Стоимость станка
Оценить стоимость снятого с производства станка непросто, и наш опыт говорит, что среднего качестве бывшие в употреблении станки 3Г71 продаются от 500 000 руб. Конечно, надо понимать, что такой станок будет нуждаться в существенной чистке, замене некоторых деталей, настройке, поэтому стоимость его ввода в эксплуатацию, включая стоимость человекасов на его доработку, окажется выше — 600 000-700 000 руб. Новые станки таких проблем не имеют, более того, их настройка включена в стоимость, поэтому можно говорить о том, что их стоимость — это и есть стоимость их ввода в эксплуатацию.
Стоимость ближайшего белорусского аналога 3Д711ВФ11 — от 3 300 000 руб. Такая цена обусловлена высокой стоимостью производства, сравнительно низким объёмом продукции, отсутствием естественной конкуренции, так как многие станки поставляются на госпредприятия.
Стоимость KAMIOKA G-3A3060 — от 2 300 000 руб. Эта цена гораздо ниже при более высоком качестве конечной продукции, и возможности обработки более крупных и более тяжёлых заготовок. Настолько низкая цена обусловлена противоположными факторами, обусловленными, в том числе различиями между белорусской и тайваньской экономикой. Здесь и исключительно коммерческая направленность продукции, конкурентность на мировом уровне, высокими объёмами производства и, соответственно, сниженной стоимостью самого производства.
Стоимость L&W G-CS3060AH начинается от 1 400 000 руб. Это ещё более низкая стоимость. Факторы те же, что описаны выше. Стоимость ниже из-за того, что ниже мощность станка, он оптимален в обработке заготовок весом до 100-150 килограмм, и в отличие от G-3A3060 не используется для обдирки и других черновых работ из-за мощности, его специализация — это чистовая шлифовка и полировка непревзойдённого качества.
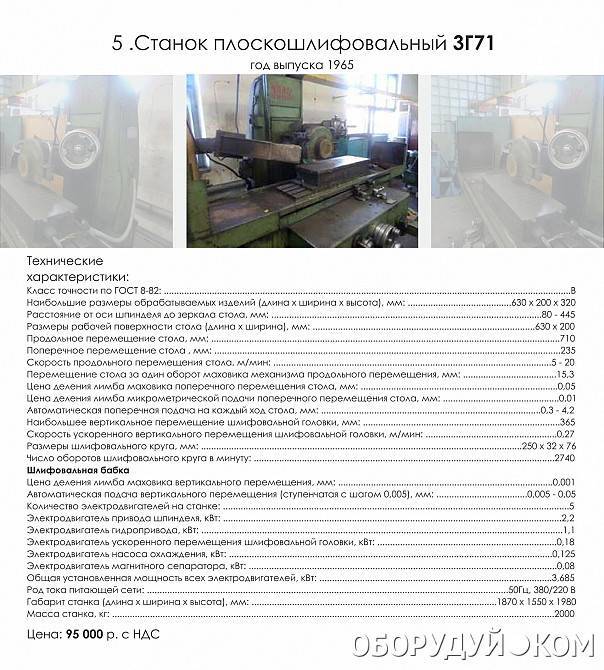
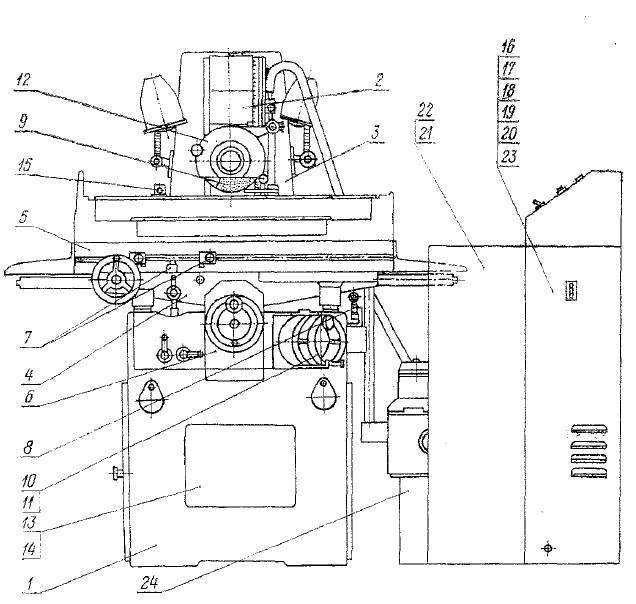
3г71 плоскошлифовальный станок
Станок 3г71 применяется для выполнения различных задач плоской шлифовки. Шлифование, главным образом происходит периферией круга. При определенных условиях можно шлифовать поверхности, расположенные под прямым углом к зеркалу стола. С применением специализированных приспособлений функционал станка расширяется.
В том числе, при придании абразивному кругу заданного профиля, можно вести и профильную шлифовку. Для закрепления деталей используется магнитный стол и специальные приспособления.
