

Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
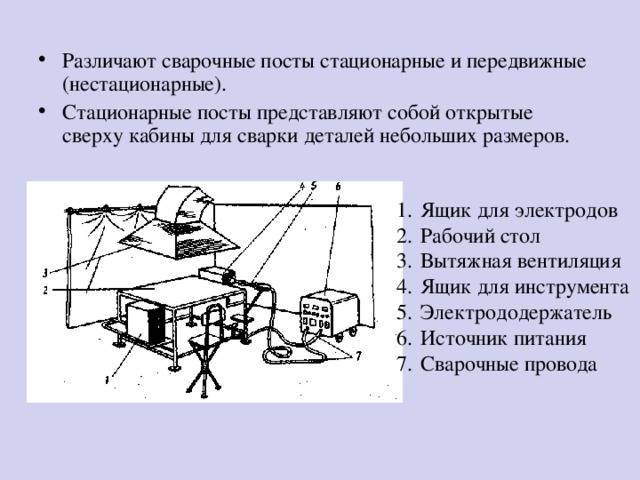
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
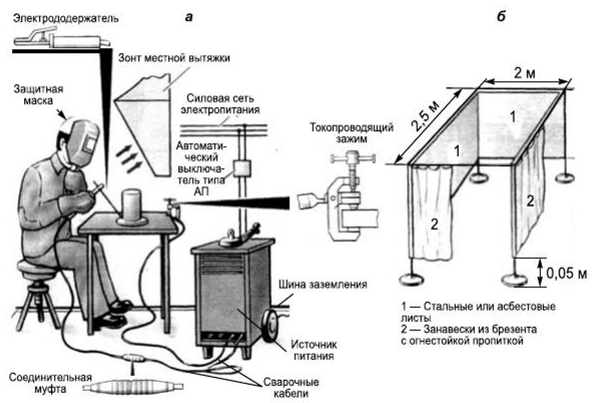
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
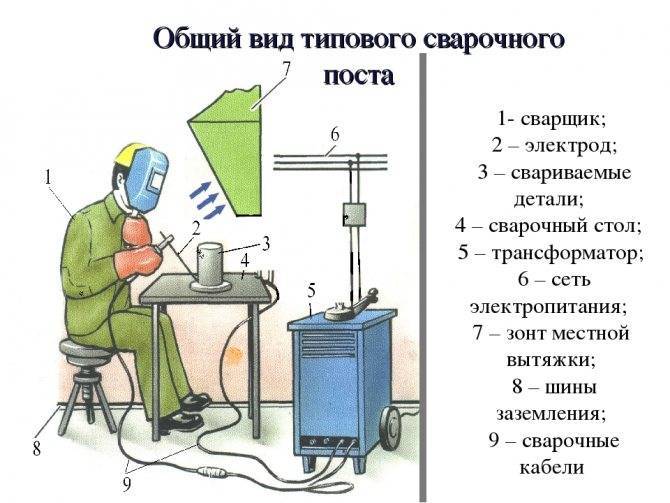
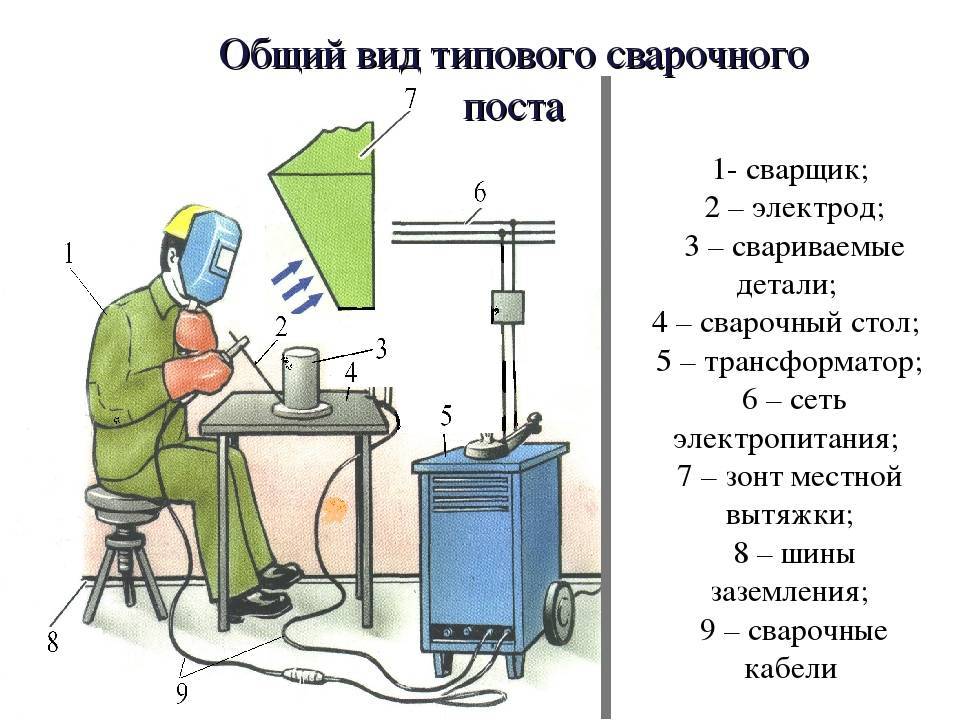
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Защищаем кожу и глаза
От того, насколько тщательно соблюдаются требования ГОСТ на производстве и при работе сварщика в условиях открытой площадки, зависит не только производительность труда и получение качественного сварного шва, но и сохранность оборудования, а также создаются безопасные условия для работы людей.
