

По конструкции различают следующие виды плашек:
- Призматические или квадратные. Это две одинаковые раздвижные половинки квадратного или призматического сечения, закрепляемые в клуппе в форме рамки с рукоятками. На составных частях имеются призматические канавки. Чаще всего используют косые захватные устройства с прямоугольным окном – всего 6 номеров инструмента. Держатель вращается в рабочем направлении точно так же, как метчик. Вороток или клупп может иметь специальные направляющие кольца, благодаря чему удается получать более ровную без дефектов (например, перекосы, заусеницы, зазубрины);
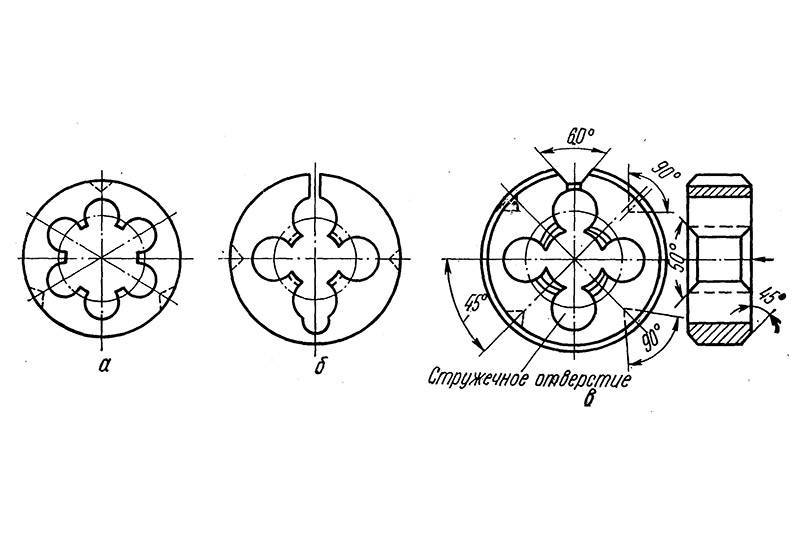
- Круглые плашки могут быть разрезными и цельными (или иначе называют их лерками). Первый вариант используют для получения более точной резьбы. Конструктивно разрезная лерка имеет на боковой поверхности небольшую прорезь. Это позволяет легко регулировать обрабатываемый диаметр в пределах 0,1-1,25 мм.;
- Цельные. Конструктивно – это сплошная закаленная гайка, в которой резьба нарезана в виде сквозных продольных канавок. Они же образуют режущий контур и служат для вывода стружки. Нарезка резьбы осуществляется за один проход. Несмотря на то, что инструмент обладает достаточной жесткостью, быстро изнашивается. Данный вид плашек применяется для получения следующих видов резьб (параметры по ГОСТ 2173-51):
- метрической – диаметром до 52 мм.;
- дюймовой – от ¼ до 2″;
- метрической мелкой до 135 мм. и до 125 мм. – всего пять размерных групп.
Читать также: Как сделать пневматический домкрат
Ответы знатоков
murzik99rus:
А тем же самым чем бегемот отличается от гиппопотама.
V.V. P.:
Наружная и внутренняя резьба.
Николай Приходько:
Одно …но.
cortes:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Loser:
абсолютно ничем.. . два названия одного и того же слесарного инструмента, для нарезания внешней резьбы.. .
Галина Реу:
плашку-сашкой, а лерку — только грелкой!
Сергей Иванов:
Лерка (плашка) для наружной резьбы, метчик для внутренней.
Александр Павлов:
Гы-гы) ) Лерка-это ещё имя такое есть, к плашке ничего не притянуть.. . Ну если только Палашка. .
