

Разметка
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
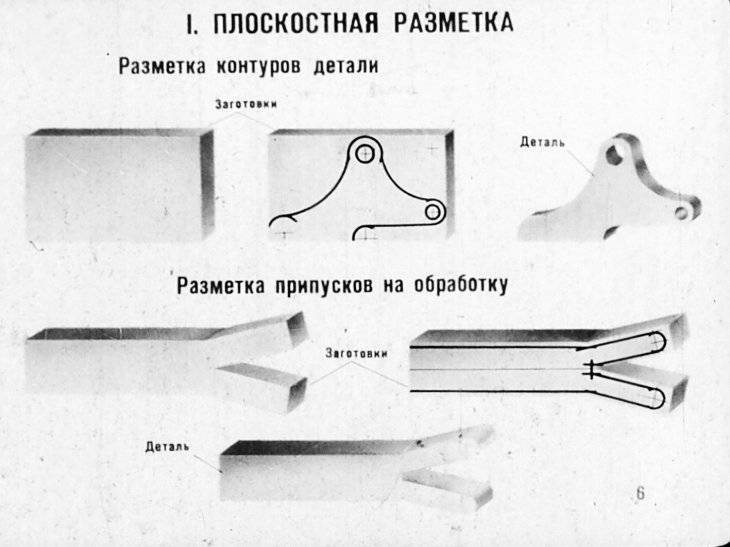
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
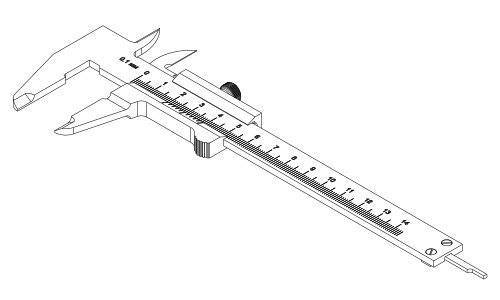
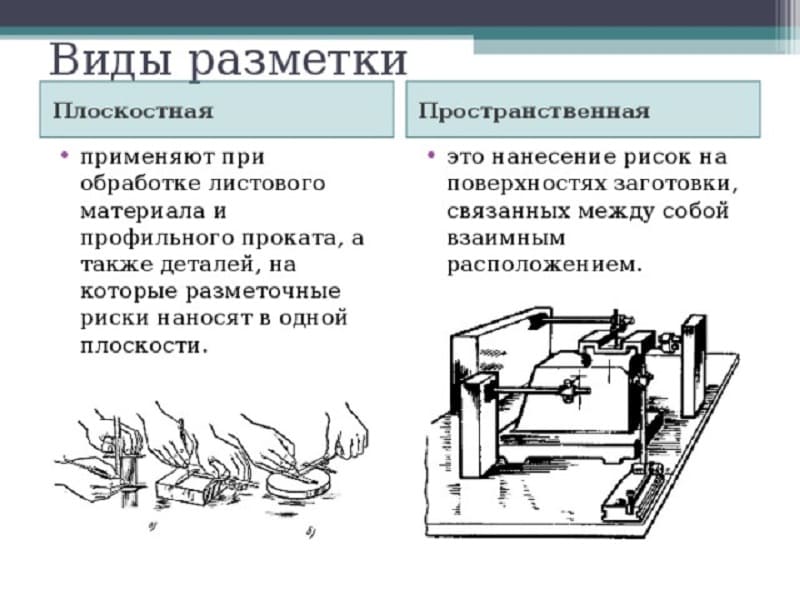
