

Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.
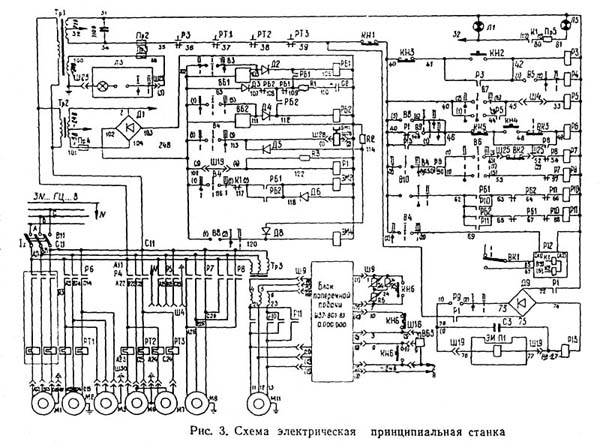
Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
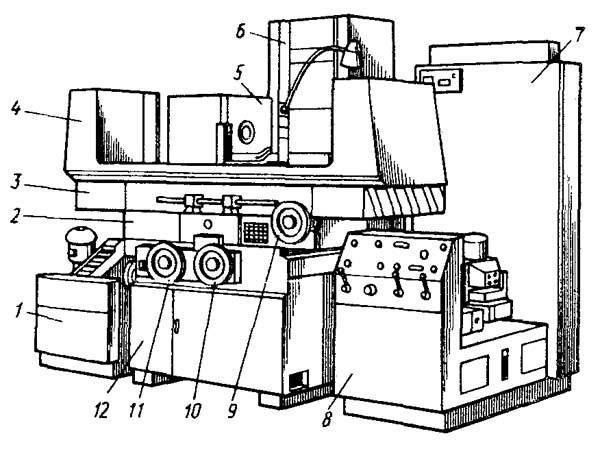
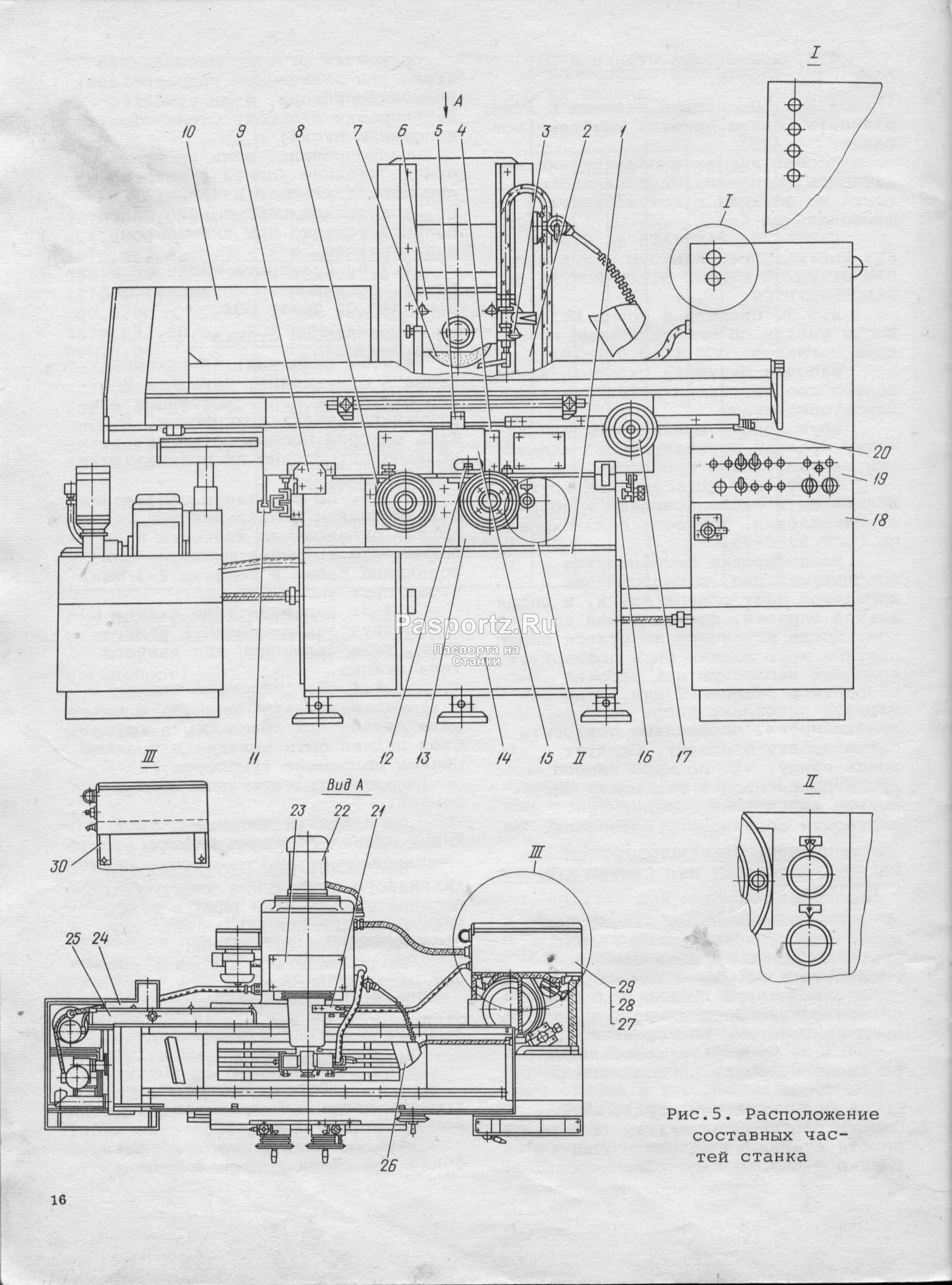
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец. Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.



- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Технические характеристики
Конструктивные компоненты
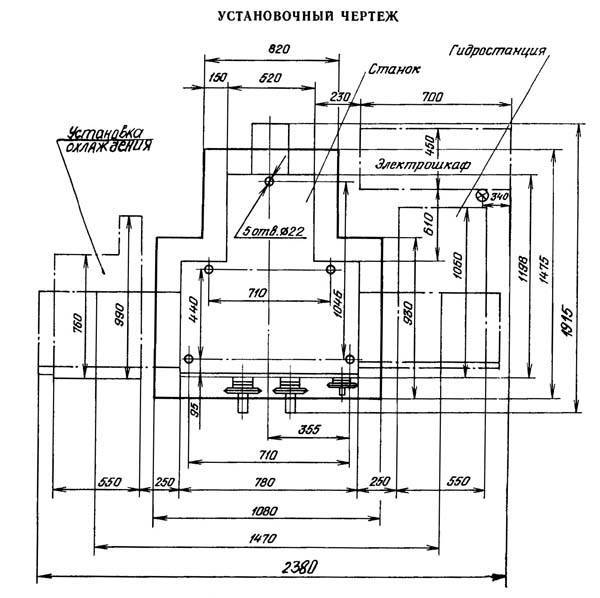
Анализ технических характеристик плоскошлифовального станка следует начать с изучения его габаритов и массы. Они соответственно составляют 187*155*198 см при весе 2000 кг. Такие параметры обеспечивают максимальную устойчивость оборудования даже при максимальных режимах работы.
Согласно классификации по ГОСТ 8-82 оборудованию присвоен класс точности «Н». Максимальный размер обрабатываемых деталей не должен превышать 63*20*32 см. Для работы можно установить расстояние от поверхности стола до оси шпинделя от 8 до 44,5 см. Габариты стола составляют 63*20 см. При этом возможно его продольное смещение на величину 71 см. Изменение скорости перемещения может составлять от 5 до 20 м/мин.
