

Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки
При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
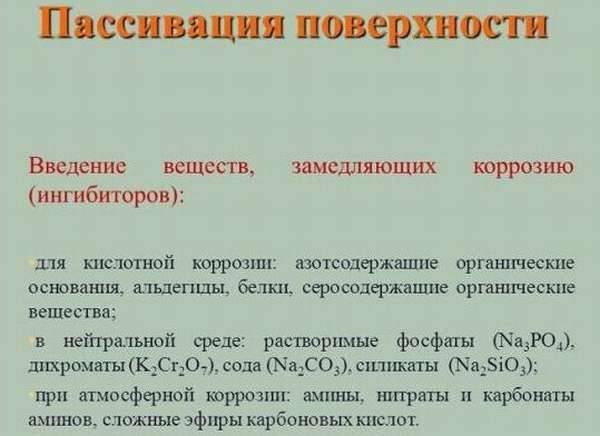
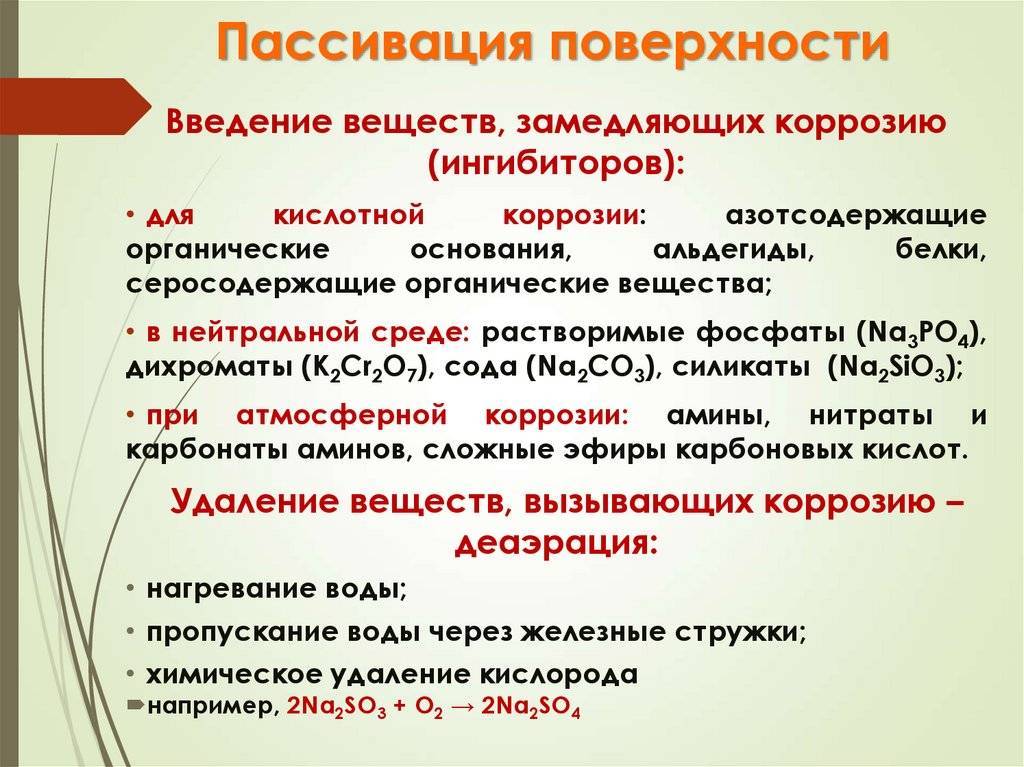
Виды пассивации
Химическое пассивирование
В процессе обработки применяются специальные химические реагенты. Нанесение пассивирующего слоя осуществляется методом окунания металла в наполненную раствором емкость или методом напыления. Ключевое преимущество такого способа – металл с покрытием Хим. Пас. становится более твердым.
«Металл Клинер» рекомендует к применению следующие средства для пассивации:
- Пассиватор для нержавеющей стали SteelGuard InoxPass Spray (метод погружения);
- Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass (метод распыления).
Электрохимическая пассивация
Металл обрабатывается кислыми растворами, солями, на него наносятся электролиты. В процессе обработки используется ток. Электролит нагревается. На поверхности детали образуются заряженные частицы, после чего они постепенно оседают. После правильного проведения процедуры на материале образуется стойкая, равномерно распределенная защитная пленка.