Инструкция по технике безопасности имеет одинаковую значимость вне зависимости от техники электросварки – на автоматическом режиме управления или полуавтомате
Чтобы защитить глаза сварщика от неблагоприятного воздействия опасных факторов, важно знать, какие излучения происходят во время активности электродуги:
- образуется яркая вспышка света, которая может ослепить человека на некоторое время;
- интенсивное ультрафиолетовое излучение способно вызывать различной степени ожог роговицы глаза;
- периодическое воздействие инфракрасного излучения со временем вызывает у сварщика катаракту и помутнение роговицы – эти заболевания не поддаются лечению и приводят к слепоте.
Помимо негативного влияния на органы зрения, во время сварки происходит отравление испаряющимися газами, что приводит к возникновению тошноты, сильной головной боли и разбитости. Чтобы защитить глаза и органы дыхания при выполнении сварочных работ, необходимо обеспечить вентиляцию и применить специальную защиту лица с помощью сварочной маски. Современные модели масок обеспечивают приток кислорода под воздействием турбоблока и надежно защищают светофильтровальным стеклом глаза работника. Например, маска типа хамелеон может быть адаптирована для любого типа сварочных работ и обеспечивает надежную защиту даже при длительном процессе сварки.
Что касается защиты органов дыхания, то, помимо вытяжки, сварщики пользуются дополнительно специальными респираторами, надеваемыми под маску, а иногда и противогазами, особенно в том случае, если работа выполняется в небольшом помещении. Помимо выполнения норм техники безопасности, связанных с правильным обращением со сварочным аппаратом, специалист может обезопасить себя от вредного химического воздействия горящих электродов, заменив электроды с кислотным покрытием на рутиловые. При этом качество шва будет оставаться неизменно прочным, тогда как токсичность для сварщика в процессе выполнения работ окажется значительно снижена.


Для защиты поверхности кожи и глаз во время выполнения сварки следует принимать во внимание и эти правила:
- для выполнения сварки не рекомендуется использовать чрезмерно длинные электропровода и дюритовые шланги, оптимальная длина составляет не более 10 м;
- новичку в сварочном деле не рекомендуется работать в дождь или в условиях высокой влажности;
- в процессе выполнения работ все открытые участки тела следует защитить, так как велика вероятность получения ожога;
- при выполнении сварочных работ на высоте необходимо всегда использовать средства страховки в виде специального пояса.
Независимо от того, насколько длительными по времени будут сварочные работы, техника безопасности должна быть соблюдена сварщиком в любом случае. Даже если специалисту требуется сделать очень маленький шов, перед работой он должен в обязательном порядке переодеться в защитную одежду и надеть сварочную маску.
Установка газового оборудования
Рабочее место газосварщика обустраивается по похожему принципу. Окрас стенок оградительных щитков здесь не имеет значения, поскольку газовое пламя не излучает ультрафиолет. Главное, чтобы сварщику было хорошо видно все детали на рабочем месте.
Существенным отличием является расположение баллонов. Хотя для транспортировки и используется тележка, на которую сразу устанавливаются кислородный и ацетиленовый баллон, но перед выполнением сварочных работ их необходимо отставить друг от друга не менее чем на 5 метров. Так же следует поступать и с пропановым оборудованием
При этом важно соблюсти дистанцию между баллонами и свариваемым участком в пределах 5 м. В итоге, расстановка должна быть похожа на треугольник, на одной вершине свариваемый элемент, а на двух других баллоны с газом. Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось
Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось. Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени. Так можно предупредить взрыв и серьезные травмы
Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться
Так можно предупредить взрыв и серьезные травмы. Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться.



Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
- установки нестандартных конструкций с выступами в специальные отверстия.
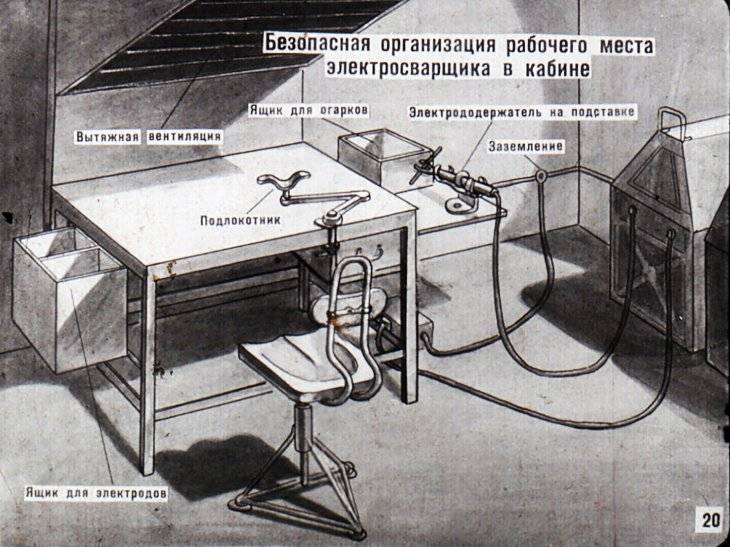
Важным атрибутом рабочего места электрогазосварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов. Не практично располагать ее в виде большого зонта над столом, поскольку часть вредоносной смеси будет проходить через органы дыхания сварщика.
Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины. При этом стоит помнить о шуме двигателя мешающего рабочему, поэтому силовой агрегат для прокачки воздуха размещается за пределами комнаты.
Создание удобных условий для сварщика повышает качество швов и процесс выпуска готовой продукции. Снижение пассивного вреда на производстве и защита от травм персонала содействуют сохранению постоянного коллектива и слаженному взаимодействию сотрудников.