Рисунок — 3г71 плоскошлифовальный станок
Требования к размещению
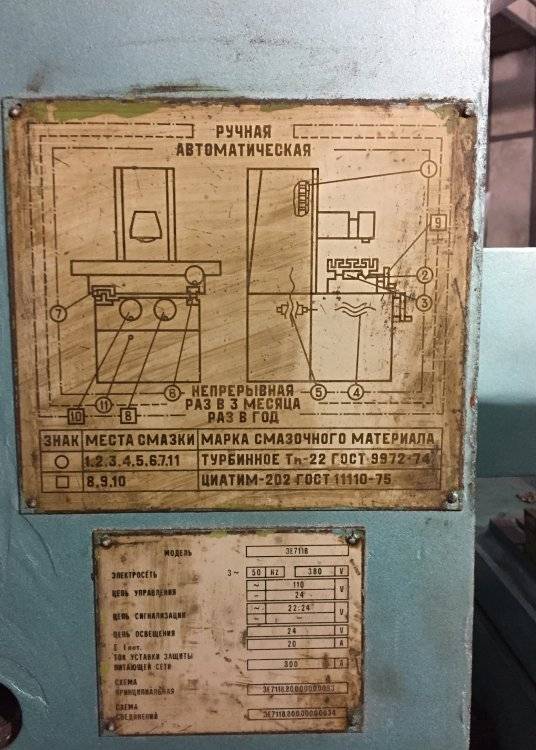
Для реализации высоких показателей точности станка, предъявляются особые требования к его размещению:
- Работы необходимо проводить в помещении с температурой воздуха 16…20°C, резкие перепады температуры не должны превышать 1,5°C.
