Оборудование с ручным приводом
Пресс-ножницы ручные адаптированы под преимущественное использование в мелком и частном бизнесе, связанным с получением штучных деталей небольшого диаметра или поперечного сечения. Они оснащаются многофункциональной рабочей зоной (например, ножницы модели Н9818 имеют четыре рабочих позиции), не требующей подналадки в процессе работы. Усилие передаётся от пары рукояток. Возможна резка полосы, сортового профиля, а также пробивка отверстий и вырубка узких пазов. Такие комбинированные пресс-ножницы отличаются компактностью своих габаритов, не требует заливки фундамента, и легко переустанавливается на новое место своего применения. Привод ручных ножниц – рычажного типа, с эксцентриковым зажимом разрезаемого металла.

Комбинированные гидравлические пресс-ножницы Geka HYDRACROP 110/180
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик – СКБ КПО и АЛ г. Азов. Изготовитель – Завод механических прессов г. Кувандык.
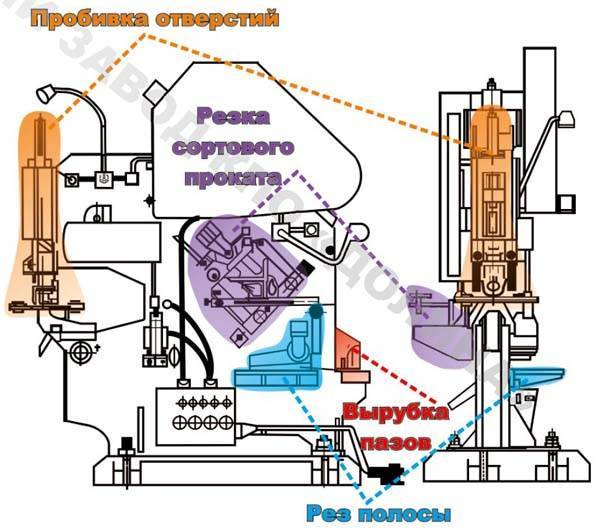
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом – исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
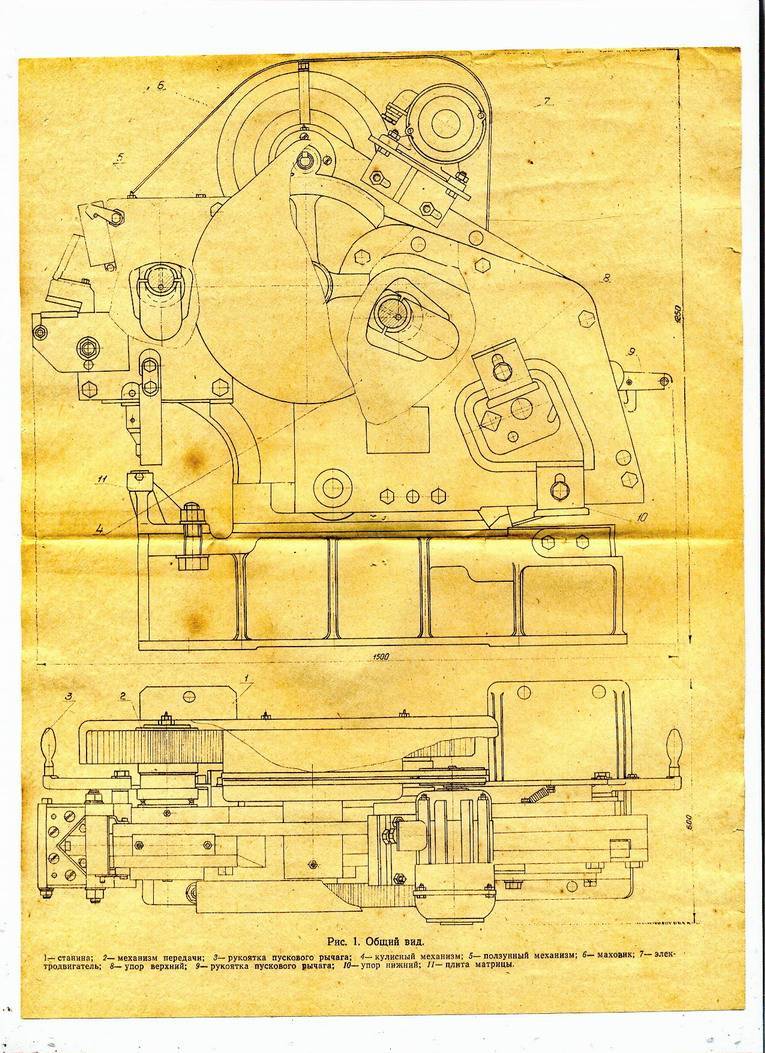
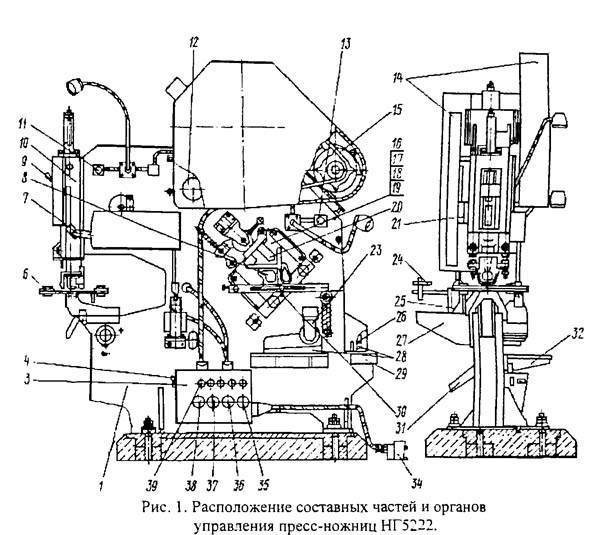
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
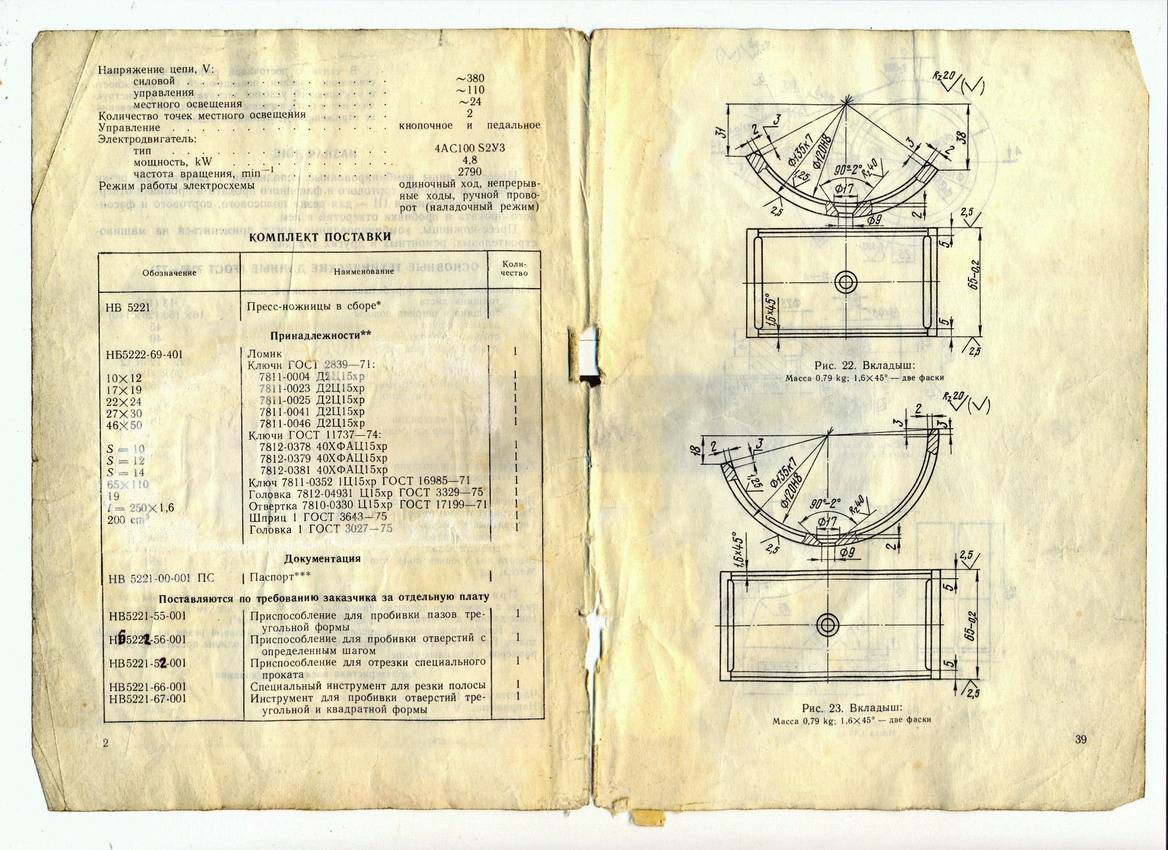
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа – 16 мм
- Наибольшая толщина и ширина разрезаемой полосы – 18 х 190 мм
- Наибольший диаметр разрезаемого круга – Ø 50 мм
- Наибольшие размеры разрезаемого уголка – 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия – Ø 32 мм
- Частота непрерывных ходов ползуна – 53 мин-1
- Мощность привода – 4,8 кВт
- Вес машины полный – 2,5 т
