

Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Бытовые станки для умеренного использования
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
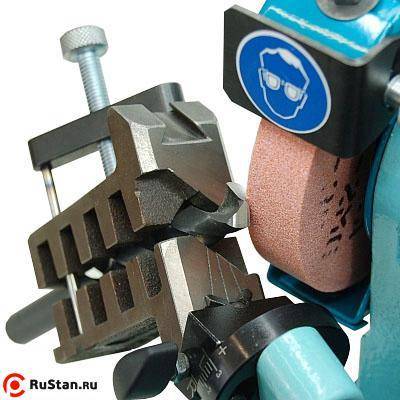
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.
ПОСМОТРЕТЬ Электрическая дрель точилка на AliExpress →
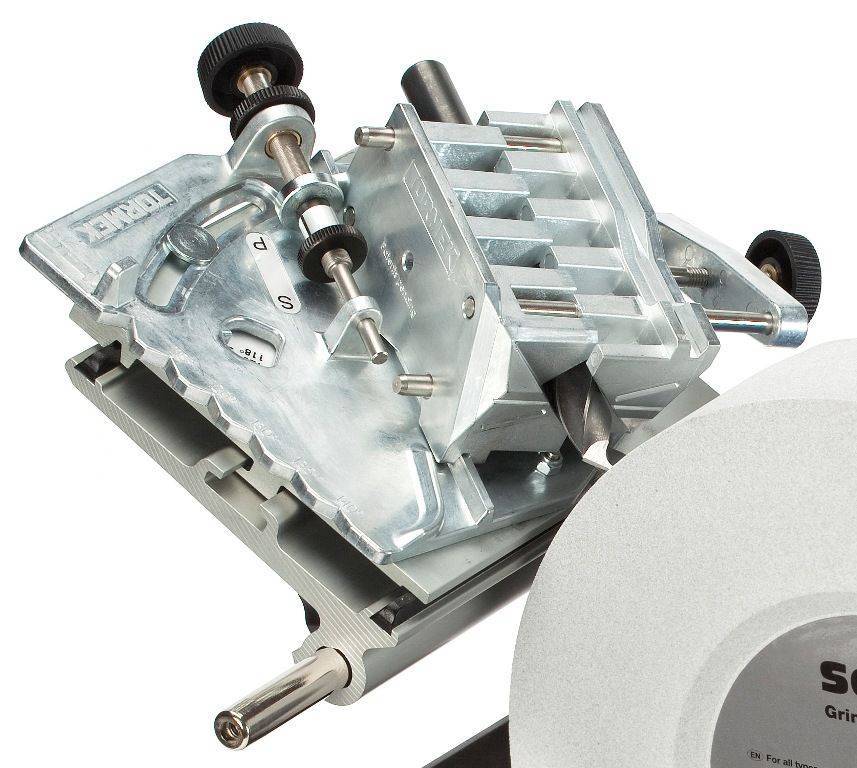
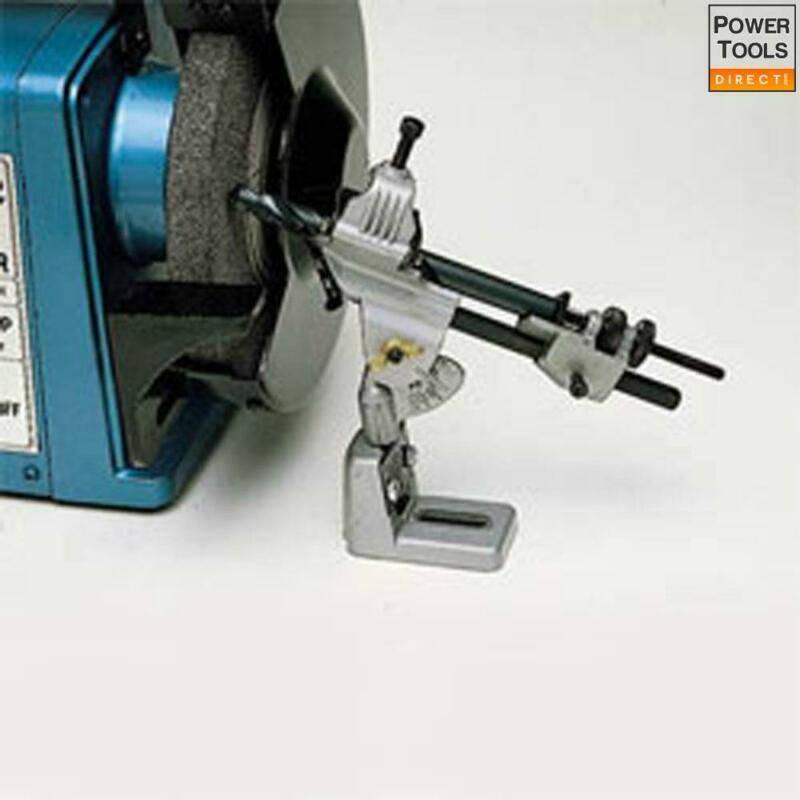
Промышленное заточное оборудование
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.
