

Часто задаваемые вопросы
— Что можно металлизировать алюминием?
Деталь практически любой формы
Важно, чтобы она имела глянцевую поверхность, которая получается путем покрытия слоем акрилового лака
— Сколько будет стоить металлизация алюминием?
- Стоимость одной загрузки камеры — от 5000 руб.
- Стоимость подготовки, покрытия лаком, сушки в камере полимеризации под напыление 1 загрузки — от 5000 руб.
- Стоимость финишного покрытия лаком, сушки в камере полимеризации после напыление 1 загрузки — от 5000 руб.
Цена может меняться и зависит от сложности подготовки детали. То есть если вам нужно покрыть металлом 1 деталь, то стоимость и будет от 5000 руб. Если деталей 1000 шт и все они могут поместиться в камеру, то стоимость металлизации 1 единицы при заказе 1000 штук будет стоить от 5 руб. На крупно серийное производство и металлизацию деталей сложных форм цена обговаривается индивидуально.
— Сроки исполнения заказа?
От 2 дней. Можем выполнить срочные заказы, при средней загруженности производства.
— Как отправить нам деталь на хромирование?
Лучше всего воспользоваться услугами транспортной компании или привезти деталь на склад производства лично по адресу: Тула, Железнодорожная 51Ж (график работы: пн-пт с 9-00-18-00).
— Как должна быть подготовлена деталь?
При отправке детали, она должна быть максимально подготовлена под покрытие лаком, то есть чистой и обезжиренной. К сожалению, мы не имеем много времени на подготовку замасленных, грязных деталей под вакуумную металлизацию. Если вы не имеете возможность предоставить деталь в должном виде, пожалуйста уточните у технолога о возможности ее подготовки и напыления.