- Станок следует оградить от внешнего вибрационного воздействия
- Требуемая точность установки станка в поперечном и продольном направлениях составляет 0,02мм на 1м
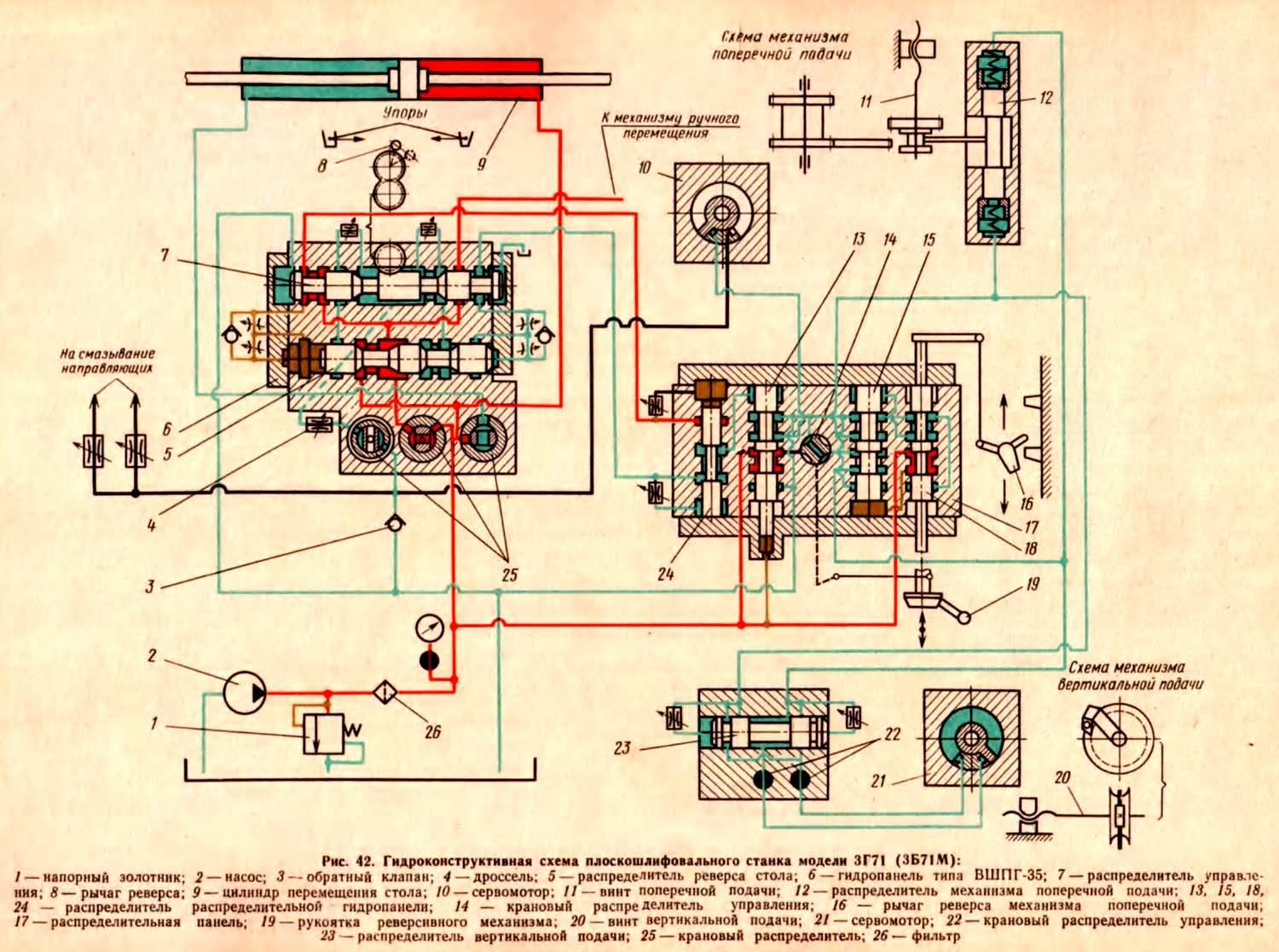
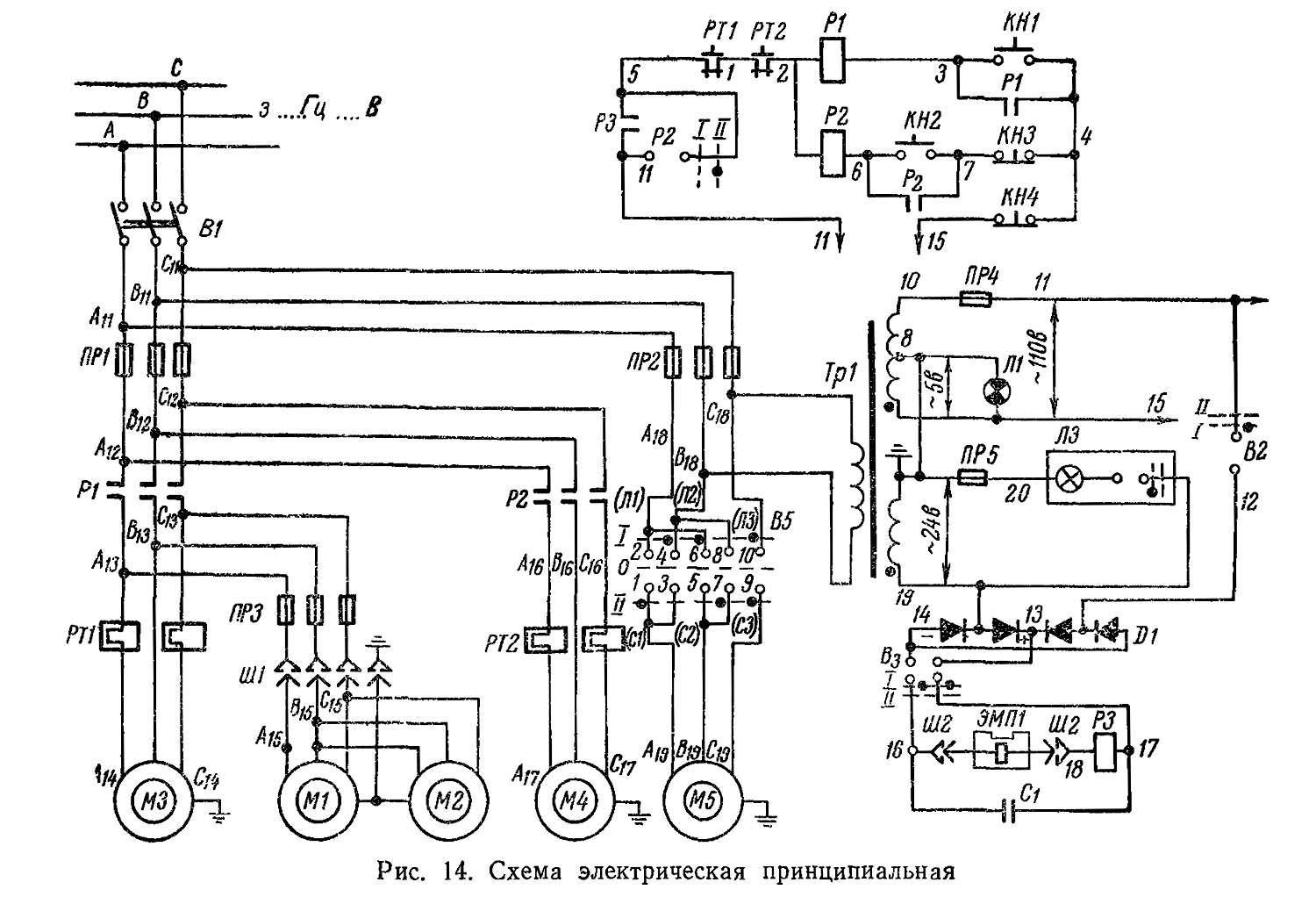
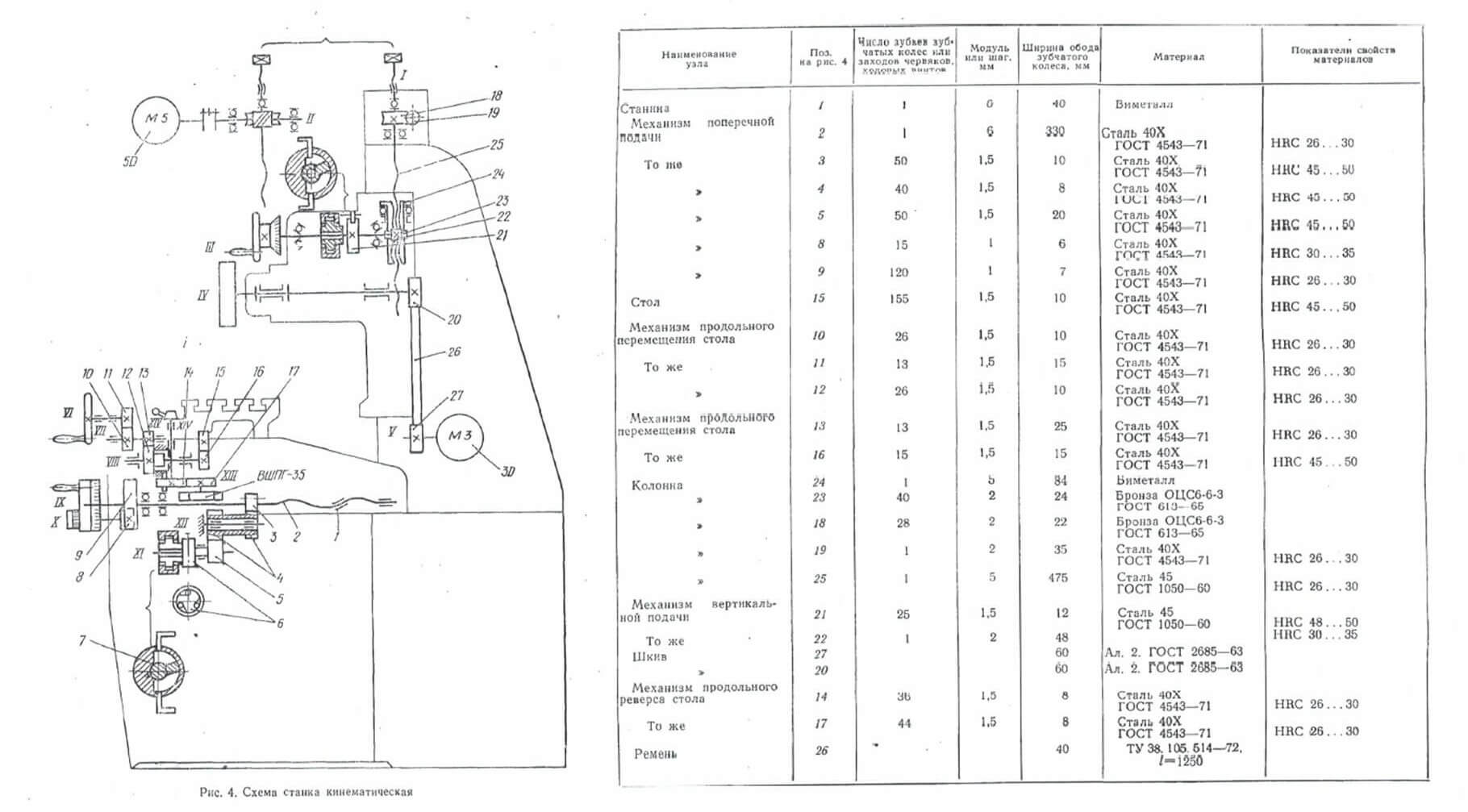
