

Особенности калиброванных бревен
Технология производства
Многие люди не знают, что такое бревно калиброванное, так как этот материал больше известен под названием «оцилиндрованное бревно». Калиброванным его называют потому, что ствол имеет одинаковый диаметр по всей длине.
Обработка дерева для получения данного материала осуществляется в заводских условиях. В качестве сырья используются пиловочные бревна.
Процесс их обработки выглядит следующим образом:
Прежде всего выполняется сортировка сырья – стволы отбираются по диаметру. Вершинная их часть должна на 20 мм превышать планируемый диаметр готового материала.
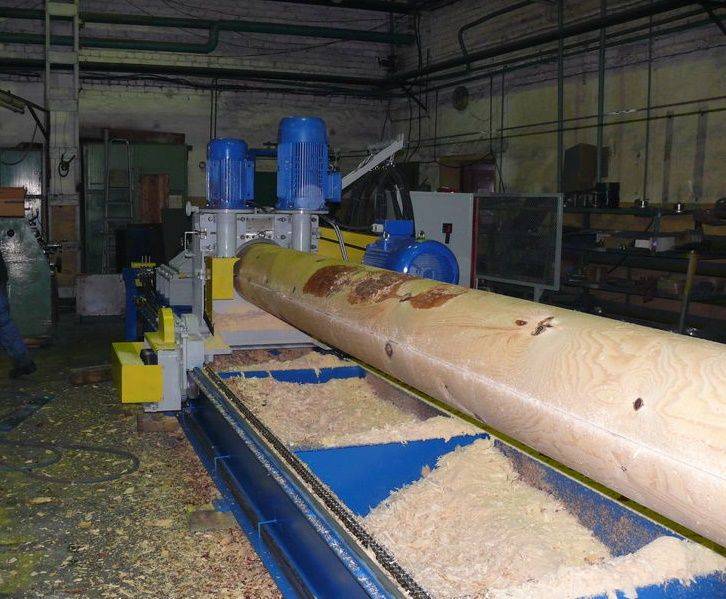
Обработка бревна на станке
- Далее сырье подается на станок для калибровки бревен – цепными и дисковыми пилами заготовке придают нужные размеры, выполняется компенсационный пропил и выбирается укладочный паз.
- Затем на специальном станке по краям бревен выбирают чаши для угловых соединений, что упрощает укладку венцов сруба.
- После этого материал подвергается сушке и пропитке антисептиками и антипиренами.
Таким образом, бревно калиброванное представляет собой абсолютно готовый материал для возведения стен.
Достоинства
Большая популярность оцилиндрованного бревна связана с рядом его достоинств:
- Является экологичным материалом.
- Как и любая древесина обладает паропропускной способностью.
- Возможность осуществлять строительство своими руками без применения техники, а также простота укладки.
- Высокая скорость строительства.
- Бревна плотно прилегают друг другу, не образуя щелей, что делает жилье более теплым.
- Стены из бревна даже без отделки привлекательно смотрятся.
- Доступная цена.
Недостатки
Недостатков у калиброванных бревен не много, к ним можно отнести следующие моменты:
- Высокая звукопроводимость.
- Для проживания в зимнее время жилье необходимо утеплять.
- Не все ]обрабатывают дерево защитными пропитками.
Небольшая баня из калиброванного бревна
Заводское производство
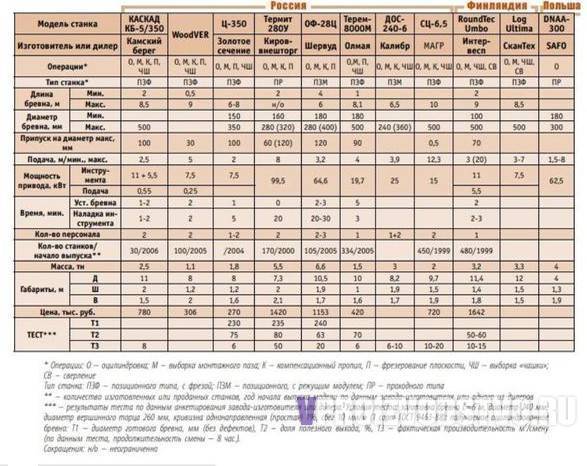
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:

- Станок для оцилиндровки токарного типа. Принцип действия: зажим деталей, вращение по оси, движение фрезы по всей длине древесины. Преимущества такого типа оборудования: исключительная форма без кривизны, изготовление большого диаметра – для зимнего и многоэтажного строительства это крайне необходимо, декоративная обработка – для получения материала необычной формы.