Принцип работы
Базовая комплектация комбинированных пресс-ножниц включает:
- сварная станина. Состоит из основания и прикрепленных к нему заднего и переднего листов;
- дыропробивная и сортолистовая секции с приводом от электродвигателя;
- ползуны дыропробивной и сортолистовой секций с закрепленными пуансонами;
- инструмент, с помощью которого происходит резка. Состоит из трех статичных ножей и двух подвижных. Первые- закреплены в станине, подвижные (прямоугольный и
- гильотинный) зафиксированы в пуансонодержателе ползуна;
- дыропробивной инструмент, включающий в себя пуансон и матрицу.
- Для моделей НГ5222, НГ5223, НГ5224, работающих на одиночных ходах или в непрерывном режиме, возможна дополнительная опциональная оснастка для резки швеллера и двутавра.
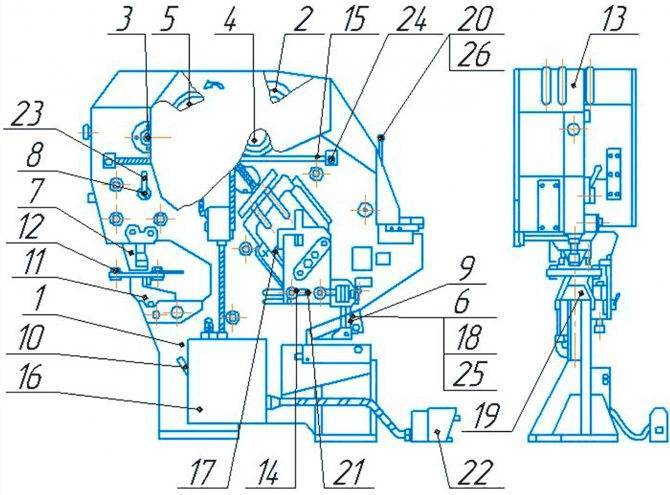
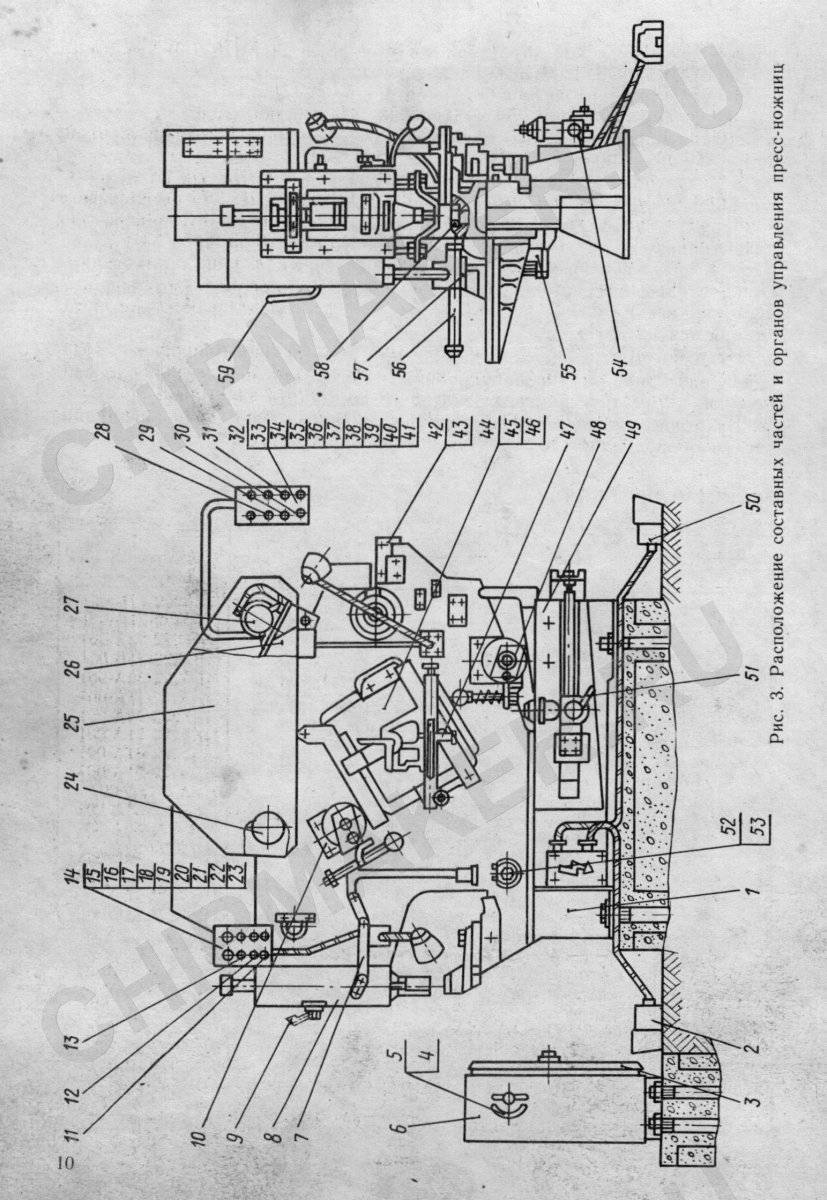