Кроме этого, необходимо ознакомиться со следующими характеристиками станка:
- поперечное смещений стола. Максимальная величина составляет 23,5 см. Автоматическая подача на каждый ход от 0,3 до 4,2 мм;
- шлифовальная головка. Максимальное вертикальное перемещение равно 36,5 см. габариты шлифовального круга — 25*3,2*7,5 см. Нормированное число оборотов – 2740;
- параметры электрооборудования. Количество электродвигателей 5. Мощность силовой установки привода шпинделя составляет 2,2 кВт. Для работы гидропривода предусмотрен электродвигатель 1,1 кВт. Остальные выполняют функции по обеспечению работоспособности системы охлаждения.
В видеоматериале показан пример правки круга станка:
Электрооборудование плоскошлифовального станка 3Г71
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
- электромагнитную плиту (ЭМП1) НОВ, 08А, ЭП-21Г;
- блок выпрямителей (Д1) 75ГМ24Я-К2;
- аппаратуру управления;
- аппаратуру сигнализации и освещения;
- аппаратуру защиты.
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение
129 В с трансформатора Tp1;
на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1; на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.
Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
3Б634 Станок точильно-шлифовальный напольный. Паспорт, схемы, характеристики, описание
Точильно-шлифовальный станок модели 3Б634 выпускался Мукачевским станкостроительным заводом им. Кирова в настоящее время Мукачевский станкозавод, ОАО.

Модель точильно-шлифовального станка 3Б634 больше не выпускается и была заменена белее совершенным станком модели 3К634.
Станки, выпускаемые Мукачевским станкостроительным заводом им. Кирова
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12 — 50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Технические характеристики
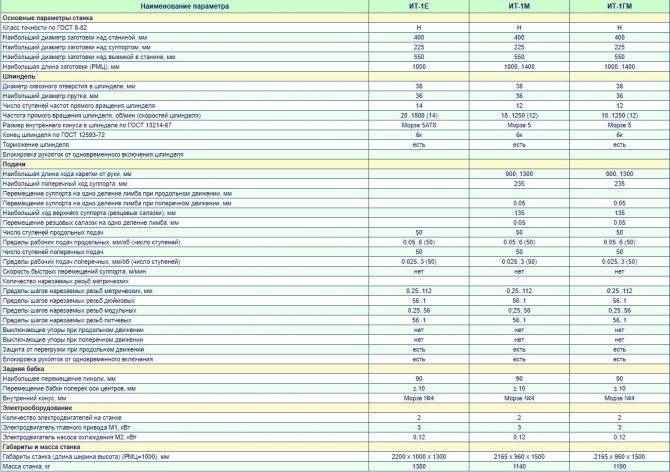
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец». Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все» вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
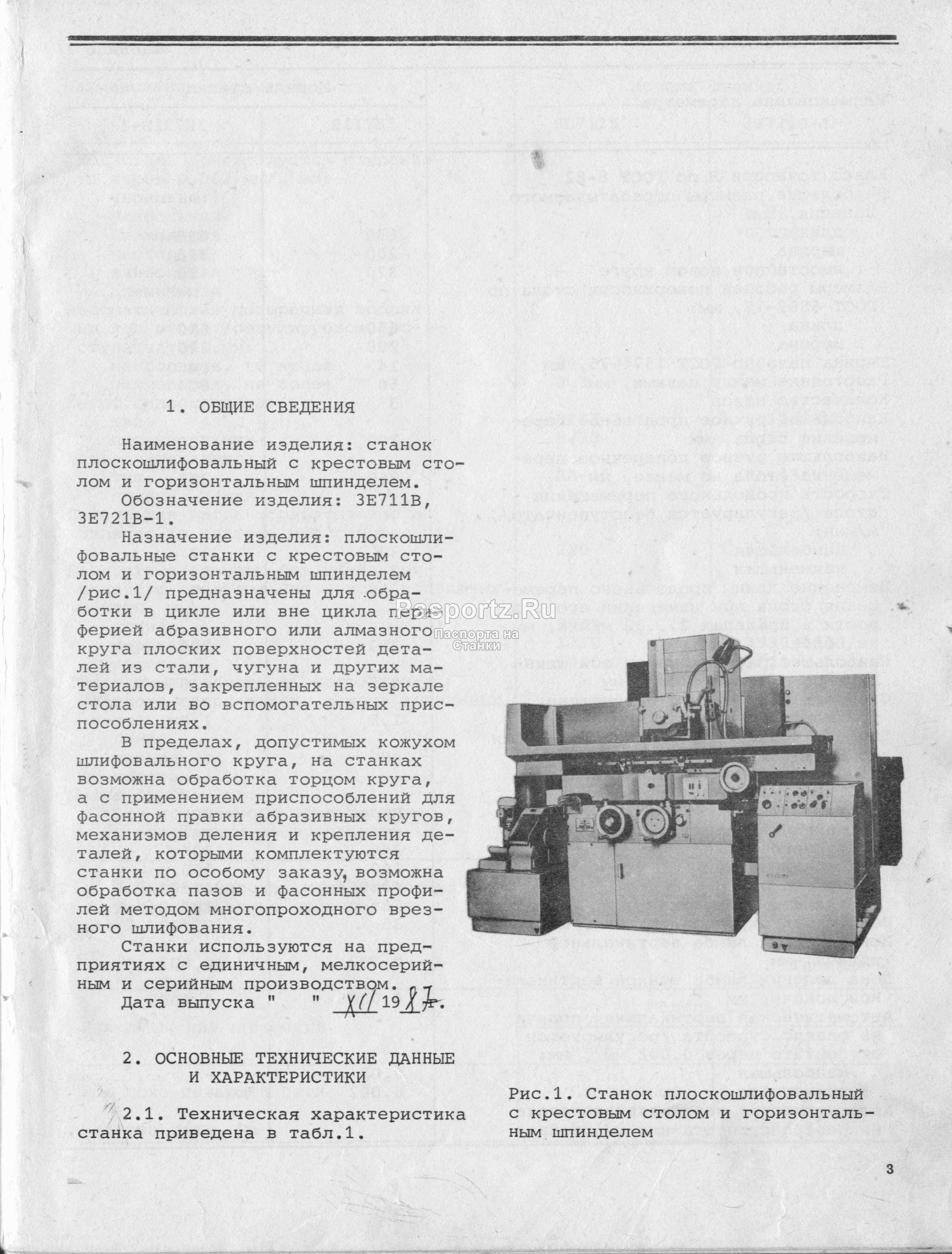
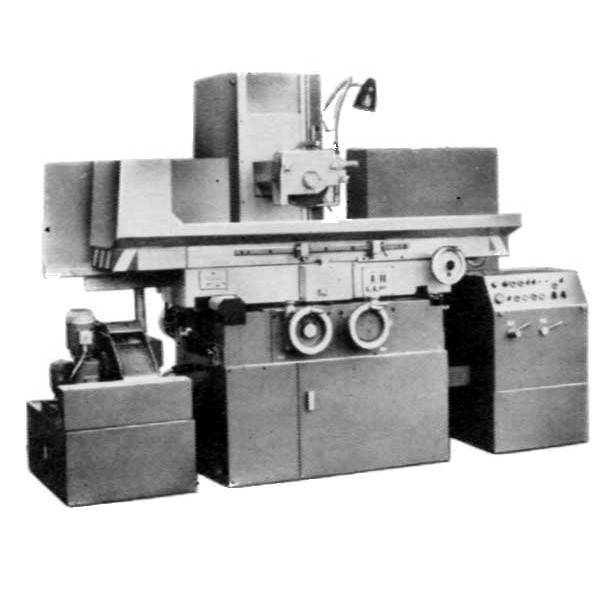
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок используется в единичном, мелкосерийном и серийном производстве.