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
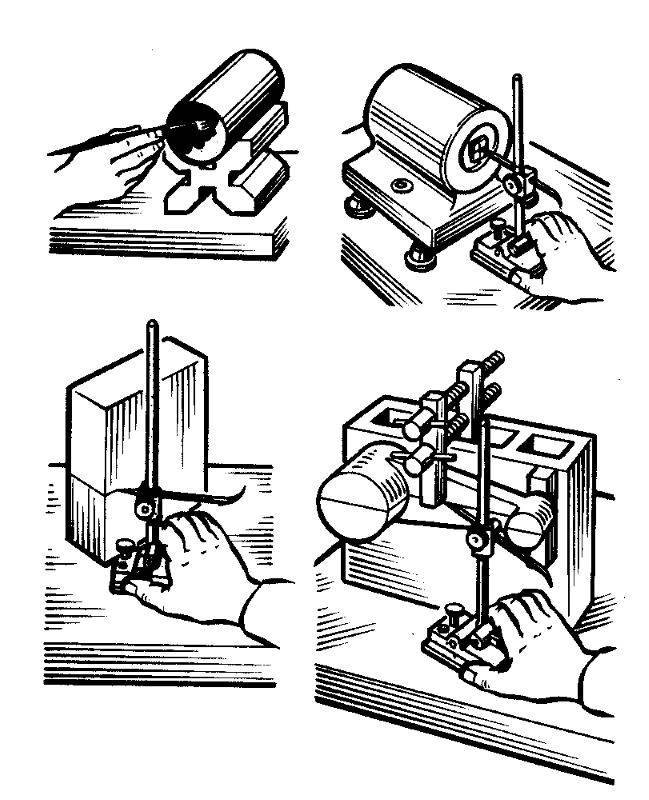
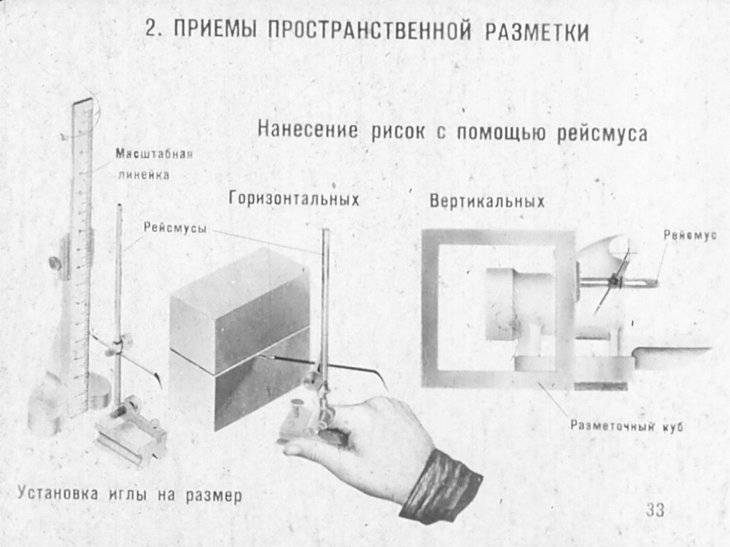
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
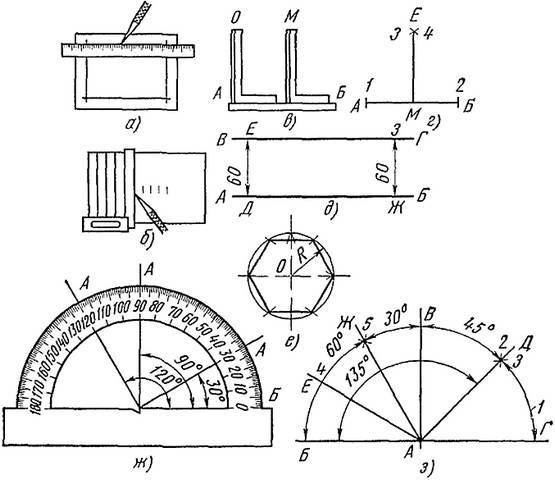
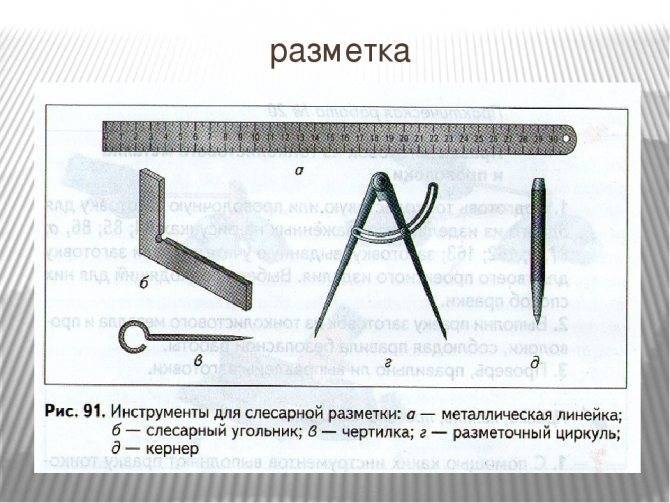