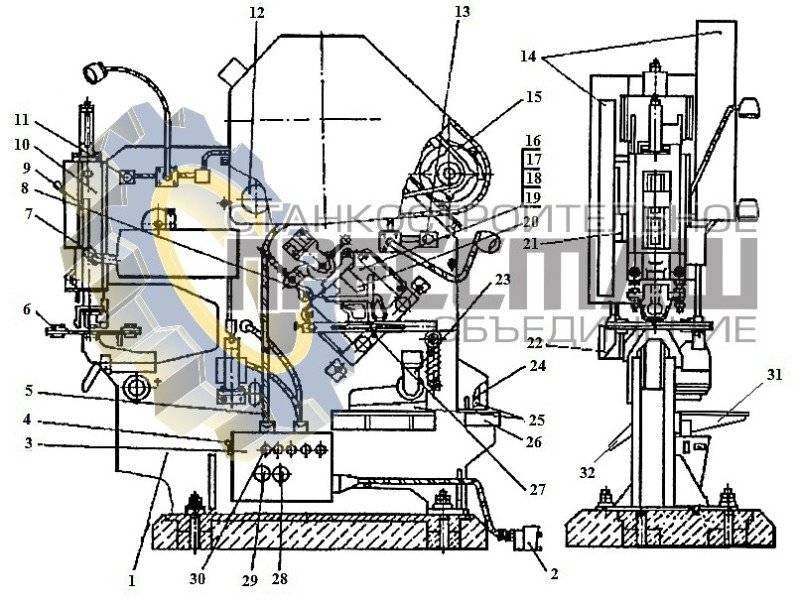
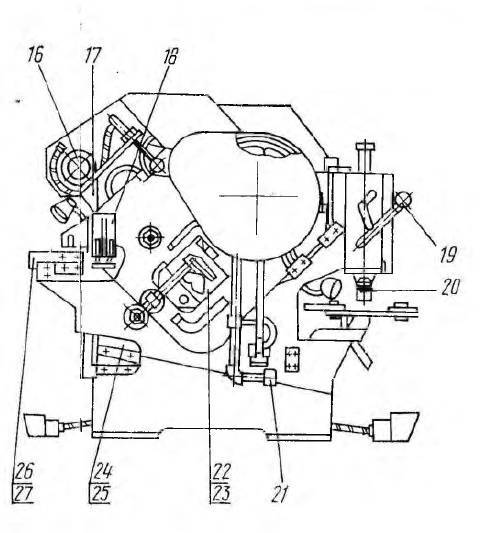
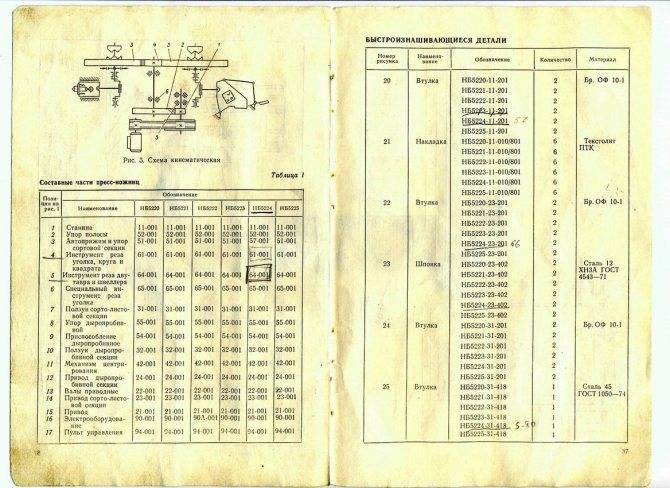
НГ5224 Составные части комбинированных пресс-ножниц
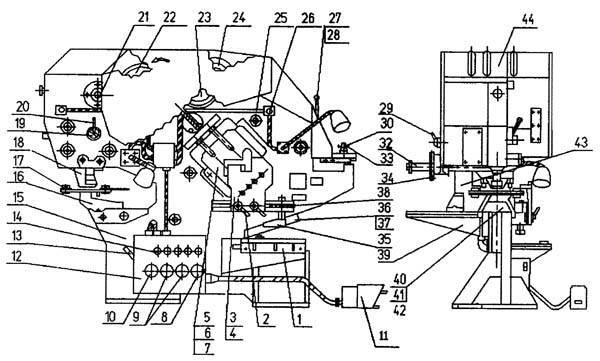
Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1. Станина – НГ5224.11.001
- 3. Прижим сортовой секции – НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра – НГ5224.59.001
- 5. Инструмент реза уголка, круга – НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра – НГ5224.64.001
- 7. Инструмент реза спец. уголка – НГ5224.65.001
- 12. Электрошкаф – НГ5224.92.001
- 16. ыропробивное приспособление – НГ5224.54.001
- 17. Стол дыропробивного пресса – НГ5224.69.001
- 18. Ползун дыропробивной секции – НГ5224.32А.001
- 19. Механизм центрирования – НГ5224.42А.001
- 21. Приводные валы – НГ5224.22.001
- 22. Привод дыропробивной секции – НГ5224.24.001
- 23. Привод сортополосовой секции – НГ5224.23.001
- 24. Привод – НГ5224.21А-001
- 25. Электрооборудование – НГ5224.91.001
- 27. Смазка – НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы – НГ5224.53.001
- 32. Упор для отрезки мерных заготовок – НГ5224.50.001
- 35. Прижим полосовой секции – НГ5224.45.001
- 36. Ползун сортополосовой секции – НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы – НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом – НГ5224.56А.001
- 40. Инструмент дыропробивной круглый – НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы – НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы – НГ5224.60Б.001
- 43. Установка электромагнита – НГ5224.41В.001
- 44. Ограждение – НГ5224.71.001
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.


Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
Ручные ножницы для металла
Ручные ножницы применяются на небольших производствах, в слесарных мастерских, пунктах приема металлолома. Они рассчитаны на сравнительно небольшое количество обрабатываемого металла и не слишком внушительные размеры заготовок.
Конструкция ручных пресс-ножниц

Ручные пресс-ножницы
Рабочей частью станка являются два лезвия (ножа) длиной около 10 см. один из них неподвижно прикреплен к станине, второй может двигаться в вертикальной плоскости под действием рычажного механизма. Рычаг приводится в движение мускульной силой оператора и посредством системы механических передач, воздействует на нож.
Резать с помощью ручных рычажных станков можно листовой металл (сталь) толщиной до 8 мм и цветные сплавы до 10 мм, арматуру и пруток диаметром до 1,8 см. Изготовляются ручные ножницы рычажного типа из инструментальной стали и сплавов марок Р18, У8, У9 или их аналогов.
Работа пресса НВ5222
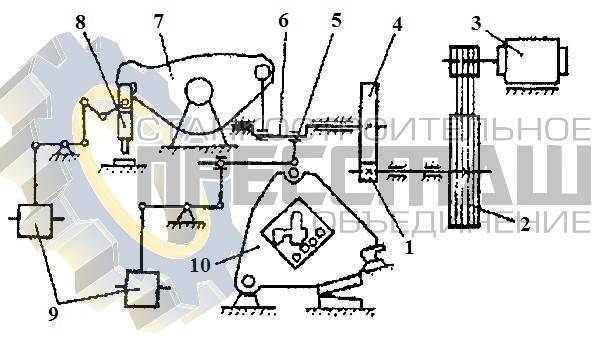
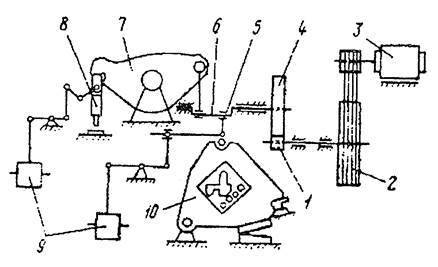
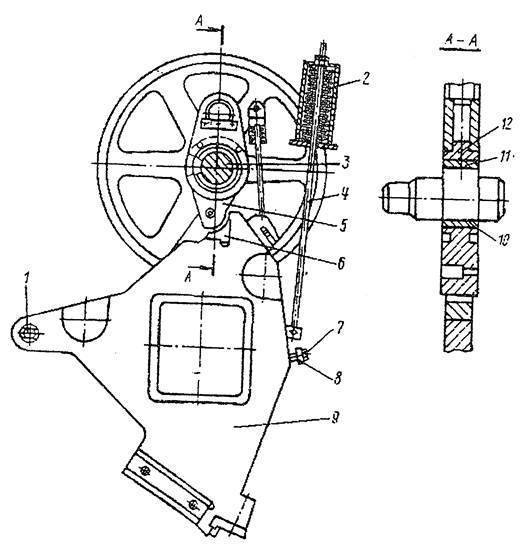
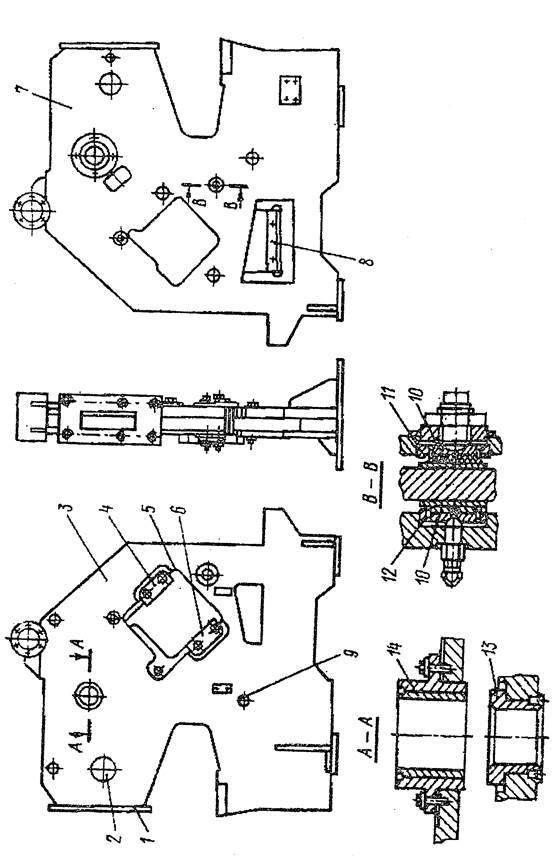
Кинематическая схема
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
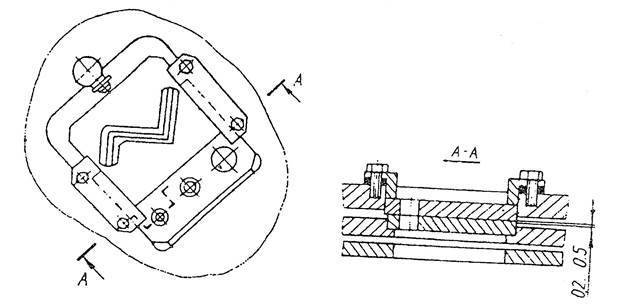
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.