Без недостатков не обойтись: постоянное сопровождение и контроль, иначе погрешности в диаметре существенны, да и обработка оставляет желать лучшего – шлифовка не на высоте, малая производительность, процесс идёт медленно и для серьёзного производства такой станок для брёвен не подойдёт.
Токарно-роторный тип. Бревно остаётся в зажиме, но при этом вращения вокруг своей оси не происходит, фрезерный узел движется вдоль и вокруг заготовки. Популярность обусловлена следующими достоинствами:
калиброванный точный диаметр, благодаря установленному кольцу;
исключение кривизны;
качественная обработка.
Наряду с энергозатратностью, недостатками считаются: небольшая производительность и постоянный контроль – станок габаритный и плохое укрепление станины грозит большой вибрацией, вследствие чего есть риск для оператора. Цена – 1400000 рублей.
Проходной тип. В основном применяется для формовки ствола малого диаметра – до 240 мм. Узел фрезы остаётся неподвижным, верстак подаёт заготовку, где она проходит полный цикл обработки.
Достоинства: совпадение единиц по сечению, тщательное шлифование, изготовление длинномеров – заготовок более стандартной длины в 6 м, нарезка пиломатериала. Недостатки: кривизна при большой длине, неравномерный укладочный паз и изменение ширины компенсационного пропила. Впрочем, минусы устраняются постоянным регулированием и контролем. Стоимость до 2 млн рублей.
Каждая из машин требует специального помещения для беспрепятственной отгрузки готовой продукции и наличия персонала по обслуживанию и ремонту. Поэтому частные хозяйства предпочитают устраивать у себя самодельное оборудование, выпускающее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:
- Станина должна быть большая. Вес до 1 тонны не обеспечивает должной устойчивости: появляется вибрация и ствол может просто слететь, а это опасно.
- Достаточность места в гараже или подсобном помещении не прихоть, а достижение удобства и безопасности в работе: можно свободно переносить хлысты и укладывать их для обработки. Если всё-таки места недостаточно, то приобретают или конструируют механизм роторного типа, где длина остаётся неподвижной.
- Площадку для установки бетонируют по всем правилам: амортизация, армирование, опалубка, заливка. Выдерживают готовую платформу не менее трёх недель. Если устраивать механизм на грунте, то поведение его в будущем непредсказуемо, а эксплуатация станет небезопасной.
- Готовый агрегат проверяют балансировкой режущего инструмента. Нарушение этого правила грозит поломкой всего станка или ухудшением качества изделия.
Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.









Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
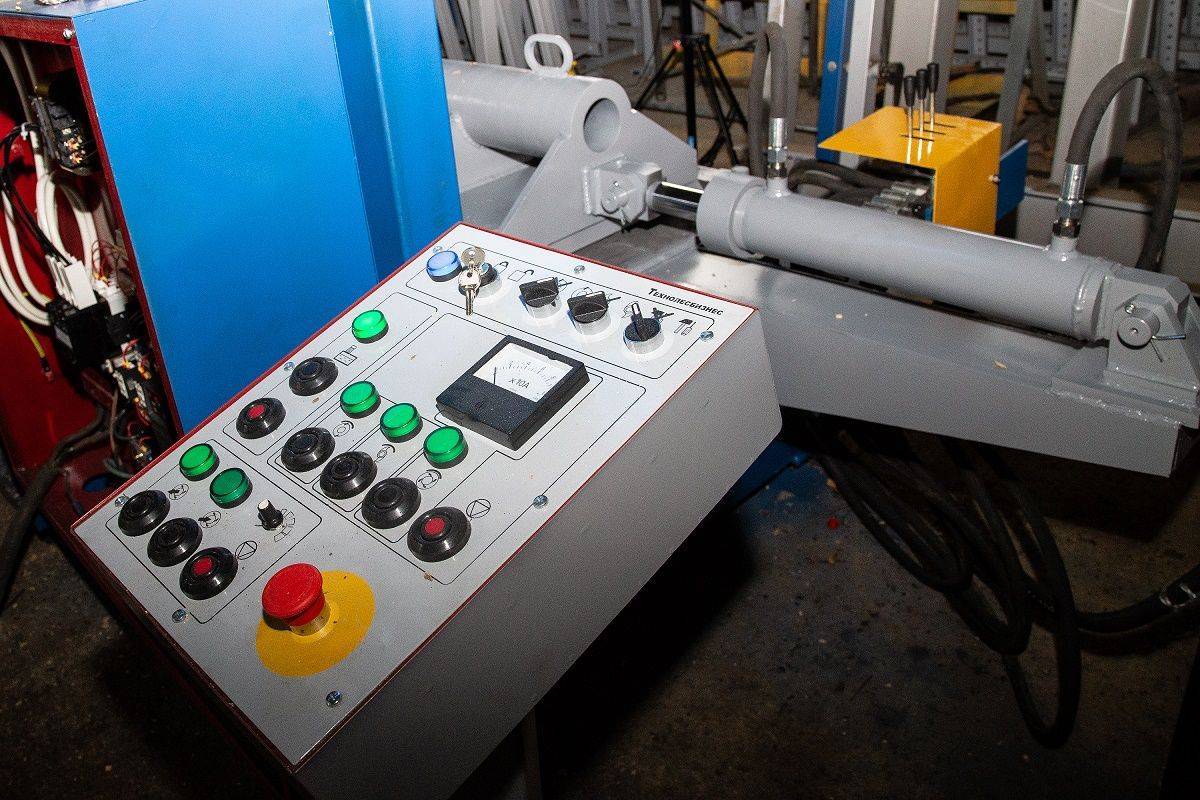
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м3/смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
Создание самодельного станка