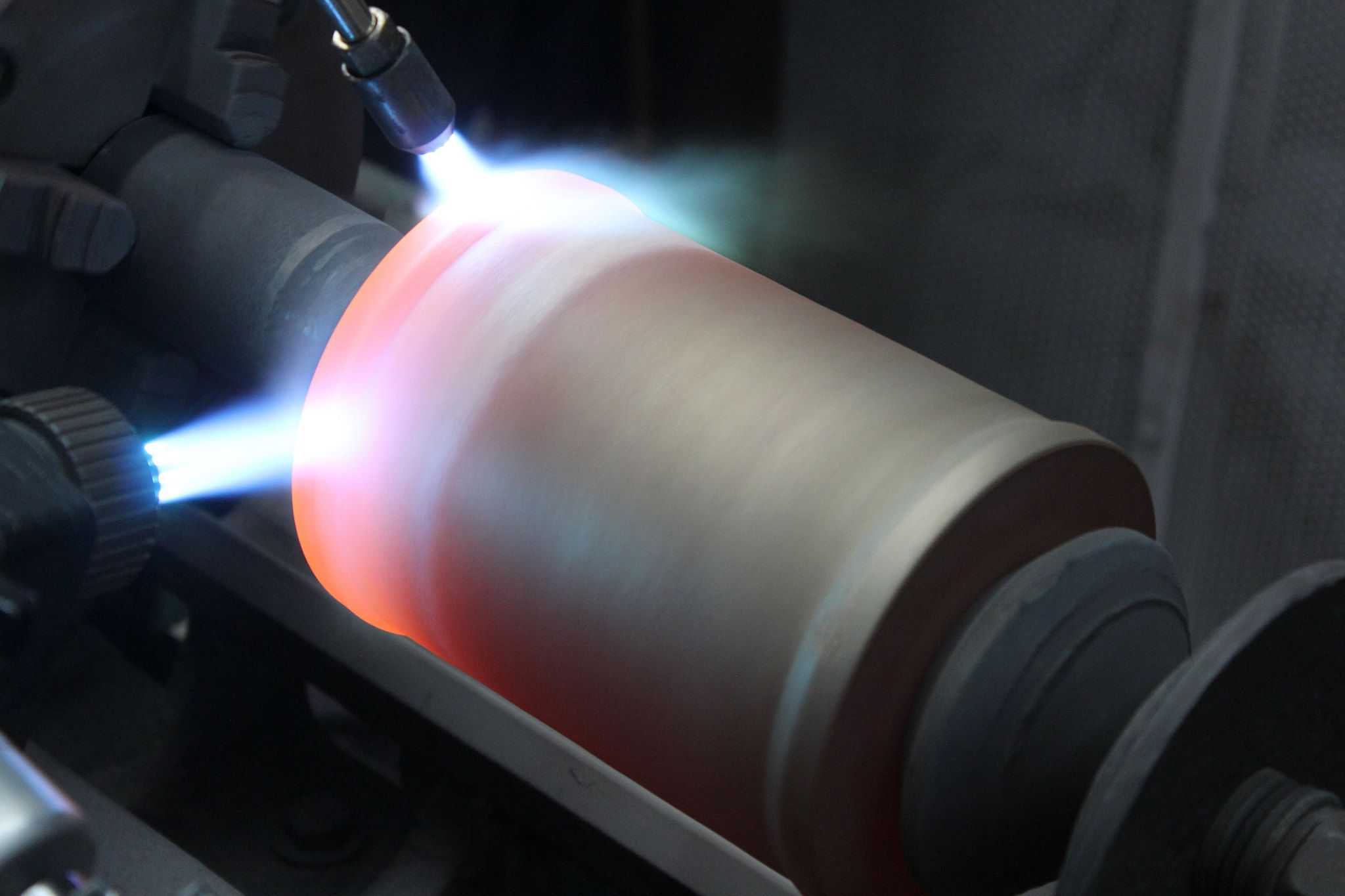
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
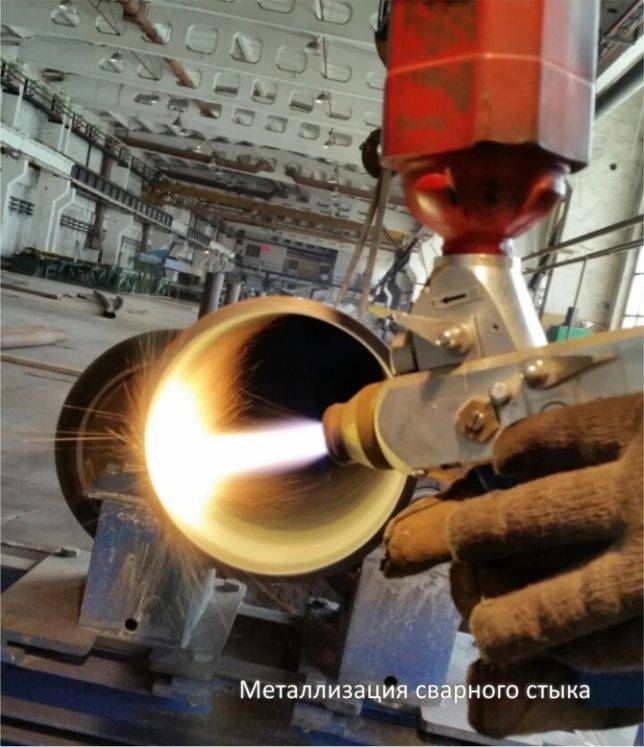
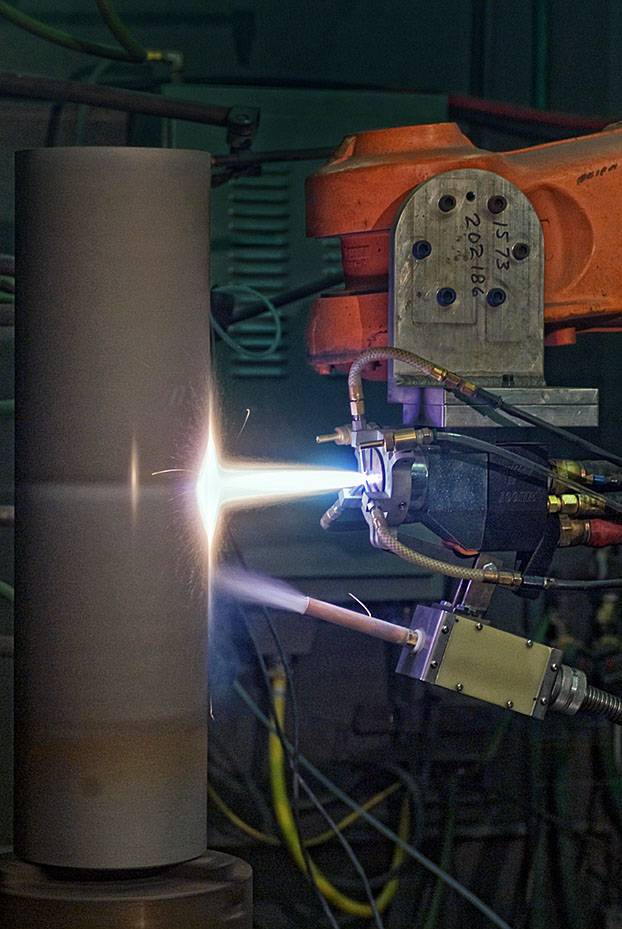
 Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Химическое осаждение из паровой фазы (CVD).
Метод позволяет получить высокочистый хром на поверхности изделия. Осаждение покрытия происходит при температуре выше 1000˚С. Из-за этого покрывать можно только изделия из твердых сплавов или керамики с высокой жаростойкостью.
Суть процесса: при сжигании газовой смеси происходит ее разложение на активные радикалы, ионы и электроны. Радикалы и ионы поступают на покрываемую поверхность, вступают в реакцию и образуют поликристаллическую или аморфную структуру. Регулируя состав горючей смеси и температуру процесса, возможно задать требуемые характеристики покрытия.
Уникальная технология плазмохимического осаждения
(PECVD) позволила получать аморфные и поликлисталлические пленки хрома на поверхности изделия при температуре процесса ниже, чем в процессе простого химического осаждения из паровой фазы (CVD).
Уникальность покрытия состоит так же в том, что возможно получить покрытие – «бутерброд», каждый слой которого будет иметь разные характеристики. Например, нижний слой покрытия будет иметь твердость 5 ГПа, а верхний – колоссальные 35 ГПа.
Недостатком метода является его высокая стоимость.