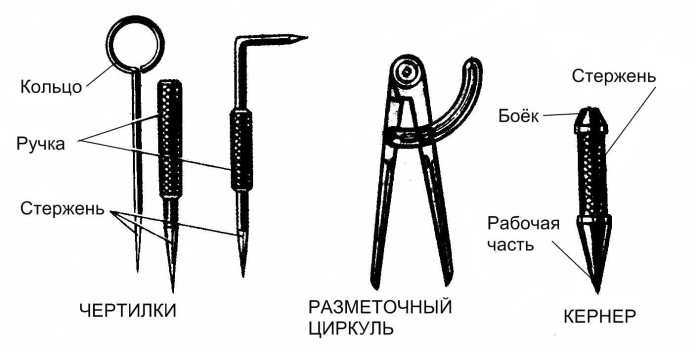
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
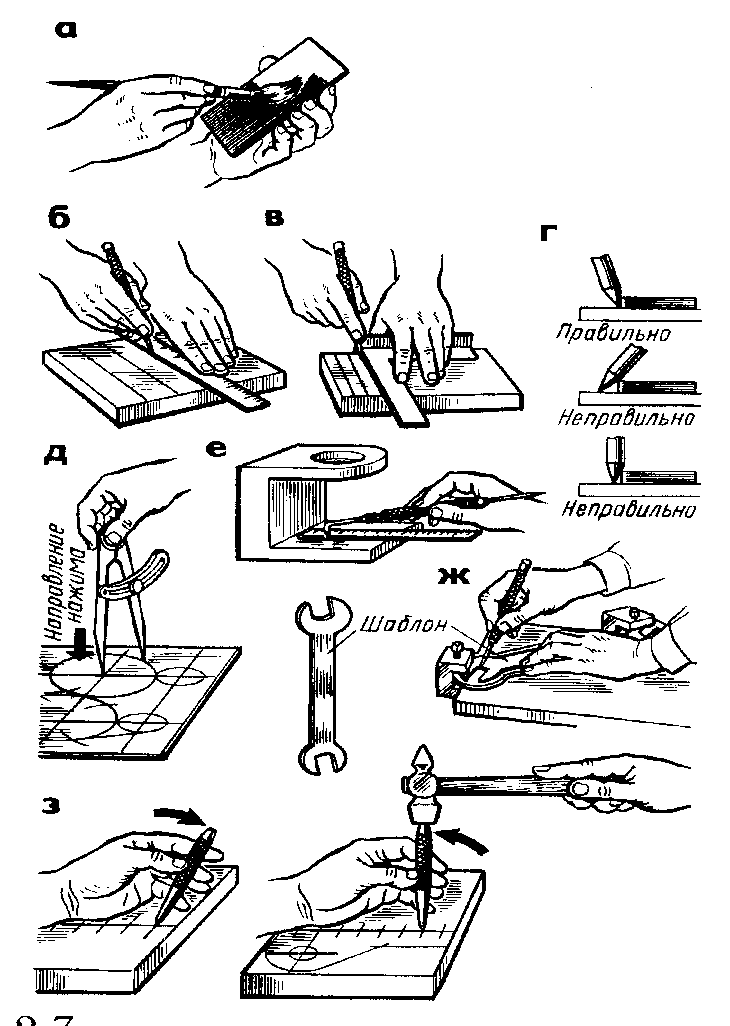
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
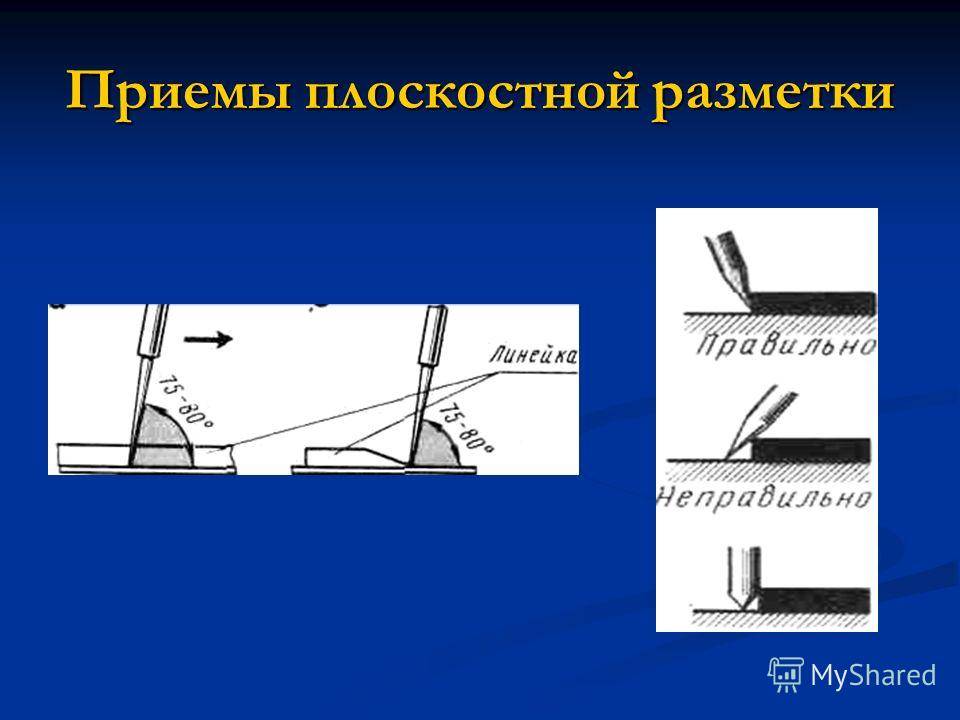
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