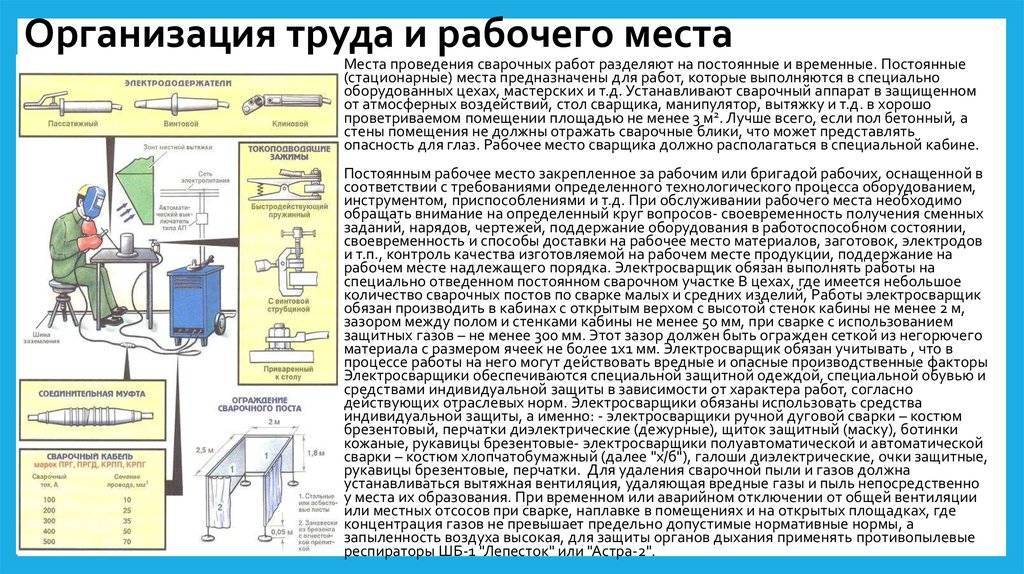
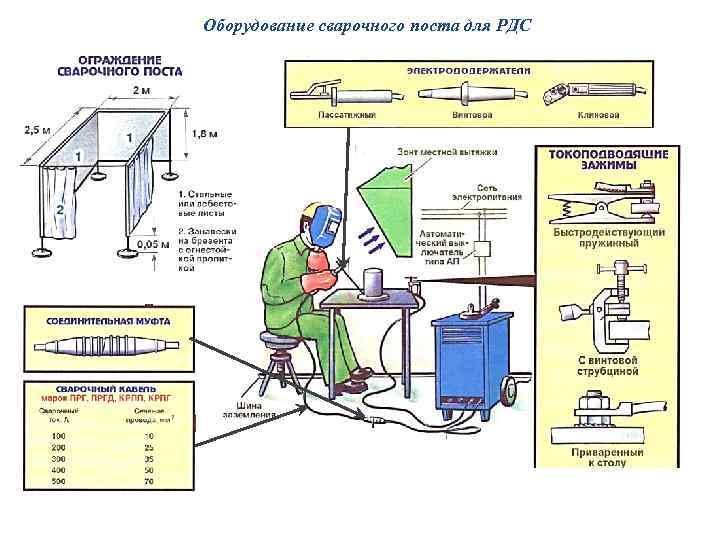
Оборудование сварочного поста для ручной дуговой сварки
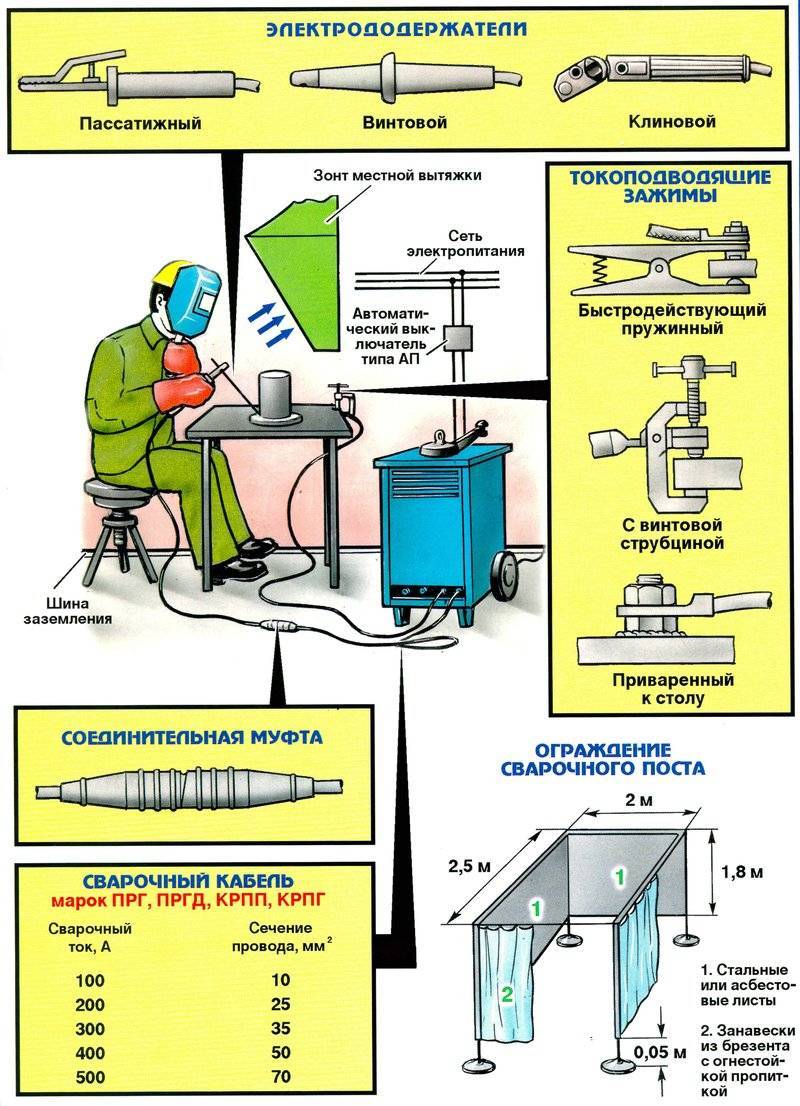
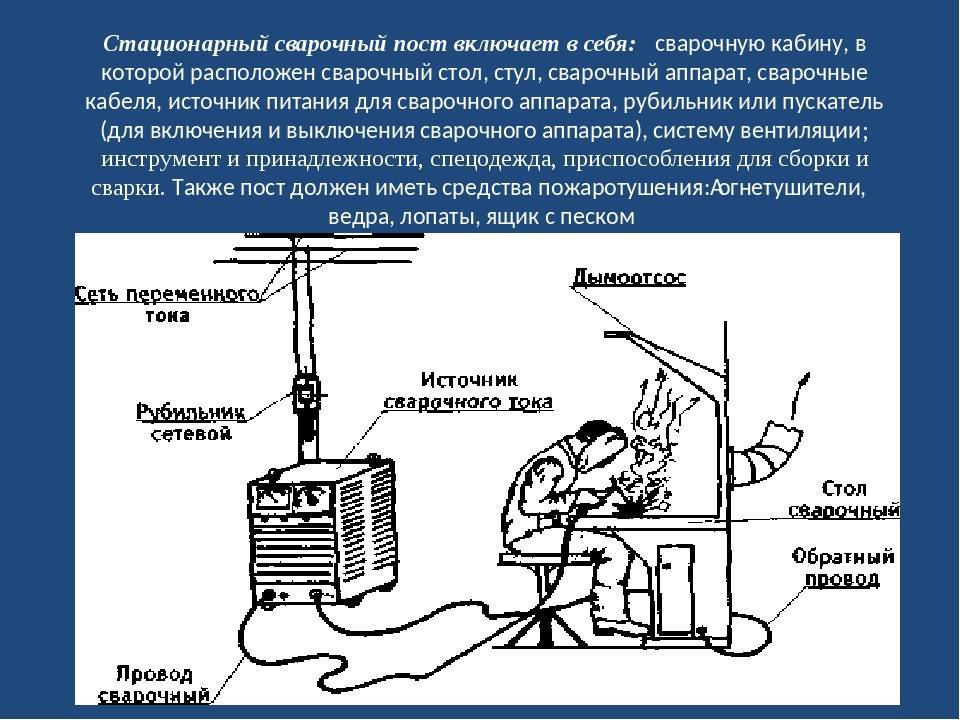