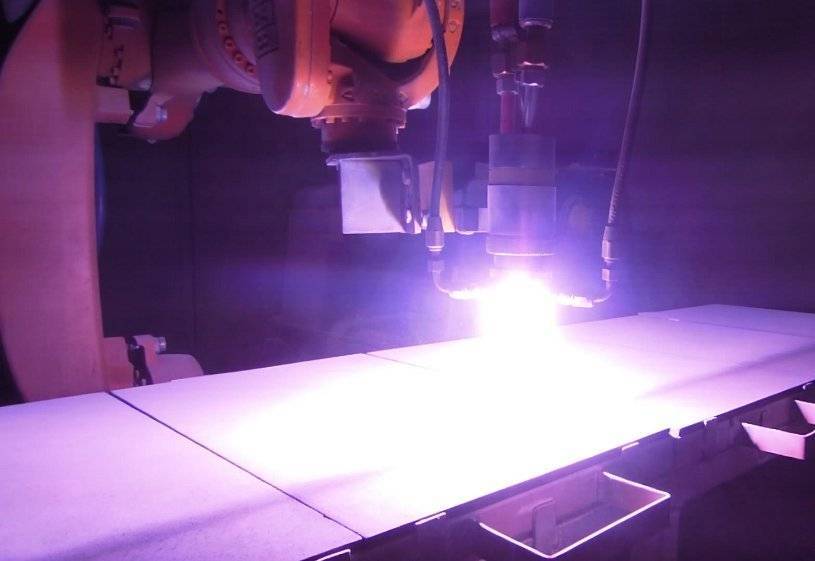
Современный вариант
На различных предприятиях используются производственные установки, укомплектованные металлическими деталями, которые в условиях значительных нагрузок изнашиваются, страдают от коррозии. Для увеличения сроков износостойкости и прочности механизмов их поверхность полностью или частично покрывают слоем расплавленного металла. Полученный таким способом наплыв прочно соединяется с материалом поверхности, образуя единый конгломерат.
Для восстановления работоспособности старой детали наплавляют аналогичный вид металла, что позволяет вернуть изделию форму и целостность. Если необходимо улучшить качество верхнего слоя, его покрывают другим материалом, наделяющим механизм новыми свойствами.
Принцип технологии
Лазерная наплавка (технология лазерного осаждения металлов) относится к наиболее эффективным методам восстановления покрытий, обладающих повышенной износостойкостью. В процессе участвуют лазерные системы современного типа, оснащенные мощными диодами и специализированными соплами. Что происходит:
- На поверхности выбранного участка применением лазера создается подобие плавильной ванны. Емкость наполняется металлическим порошком, поступающим через отверстие сопла.
- Во время обработки лазером происходит кратковременное расплавление материала основы. Все этапы осуществляются при автоматическом регулировании параметров зоны плавления.
Принцип лазерной наплавки тот же, что и при электродуговой и порошковой плазменной присадке, соединяющейся с металлом. Недостаток традиционных видов наплавки в подплавлении основы при значительном термическом воздействии на нее. Обработка порошкового материала локально направленным лучом мощного лазера исключает разогрев оплавляющейся поверхности при высокой скорости наплава.

Преимущества
- Возможность задействовать разные порошки для создания многослойных структур собственных сплавов;
- простоту замены расходных материалов, которая выполняется без остановки рабочего процесса;
- способность к созданию трехмерных структур на неровных поверхностях с измененной геометрией;
- контроль степени проплавления при высокопрочном сцеплении порошковой смеси с верхним слоем основы;
- минимизацию влияния термической обработки на зону локального воздействия с исключением вероятности деформации;
- высокую скорость создания грубых и очень тонких структур, что недоступно другим видам плавки;
- возможность доступа к любым участкам крупногабаритных изделий при быстром нагреве и охлаждении рабочей зоны.
Лазерная наплавка поверхности металла не лишена некоторых недостатков, главный из которых – необходимость использования сложного и затратного оборудования. К недостаткам плавки также нужно отнести низкую производительность при невысоком КПД.
Какое оснащение применяется для диффузного напыления

Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение – плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.
Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
2 Алюминирование и силицирование – информация о методиках
Алюминирование (оно же алитирование) производится в тех случаях, когда деталям и механизмам машин требуется придать высокие антикоррозионные свойства при повышенных (до 900 °С) температурах. Чаще всего такое напыление используется для упрочнения конструкций из жаропрочных сталей и аустенитных сплавов с малым содержанием углерода.








Алитирование считается незаменимой методикой при изготовлении оборудования для крекинга газа и нефти, компонентов газовых турбин и двигателей автотранспортных средств, печной арматуры, элементов паронагревательной аппаратуры. Алюминирование нередко выполняется вместо горячего цинкования деталей трубных изделий, проволоки, стальных листов, а также в строительной отрасли.

Технология метода сравнительно проста. Алитирование осуществляется в смесях порошкообразного вида, состоящих из ферроалюминия, алюминия и его окислов. Напыление длится около восьми часов, ведется при температуре порядка 1000 °С. При таких условиях алюминирование позволяет получать на поверхности металлических изделий защитный слой толщиной около половины миллиметра (действительно качественное напыление с превосходным защитным потенциалом).