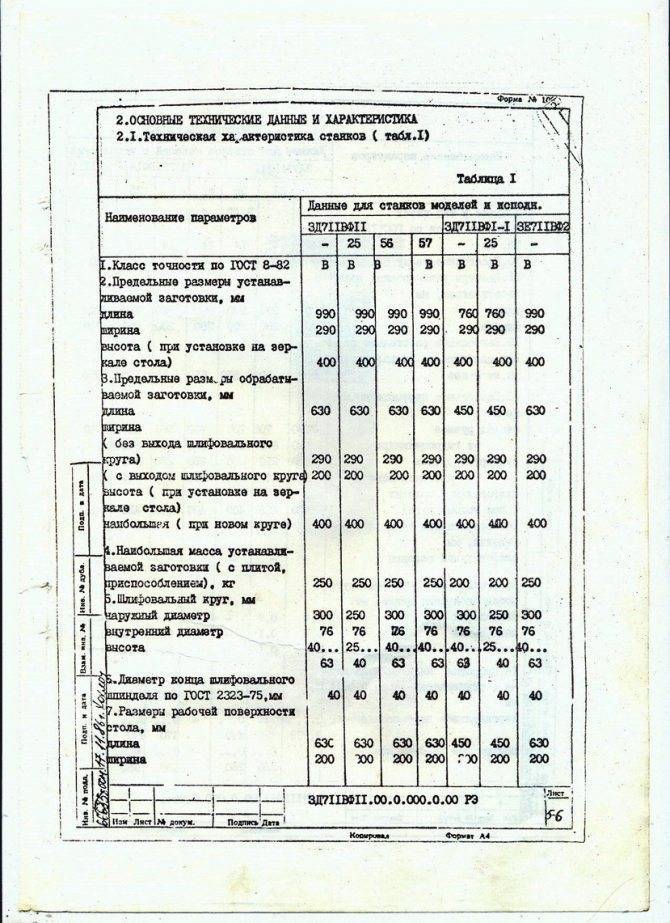
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец. Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
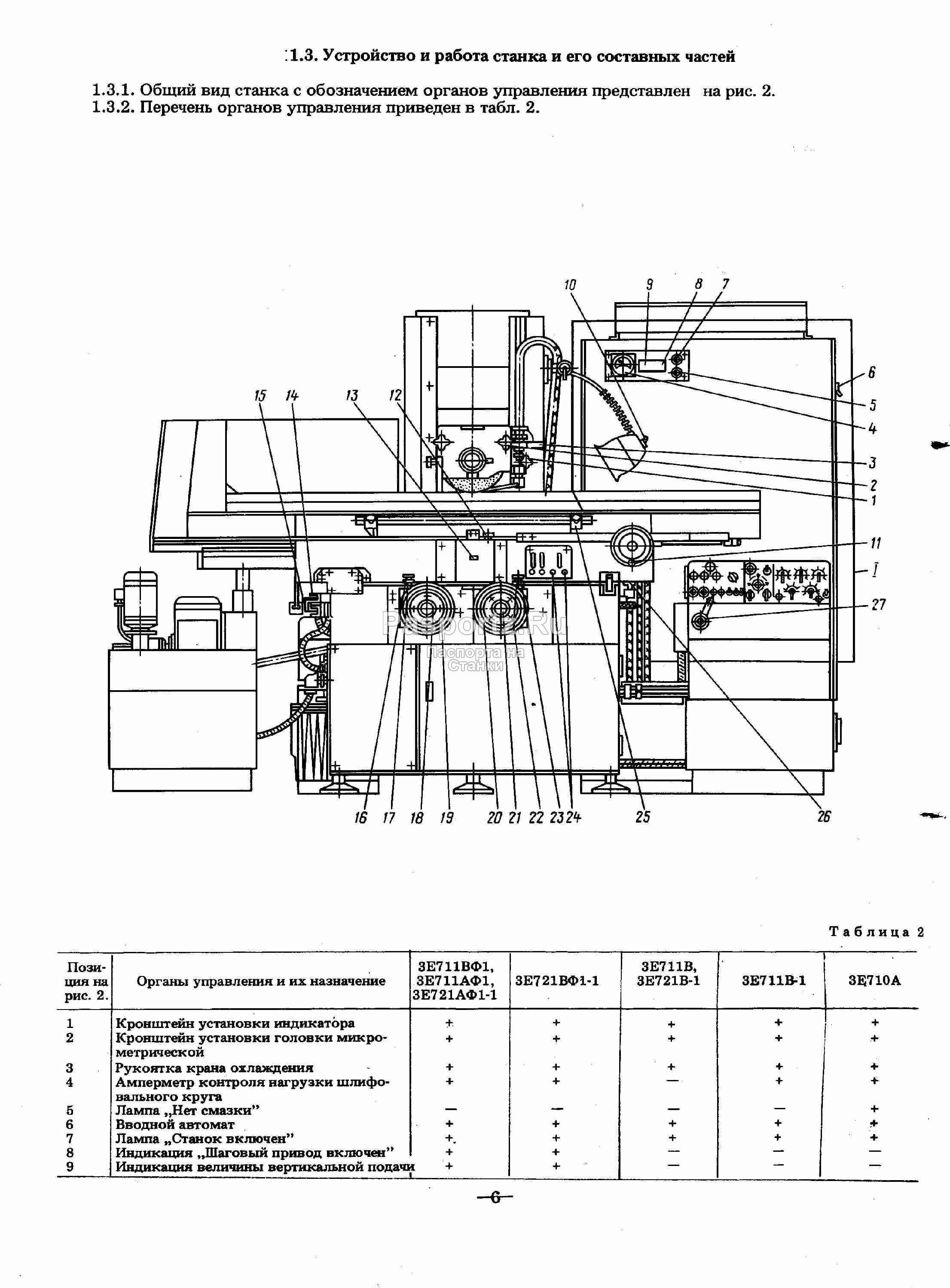
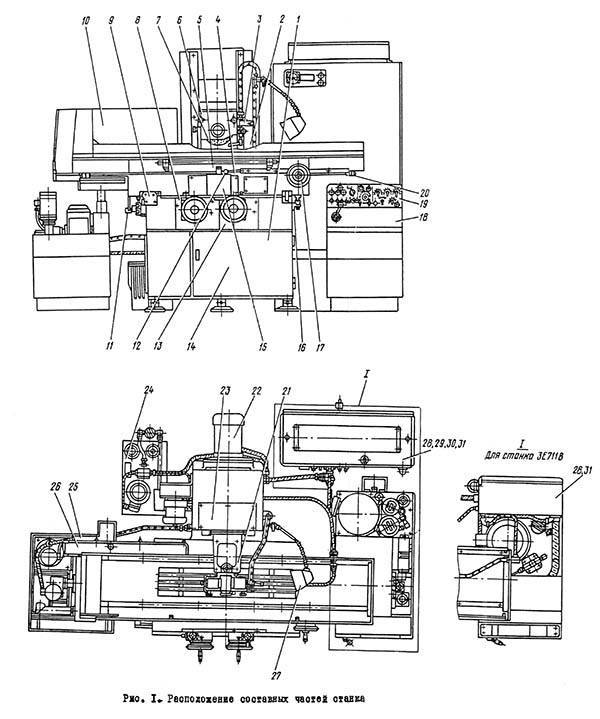
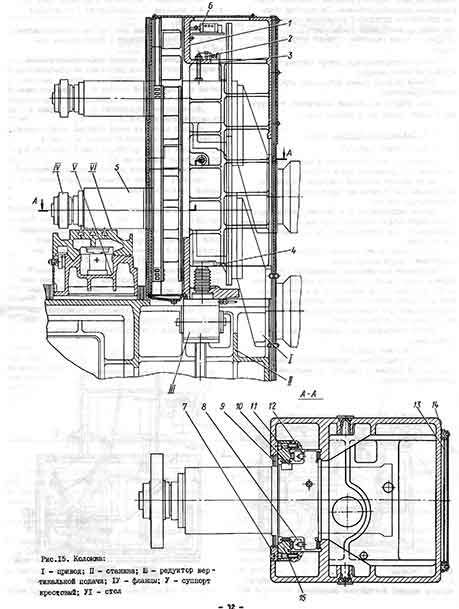
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) – 41 страницаЧасть 2: Электрооборудование станка – 21 страницаЧасть 3: Схемы электрические – 47 страницЧасть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ) – 46 страницВыпуск издания: —Год выпуска издания: 1990Кол-во книг (папок): 4Кол-во страниц: 155Стоимость: ДоговорнаяОписание: Полный комплект документации





Часть 2: Электрооборудование станка1. Краткая характеристика электрооборудования2. Сведения о системе питания электрооборудования 3. Первоначальный пуск станка4. Режимы работы станка5. Схема управления станком 6. Защита, сигнализация, блокировки 7. Обслуживание, наладкаПеречень элементов электрооборудования станка8. Перечень элементов электрооборудования станка9. Сведения о содержании драгоценных металлов в станке 10. Иллюстрации — Схема электрическая принципиальная управления поперечной подачей стойки — Схема электрическая принципиальная пускателя тиристорного (3Л722А.859.000) — Осциллограмма напряжений — Функциональная схема вертикальной подачи — Функциональная схема блока поперечной