Пассивация металла: суть процесса
Что такое пассиватор металла
Пассивация осуществляется при помощи специальных средств, которые именуются “пассиваторами”. Во время процедуры металлическое изделие обрабатывается таким средством, после чего оно становится неактивным. Непосредственно пассиватор – это своеобразное препятствие к образованию на поверхности металла коррозийного слоя.
Этапы процедуры пассивации
Если вкратце, сам процесс состоит из 5 этапов:
- Подготовка изделия: ошкурить со всех сторон, промыть обезжиривателем;
- Смешивается электролитический раствор с содержанием пассиватора металлов;
- Подключаются контакты от постоянного источника тока к самому изделию и резервуару (необходимо убедиться, что напряжение достаточное и не чрезмерное);
- Заготовка подвергается воздействию на протяжении расчетного времени;
- Выполняется дополнительная постобработка, которая сопровождается контролем качества и равномерности нанесенной оксидной защиты.
Механизм пассивации
Пассивация стали, железа и других металлов основана на методах, в основе которых лежит химические взаимодействие поверхностного слоя металла с разными растворами прочих металлов. В итоге на поверхности образуется пассивирующий слой, обладающий новыми химико-физическими характеристиками. Такой слой формирует надежный барьер, препятствующий окислению, за счет чего создается надежная защита от ржавчины.
Для химических реакций применяются различного рода металлы в зависимости от первичного материала детали. Чтобы придать ей новые специфические свойства, применяют следующие материалы для пассивации: хром, кобальт, никель и т. д. Исходя из их процентного содержания, готовится раствор и выбирается соответствующее оборудование.
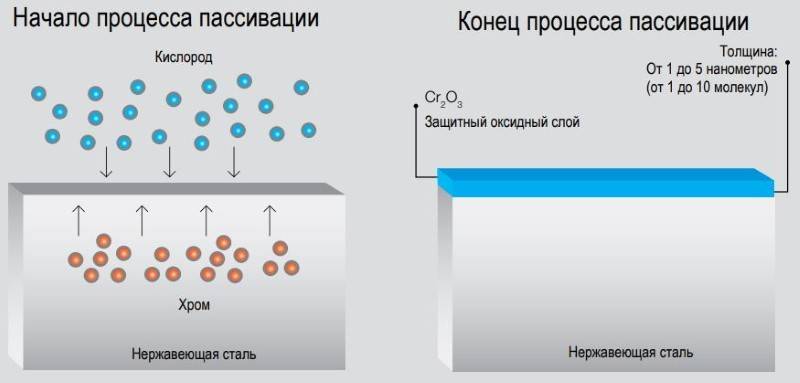
К примеру, чтобы создать на поверхности стали надежную антикоррозийную пленку, используют оксид хрома. Осуществляется процедура хромирования, вследствие чего полностью изменяются физико-химические свойства поверхности. Если обработка была проведена правильно, то слой будет ровным и плотным.
Помимо этого для проведения процедуры используют различные кислоты для пассивации. В большинстве случаев раствор создается на базе азотной кислоты. Защитная пленка с высокими защитными свойствами на поверхности стали создается при помощи солей этого вещества.
Применение пассивации металла
С помощью технологии пассивирования можно:
- Улучшить проводимость тока в области электрического контакта;
- Предотвратить развитие и дальнейшее распространение ржавчины на поверхности материала;
- Защитить сварочные швы (и другие места новообразованных соединений) от разрушения;
- Выполнять микротравление в соответствии с подготовленными шаблонами;
- Выполнять финишную обработку, изменять декоративные свойства изделия.
Проверка пассивации
После проведения технологического процесса проводится оценка качества нанесенного слоя. Для этого используют разные способы проверки. К примеру, химический метод: поверхность обрабатывается раствором ферроцианида калия в азотной кислоте. Процедура дает возможность выявить области некачественной обработки. В области, где полученный слой довольно тонкий или его вовсе нет, появляется синий оттенок. В основном данный метод используют в заводских лабораториях. С его помощью выборочно проверяют изделия готовой партии.
Второй способ более простой, но является достаточно длительным. Изделие помещается в обычную воду на длительное время. В конечном итоге в области некачественной обработки появится коррозия.