Схема создания своими руками рассматриваемого станка предусматривает использование пилорамы в качестве основы. При проведении работы будет установлен упор вместо переднего упора, для вращения заготовки будет устанавливаться ручка или мотор.
Довольно сложно создать свой режущий инструмент – сборную фрезу. Как правило, она изготавливается путем соединения нескольких частей из прочного материала. Для передвижения фрезы устанавливается рельса.
При планировании по установке оборудования стоит помнить о том, что окончательный вес, самой конструкции и заготовки, может достигать нескольких сотен килограмм. Именно поэтому следует проводить установку станка исключительно на бетонное основание или плотно утрамбованный грунт, на котором положен толстый и прочный брус.
Оцилиндровочный станок, сделанный своими руками, не будет обладать высокой точностью и многофункциональностью как промышленные варианты исполнения, но для решения большого количества задач в быту его все же будет достаточно. Процесс сборки следующий:
Для начала следует провести сбор рамы. Для этого понадобится строительный уровень, так как погрешность не должна превышать показатель 0,5 мм на один метр. При сборку чаще всего используются прямоугольный брус из стали, реже трубы. Соединять их можно сваркой или разборным крепежным элементом, комбинировать их для упрощения процесса переустановки станка.
Следующий шаг заключается в установке силовых агрегатов и бабок
Следует учитывать важность правильного выбора электродвигателя
Ранее только трехфазные варианты исполнения подходили для рассматриваемого случая, но современные варианты исполнения двухфазных моторов стало также возможно использовать (однако их стоимость довольно велика).
Уделяем внимание на правильно и надежность крепления силового кабеля. По возможности он защищается от механического воздействия.
Устанавливаемый силовой механизм можно оборудовать стопором.
Проводится заземление
Этому моменту также нужно уделить внимание, так как металлическая конструкция выступает в качестве проводника, и при несущественном повреждении силового кабеля электродвигателя ток может уходить на раму.
При установке электродвигателя с тремя фазами для вращения бревна следует учитывать, что расположение фаз определяет направление движения выходного шпинделя
При смене фаз можно также изменить направление вращения. Стоит помнить о технике безопасности работы с электричеством, особенно в случае трехфазной сети с напряжением 380 В.
При креплении бабок обращаем внимание на надежность соединения. При этом их оси должны совпадать, так как в противном случае оцилиндрованный брус подобным станком будет иметь большую погрешность в размерах, во время работы может возникать биение
Особое внимание уделяется балансировке фрезы – не сбалансированная фреза приводит к быстрому износу всего оцилиндровочного станка. Заключительным этапом становится непосредственно установка фрезы, которая должна крепиться очень надежно, предусматривается наличие страхующего элемента.









Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу — производителю.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.До пуска в работу, станок для оцилиндрованного бревна проверяют на параллельность осей бабок, передней и задней. Перемещающая фреза должна идти точно горизонтально. Если этого не сделать, самая меньшая неприятность, случающаяся при эксплуатации – кривизна ствола. Большая – выход из строя всей системы. К тому же погрешность параллельных линий приводит к игре бревна, особенно при плохой фиксации.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Особенности оцилиндровочного станка
Сам по себе оцилиндровочный станок относится к категории деревообрабатывающего оборудования. С его помощью из круглого леса изготавливают оцилиндрованные бревна и профилированный брус.
Современное оборудование для оцилиндровки леса, кроме кругляка и профилированного бруса, может без переустановки изготавливать бревна полностью готовые к укладке. За один установ:
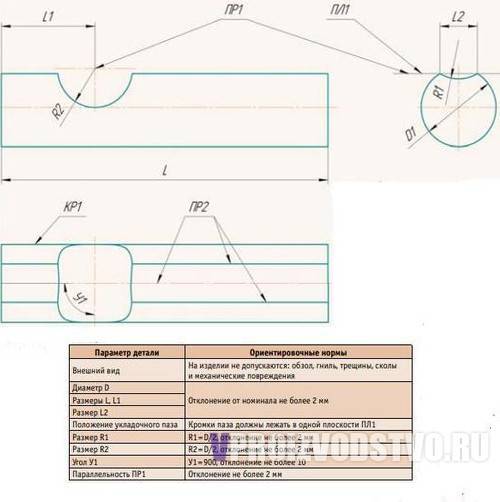
- придают бревну диаметр, одинаковый на всей его длине;
- выбирают монтажные пазы;
- вырезают венцовые чаши;
- изготавливают компенсационный паз перед сушкой;
- фрезеруют гладкие поверхности.
При дооснащении на станке можно производить:
- пиление кругляка на лафет и доски;
- получение обрезной доски;
- пиление погонных изделий.
Обработать бревна на таких станках можно длиной до семи метров. Современное оборудование комплектуется автоматизированным управлением на базе компьютера. Заданная программа может обрабатывать древесину с получением сложного профиля и различного диаметра.








Конструкция
Как и любой другой станок, оцилиндровочный состоит из следующих узлов:
- Станина или рама. На нее приходится основные нагрузки (концентрация напряжений, вибрации, изгибающие моменты) из-за того, что на ней закрепляются остальные узлы.
- Направляющие. Идеально ровные с гладкими поверхностями для легкого перемещения пильного устройства.
- Передняя и задняя бабки. Служат для закрепления круглого дерева перед обработкой. Центра бабок должны совпадать. В противном случае на выходе будет брак, а форма бревна будет представлять усеченный конус. Передняя бабка оборудуется механизмом, вращающим заготовку и делительным устройством с системой крепления. С его помощью можно повернуть на требуемый угол и зафиксировать в данном положении. За счет этого повышается качество конечного продукта.
- Рычаги. Они используются для облегчения подъема и правильной установки.
- Суппорт. На нем закрепляются инструменты и механизмы перемещения.
- Обрабатывающий инструмент. Режущим инструментом выступают сборные фрезы. Быстросменные ножи, изготовленные из высококачественной стали, позволяют вести высокоэффективную обработку без износа основной конструкции фрезы. Конструктивно фрезы выполняются универсальными и фигурными. Фигурная фреза выбирает монтажный паз, а универсальная ведет остальную обработку.
- Упорные ролики. При обработке длинной заготовки он провисает. Ролики призваны устранить данный недостаток. Также упорные ролики используются при продольном фрезеровании. Фреза при снятии слоя провоцирует изгиб заготовки, поэтому упорный ролик устанавливается напротив инструмента и движется вместе с ним по всей протяженности.
- Тормоза. При поперечной обработке (выборка чаш) требуется исключить продольное перемещение суппорта. С помощью механических тормозов производится надежная фиксация.
- Ручная регулировка. Она требуется для точной настройки при прорезании монтажного паза и чаши.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка. В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов
Он также следит за качеством выполняемых работ, всеми этапами операций
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
Предлагаем ознакомиться Крепление пологов в парной
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.