Валентин Беляев:
Лерка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, лерка-неразъёмный инструмент, даёт более точную резьбу (особенно малых диаметров).
Влад Влад:
плашкой нарезают резьбу на винтах а леркой нарезают внутренюю резьбу на гайке .
Душенька:
…точно знаю, что лерка — это спецыальное кольцо, которым нарезают резьбу на трубе например !..а что такое плашка — не знаю !..
Виктор Азаров:
Тем же, чем Шура отличается от Саши!!
Алёна:
Плашка внутри
wladimir shustov:
и кто выиграл?)))
dima iwanow:
В дополнение к вышесказанному: плашка используется преимущественно для трубной резьбы, лерка — для метрической…
anatolij drozd:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Ковбой:
Я думаю что в правой руке у вас резьбовая плашка, а в левой лерки.
слава морозов:
Если плашка Гармонирует с леркой У Вас всё прекрасно
Кот Бегемот:
Плашка цельная. Лерка с радиальной прорезью.
Виктор Лукиных:
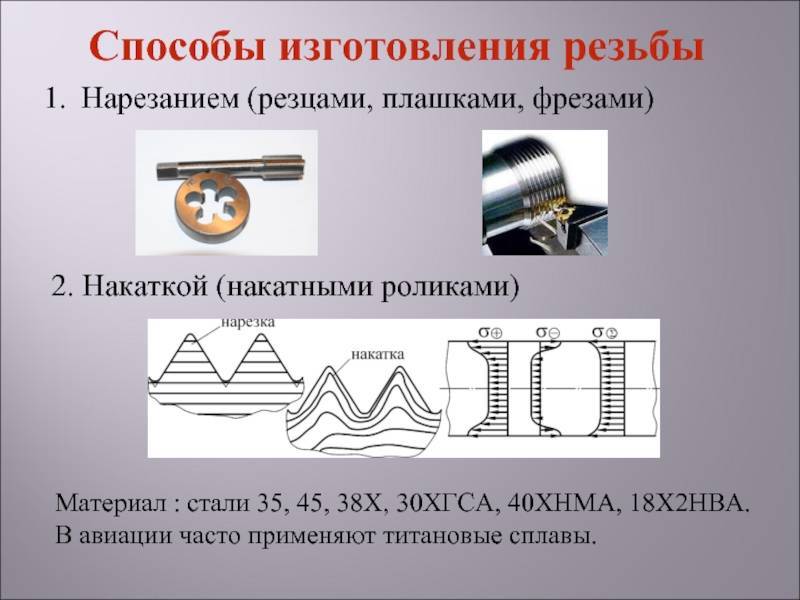
ПЛАШКОЙ НАКАТЫВАЮТ РЕЗЬБУ А ЛЕРКОЙ НАРЕЗАЮТ.
Аха Аха:
otvet.mail /question/76128401«Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. ««… плашка используется преимущественно для трубной резьбы, лерка — для метрической.. .»
злодей сестрорецкий:
А я уже не помню… каждый по своему называл и вроде как это одно и тоже.
Кот Мурыч:
Ничем, это одно и тоже просто раньше называли по разному.
Николай Иванов:
Ничем. Разве что для одной нужен плашкодержатель а для другой леркодержатель.
Игорь:
s ru.wikipedia /wiki/Плашка
Вещий Ольгъ:
ну ей богу, википедия это во второй строчке разъясняет.. забанили?
Вольный ветер:
Лерка — устройство для нарезание наружной резьбы, плашка- часть этого устройства….
кви кузьменок:
Метрической и дюймовой резьбой.
Nick:
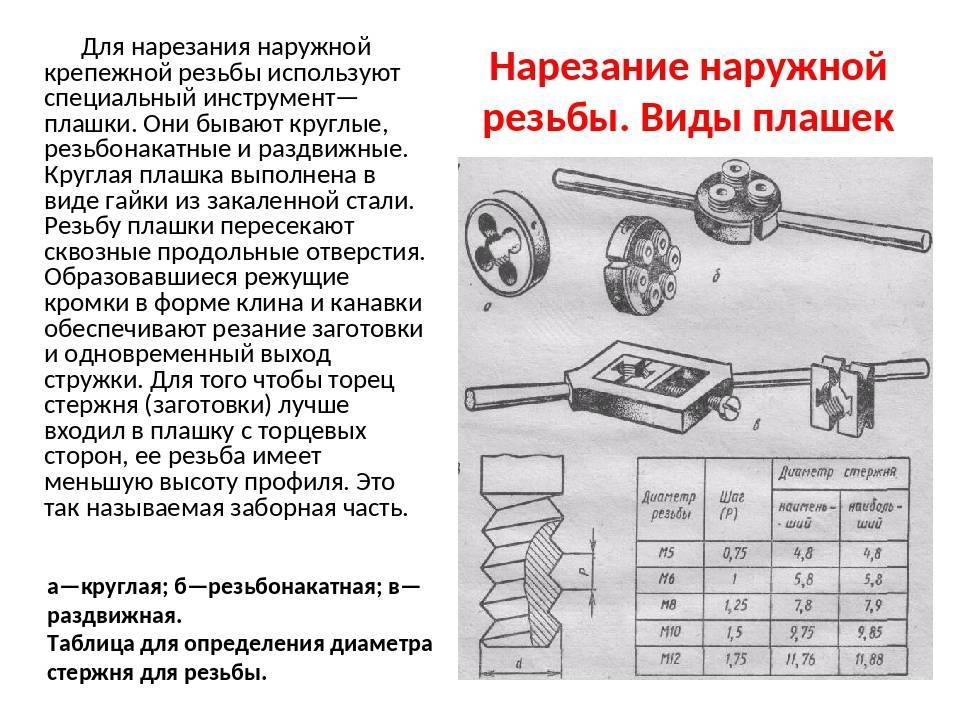
Пла́шка и ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) . В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно бо́льших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки, которые использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) . s ru.wikipedia /wiki/Плашка