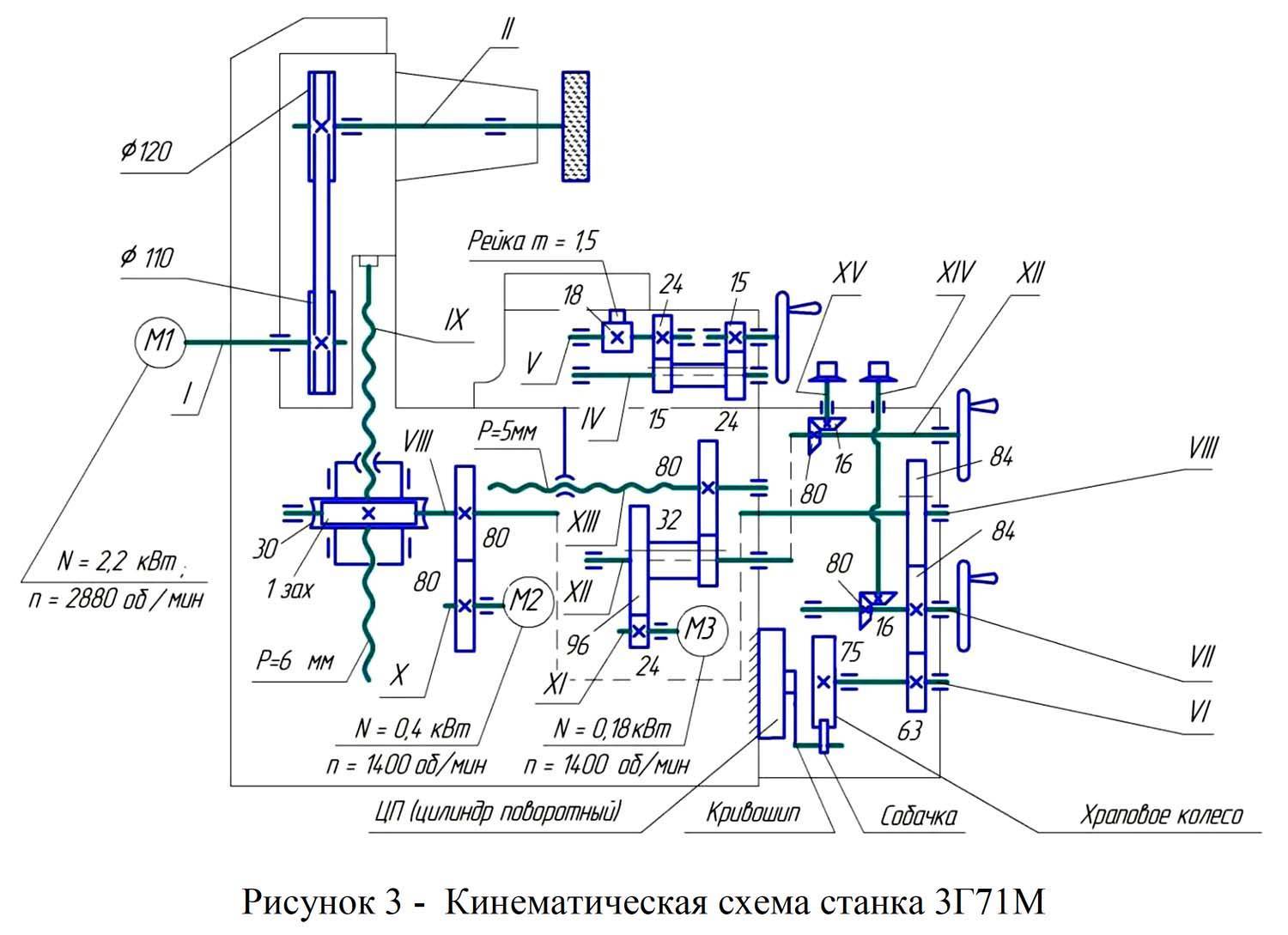
Кинематическая схема
Вращательное движение на шпиндель передается от отдельного электромотора. Поперечная подача может осуществляться как вручную, так и в автоматическом режиме. Продольная подача – так же задается в ручном или автоматическом режиме.