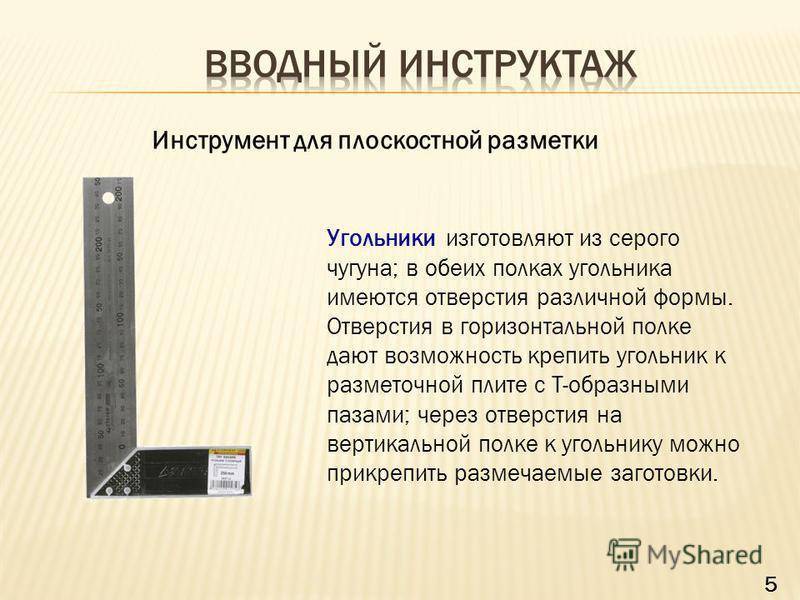
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
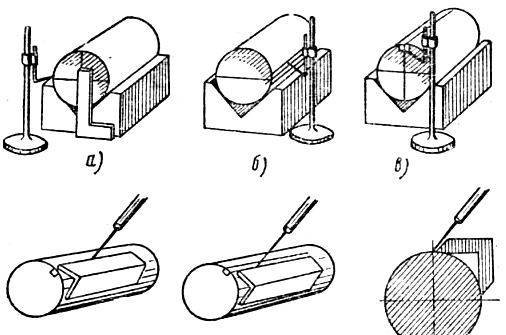
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
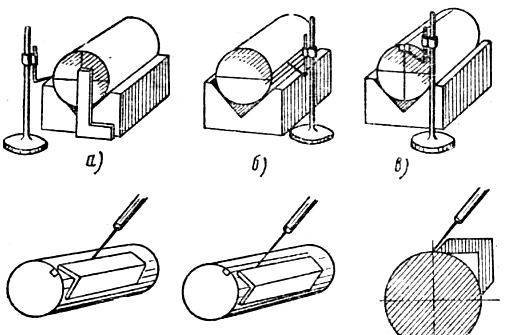
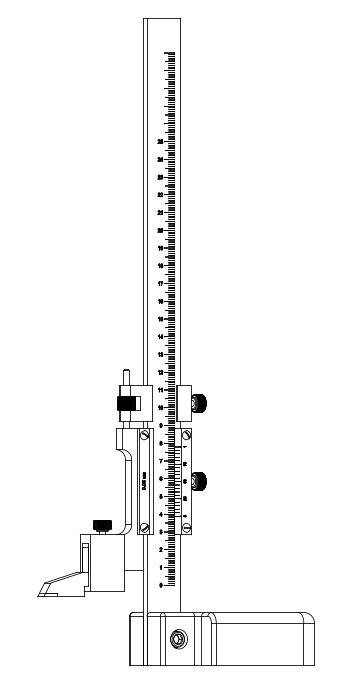