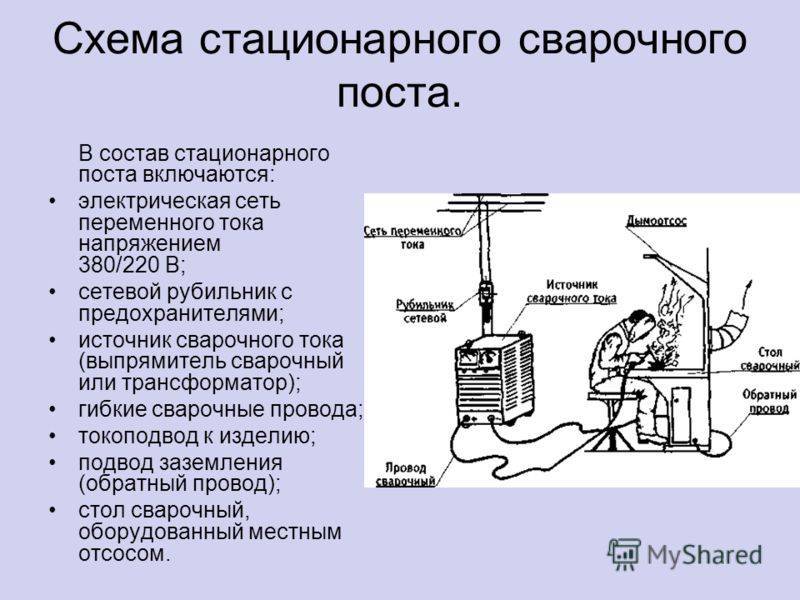
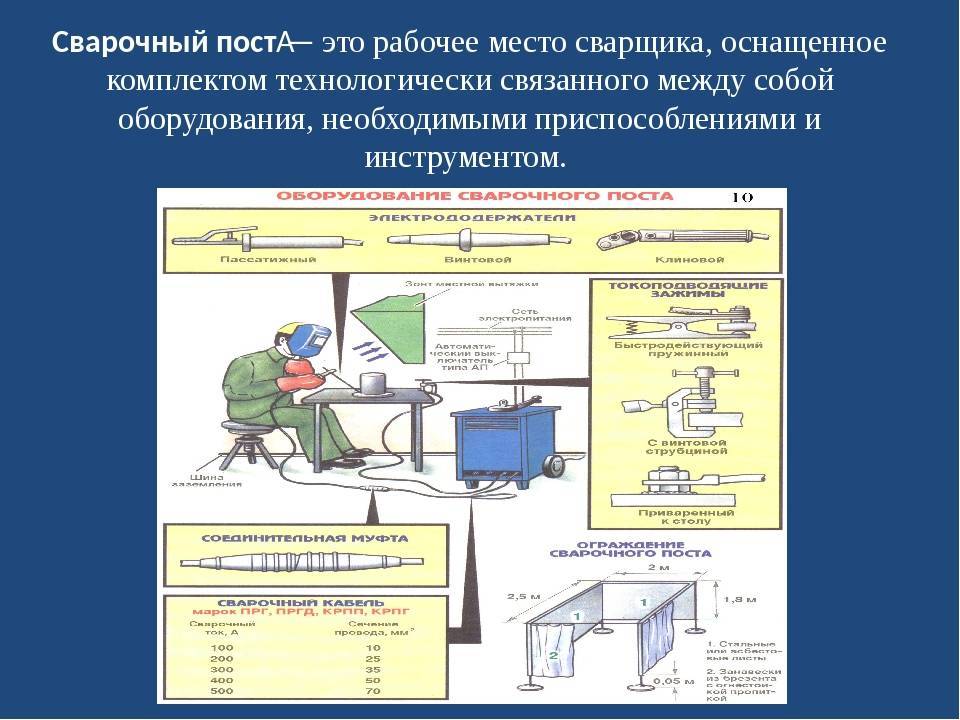
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные

Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
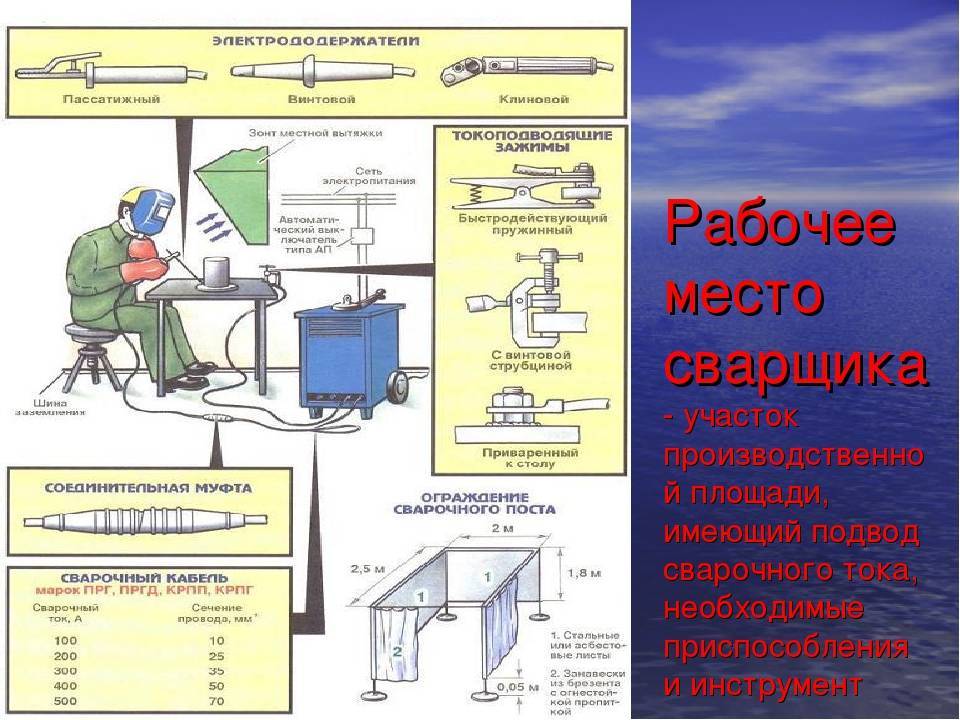