Кроме того, алитирование (алюминирование) иногда производится следующими способами:
- нанесением на изделия слоя специальной алюминиевой краски с их последующим отжигом (диффузионным) в защитной среде;
- нанесением порошка, содержащего алюминий, с обязательным отжигом детали после обработки изоляционной обмазкой;
- погружением заготовки в расплав (жидкое алитирование) при температуре около 750 °С.
Алюминирование небольших по геометрическим размерам деталей и печатных плат обычно выполняют посредством газотермического напыления.

Силицирование осуществляется в жидких либо газообразных средах. При этом разрешается применять и безэлектролизный, и классический электролизный способ обработки изделий. Силицирование обеспечивает конструкциям, функционирующим в различных кислотах или в соленой воде, уникальную стойкость против коррозии. Современная технология напыления металла кремнием позволяет получать оборудование и устройства для нефтяной, бумажной и химической промышленности с высокотвердыми слоями толщиной до 1000 микрометров.
Главные плюсы метода
К преимуществам технологии относят:
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.

Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
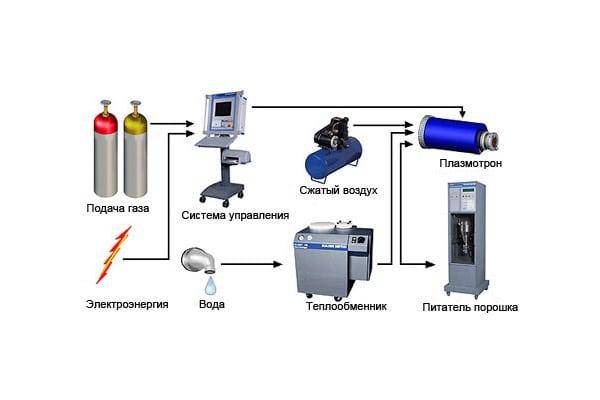
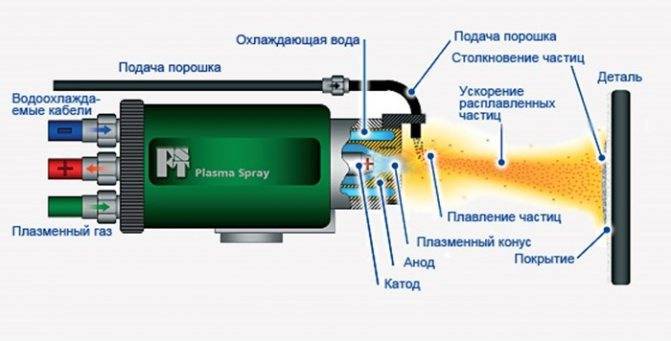
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Методы вакуумного напыления
К группе способов вакуумного напыления принадлежат приведенные ниже технологические процессы, а кроме того реактивные виды этих действий. Методы термического напыления:
- Испарение электрическим лучом;
- Испарение лазерным лучом;
- Испарение вакуумной дугой: сырье улетучивается в катодном пятне гальванической дуги;
- Эпитаксия молекулярным лучом.
Ионное рассеивание:
- Исходный сырье распыляется бомбардировкой ионным потоком и действует на подложку;
- Магнетронное рассеивание;
- Напыление с ионным ассистированием;
- Имплантация ионов;
- Фокусируемый ионный узел.
Вакуумно-плазменное напыление
Это физическое оседание паров титана на плоскость продукта. Высокая точность толщины напыления, необыкновенная надежность, средний интервал температур (450-650 оС) обозначает, что данные напыления могут быть использованы в широком диапазоне веществ, превосходя иные процессы в собственной нише. Изделие, на которое наносятся PVD покрытия, вначале вычищаются. Процедура очищения изменяется в зависимости от степени качества плоскости, вещества подложки и геометрии. Изделия загружаются в вакуумную камеру в специализированные устройства, определенные с целью оптимизации перегрузки камеры и обеспеченья однородного напыления. Вакуумная камера откачивается до 10-6 мм рт. ст., для того чтобы изъять все загрязняющие элементы в системе. В камеру напускают инертный газ азот и подают напряжение на подложку, в следствии возникнет тлеющий разряд (плазма). Это очищение изделия в тлеющем разряде для исходной периода осаждения сплава. Высокий ток и невысокое напряжение дуги подается на мишень (твердый материал, применяемый для нанесения).
Ионно-вакуумное напыление
Процессы вакуумного напыления либо осаждения тонких плёнок в вакууме применяются с целью формирования неглубоких пластов толщиной от 0,1 мкм до 200 мкм. Они используются с целью нанесения коррозиеустойчивых, абразивостойких и декоративных пластов на поверхностях, сделанных с разных материалов. Высокая точность по толщине и хим. безупречность тонких плёнок может быть достигнута при выращивании пласта только в вакууме. Атомарная или молекулярная струя осаждаемого элемента приобретают или при нагреве, дальнейшем испарении и конденсации необходимого вещества на плоскости продукта, или при распылении и бомбардировке твёрдой плоскости мишени ионами.

Вакуумное напыление алюминия
Металлизация – это процедура напыления плоскости пластмассы атомами сплава при обстоятельстве высочайшего вакуума. В последствии процесса на плоскости выходит изящная алюминиевая оболочка, что обладает светоотражающим эффектом. Вакуумная металлизация – сверхтехнологическая процедура, что дает возможность извлекать напыления, моделирующее хроматирование, металлообработку, никелировку и прочее.