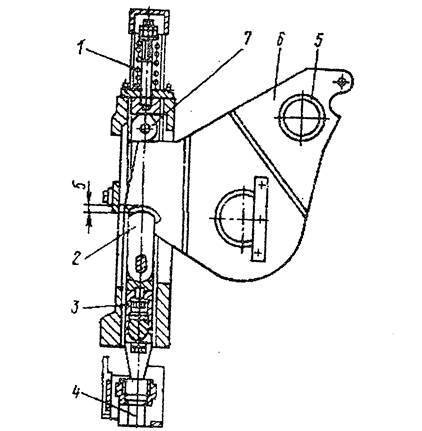

Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
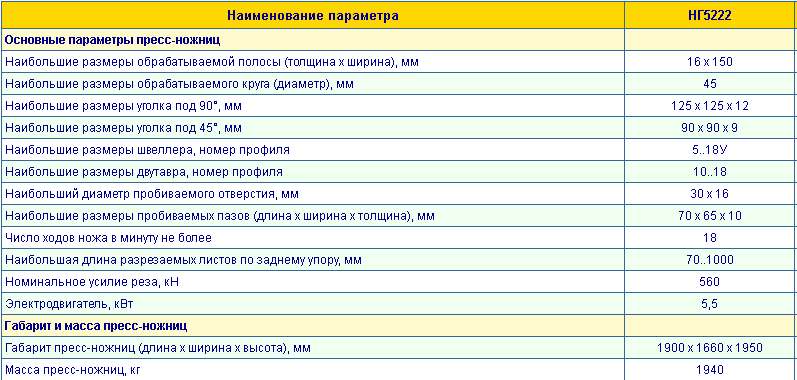
Основные технологические параметры ножниц
В паспорте на данное оборудование, которое выпускается Кувандыкским , приводятся следующие технические характеристики:
- Максимальные размеры разрезаемой полосы, мм: толщина – 16; ширина – 150.
- Максимальный диаметр разрезаемого круглого проката, мм – 45.
- Максимальные габариты равнобокого уголка, мм: при прямом резе — 125×125×12; при резе под углом 45° — 90×90×9.
- Максимальный номер швеллера и двутавра – 18У.
- Максимальный диаметр пробиваемого отверстия (для полосы толщиной 16 мм), мм – 30.
- Максимальные размеры вырубаемого паза в заготовке (длина× ширина× толщина), мм — 70× 65× 10.
- Максимальная длина листа или полосы, разрезаемой с применением заднего упора, мм – до 1000.
- Номинальное усилие, кН – 580.
- Число ходов, мин-1 — 18.
- Мощность электродвигателя, кВт – 5,5.
Габаритные размеры, масса, а также прочие конструктивные параметры, имеющиеся в описании, полностью соответствуют требованиям ГОСТ 7355. Производитель имеет право вносить в конструкцию незначительные изменения, не приводящие к ухудшению эксплуатационных возможностей ножниц. Эти изменения отражаются в паспорте на изделие.
Технические характеристики
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.