Что такое плашка и как ей резать резьбу.
Очень часто требуется нарезать внешнюю резьбу, для таких работ вам потребуется специальный инструмент — плашка, еще ее называют леркой. С помощью плашки вы без проблем нарежете резьбу на арматуре, любом другом цилиндрическом предмете, подправите ее на сбившемся болте. Попробуем разобраться с видами резьбы .
Плашка метрическая.
Метрическая резьба наиболее распространенная, она используется в винтах, болтах и прочем крепеже. Такие лерки обозначаются буквой М. Следующая цифра означает диаметр и шаг резьбы. То есть плашкой М16 режут такую же и резьбу. Стандартный шаг такой резьбы 2. Подробную таблицу диаметров и шагов резьб можно посмотреть в этой статье. Если вам нужно нарезать простую резьбу, то измерьте диаметр штыря, на котором планируется нарезать, лучше всего использовать стандартный шаг резьбы для выбранного диаметра, поскольку это облегчит покупку гаек в будущем.
Плашка трубная
Трубная резьба существенно различается от метрической, в первую очередь это количество витков, она заметно крупнее и измеряется не в сантиметрах, а в дюймах. Наиболее частые размеры плашек 1/2″, 3/4″, 1″, более реже 1 1/4″ и 1 1/2″ и совсем уж редкие большие плашки на 2 и более дюймов. Трубные плашки бывают 2 видов: стандартная(J) и коническая(К). Чаще в хозяйстве используют стандартную цилиндрическую резьбу, коническую более редко. Коническая плашка имеет более глубокий заход, ей нарезать легче, она заметно толще. Фото стандартной трубной плашки на 1/2 дюйма.