Вакуумное напыление металлов
Металлы, испаряющиеся при температуре ниже места их плавления, допускается разогревать непосредственным прохождением тока, серебро и золото испаряют в челноках с тантала либо вольфрама. Покрытие должно делаться в камере с давлением менее чем 10-4 мм рт. ст.

Вакуумное ионно-плазменное напыление
Нанесение декоративно-предохранительных покрытий с поддержкой вакуумных ионно-плазменных (вакуумно-дугового и магнетронного) способов напыления обретает обширную популяризацию вследствие природоохранной чистоте изготовления и высочайшему качеству получаемых декоративно-предохранительных плёнок. Условиями, удерживающими последующую популяризацию данных способов представлены: довольно большая цена оснащения, большая необходимая культурность изготовления, жёсткие условия к качеству и чистоте плоскости болванок.







Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств. Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка
Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни

Что такое ионно-плазменное напыление
Ионно-плазменное напыление – покрытие, представляющее собой многомикронную вакуумную плёнку. Этот способ обработки поверхностей основан на распылении химических веществ в вакуумном пространстве, где материалы конденсируются и испаряются, образовывая защитный слой.
Вакуумное ионно-плазменное напыление обладает такими преимуществами:
- Позволяет обрабатывать поверхности при низкой или повышенной температуре, достигающей 100˚C.
- Равномерно наносится на детали, даже если они имеют неправильную, сложную геометрическую форму.
- Толщина напыления может быть произвольной 0,01 – 20 мкм.
- Обработанная поверхность не требует дополнительной обработки другими материалами.
- Изделия, обработанные вакуумным напылением, могут использоваться в различных промышленных отраслях, даже при повышенной температуре и в неблагоприятных условиях. При этом металлы, практически не подвергаются коррозии.