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Кабина
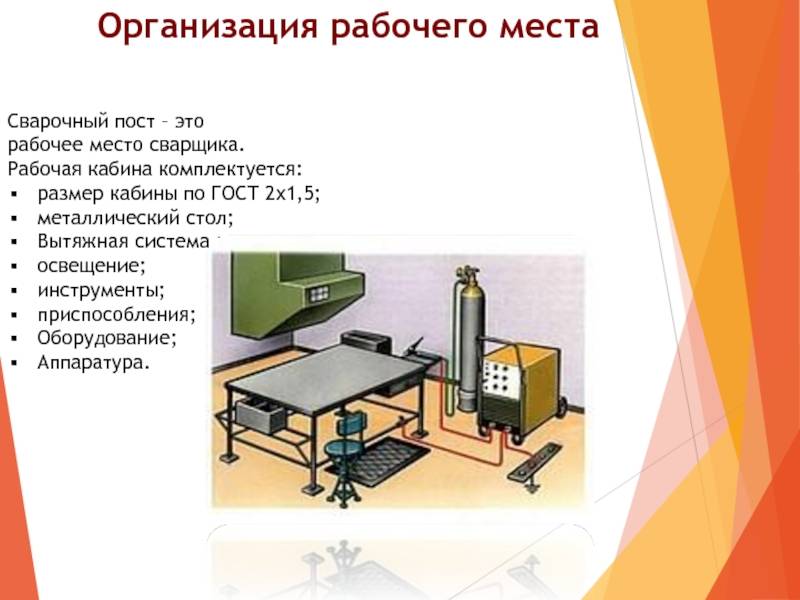
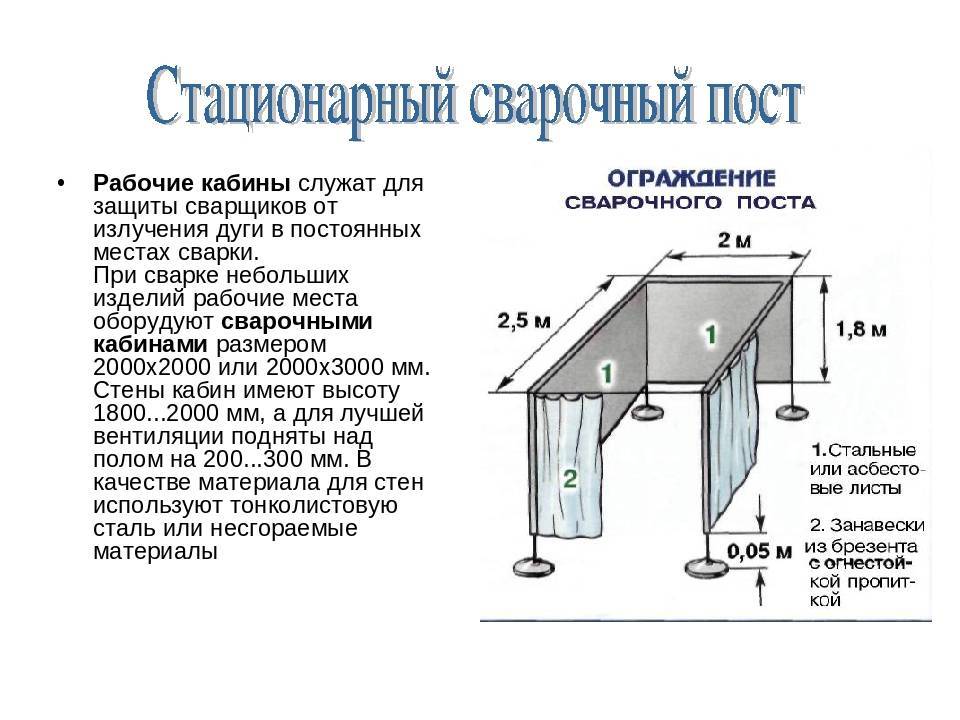
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.