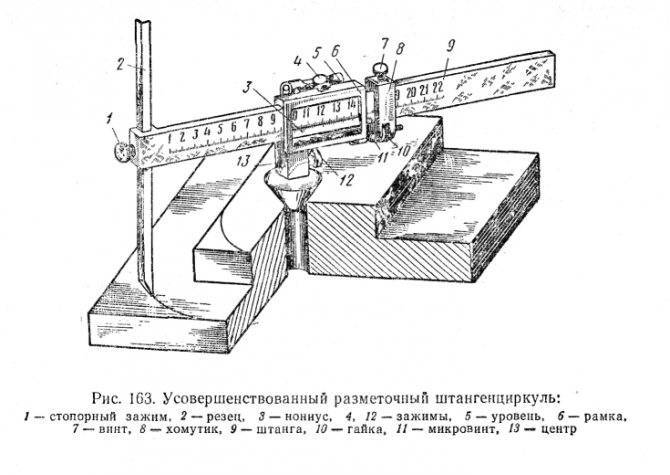
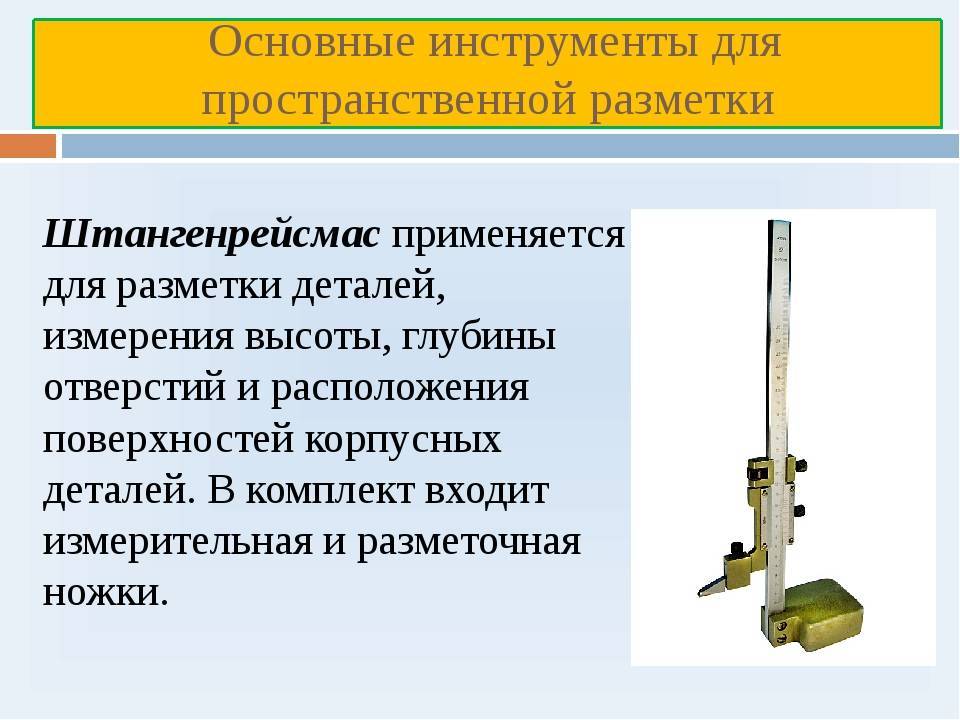
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
Цена деления нониусов современных штангенциркулей составляет или 0,1 , или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.





