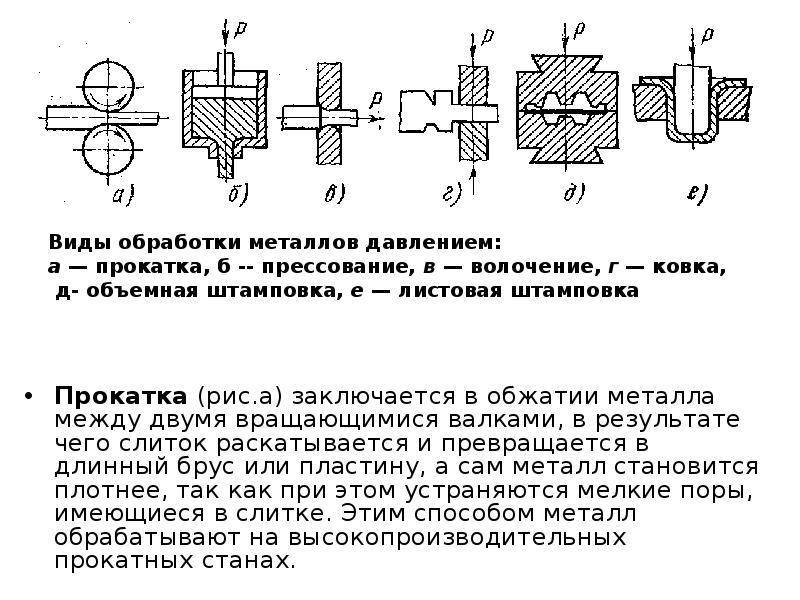
Прокат металла
Деформирование происходит во время прокатки заготовки между вращающихся валов. Давление валов уменьшает толщину металла, делая его длиннее и шире. Прокатка используется для обработки стали, цветных металлов и сплавов.
Прокатка бывает:
- продольная;
- поперечная;
- поперечно-винтовая.
 Продольная прокатка — при этой обработке заготовка движется поступательно, перпендикулярно валкам, которые движутся в разные стороны и деформируют её в длину. Такой способ используется для изготовления 90% листового и профильного проката.
Продольная прокатка — при этой обработке заготовка движется поступательно, перпендикулярно валкам, которые движутся в разные стороны и деформируют её в длину. Такой способ используется для изготовления 90% листового и профильного проката.
Поперечная прокатка — заготовка не движется вперёд, крутиться на одном месте. Движение ей придают валки, двигающиеся в одном направлении, деформирующие круглую заготовку в поперечном сечении. Такой вид прокатки применяют для производства валов, зубчатых колёс.
Поперечно-винтовая прокатка — заготовка получает вращательно-поступательное движение от перекошенных валков, расположенных под углом и вращающихся в одном направлении. Металл деформируется одновременно вдоль и поперёк. Такой вид проката используют для изготовления бесшовных труб.
https://youtube.com/watch?v=4jQEmMqiL7o
Прокатные валки
На производство прокатных валков идёт легированная сталь или высокопрочный чугун. У каждого валка есть рабочая часть — так называемая бочка, шейка и трефа. Шейка предназначена для вращения в подшипнике, а трефа необходима для соединения валка с муфтой или шпинделем, чтобы получать от них крутящий момент.
Валок может быть гладким или калиброванным, для получения определённого вида проката. Прокат осуществляется на прокатном стане.
Прокатный стан
Прокатные станы разделяются на двух, трёх и многовалковые. Они могут быть со стационарным реверсивным или нереверсивным направлением вращения валов, и с изменяемым направлением вращения валов.
Прокатный стан может быть:
- обжимным;
- сортовым;
- листовым;
- рельсовым;
- трубопрокатным и др.
Отличаются станы и по размеру, бывают мелко и крупносортные. Крупносортный стан — называется блюмингом либо слябингом. Они предназначены для проката больших слитков в квадратную заготовку — блюм или в прямоугольную — сляб.
https://youtube.com/watch?v=n5l7FDbL9gE
Прокатное производство выпускает не только готовую продукцию (трубы, проволока, арматура, рельс), также это заготовки для дальнейших механических обработок. Профиль производственного проката может быть листовым, сортовым, трубным и специальным.