Химическая пассивация как оптимальное покрытие жаропрочной стали
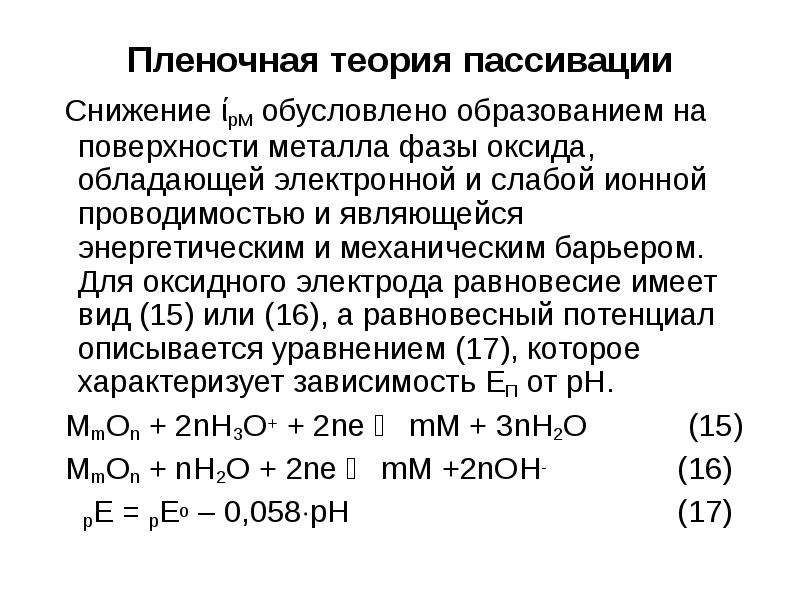
Пассивация металла — процесс, в результате которого на поверхности металла образуется оксидная плёнка, препятствующая образованию коррозии. Название метода покрытия происходит от слова «пассивность». Цель пассивации — снизить химическую активность металла при взаимодействии с другими металлами или агрессивными условиями окружающей среды.
В своём роде, появление плёнки — то же разрушение металла. Но, разрушая верхний слой материала на несколько десятков нанометров, пассивация спасает нижние слои от появления ржавчины.
Таким образом, химическая пассивация — взаимодействие окислителя с обрабатываемой поверхностью.
Этапы химической пассивации
1. Если предварительно не подготовить металлическое изделие, то окислитель вступит в реакцию не со сплавом, а с посторонними элементами. Поэтому, перед пассивацией необходимо зачистить поверхность. Очистку выполняют 2 способами: мытьём или ошкуриванием изделия при помощи наждачной бумаги. Теперь можно приступить к пассивации.


2. Сам процесс представляет нанесение на изделие химического реагента. На сплаве образуется защитная плёнка, состоящая в основном из солей и окислов. Плёнка делает структуру изделия наиболее крепкой и долговечной. Эффективность процедуры зависит от следующих факторов:
- состав раствора;
- состав сплава;
- состояние поверхности обрабатываемой детали.
Лучше всего поддаются химической пассивации высоколегированные стали, особенно хромникелевые. А вот углеродистые стали следует обрабатывать только для кратковременной защиты, так как уровень защитного слоя на них существенно слабее.
3. Очистка при помощи воды. Соли, которые могли остаться на изделии, могут вызвать коррозию. Поэтому промывку следует проводить тщательно.
4. Остатки кислоты необходимо нейтрализовать с помощью 2-3 % раствора аммиака или раствора, состоящего из 25-30 г/л олеиновой кислоты и 2-4 г/л гидроксида натрия. Обработка проводится при 80 – 90 °С на протяжении 2-3 минут.
Какой раствор используется?
Использование различных растворов зависит от свойств сплава. Рассмотрим, какие растворы применяются для пассивирования различного класса черных металлов:
Высоколегированные сплавы, устойчивые к коррозии — азотная и серная кислоты.
- Сплавы ферритного класса — калий двухромовокислый, азотная кислота.
- Углеродистые стали — калий двухромовокислый, хромовый ангидрид, фосфорная кислота, гидроксид натрия.
- Среднелегированные стали — хромовый ангидрид, фосфорная кислота.