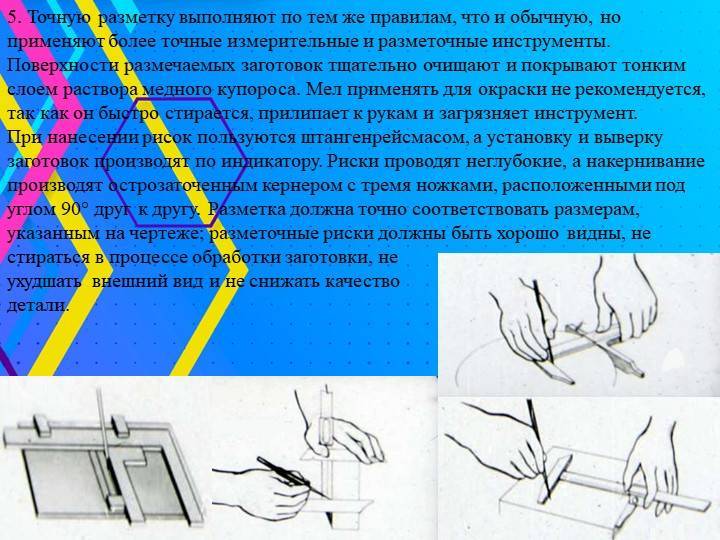
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
§ 14. Подготовка к разметке
Перед разметкой
необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и ДР-;
тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки
При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
подготовить поверхности к окрашиванию.
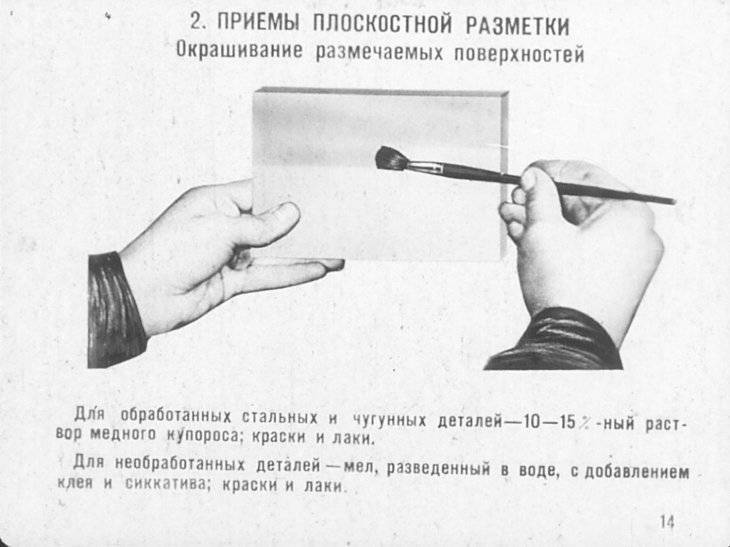
Рис. 44. Нанесение краски на заготовку
Окрашивание поверхностей
. Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время), в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ мало производителен. Поэтому, когда это возможно, особенно при крупных деталях или большой партии их, окрашивание выполняют при помощи распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски (рис. 44) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Этап 2. Сверление

Процесс сверления необходимо продумать, исходя из задачи и материала детали
Отверстия, намеченные керном, просверливают на сверлильных станках, а также коловоротами, трещотками (для большого диаметра), ручными и электродрелями.