Листовой:
- Тонколистовой прокат металла толщиной менее 4 мм. При толщине листа меньше 0,2 мм это будет фольга или жесть.
- Толстолистовой прокат листа более 4 мм и до 160 мм. Такие изделия получают только при разогретой обработке.
Сортовой:
- Простой прокат — круг, квадрат, прямоугольник, квадрат и т. д.
- Фасонный прокат — тавр, двутавр, уголок, рельс, швеллер.
Трубный:
Для этого изобрели сложный технологический трубопрокатный стан. Трубный прокат даёт возможность получать бесшовную и сварную горячекатаную трубу.
Разновидности обработки
Электролитический способ настолько универсален, что электрохимическими методами обработок можно добиться выполнения практически любых результатов, как при механической обработке. Можно затачивать инструмент, выполнять полировку, получать отверстия в металлической заготовке, получать деталь любой формы. Все это можно представить, как если бы над деталью трудилось одновременно несколько токарных и фрезерных станков.
Режущие операции
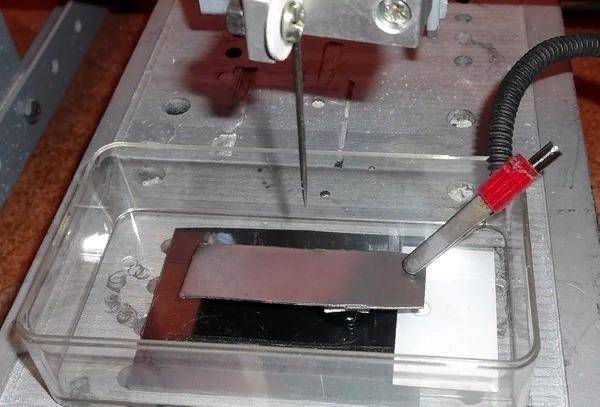
За счет того что ток можно уплотнить до очень высоких показателей, с поверхности металла в области протекания электролиза съем частиц будет более интенсивным. На этом принципе основана электрохимическая резка. Чтобы электрохимический процесс был стабильным, добиваются постоянной скорости окисления с одновременной подачей в рабочую область электрода катода. В итоге прорезь канавок в заготовке будет проходить непрерывно.
Дополнительно для эффективного удаления окислов из рабочей зоны при помощи насоса в емкости постоянно прокачивают раствор электролита. Катодом в таком автоматизированном процессе обычно служит металлическая проволока, которая с заданной скоростью перематывается между двумя барабанами с одного на другой. Электрохимический процесс позволяет получить очень узкий рез, сопоставимый с десятыми долями миллиметра.


Получение отверстий методом прошивания
Способ, когда металл прошивают, очень схож с тем, как игла входит в материю, только в нашем случае иголкой выступает катод, на торец которого подается плотный ток, как в случае резки металла. Между торцом и металлической деталью в области взаимодействия начинает протекать электролиз, и металл постепенно окисляется. Катод в виде стержня также медленно подают в рабочую зону по мере растворения поверхности изделия.
Материал электрода в этом случае подбирают очень тщательно. Недопустимо, чтобы в процессе движения происходила вибрация электрода, что приведет к неточности образования отверстия. Все части электрода, которые не участвуют в операции, надежно изолируют, дабы избежать электролиза в других частях заготовки и не испортить последнюю. Точность диаметра, с какой можно получить отверстие путем электрохимического прошивания, не выходит за пределы 0.15 мм.
Метод копирования
Применяется этот электрохимический метод тогда, когда в заготовке необходимо получить точную копию матрицы, в роли которой выступает анод. В этом случае плотность тока подается по всей поверхности образца, который располагают над заготовкой и постепенно, контролируя зазор, опускают в растворяемый металл до тех пор, пока он полностью не «впечатается» в тело заготовки. Метод имеет свои сложности из-за необходимости тщательно контролировать толщину зазора, причем по трем осям координат. Точность обработки при этом может доходить до практически идеальных показателей при отклонениях до 3 микрон. Еще одна сложность – достичь высокого сходства параметров у деталей, полученных от одной прецизионной матрицы. Здесь разбег может составлять до 10 микрон.