Температура и время пассивирования также зависят от класса сплава. Температура составляет диапазон от 18 до 90 °С, а время — от 3 до 60 минут.
Чем выше температура раствора, тем быстрее протекает процесс.
Применение пассивации
- Пассивация используется для металлических деталей под покраску. Она не только защищает от коррозии, но и обезжиривает изделия. Применяется в сфере машиностроения.
- Пассивация паровых турбин. Но зачем нужна пассивация нержавеющей стали, ведь она и так не поржавеет? Оказывается, если сплав находится в непрекращающемся контакте с агрессивной средой, то он может разрушиться. В качестве примера выступает сварной шов. Иногда на нём присутствуют частички железа. И тогда подвергается коррозии даже нержавейка.
- Стоматологическая область. Обрабатываются нижняя часть имплантов — винты, которые вмонтируются в челюсть. Пассивация используется для исключения разрушения импланта в челюстной кости.
- Химическая пассивация часто проводится с декоративной целью. При кратковременной обработке на поверхности появляется радужная плёнка. Яркие предметы использования — краны, дверные ручки.
- Пассивация украшений из бижутерии используется во избежание аллергических реакций.
Химическая пассивация заметно продлевает срок службы изделий из металла и заслуживает широкого применения в самых разнообразных областях.
Этапы химического пассивирования
В процессе формирования однородной инертной пленки на поверхности изделий из нержавейки важно учитывать особенности состава стали и степень повреждения защитного покрытия. Химическое пассивирование сегодня является неотъемлемой частью в работе с нержавеющими материалами
Это позволяет продлить срок их службы, избавиться от ржавчины и повреждений, а также предотвратить образование коррозии. Во время проведения работ по пассивации следует соблюдать поочередность этапов:
Сначала осуществляется очистка материалов от загрязнений. Удаляются жирные пятна, ржавчина и прочие налеты. При технологии травления химическими кислотами изделие погружают в ванну со смесью соляной кислоты и серной. При температуре от 60 до 80 градусов сталь здесь выдерживается в течение 20-40 минут. Если применяется метод травления готовыми смесями кислот, то для очистки используются специальные концентрированные составы (пасты, гели, спреи), которые наносятся на поверхность стали ручным способом. Химикат оставляют ориентировочно на 30 минут. Затем проводится тщательная промывка изделий водой. Начинается процесс пассивации. В первом случае сталь погружают в кислотную ванну. Во втором – наносят гели, пасты, спреи и прочие готовые химические составы на поверхность изделия. В случае с готовыми средствами предусмотрен еще один этап – обработка пассиватором. Это позволяет обеспечить принудительное образование оксидной пленки на нержавеющей стали. Последний этап состоит из тщательной промывки изделия.
Состав нержавеющей стали и марка играют далеко не последнюю роль во внешнем виде изделия после химического пассивирования. Некоторые виды имеют темный цвет, другие же более светлый. Но независимо от этого данный способ обработки стали имеет целый перечень преимуществ:
улучшается сопротивление к образованию коррозии; происходит равномерное сглаживание поверхности изделия; удаляются заусенцы, царапины, вмятины; срок службы изделий значительно увеличивается.
Пассивация металла — принцип, назначение, виды

Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
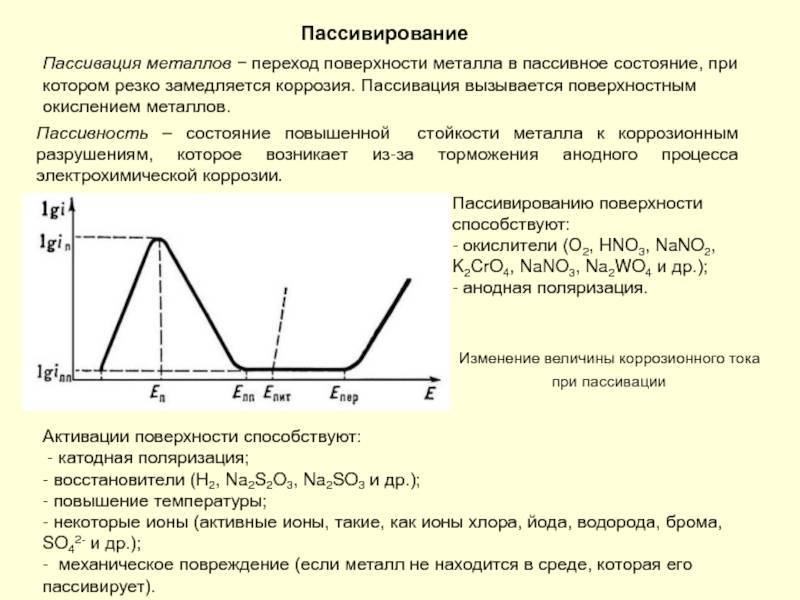
Механизм пассивации
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно замедляется или полностью прекращается.
Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
: Отжиг стали — температура, режимы, виды
Химическое пассивирование
Химическое пассивирование проводят окунанием либо непосредственным нанесением реагентов на саму поверхность без применения электрического тока. В зависимости от используемых веществ, химическое пассивирование может проводиться при комнатной температуре или с подогревом электролита.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна
Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам
Электрохимическое пассивирование
Проводят в растворах окислителей при воздействии электрического тока. Под воздействием тока частицы оседают на поверхности защищаемого изделия, создавая защитный слой. Этот слой, состоящий из малорастворимых соединений, получается более равномерный, чем при использовании метода химического пассивирования.
Пассивация меди проводится чаще всего с применением хроматных растворов, т.к. после обработки наблюдается хорошая коррозионная стойкость металла в растворах нейтральных солей и средах, содержащих SO2.
Пассивирование оцинкованных изделий проводят в растворах, содержащих 200 г/л Na2Cr2O7•2H2O и 8 – 10 мл/л H2SO4. Обработку производится чаще всего методом окунания в раствор на 5 – 30 секунд. При выдержке 5 секунд пленка получается радужная с зеленоватым оттенком. При длительности 30 секунд – коричневая.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
: Пермаллой — магнитная проницаемость, свойства, применение
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.

Свойства гидроксида алюминия
Гидроксид – самое распространенное соединение, которое образует алюминий. Свойства химические его такие же, как и у самого металла, – он амфотерный. Это значит, что он способен проявлять двойственную природу, вступая в реакции как с кислотами, так и со щелочами.
Сам по себе гидроксид алюминия – это белый студенистый осадок. Получить его легко при взаимодействии соли алюминия с щелочью или гидроксидом аммония. При взаимодействии с кислотами данный гидроксид дает обычную соответствующую соль и воду. Если же реакция идет с щелочью, то формируются гидроксокомплексы алюминия, в которых его координационное число равно 4. Пример: Na – тетрагидроксоалюминат натрия.
История открытия алюминия
Издавна человеку было известно соединение рассматриваемого металла – алюмокалиевые квасцы. Оно использовалось как средство, способное набухать и связывать между собой компоненты смеси, это было необходимо и при выделке кожаных изделий. О существовании в чистом виде оксида алюминия стало известно в XVIII веке, во второй его половине. Однако при этом чистое вещество получено не было.
Читать также: Схема включения электродвигателя звезда треугольник
Сумел же выделить металл из его хлорида впервые ученый Х. К. Эрстед. Именно он обработал амальгамой калия соль и выделил из смеси серый порошок, который и был алюминием в чистом виде.
Тогда же стало понятно, что химические свойства алюминия проявляются в его высокой активности, сильной восстановительной способности. Поэтому долгое время с ним никто больше не работал.
Однако в 1854 году француз Девиль смог получить слитки металла методом электролиза расплава. Этот способ актуален и по сей день. Особенно массовое производство ценного материала началось в XX веке, когда были решены проблемы получения большого количества электроэнергии на предприятиях.
На сегодняшний день данный металл – один из самых популярных и применяемых в строительстве и бытовой промышленности.
Алюминий как простое вещество: физические свойства
Если говорить об алюминии, как о простом веществе, то он представляет собой серебристо-белый блестящий металл. На воздухе быстро окисляется и покрывается плотной оксидной пленкой. Тоже самое происходит и при действии концентрированных кислот.
Наличие подобной особенности делает изделия из этого металла устойчивыми к коррозии, что, естественно, очень удобно для людей. Поэтому и находит такое широкое применение в строительстве именно алюминий. Свойства вещества также еще интересны тем, что данный металл очень легкий, при этом прочный и мягкий. Сочетание таких характеристик доступно далеко не каждому веществу.