- Благодаря ионно-плазменному напылению повышается износоустойчивость детали.
Такой метод обработки широко востребован в медицинской области, в качестве защитно-декоративного покрытия. Тогда, обработка позволяет укрепить изделие и сымитировать цвета драгоценных металлов, требующихся для изготовления протезов или зубных коронок.

Кроме того, ионно-плазменное напыление нитрида титана (вакуумное) используют для нанесения диэлектрических, проводящих, полупроводниковых, тонкоплёночных гибридных микросхем (в электронике), нанесения отражающих либо просветляющих слоёв (в оптике). Также, ионно-плазменную обработку применяют для напыления наноуглеродных покрытий, тонировки автомобильных стёкол и металлизации банок из стекла/пластика.
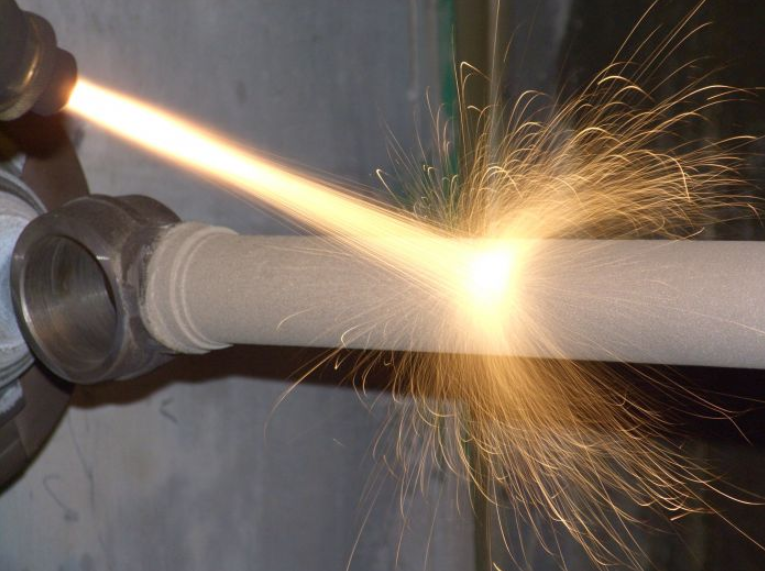
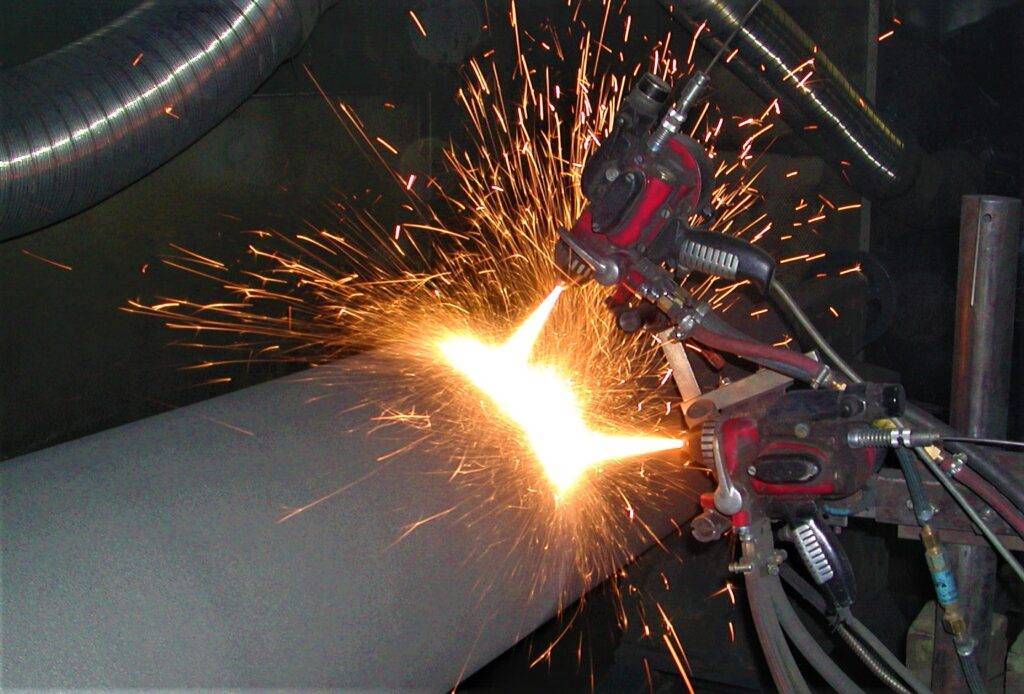
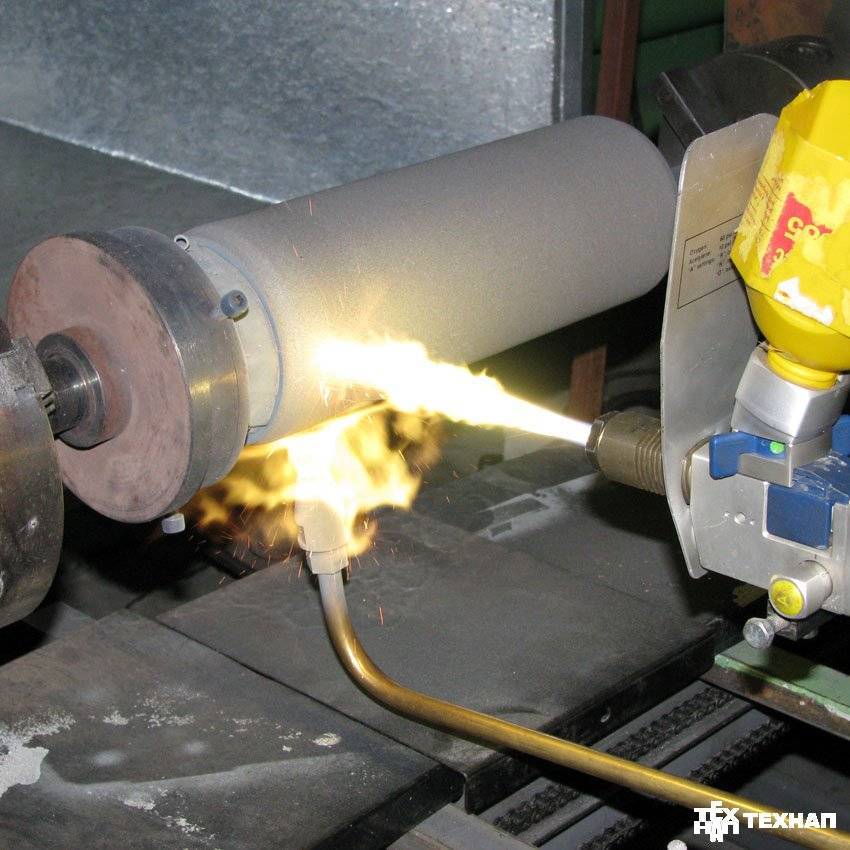
Метод газопламенной обработки
Если в предыдущей технологии предусматривается тщательная подготовка основы, которая должна подвергаться покрытию, то в данном случае особое внимание уделяется частицам металлизации. Современное газопламенное напыление может выполняться с помощью полимерного порошка, проволочного или шнурового материала
Данная масса направляется в пламя кислородно-пропановой или ацетиленокислородной горелки, в которой происходит расплавление и перенос на напыляемую основу сжатым воздухом. Далее состав остывает, формируя готовое к применению покрытие.
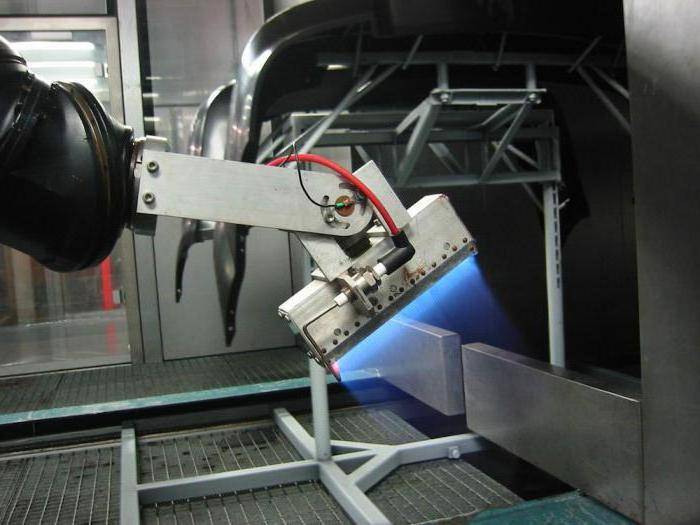
При помощи данной методики можно наделять материалы антикоррозийной стойкостью и механической прочностью. Активным материалом можно обрабатывать алюминиевые, никелевые, цинковые, железные и медные сплавы. В частности, газопламенное напыление используют для повышения эксплуатационных качеств подшипников скольжения, изоляционных покрытий, электротехнических деталей и т. д. Кроме этого, технология используется в интерьерном и архитектурном дизайне для обеспечения конструкций декоративными свойствами.