Получение точных размеров путем электролиза
Для получения высокоточных параметров размера детали в электрохимической обработке применяют способ принудительной прокачки электролита под давлением с одновременным его обновлением. Это позволяет создавать стабильно высокую плотность тока в зазоре и уменьшать зазор до максимально возможного значения.
Операции по заточке инструмента
Метод электрохимической заточки основан на принципе создания неравномерной плотности тока, направленной вдоль кромки режущего инструмента. В результате выборка металла идет под углом, и резец заостряется. Можно изменить угол заточки путем изменения угла наклона анодного инструмента.
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
- Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
- Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
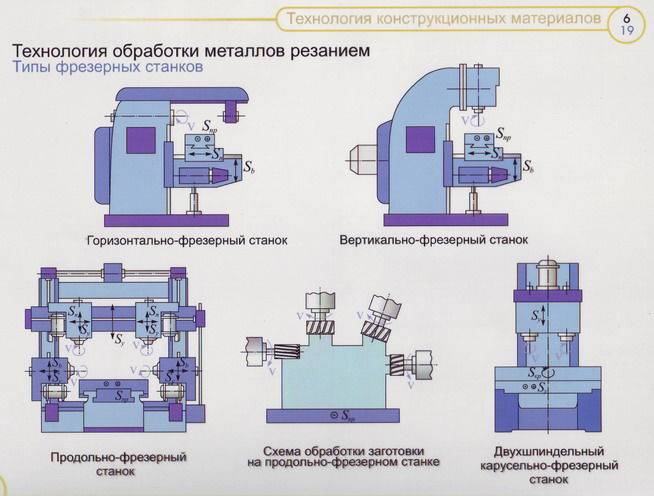
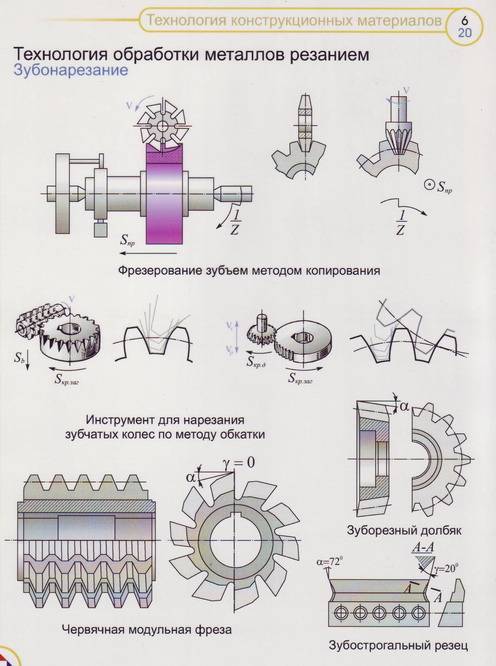
Шлифование и фрезерование
Фрезерование — довольно занятная методика обработки металлических сплавов. Эта операция осуществляется с помощью фрез на специальном оборудовании. Принято различать торцевую, фасонную, периферийную и концевую обработку. А также фрезерование бывает получистовым, чистовым и черновыми. С применением фрез делаются всевозможные колодцы, канавки, шпонки, профиля и подсечки.
Шлифование же представляет собой уникальную процедуру, которая предназначена для увеличения качества поверхности и удаления лишнего металлического слоя. Такая мехобработка, как правило, осуществляется на финальной стадии производства детали, то есть она является чистовой. При этом применяются абразивные круги, поверхность которых усеяна множеством режущих зерен и абразивных частичек. В процессе работы заготовка подвергается сильному нагреву, потому мастера используют специальные жидкости для охлаждения и смазки.
Так специалистам удается предотвратить нежелательную деформацию или надкол обрабатываемого материала при работе. Мехобработка цветных металлических сплавов производится с применением приспособлений с алмазными рабочими элементами. Это позволяет добиться максимального качества создаваемого элемента.