Статья по теме — клупп для нарезки резьбы на трубах. Прочитав данную статью, вы сможете узнать, чем лучше нарезать резьбу на трубе, плашкой или клуппом.
Очень часто люди ищут необычные размеры плашек для всяких там китайских светильников и другой техники, это, как правило размеры 3/8″, 5/8″, найти такие плашки в продаже получается не всегда. Ситуация осложнается тем, что человек даже не знает, какая резьба на болте — трубная или метрическая. Это можно исправить, воспользовавшись штангенциркулем и резьбомером. Если ровный четный диаметр и шаг резьбы совпадает с шагом метрического резьбомера, то вполне вероятно, что ваша резьба метрическая. Также еще один прием, как узнать резьбу на болте — проверить ее с помощью плашки, накрутив ее прямо на болт. Попросите в магазине продавцов, чтобы они помогли подобрать плашку и все дела.
Еще на заметку: Нужна внутренняя резьба? Тогда вам нужен метчик.
На данный момент плашки продаются в большинстве своем китайские, они не сказать, чтобы плохие, но заметно отличаются от советских, которые сохранились со времен Совдепа. Они самые лучшие, отлично режут металл, не тупятся, служат очень долго. А если увидите советский знак качества, то не раздумывая покупайте ее, она самая лучшая. Все-таки умели раньше делать инструмент, советские сверла(лучше всего кобальтовые сверла) и прочий металлорежущий инструмент ценятся мастерами выше, чем импортные, пусть даже самые дорогие.
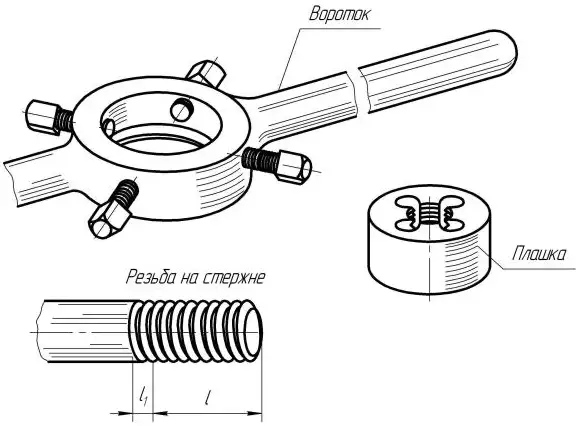
Для того, чтобы нарезать внешнюю резьбу с помощью плашки вам понадобится собственно плашка и специальный вороток, в котором лерка закрепляется. Стоит заметить, что плашкодержатель — это универсальный инструмент, в него можно закрепить сразу несколько видов плашек. Например, хорошим спросом пользуются держатели м3-м10(можно закреплять лерки от м3 до м10), небольшие размеры наиболее часто нарезаются в домашних условиях. Если требуется больший диаметр, то следующий размер м10-м20(для лерок больших диаметров).
Как закрепить плашку в держателе. На плашке сбоку вы увидите специальные углубления для болтов, в них то и вставляйте болты воротка и крепко зажимайте.
Нарезая резьбу, соблюдайте простые правила — используйте бытовое масло(можно машинное), оно облегчает нагрузку на плашку, заметно легче резать с маслом, нежели без него. Крутить вороток следует медленно, стараясь не перекашивать. Помню как-то раз нарезали резьбу М10(нужно было сделать импровизированный болт длиной полметра), самое трудное было — это начать резьбу, в первый раз она у нас перекосилась, хорошо, что вовремя заметили. Так что при заходе выравнивайте плашку строго горизонтально. и вот когда мы закосили резьбу, то наша китайская плашка просто сломалась, не выдержать нагрузки. Мы взяли советскую и она справилась на отлично, когда крутили без масла, скрип стоял ужасный, однако все получилось. Вот вам налицо разница между импортной и советской.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Трубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.
Что такое плашка и для чего она применяется
Плашка — это распространенный инструмент, предназначенный для нарезания внешних резьб и их калибровки. При помощи этих приспособлений изготавливают трубы, стержни, болты, шпильки, а также иные детали и изделия.

Фотография №1: Плашка
Конструкция плашки
По конструкции плашка напоминает большую гайку круглой формы. По центру расположено отверстие с режущими кромками. На ней имеются витки (8–10 шт.). Они различаются по остроте заточки.
2–3 витка — заборная часть. Эти витки заточены максимально остро. Остальные (6–7 шт.) — калибрующая часть. Эти витки нужны для удаления стружки при нарезании резьб.

Изображение №1: 1 — заборная часть; 2 — калибрующая часть; 3 — стружечная канавка
Чем плашка отличается от лерки
Новички в слесарном деле часто спрашивают, что такое лерка и чем она отличается от плашки. Сейчас — ничем! Ранее существовало следующее условное деление.
Плашками называли регулируемые инструменты больших диаметров, а лерками — неразборные аналоги, предназначенные для нарезания высокоточных резьб. Сейчас этого деления не существует. Все приспособления называют плашками.