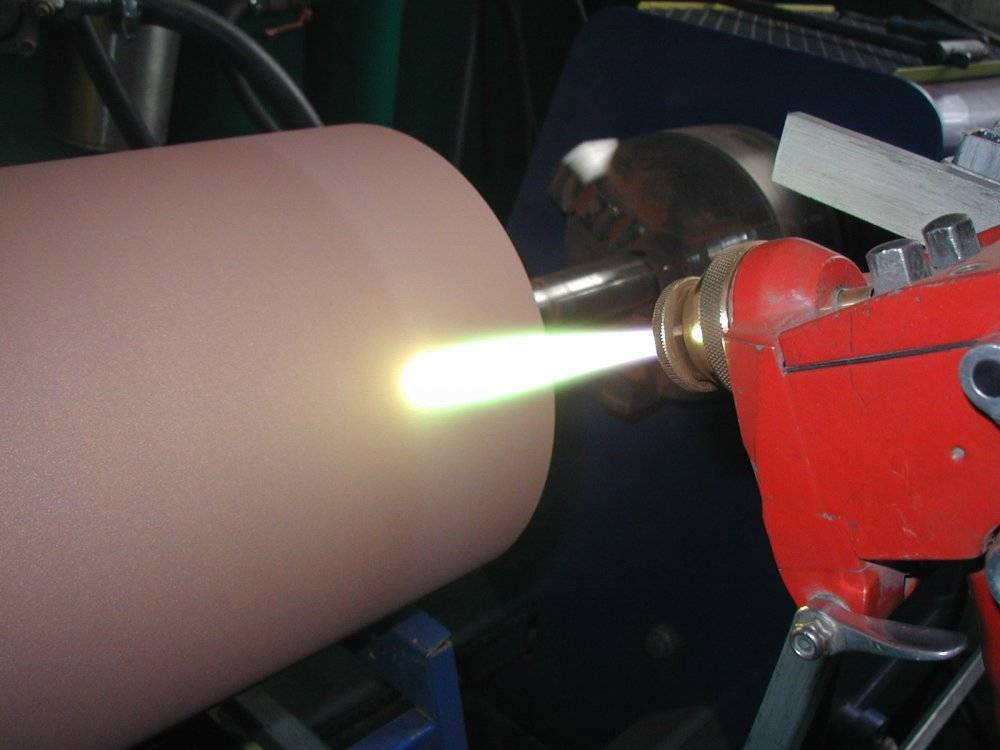
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
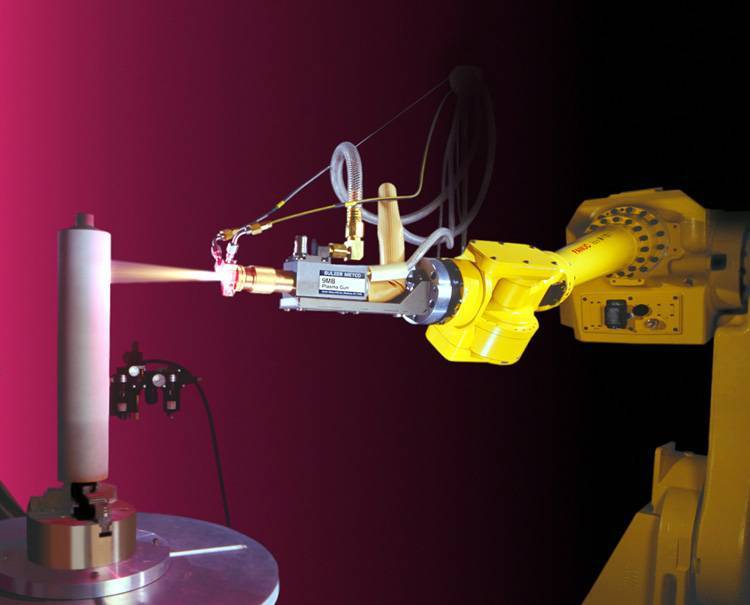
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
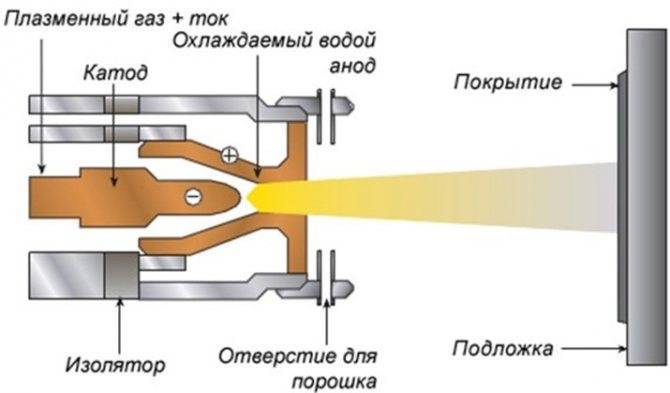
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.