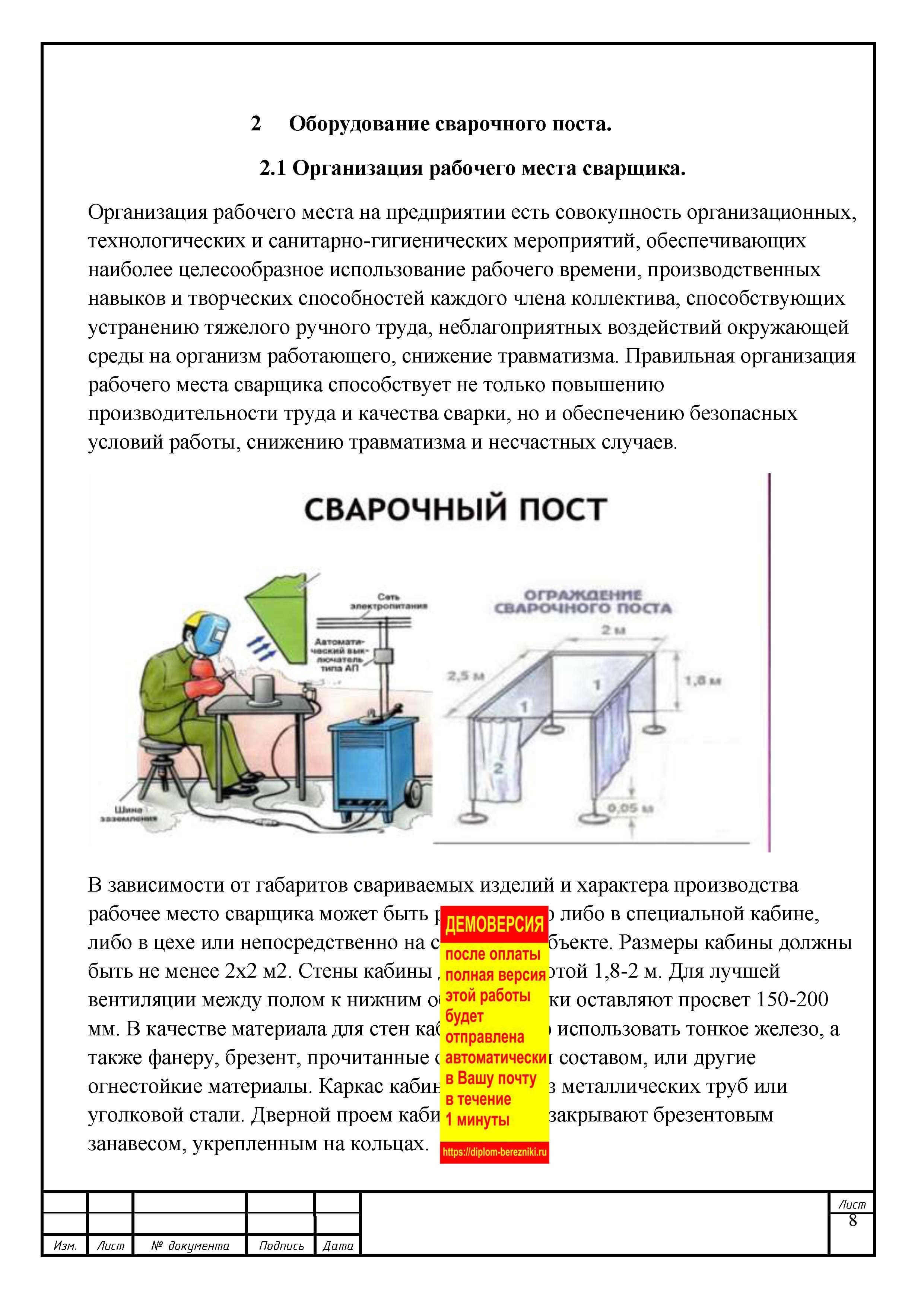
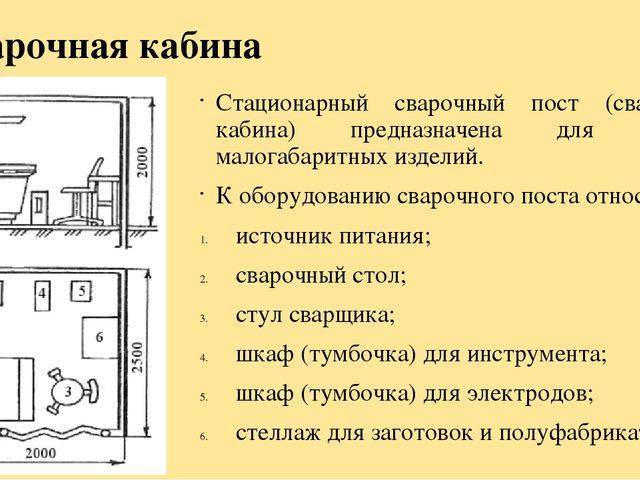
Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.





Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
Электрододержатели
Электрододержатели должны быть легкими, удобными в обращении, не стеснять движений и не утомлять руку сварщика. Их выпускают трех типов: для тока до 125 А и провода сечением 25 мм2; тока до 315 A и провода сечением 50 мм2, тока до 500 A и провода сечением 70 мм2. Электрододержатель должен выдерживать 8000 зажимов электродов. Его конструкция должна обеспечивать смену электрода не более чем за 4 с. Электрододержатели для тока 500 A и выше снабжают щитком для защиты руки от тепла сварочной дуги, а также от брызг металла. Применяют также электрододержатели, снабженные устройством для выключения сварочного тока во время смены электрода, обеспечивающие большую безопасность работы.
Выключающее устройство состоит из латунного стержня, вмонтированного в рукоятку. При вращении подвижной части рукоятки стержень вывертывается из контактной втулки, размыкая цепь сварочного тока. Токоведущий провод пропускают через рукоятку, однако при сварочном токе более 600 А токоведущий провод должен подключаться к электрододержателю, минуя рукоятку.
Сварочный пост следует снабжать специальным штативом или стойкой, приваренной к столу, для укладки или подвески электрододержателя при кратковременных перерывах в работе, чтобы избежать образование электрической дуги в результате случайного соприкосновении электрододержателя с поверхностью металлического стола. Поверхность штатива или стойки, на который укладывается или подвешивается электрододержатель, должна быть изготовлена из электроизоляционного материала.
Во время сварки к электрододержателю прилипают брызги расплавленного металла, что приводит к утяжелению и перегреву электрододержателя. Кроме того, при попадании брызг на щечки электрододержателя затрудняется установка электрода и удаление огарка. Это способствует большей утомляемости сварщика, а иногда приводит к ожогам во время смены электрода. Во избежание прилипания брызг расплавленною металла к электрододержателю его рекомендуется несколько раз в смену смазывать автолом.
Маска электросварщика как средство защиты
При выборе маски обращают внимание на материал изготовления. В идеале – это специальная пластмасса, устойчивая не только к высокой температуре, но и повышенной влажности
Такая маска практически не портится при брызгах металла, не деформируется и не содержит металлических выступающих частей, исключая поражение работника электрическим током.
При выполнении работ в тесных и закрытых помещениях, где применение вытяжки невозможно, используют специальные маски (с подачей воздуха). В шлем/щиток вставляется светофильтр, который может удерживаться рамкой размером 120 на 60 мм.
Запрещается использовать не предназначенные для сварки цветные стекла, поскольку они не смогут обеспечить надежную защиту глазам от невидимых лучей сварочной дуги, что грозит работнику хроническим заболеванием глаз. При подборе защитных светофильтров, которые могут иметь различную плотность, учитывают силу сварочного тока.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Актуальные инструменты и материалы
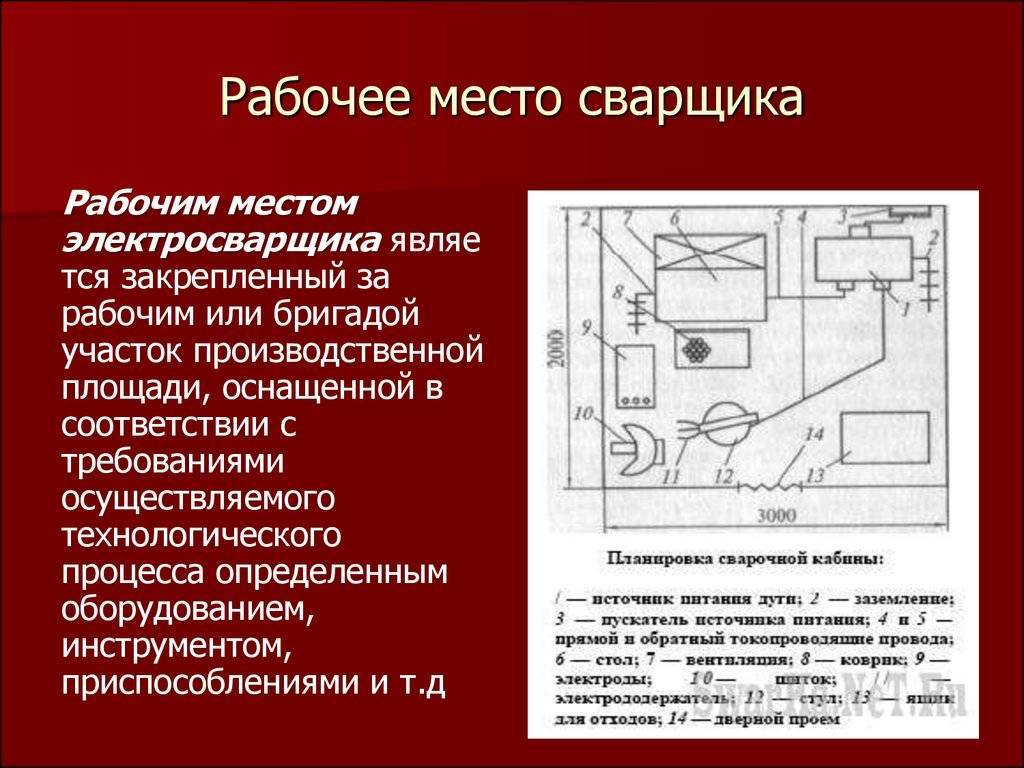
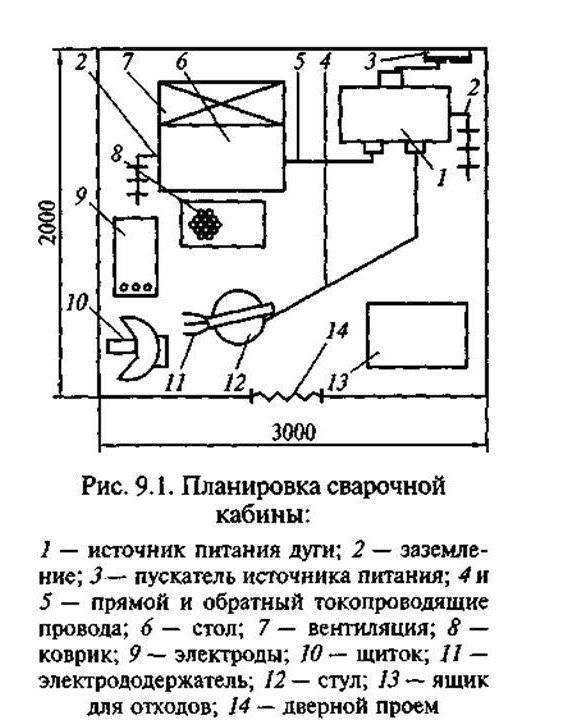
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования. Планировка сварочной кабины
 Планировка сварочной кабины.