Фотография №2: Плашка и лерка — это один и тот же инструмент
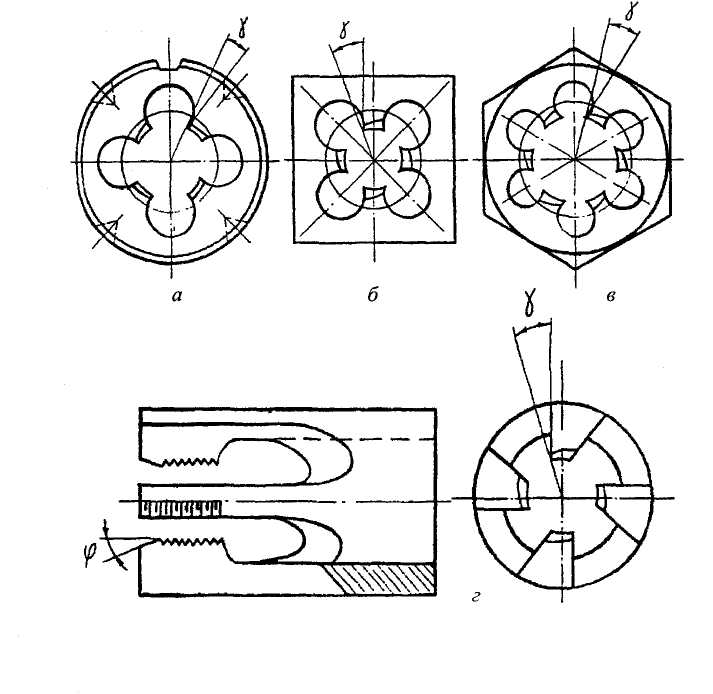
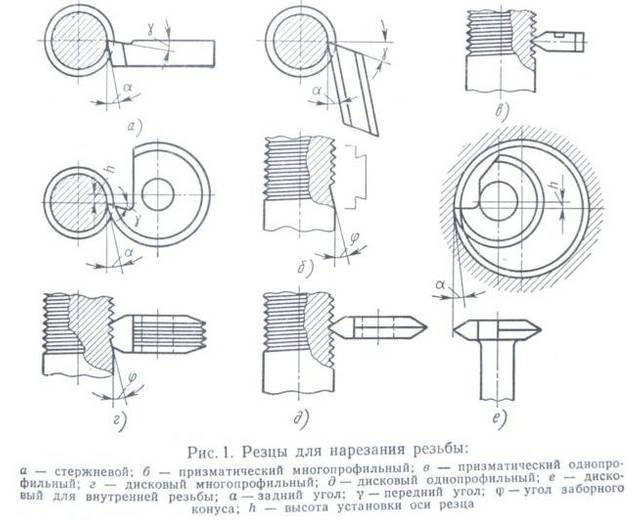
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
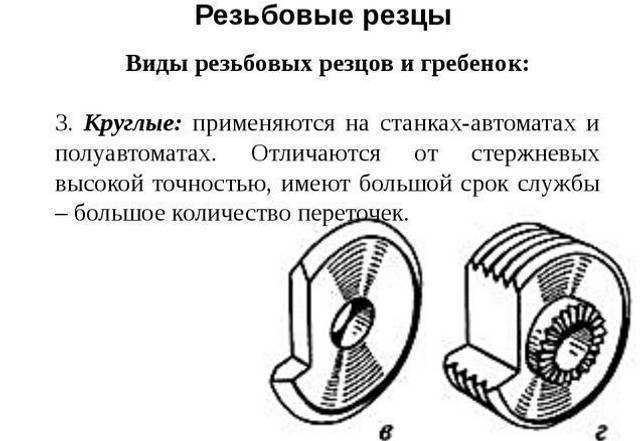
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.






Режем резьбу плашкой
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.

- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».

Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.

Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.

Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.

Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.