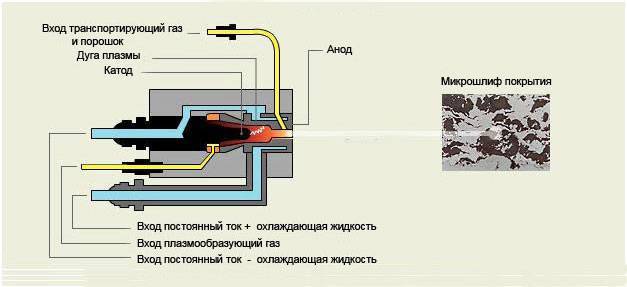
Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.






При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот
Методы

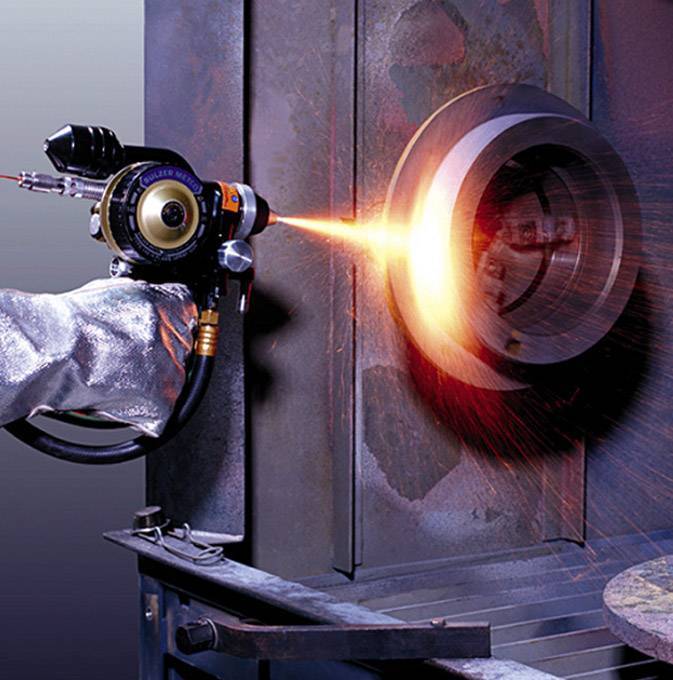
Суть технологии заключается в том, что в условиях вакуума на специальном оборудовании переносятся мельчайшие металлочастицы на рабочую поверхность заготовки. В процессе формирования покрытий исходный металл испаряется, конденсируется, абсорбируется и кристаллизуется в газовой среде, создавая стойкое покрытие. В зависимости от типа заготовки, свойств металлической пленки и выбранного режима напыления получаются самые разнообразные эффекты. Напылить можно практически любой металл: алюминий, никель, хром, медь, бронза, золото, титан, пр. С учетом специфических свойств и особенностей, под каждый металл требуются различные режимы и технические приемы. Например, из-за низкой износостойкости особой технологии требует вакуумное напыление алюминия. Вот почему в нашей компании работают исключительно высококвалифицированные и опытные специалисты. Металлизация проводится разными способами.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
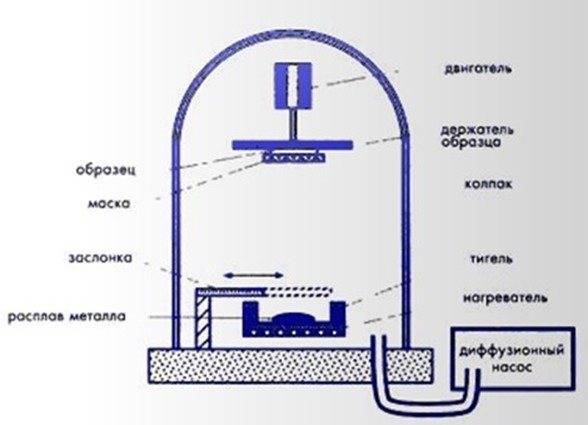
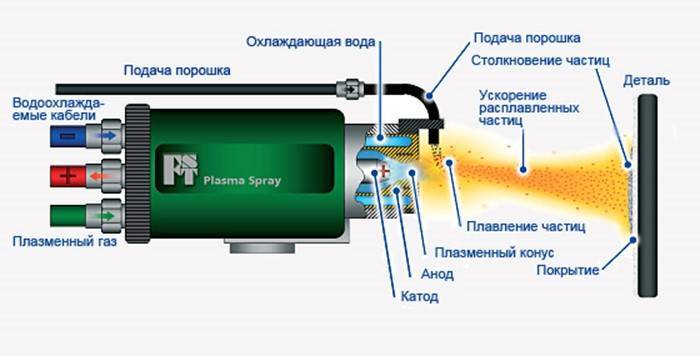 Схема установки плазменного напыления
Схема установки плазменного напыления
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.