Можно выделить несколько основных физических свойств, которые характерны для алюминия.
- Высокая степень ковкости и пластичности. Из данного металла изготовляют легкую, прочную и очень тонкую фольгу, его же прокатывают в проволоку.
- Температура плавления – 660 0 С.
- Температура кипения – 2450 0 С.
- Плотность – 2,7 г/см 3 .
- Кристаллическая решетка объемная гранецентрированная, металлическая.
- Тип связи – металлическая.
Физические и химические свойства алюминия определяют области его применения и использования. Если говорить о бытовых сторонах, то большую роль играют именно уже рассмотренные нами выше характеристики. Как легкий, прочный и антикоррозионный металл, алюминий применяется в самолето- и кораблестроении
Поэтому эти свойства очень важно знать
Химическое пассивирование нержавейки
Несмотря на то, что нержавеющая сталь как в своей массе, так и в поверхностном слое уже инактивирована в смысле воздействия на неё неблагоприятных условий среды, иногда коррозия находит у этой стали слабые места.
Сталью железо делают легирующие добавки. А основной такой добавкой, делающей сталь нержавеющей, является хром. Но при его 12% в составе сплава он защитит сталь только от атмосферных воздействий. При 17% выдержит уже обработку азотной кислотой, одной из самых агрессивных кислот.
Дело ещё и в состоянии поверхности нержавеющего материала. И если поверхностный слой нарушен, если на нём есть глубокие царапины, задиры, микроскопические ударные кратеры, то даже легированный металл будет подвержен коррозии.
А иногда достаточно сварного шва на поверхности. И пусть сварка тоже выполняется специальными электродами и в специальном режиме, образующееся в шве чистое железо станет центром коррозии, которая примет цепной характер. Да что сварка? Даже если резать или пилить рядом с нержавеющей конструкцией обычную, нелегированную сталь, то опилки, стружки и любой формы частички от неё, попавшие на нержавейку, тоже быстро станут такими центрами.

Зачем это необходимо?
Лист нержавеющей стали имеет на своей поверхности очень тонкую оксидную пленку. Именно она и препятствует образованию ржавчины на деталях, крепежах, метизах, изготовленных из этого материала. Но малейшее нарушение целостности этого покрытия приводит к тому, что основные антикоррозийные свойства нержавейки утрачиваются. Причины повреждения оксидной пленки могут быть самыми разными:
при контакте материала с хлором; при взаимодействии стали с морской водой; в случае повреждений механическим или физическим путем, в том числе при царапинах и незначительных вмятинах.
Поэтому важно соблюдать условия эксплуатации, которые регламентированы заводами-производителями тех или иных изделий (столовых приборов, крепежей, метизов, рабочих инструментов, цельных листов и проч.). Запрещается использовать моющие средства, имеющие в своем содержании хлор и иные агрессивные химические вещества. Но самый большой ущерб оксидной пленке наносит сварка
Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки
Но самый большой ущерб оксидной пленке наносит сварка. Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки.
Пассивирование — сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Пассивирование — сталь
Пассивирование стали применяют также после травления для межоперационной защиты перед механической обработкой ( шлифованием и др.) — Для этих целей применяют раствор из 8 3 г / л нитрита натрия, 3 1 г / л карбоната натрия; температура раствора 65 — 75 С, продолжительность обработки 0 5 — 1 мин.
Пассивирование стали широко используют для защиты от коррозии в период эксплуатации и межоперационного хранения.
Пассивирование стали типа 18 — 8 под действием азотной кислоты обусловлено присутствием азотистой кислоты.
Процесс пассивирования сталей в указанных растворах проходит без выделения газа. Начало выделения газа свидетельствует о травлении металла, которое препятствует образованию на металле пассивной пленки.
Оксидирование или пассивирование стали ( воронение, чернение) заключается в создании поверхностного слоя плотной оксидной пленки, хорошо держащейся на основном металле. Оксидирование производится либо путем погружения детали в расплавленные соли, либо электролитическим путем.
Другим способом пассивирования стали является воронение, которое также сводится к образованию на ее поверхности тонкой плотной и сплошной пленки из окислов железа, предохраняющей металл от дальнейшего окисления.