подачи — Схема электрическая принципиальная элемента Т-101 — Схема электрическая принципиальная элемента Т-102 — Схема электрическая принципиальная элемента Т-103— Схема электрическая принципиальная элемента Т-402 — Схема электрическая принципиальная элемента Т-403— Схема соединений проводов штепсельных разъёмов станка — Схема расположения элементов силового коммутатора (3Л722А.854.040)— Схема расположения элементов пускателя тиристорного (3Л722А.859.000)— Составные части станка и их соединения
Часть 3: Схемы электрические— Схема электрическая соединений комплектного гидропривода (РГ48-3Д722-02) — Схема электрическая соединений (3Л722А,В.850.000Э4) — Схема электрическая принципиальная силовая часть— Схема электрическая принципиальная— Схема электрическая принципиальная силового коммутатора управления шаговым двигателем — Схема электрическая принципиальная управления поперечной подачи стойки — Схема электрическая принципиальная блока реверса стола и стойки (3Л722А.858.000) — Пускатель тиристорный схема электрическая принципиальная (3Л722А.859.000)— Схема соединений проводов штепсельных разъёмов станка
Часть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ)1. Общие сведения об изделии2. Основные технические данные и характеристики — Габаритные и присоединительные размеры комплектного гидропривода РГ48-3Д722-023. Комплект поставки 