

Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
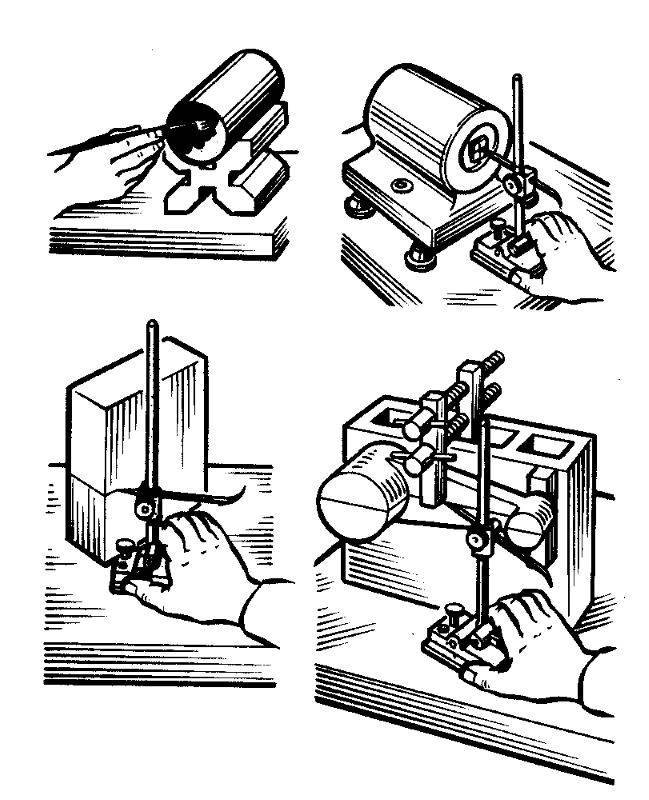
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.

Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Инструменты для нанесение разметки