На этом этапе важно помнить, что от трения сверла сильно нагреваются и могут сломаться или деформироваться. Для охлаждения при сверлении стали, латуни или меди используют минеральное масло или мыльную воду, для алюминия в нее добавляют керосин
При сверлении бронзы и чугуна охлаждение не требуется.
Чтобы избежать поломки сверла на выходе из отверстия, снижают число оборотов перед окончанием сверления. Если нужно высверлить отверстие с большим диаметром, сначала используют узкое сверло, затем широкое.
Этап 3. Нарезание внутренней и внешней резьбы

В слесарных работах чаще всего резьбу наносят вручную
Нарезание резьбы – процесс получения винтовых канавок на внутренней или внешней поверхности заготовки.
Резьба состоит из таких элементов, как:
- Профиль – форма сечения части резьбы (витка), образующаяся при полном обороте.
- Шаг – расстояние между витками.
- Высота – расстояние между крайними точками резьбы.
- Угол – определяется между двумя боковыми сторонами профиля.
- Наружный диаметр – наибольший диаметр резьбы в верхней точке.
- Средний диаметр – расстояние между двумя линиями, которые идут параллельно оси болта, на разных точках от дна резьбы до вершины витка.
- Внутренний диаметр – наименьшее расстояние между противоположными основаниями резьбы. Измеряется в направлении, перпендикулярном оси резьбы.
Различают также 3 типа профилей резьбы:
- треугольную или крепежную;
- трапецеидальную;
- прямоугольную.
Первая нарезается на гайках, болтах или шпильках для скрепления деталей между собой. Вторая и третья – на подъемниках, домкратах и винтах для передачи движения вдоль оси.


![§ 15. приемы плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/a/6/4/a641599657d8f93e8f872d77fe783d4c.jpeg)

Внешнюю резьбу нарезают вручную с помощью плашек, воротков и клупп, а также на станках. Смазанную маслом деталь зажимают в тисках, на ее конец накладывают клупп с плашками, которые врезаются в заготовку на глубину 0,2–0,5 мм. Затем клупп поворачивают на 1–2 оборота вправо и влево по длине детали. На последнем этапе резьбы клупп возвращают в исходное положение, плашки врезают еще глубже и наносят окончательную нарезку.
Для нанесения внутренней резьбы используют цилиндрический или конический метчик – стальной винт с канавками для создания режущих кромок. Деталь закрепляют в тисках, а метчик помещают в вороток, который вращают по часовой стрелке с периодическим нажимом.
Выполнение разметки – Слесарное дело
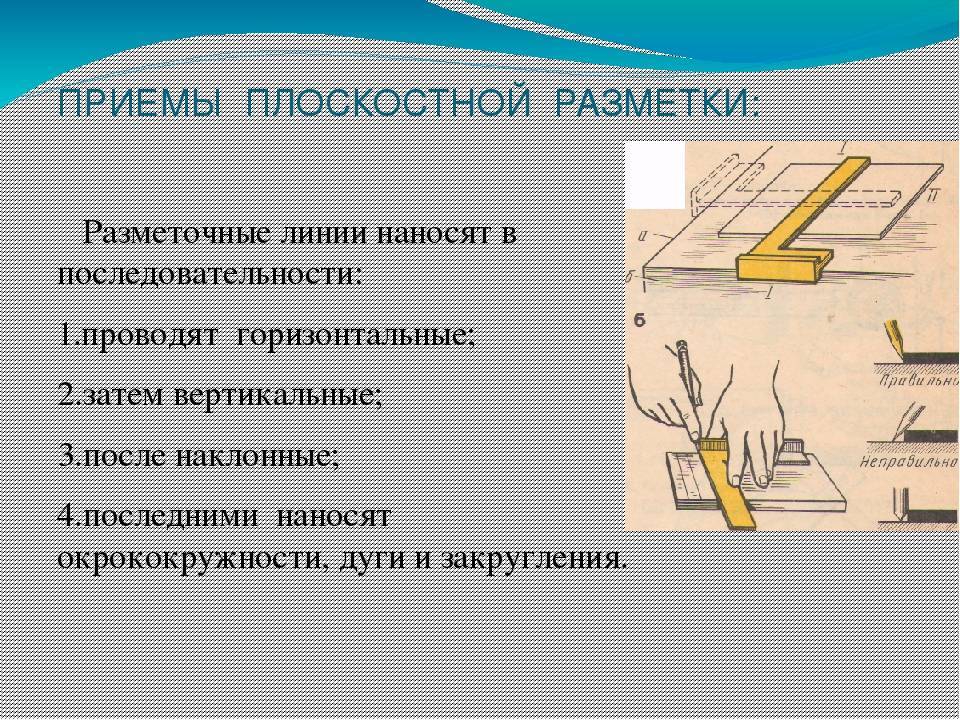
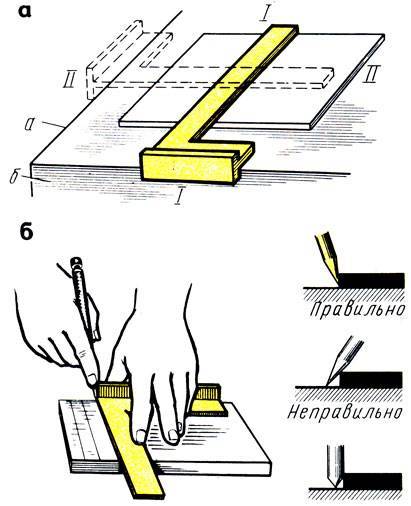
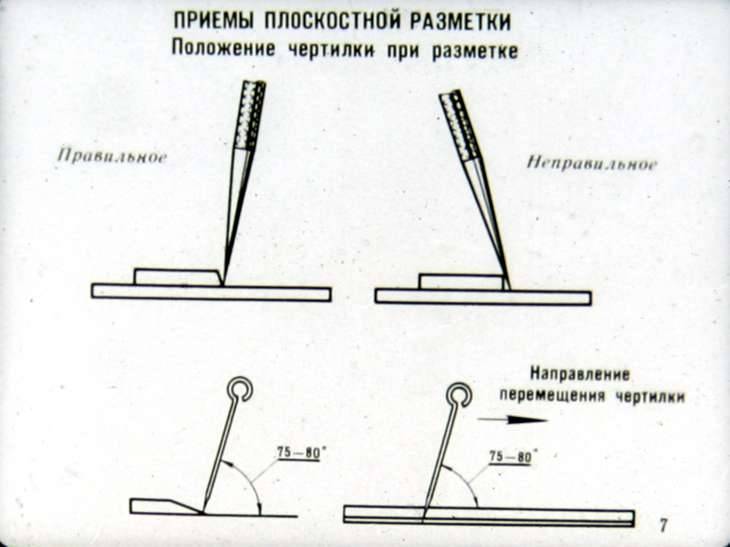
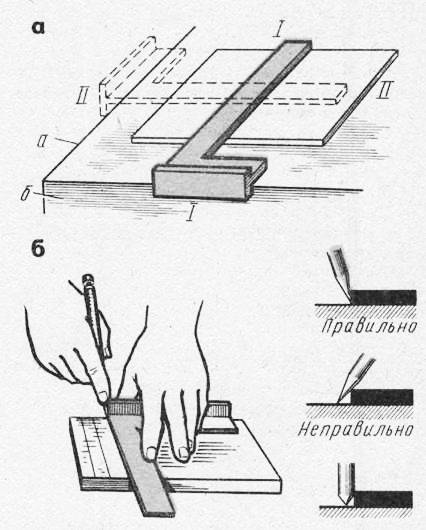
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол. Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
 Инструменты для нанесение разметки
Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
 Центроискатель
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Плоскостная разметка – Слесарное дело
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.



6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
8. Накернить контуры шайбы.
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце — приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.