Лерка для нарезки резьбы. Раскрываем особенности работы
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки.
В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности.
При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур.
Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают.
При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена.
Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается.
Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC.
Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Нюансы работы
В заготовке высверливается отверстие с определенным диаметром и производится удаление фаски. Это нужно для того, чтобы инструмент мог беспрепятственно войти. Заранее следует определиться с диаметром сверла.
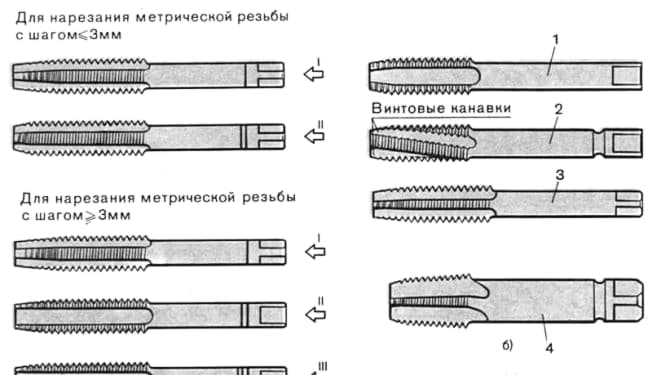
Отверстие в трубе при этом может быть сквозным (через всю толщину) или глухим. Для того чтобы профиль был максимально чистым, рекомендуется использовать три метчика.
Первый создаст предварительный проход, он обозначается посредством верхней риски, в верхней части мечника.
Второй резьбовой инструмент завершает нарезку внутренней резьбы, на нем имеется обозначение в две риски. Третий резьбовой инструмент создает окончательный профили и оснащен тремя рисками.
Соединение труб с резьбой
Для того чтобы правильно сформировать соединение, нужно действовать постепенно и в результате появится четкий профиль. При этом первые два метчика следует использовать для тех отверстий, диаметр которых колеблется от 2 до 3 мм.
Для того чтобы правильно произвести нарезку, нужно осуществлять повторы оборотных движений – это поможет стальной стружке быстрее скалываться с мечника.
Если нарезание проводится в глухом отверстии, то инструмент периодически выворачивается в обратном направлении, с целью удаления с поверхности металлических опилок.
Далее инструмент смазывается техническим маслом и солидолом, после чего продолжается нарезка внутренней резьбы.
Советы по работе
Для качественного результата следует помнить:
- нежелательно выполнять нарезку в тех отверстиях, которые выполнены с помощью литья или штамповки. В таких случаях перед выполнением работ отверстия предварительно рассверливаются для получения нужного внутреннего диаметра трубы или цилиндра;
- процесс нарезки начинается только после закрепления изделия в сверлильном станке с помощью плавающих или реверсивных патронов;
- правильно нарезать резьбу поможет предварительное охлаждение инструмента смазкой;
- для обеспечения строгой перпендикулярности витков необходимо использовать сверлильный кондуктор, служащий для надежной фиксации изделия;
- если нарезка проводится в изделии из жаропрочного сплава, то нужно применять резьбовой набор мечников, зубья в котором располагаются в шахматном порядке;
- нарезка в изделиях, изготовленных из алюминиевого или цинкового сплава, делается с помощью станков, которые обеспечивают принудительную подачу шпинделя, обеспечивающего легкий ход режущего инструмента;
- во избежание брака резьбы следует правильно устанавливать мечник и обеспечить его смазочно-охлаждающей жидкостью;
- тугая резьба формируется в результате подбора мечника с неправильными размерами, по этой же причине может возникнуть конусность. Во избежание таких последствий необходимо работать мечником требуемой конструкции;
- запрещается нарезка, при которой резьбовой мечник вставляется в патрон сверлильного станка или в патрон электродрели. В таком случае регулировка усилия и угла атаки будет невозможна. Это приведет к поломке инструмента и некорректным виткам.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз».
Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.








Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Правила процедуры
При работе с трубами важно запастись плашками с трубным прижимом и воротком. Подбирается плашка с учетом типа требуемой резьбы. Определить это можно сверкой с клеймом либо осмотром
Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент
Определить это можно сверкой с клеймом либо осмотром. Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент.
На большинстве труб требуется цилиндрическая резьба. Также перед работой нужно определить ее направление: правая или левая. Для этого на плашках изображается буквенный указатель: «Л» — левая, а «П» — правая. Также на плашке указывается, к какой марке стали она относится, это дает возможность правильно подобрать инструмент для нарезки на трубах из нержавейки.
Правила нарезки достаточны просты:
1). Подготовить трубу к нарезке. Для этого напильником снимается фаска, а зона обрабатывается масляным раствором.
2). Вставить плашку в держатель, закрепив винтами.
3). Поднести к изделию плашку и сделать несколько круговых вращений в требуемую сторону резьбы.
4). Слегка придавить плашку для ее врезки в материал.
Алгоритм прокручивания:
- 2-3 оборота в одну сторону;
- пол оборота – в другую.
И так до момента окончания нарезки
При этом очень важно держать трубу и плашку строго перпендикулярно. Иначе резьба будет «гулять», что скажется на качестве соединения. Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата
Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение
Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата. Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение.
Также для выбора плашек важно учитывать, какая резьба будет делаться, наружная или внутренняя. Качественно выполненная работа позволит сделать герметичное резьбовое соединение даже в напорных трубах водопровода
Подводим
Как видно, сделать самостоятельно резьбу с использованием плашек совсем нетрудно. Для этого достаточно правильно подобрать инструмент, приложить немного усилий и аккуратности. Наверное, многие представители мужской половины человечества помнят, как подобные задачи решались на уроках труда в школе. Поэтому для большинства потребуется лишь вспомнить приобретенные навыки, применить их уже во взрослой жизни. Это как с ездой на велосипеде: достаточно один раз научиться, чтобы даже после длительного перерыва уверенно себя чувствовать в седле.
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов. При изготовлении могут использоваться следующие металлы:
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
- Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Читать также: Полимеры используемые в быту
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.