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Для комфорта в сварочном кабинете стоит установить стул, сиденье которого оснащено подъемным винтовым механизмом. Главное, чтобы материал стула был неэлектропроводным. Под ногами мастера стоит расположить резиновый коврик.


Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
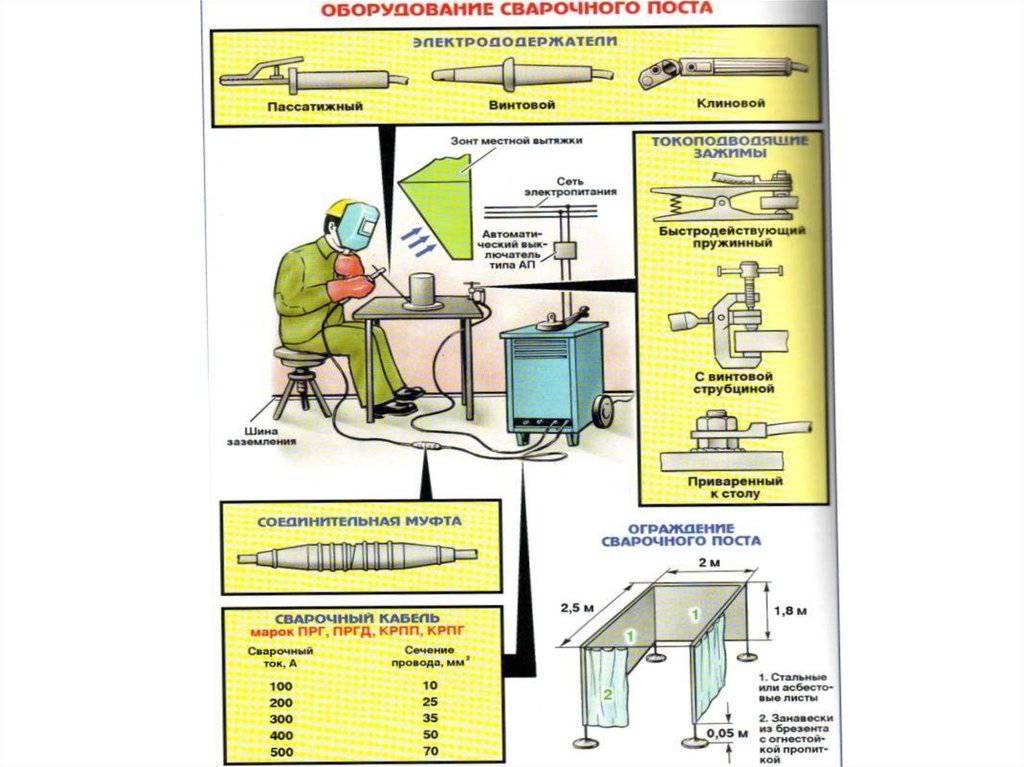
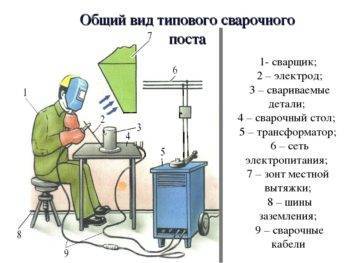 Общий вид типового сварочного поста.
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Важно! Отделка рабочей зоны должна осуществляться, строго следуя требованиям пожарной безопасности. Поэтому откажитесь от использования легковоспламеняющихся материалов, низкокачественных систем хранения и громоздких предметов мебели
Техническое оснащение
Основы сварочного производства не заканчиваются на организации. Ведь помимо сотрудников на рабочем месте присутствует еще и оборудование. Базовый комплект состоит из инвертора, трансформатора и выпрямителя. Таким оборудованием должно комплектоваться любое производство, даже самое маленькое.

Подобный набор оборудования обусловлен его универсальностью. С помощью инвертора даже новички смогут правильно зажечь дугу и сформировать шов. С помощью трансформатора профессиональные мастера смогут генерировать любое значение тока. А с помощью выпрямителя можно добиться более качественного соединения.
Если производство более-менее крупное, то в распоряжении сварщиков будут более технологичные аппараты. Они могут обладать особыми функциями или вовсе выполнять всю работу, практически не требуя присутствия человека. Такой процесс называется автоматизацией. Давайте остановимся на этом подробнее.
Механизация и автоматизация сварочного производства — необходимая мера, если завод намерен стабильно выпускать большое количество продукции. За счет технологического прогресса мы получили возможность изготавливать современные «умные» сварочные аппараты, упрощающие ручной труд сварщика. Простейший пример автоматизации — полуавтоматический сварочный аппарат, подающий проволоку в сварочную зону с помощью специального механизма, вместо того, чтобы подавать ее вручную.

Не забывайте, что оборудование и технология сварочного производства всегда взаимосвязаны. И если на предприятии планируют использовать современные технологии сварки, то и оборудование должно быть соответствующим. В последние годы механизация сварочного производства достигла невероятных высот. На заводах все чаще встречаются полностью роботизированные сварочные аппараты, работающие по заданной заранее программе. Такие роботы вообще не требуют присутствия сварщика на рабочем месте.