Теоретический и практический интерес представляет исследование пассивирования стали в растворах солей нитроаромати-ческих кислот и сохранения пассивного состояния после измене-ния внешних пассивирующих условий.
Исследовано влияние природы анионов нитроароматических кислот на пассивирование стали и сохранение пассивного состояния при изменении внешних условий.
При использовании вяжущих с пониженной способностью к пассивированию стали, а также легких песков, связывающих гидроокись кальция, плотность и толщина защитного слоя бетона у арматуры приобретают решающее значение. Это объясняется тем, что при неустойчивом состоянии пассивности стали коррозия начинает развиваться при весьма небольшом преобладании активирующих веществ у ее поверхности, задержать поступление которых может только слой бетона необходимой плотности и толщины.
Цементы на основе клинкера ( портландцемент, пуц; цолановый портландцемент, шлакопортландцемент) обеГ — спечивают щелочность межфазной жидкости в бетоне, достаточную для пассивирования стали. Однако бетоны на последних двух цементах быстрее карбонизируются и раньше, чем бетон на портландцементе, теряют способность пассивировать арматуру.
Через трое суток после анодной поляризации при ширине трещин 0 2 мм и менее произошло восстановление первоначальной потенциала ( рис. 6), что объясняется пассивированием стали даже при наличии в окружающем электролите хлор-ионов. Прк широких трещинах произошло необратимое нарушение пассивности стали и потенциал установился на более отрицательном уровне, приблизительно равном — 500 мв.


Однако, рассматривая многочисленное семейство современных бетонов, отличающихся разнообразием вяжущих, заполнителей и добавок, а также различными режимами твердения, можно установить, что многие из этих бетонов не в состоянии обеспечить первоначальное пассивирование стали, другие быстро теряют пассивирующую способность под воздействием среды.
Приготовление растворов: — хроматирования цинковых и кадмиевых покрытий, — травления меди и ее сплавов, — выщелачивания магниевых сплавов, — удаления недоброкачественных медных, никелевых, кадмиевых, анодноокисных и фосфатных покрытий, — снятия травильного шлама, — пассивирования меди, — пассивирования цинковых сплавов, — пассивирования сталей, — наполнения фосфатного покрытия сталей.
Все способы пассивирования стали, кроме обработки в серной кислоте, снижают адгезионную прочность цинковых покрытий. Если без пассивирования адгезионная прочность цинковых покрытий к стали составляет 2 5 X X 103 Дж / ма , то в результате пассивирования растворами КМп04, К2Сг207 и K2Cr20 j адгезионная прочность снижается и составлет соответственно 1 65; 1 50 и 1 07 — 103 Дж / ма. В то время как для цинковых пленок пассивирование стали снижает их адгезионную прочность, для медных пленок пассивирование стали действует на их адгезионную прочность двояко: либо уменьшает, либо увеличивает ее.
Страницы: 1 2
www.ngpedia.ru
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.
https://youtube.com/watch?v=ohkACgxyUqE
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Технология пассивации металла, виды и составы
Пассивация — это формирование на поверхности металла тонких оксидных или солевых пленок, которые защищают его от внешней коррозии. Такое покрытие препятствует контакту металла с кислородом и агрессивными средами. При пассивировании защитные пленки могут образовываться на металлической поверхности как естественным, так и искусственным путем. В первом случае они состоят из оксидов химических элементов, входящих в состав самого металла, а во втором могут включать в себя оксиды и соли других химических элементов. Например, чистый алюминий естественным способом образует очень стойкую оксидную пленку, поэтому устойчив к большинству видов коррозии. А вот изделия из его сплавов, содержащих химически активные компоненты, уже нуждаются в искусственной коррозионной защите и поэтому подвергаются пассивированию в солевых растворах.
Пассивацию широко применяют для защиты поверхностей изделий из стали, меди, никеля, алюминия и их сплавов. Даже защитные цинковые и кадмиевые покрытия пассивируют солями хрома для повышения их коррозионной и механической стойкости. Пассивирование металла вызывает образование на его поверхности слоя оксидов или солей толщиной в несколько микрон, что практически не влияет на геометрические размеры изделий. С другой стороны, такие пленки могут снижать контактную проводимость основного материала, но, как правило, в меньшей степени, чем слой корродированного металла.