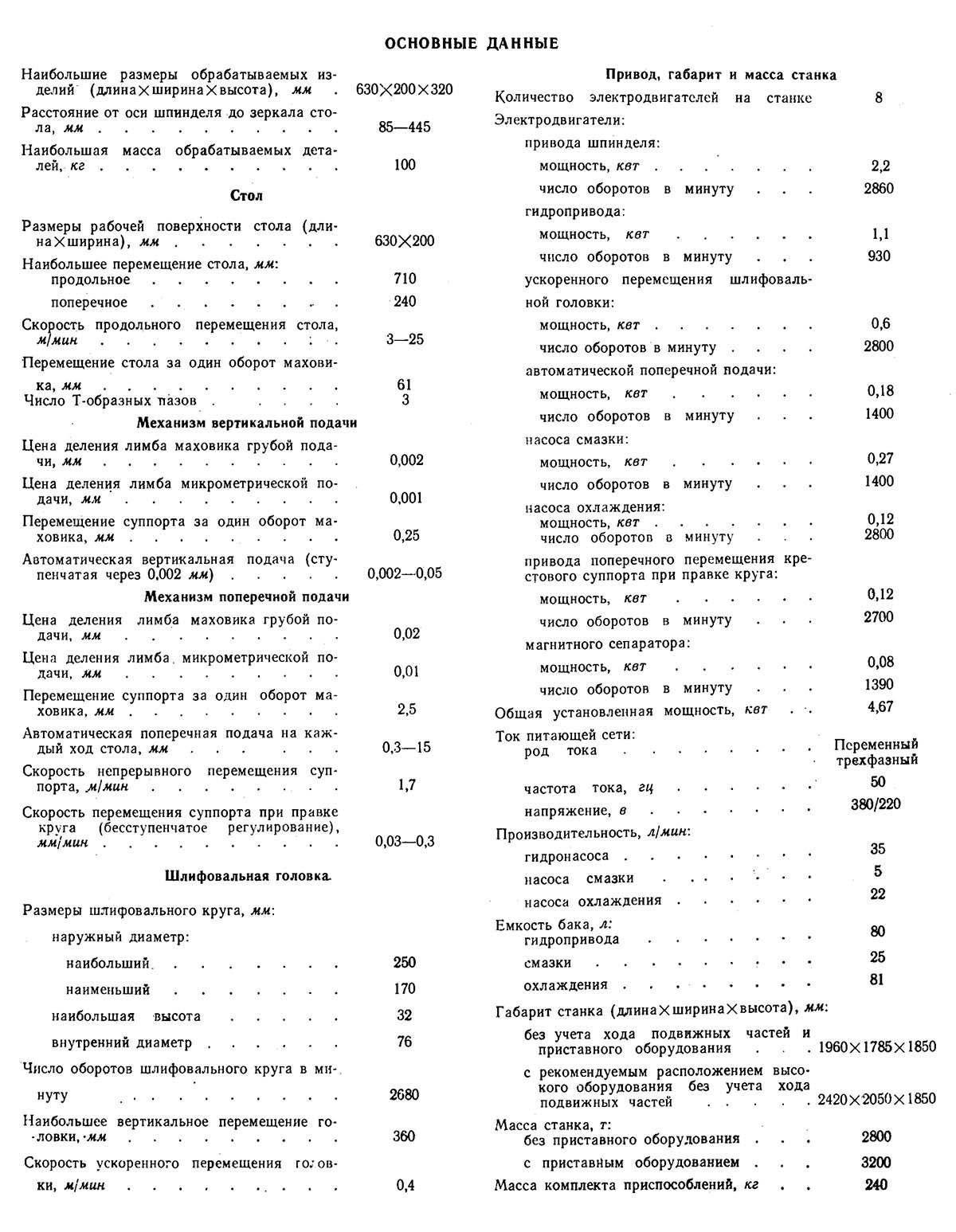
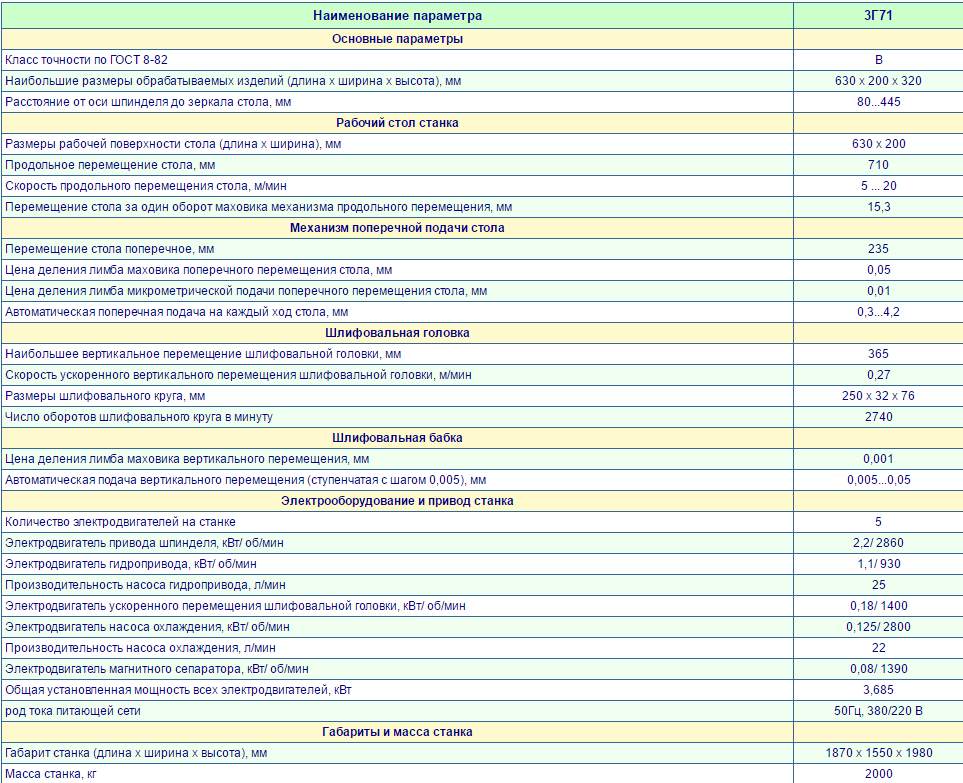
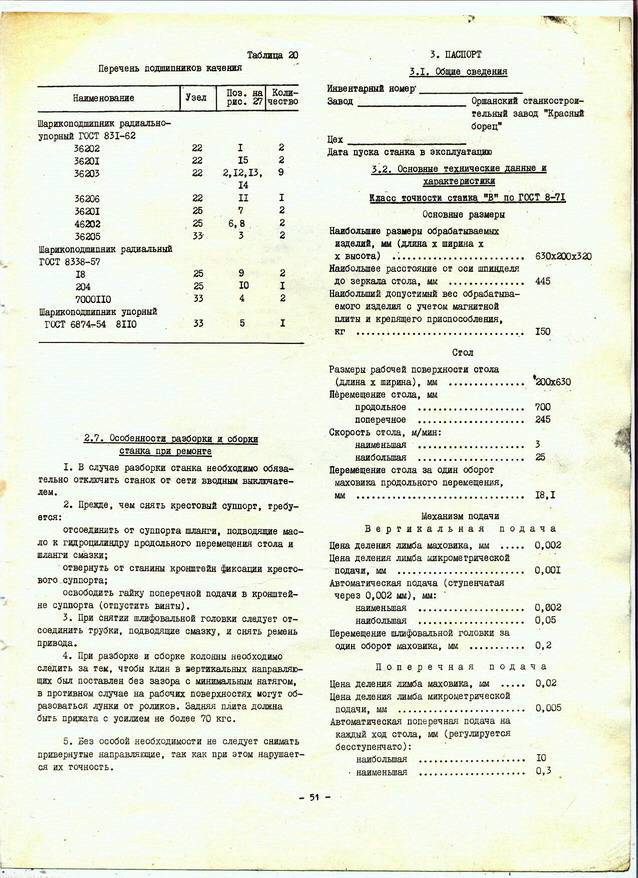
Технические данные и характеристики станка 3Г71М
| Наименование параметра | 3Г71 | 3Г71М |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2…4,0 | 0,3…10 |
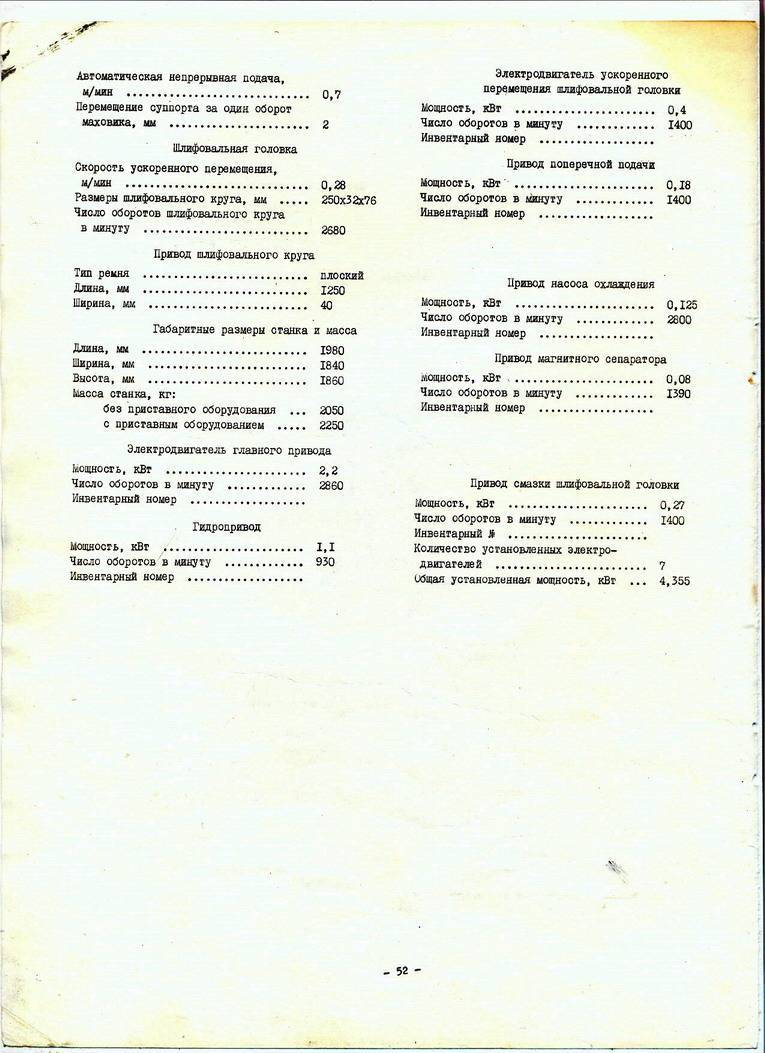
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
Список литературы:
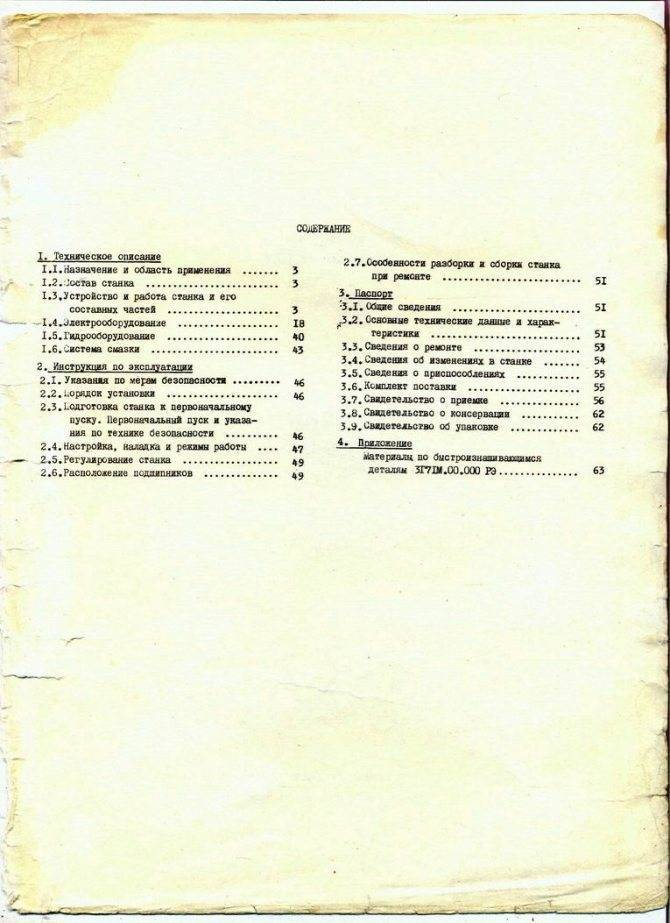
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом. Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Заводы производители заточных и шлифовальных станков в России
- Справочник шлифовальных станков
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<��Предыдущая страница Оглавление книги Следующая страница>>
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. Основным параметром, характеризующим плоскошлифовальные станки, является размер стола.

Плоскошлифовальный станок 3Е711В с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка 3Е711В. Размеры рабочей поверхности стола (длина X ширина) 630×200 мм; пределы скоростей продольного перемещения стола 2-35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01-1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001-0,09 мм; габаритные размеры станка 2700x1775x1910 мм.
Основные механизмы и движения в плоскошлифовальном станке 3Е711В. К станине А (рис. 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно-поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
Рис. 125. Кинематическая схема плоскошлифовального станка 3Е711В
Кинематика станка 3Е711В. Главное движение шлифовальный круг получает от электродвигателя M1 (N = 5,5 кВт, n = 1500 мин-1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача 3Е711В крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, n= 30-3000 мин-1) через косозубые колеса z = 34-100, z = 60-100 и ходовой винт VII.
При включении муфты М1 в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты М1 влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару z = 1-100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса z = 19 и через другое центральное колесо z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача 3Е711В шлифовальной головки осуществляется от шагового электродвигателя М3 в момент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34-100-100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару z = 1-30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки плоскошлифовального станка 3Е711В происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, n = 1500 мин-1) при отключенной муфте М3.
Перейти вверх к навигации
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.

Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все» вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
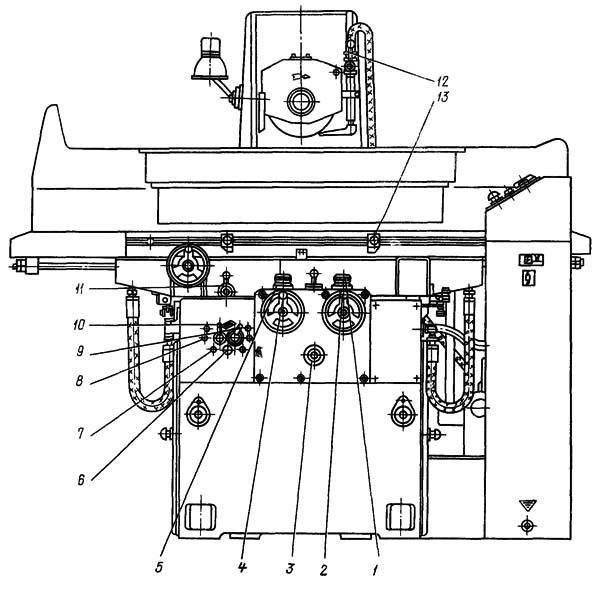
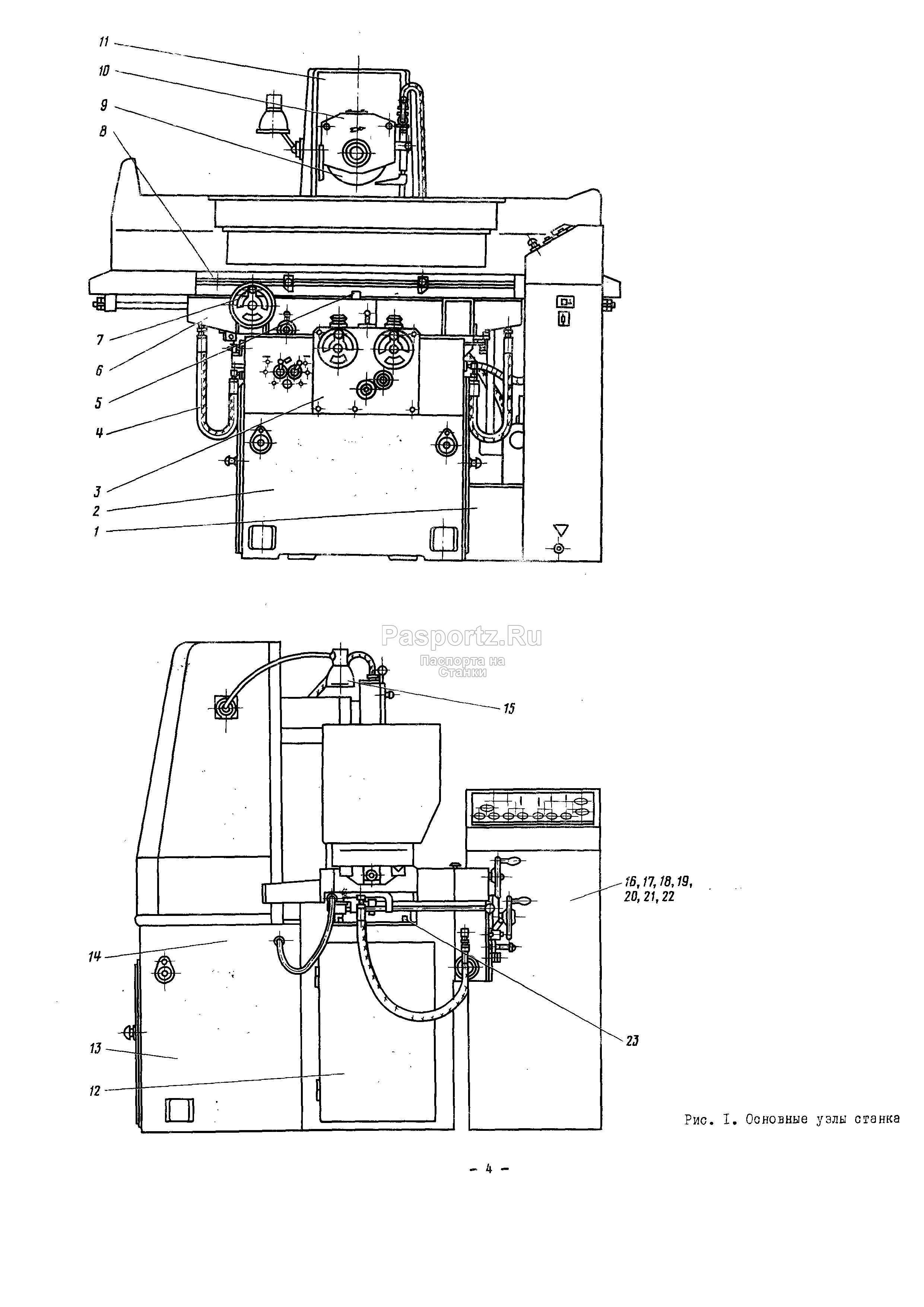
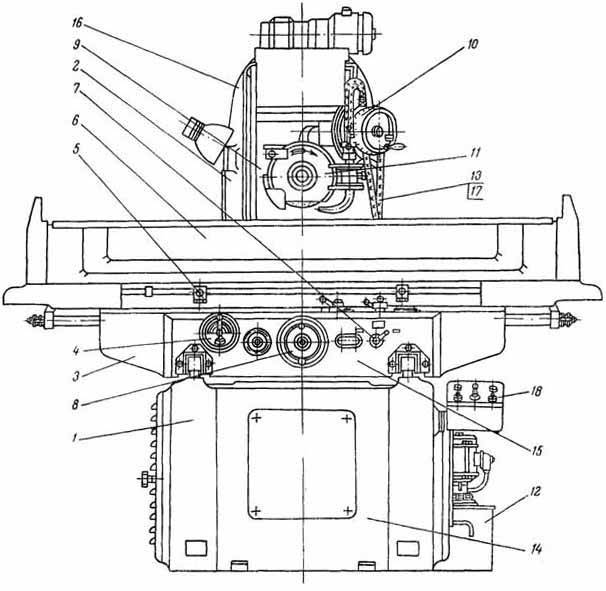
Конструктивные особенности станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.