4. Указания мер безопасности5. Состав, устройство и работа изделия и его составных частей — Схема электрическая соединений комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная комплектного гидропривода РГ48-3Д722-026. Порядок установки — Схема транспортирования комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная— Блок управления 7. Характерные неисправности и методы их устранения 8. Свидетельство о приёмке 9. Свидетельство о консервации 10. Свидетельство об упаковке 11. Указания по техническому обслуживанию эксплуатации и ремонту
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Д711ВФ11 — станок плоскошлифовальный с УЦИ, 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем 125 х 250
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Е711ВФ2 — станок плоскошлифовальный с ЧПУ, 200 х 630
- 3711, 3701 — станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный 320 х 1400
- ТШ-1 — станок настольный точильно-шлифовальный Ø 250
- ТШ-2 — станок точильно-шлифовальный Ø 300
- ТШ-3 — станок точильно-шлифовальный Ø 400
- ТШ-4 — станок точильно-шлифовальный Ø 400
https://youtube.com/watch?v=-xJcsn1CF3A
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
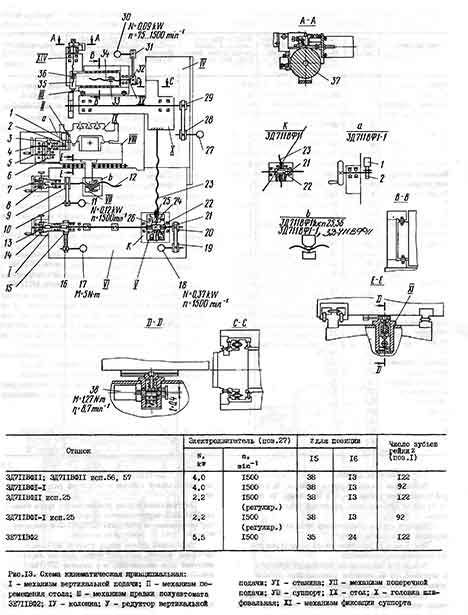
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978
Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители