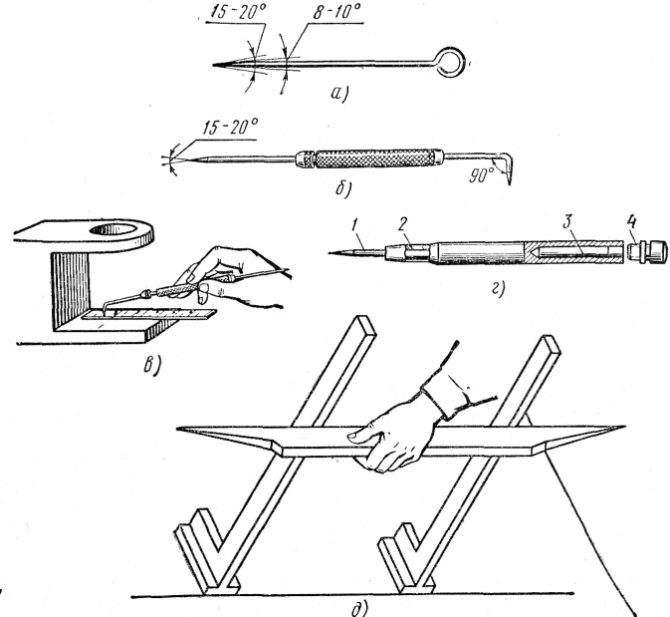
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Разметочный транспортир
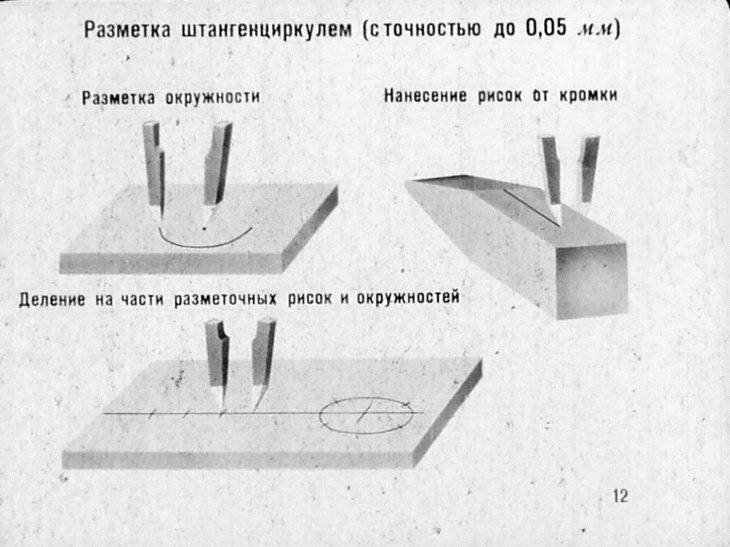
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Выполнение разметки – Слесарное дело
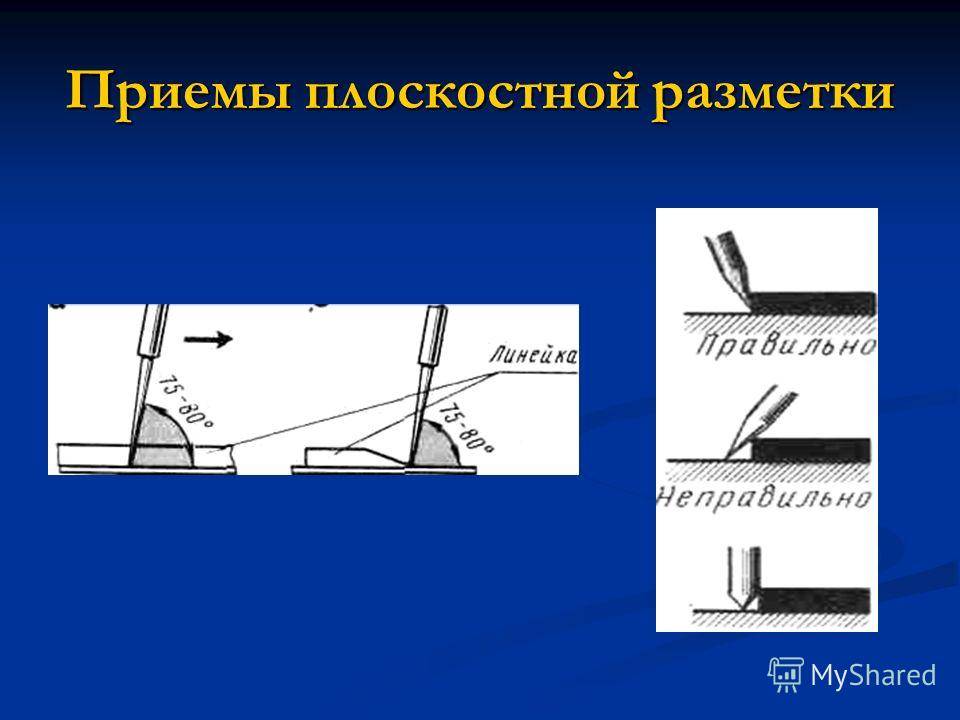
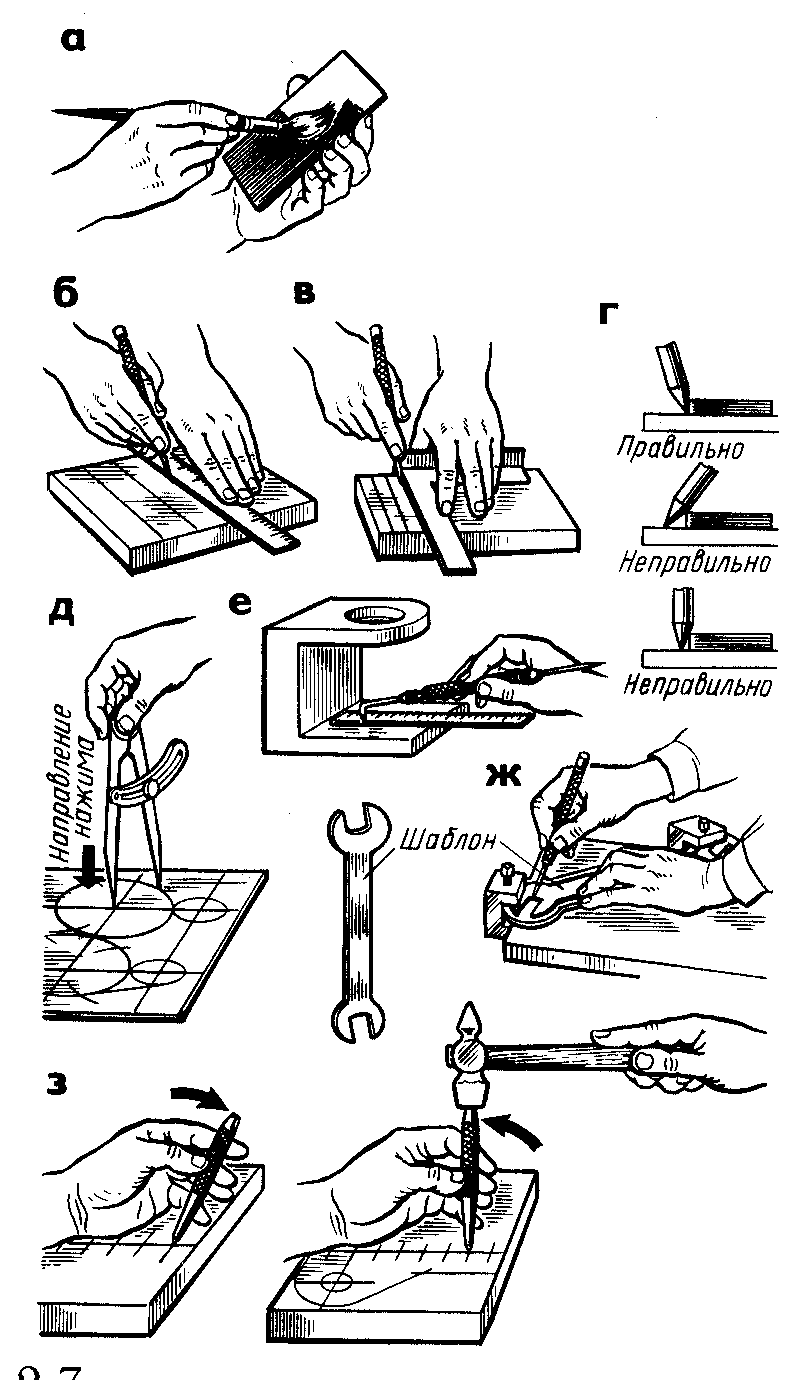
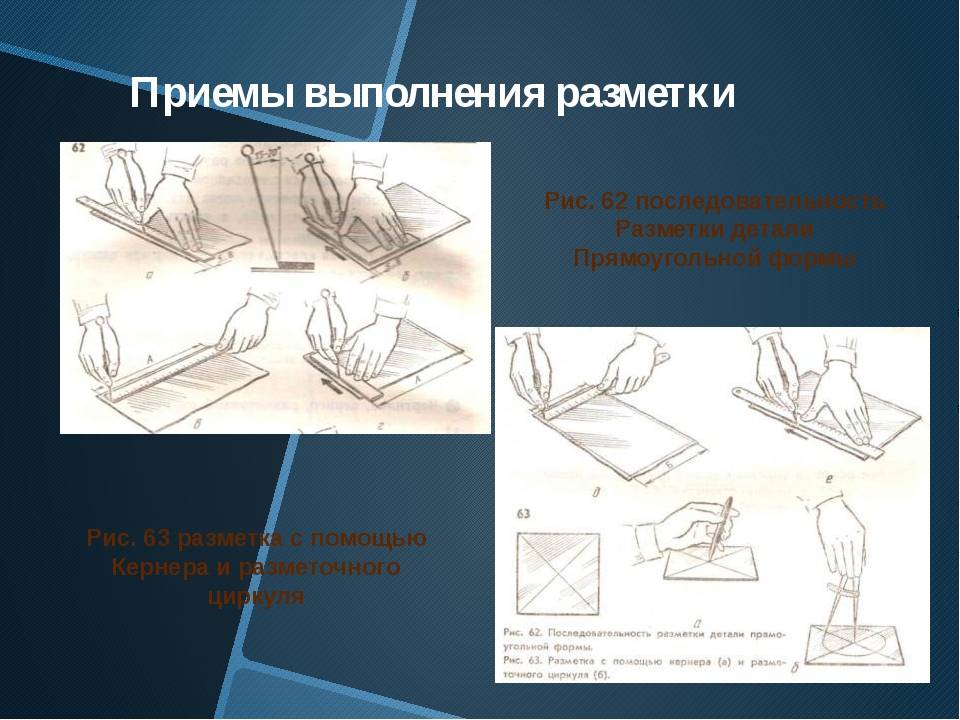
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).




![Глава iv. разметка [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/5/b/f/5bf3f9a267be96b83a4ab70a07ec5f3d.jpeg)

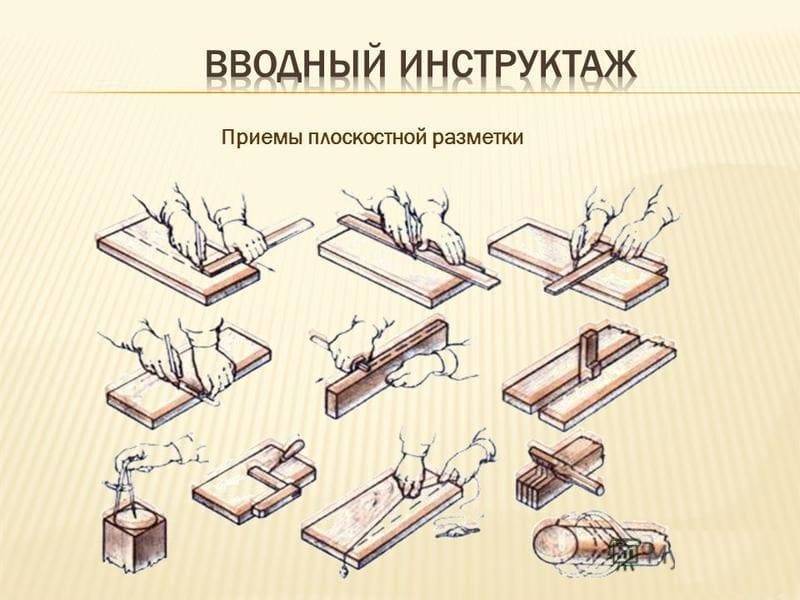
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
- · очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- · тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т.п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- · изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
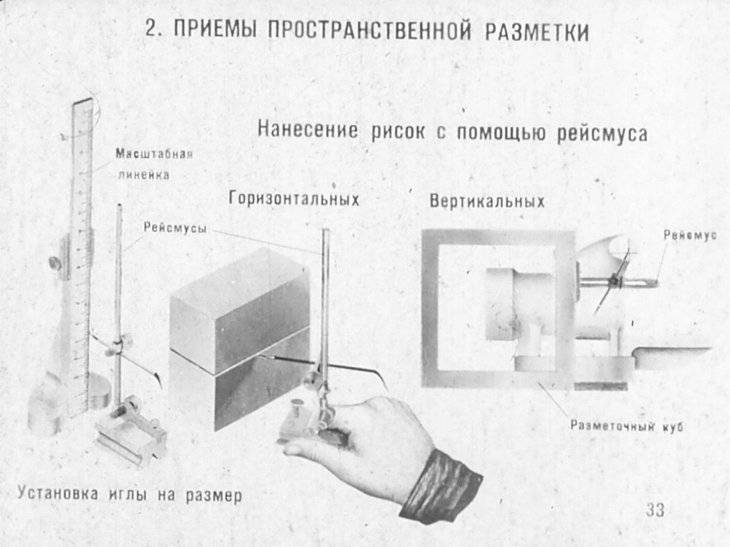
Пространственная разметка
Пространственная разметка – это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в Том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
| Пространственная разметка ( размечена заготовка углового рычага. |
Пространственная разметка ( рис. 22) – это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу ( см. гл.
Пространственная разметка – это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных заготовок, расположенных в разных плоскостях под различными углами друг к другу. При пространственной разметке приходится не только размечать отдельные элементы на одной поверхности ( стороне) детали, а увязывать разметку этих поверхностей ( плоскостей, осей отверстий их соосности, углов наклона между собой.
Пространственная разметка применяется для графических построений, осуществляемых при помощи пространственных кинематических цепей.
Пространственную разметку иногда называют объемной.
| Схема разметки на полу поковки колонны пресса. |
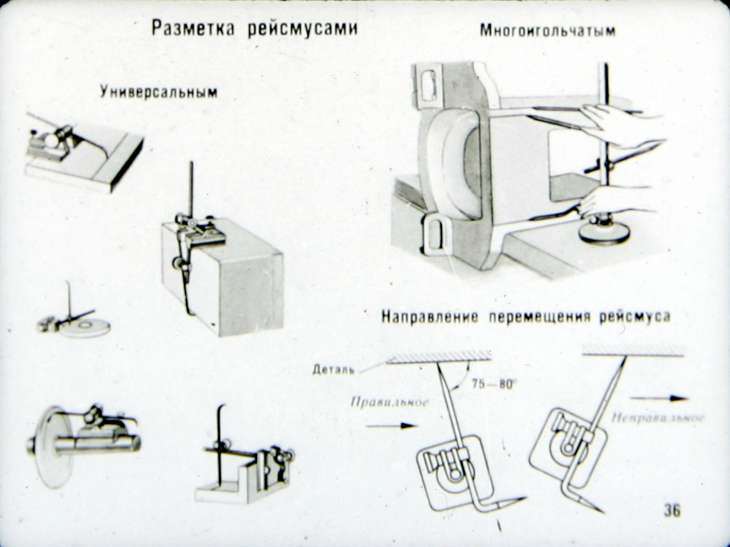
Ошибки пространственной разметки вызываются одновременным действием следующих причин: погрешностью угловой установки размечаемой установки; погрешностью установки рейсмаса по высоте и его отклонениями при перемещении по разметочной плите; применением несовершенных методов разметки; неточностью геометрических построений; неточностью разметочных инструментов и приспособлений.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
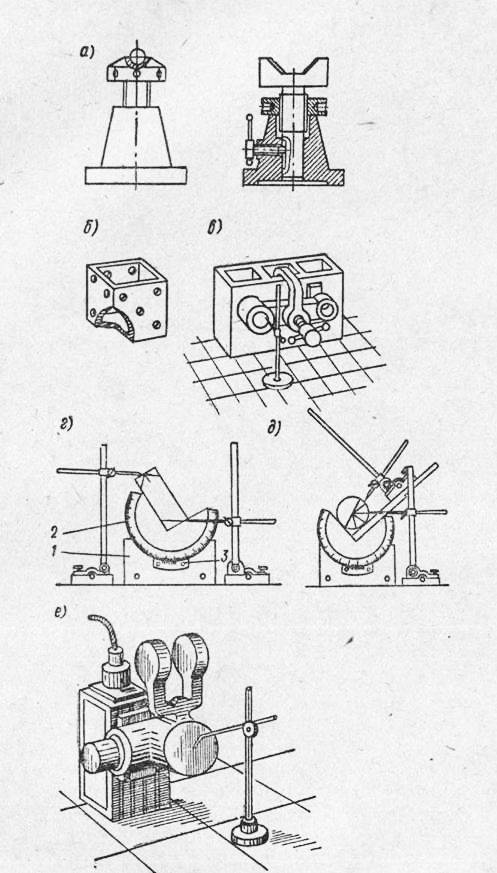
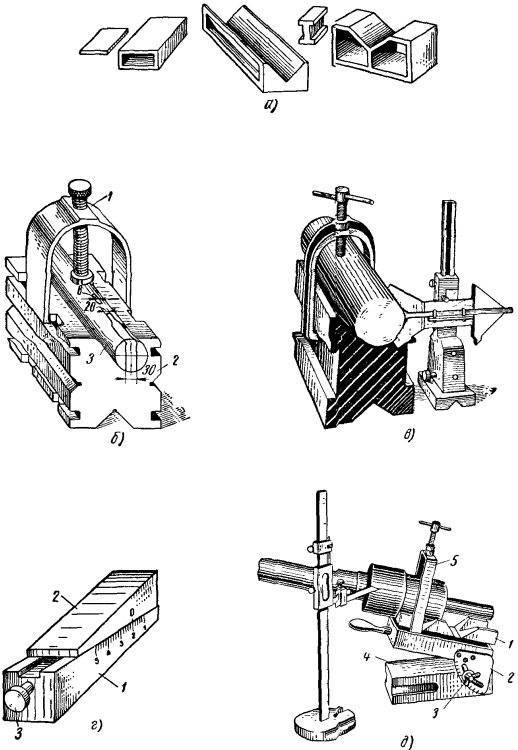
| Приспособления, применяемые для установки и закрепления заготовок на разметочной плите. а – призмы. б – угольник ] в – разметочный ящивд г – кли. вовидные подкладки. д – домкратикв. |
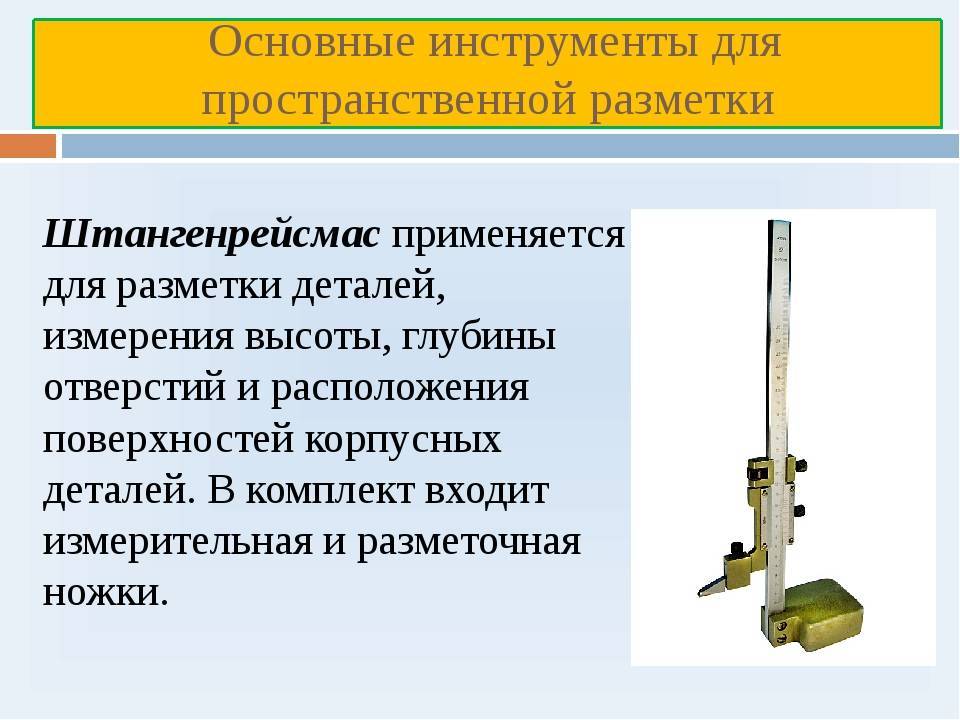
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл.
Отличие пространственной разметки от плоскостной состоит в том, что разметка отдельных поверхностей заготовок увязывается с ранее размеченными поверхностями посредством ориентировки разметочного инструмента и заготовки друг относительно друга при помощи разметочной плиты.
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
Цена деления нониусов современных штангенциркулей составляет или 0,1 , или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.
Окрашивание как способ разметки
Не всегда допустимо и жесткое кернение. Его нельзя выполнить на поверхностях, которые должны сохранить первозданный вид, и в работе с заготовками, изготовленными из высокопрочных твердых сплавов. Выходом из положения может стать применение техники окрашивания. Но следует понимать, что эта методика не имеет ничего общего с маркировкой при помощи краски. В данном случае окрашивается вся поверхность заготовки, а полученный наружный слой служит лишь для упрощения нанесения контуров и насечных точек. После окрашивания используется тот же инструмент для разметки в виде керна, угольника или циркуля. Однако покрытие может формироваться только особыми стойкими составами. Это может быть медный купорос, разведенный мел или специальный быстросохнущий лак.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.
 Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Инструменты для нанесения рисок
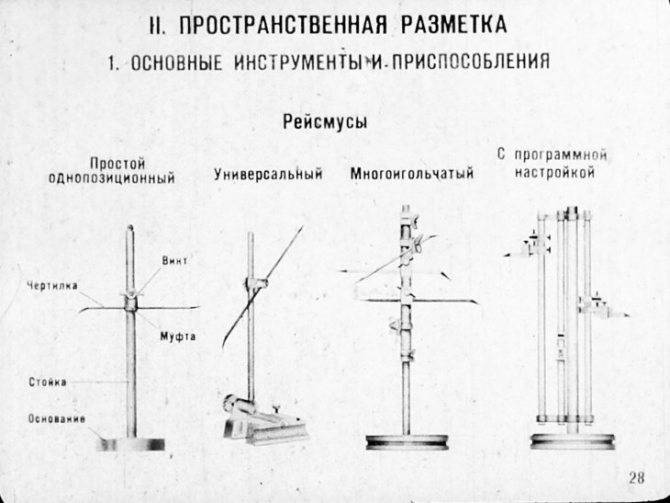
В сущности, любая разметка означает нанесение углубленной контурной или точечной насечки. Эту функцию позволяет выполнить широкий спектр инструментов, среди которых чертежные приспособления, штангенрейсмасы и стандартные рейсмасы, циркули пружинного типа и керн – инструмент, который является простейшим представителем этой группы. И напротив, многофункциональные приспособления реализуют задачи нанесения меток в качестве вспомогательных. К таким относятся, например, модели, позволяющие находить и центрировать детали. Это специальные разновидности кернов, угольников, транспортиров и т. д.
Характерности плоскостной маркировки
Назначение разного типа маркировки – это правильно, правильно и без огрехов перенести на заготовку размеры, требуемые во время изготовления детали. Разрешается погрешность при ее выполнении 0,2–0,5 мм.
Основная особенность плоскостной маркировки – сложность. По этому данную операцию лучше всего использовать в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной». Разметка наноситься разметочными рисками
Они собой представляют линии с особыми углублениями, сделанными методом накернивания
Разметка наноситься разметочными рисками. Они собой представляют линии с особыми углублениями, сделанными методом накернивания.




Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Общие понятия
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке её можно повысить до сотых долей миллиметра.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от плоскостной.
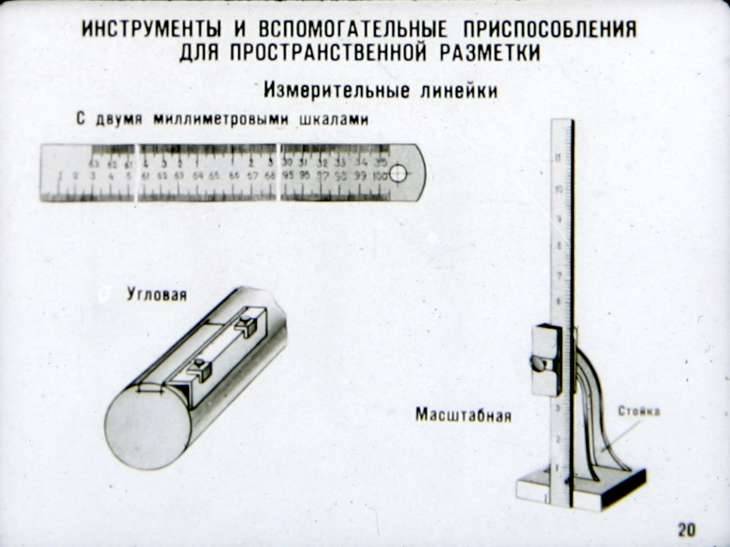
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
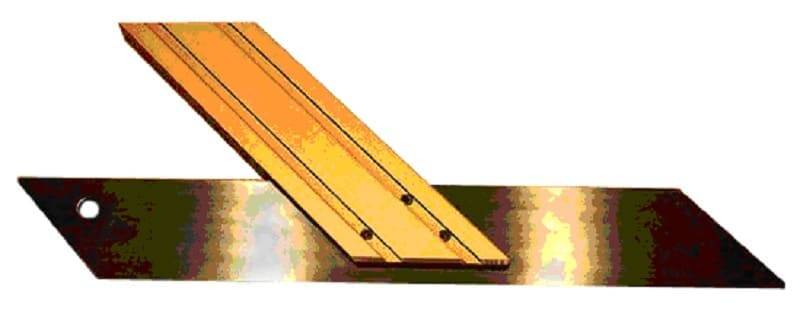
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.

Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
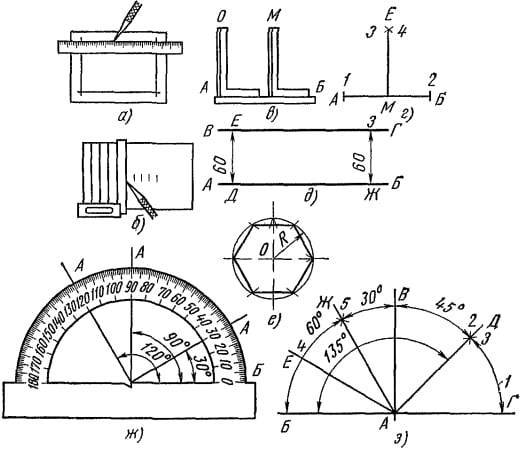
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Инструмент для пространственной разметки
Рубрики
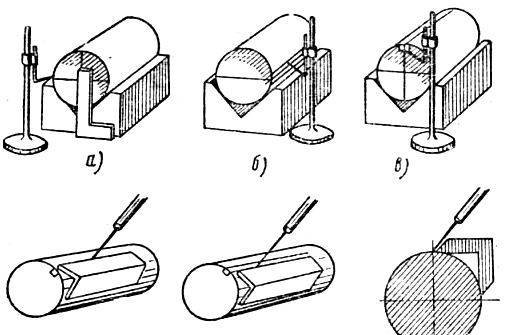
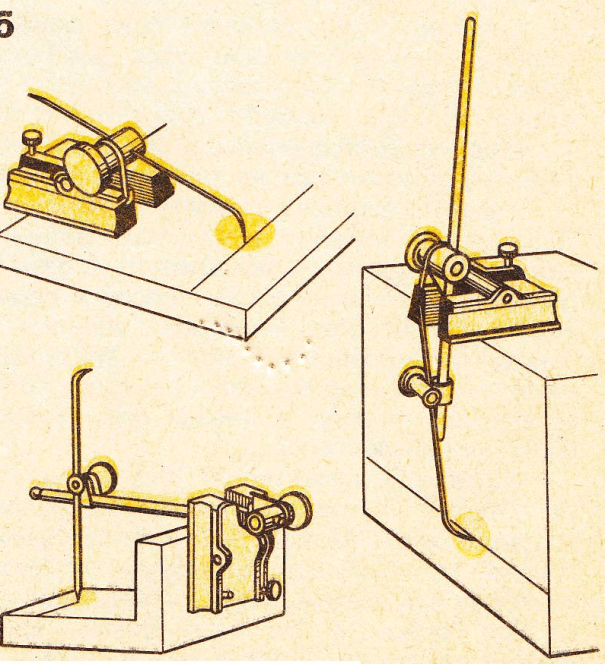
При необходимости кернения центровых отверстий на торцах валов удобно пользоваться специальным приспособлением для кернения — колоколом (рис. 2.6, о). Это приспособление позволяет наносить кер- новые углубления на центрах торцевых поверхностей валов без их предварительной разметки.
Для этих же целей можно использовать угольник-центроискатель (рис. 2.6, б, в), состоящий из угольника 1 с прикрепленной к нему линейкой 2, кромка которой делит прямой угол пополам. Для определения центра инструмент укладывают на торец детали так, чтобы внутренние полки угольника касались ее цилиндрической поверхности и проводят чертилкой линию вдоль линейки. Затем центроискатель поворачивают на произвольный угол и проводят вторую риску. Пересечение нанесенных на торец детали линий определит положение ее центра.
Довольно часто для отыскания центров на торцах цилиндрических деталей применяют центроискателъ-транспортир (рис. 2.6, г), который состоит из линейки 2, скрепленной с угольником 3. Транспортир 4 можно перемещать по линейке 2 и фиксировать в нужном положении при помощи стопорного винта 1. Транспортир накладывают на торцевую поверхность вала так, чтобы боковые полки угольника касались цилиндрической поверхности вала. Линейка при этом проходит через центр торца вала. Устанавливая транспортир в двух положениях на пересечении рисок, определяют центр торца вала. Если требуется выполнить отверстие, расположенное на некотором расстоянии от центра вала и под определенным углом, пользуются транспортиром, перемещая его относительно линейки на заданную величину и поворачивая на необходимый угол. В точке пересечения линейки и основания транспортира накернивают центр будущего отверстия, имеющего смещение относительно оси вала.
Упростить процесс кернения позволяет применение автоматического механического кернера (рис. 2.7), состоящего из корпуса, собранного из трех частей: 3, 5, 6. В корпусе помещены две пружины 7 и 11, стержень 2 с кернером 1, ударник 8 со смещающимся сухарем 10 и плоская пружина 4. Кернение осуществляется нажатием на заготовку острием кернера, при этом внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упираясь в ребро заплечика 9, сухарь сдвигается в сторону и его кромка сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером сильный удар, после чего пружина 11 восстанавливает нормальное положение кернера. Применение такого кернера не требует использования специального ударного инструмента — молотка, что существенно упрощает работу по нанесению керновых углублений.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.