ПОСМОТРЕТЬ Станки для заточки сверл на AliExpress →
Станок для заточки сверл своими руками
Любой заточной станок состоит из двух базовых компонентов: электродвигателя с абразивным кругом и приспособления для фиксации и подачи сверла на заточку. При наличии в мастерской электрического точила нет необходимости конструировать отдельный станок для заточки сверл, достаточно своими руками изготовить хорошую заточную оснастку, которая может устанавливаться около шлифовального круга. В Интернете можно найти довольно много видеороликов, в которых авторы представляют свои приспособления для заточки сверл, не всегда простые в изготовлении, а подчас и попросту неудачные.
Из рисунка видно, что переход от режущей кромки к задней поверхности может быть сделан как по ломаной (справа), так и по дуге (слева). На практике режущую кромку часто затачивают в одну линию с задней поверхностью (так реализовано во многих самодельных приспособлениях). Это тоже работоспособный вариант, но в этом случае износ сверла будет происходить быстрее.
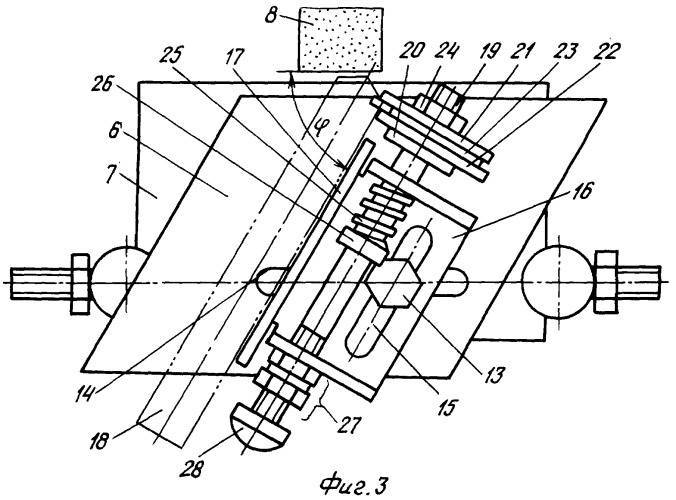
Одной из самых удачных является конструкция автора видеоролика (см. ниже), который указывает себя как Anton Fomenko. Его приспособление несложно в изготовлении и позволяет с хорошей точностью получать закругленную (затылованную) поверхность задней кромки. Отзывы о его работе в подавляющем большинстве положительные, кроме того, автор прикладывает к своему видеоролику чертеж этого приспособления, который теперь часто можно встретить на профильных сайтах.
В качестве недостатка, не относящегося к конструкции оснастки, можно отметить слишком большую зернистость заточного круга и отсутствие у него защитного кожуха.
Еще одной очень удачной заточной оснасткой является работа автора канала «Самоделкин Иван», набравшая за девять месяцев более миллиона и получившая множество положительных отзывов. Здесь заточка задней поверхности и режущей кромки сверла также выполняется по науке, но при этом реализуется их ломаное сочленение (правый рисунок вверху). Его приспособление выглядит грубовато и больше похоже на работающий макет (необработанные поверхности, зажим болтами вместо барашков и пр.), но со своей задачей справляется прекрасно. В конце ролика автор сверлит только что заточенным сверлом шестимиллиметровый металл. Сверление идет быстро, крупная стружка вьется равномерно с обеих сторон, а отверстие получается ровным.
Первый автор выполняет заточку на периферийной (торцевой) части круга, что более правильно, т. к. эта часть круга при неравномерном износе легко правится. Второй точит сверла боковой поверхностью, что при больших объемах работ не рекомендуется.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
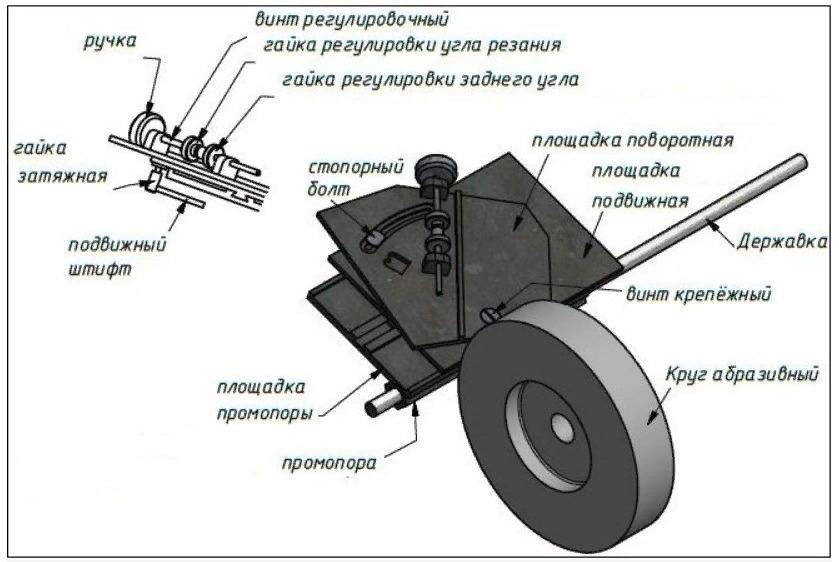
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.






Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.
Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.
Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
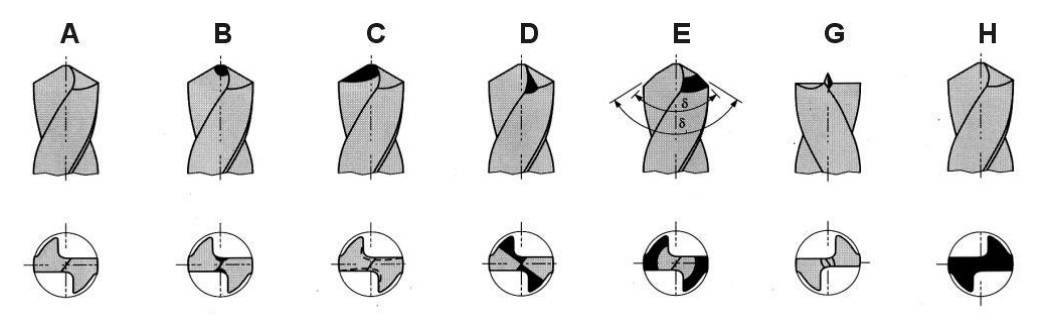
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.







Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
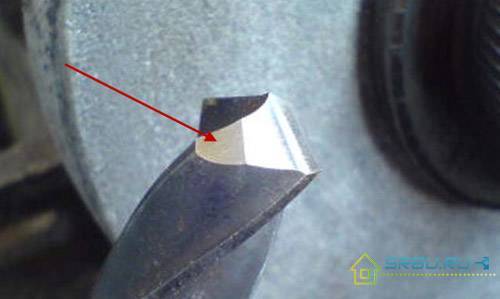
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Процесс изготовления
Найдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия
Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми
Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.
При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены.
Это интересно: Краскопульт для водоэмульсионной краски — разновидности и советы
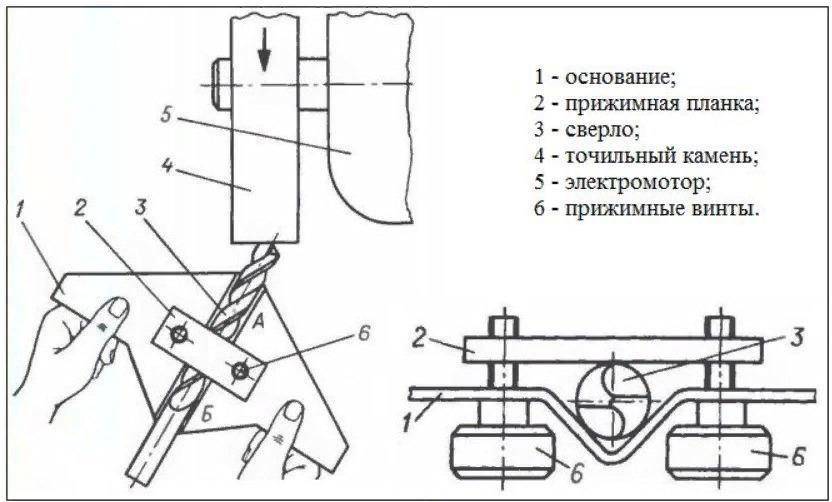
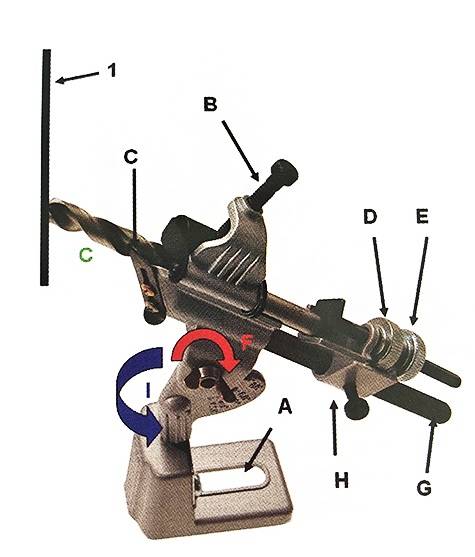
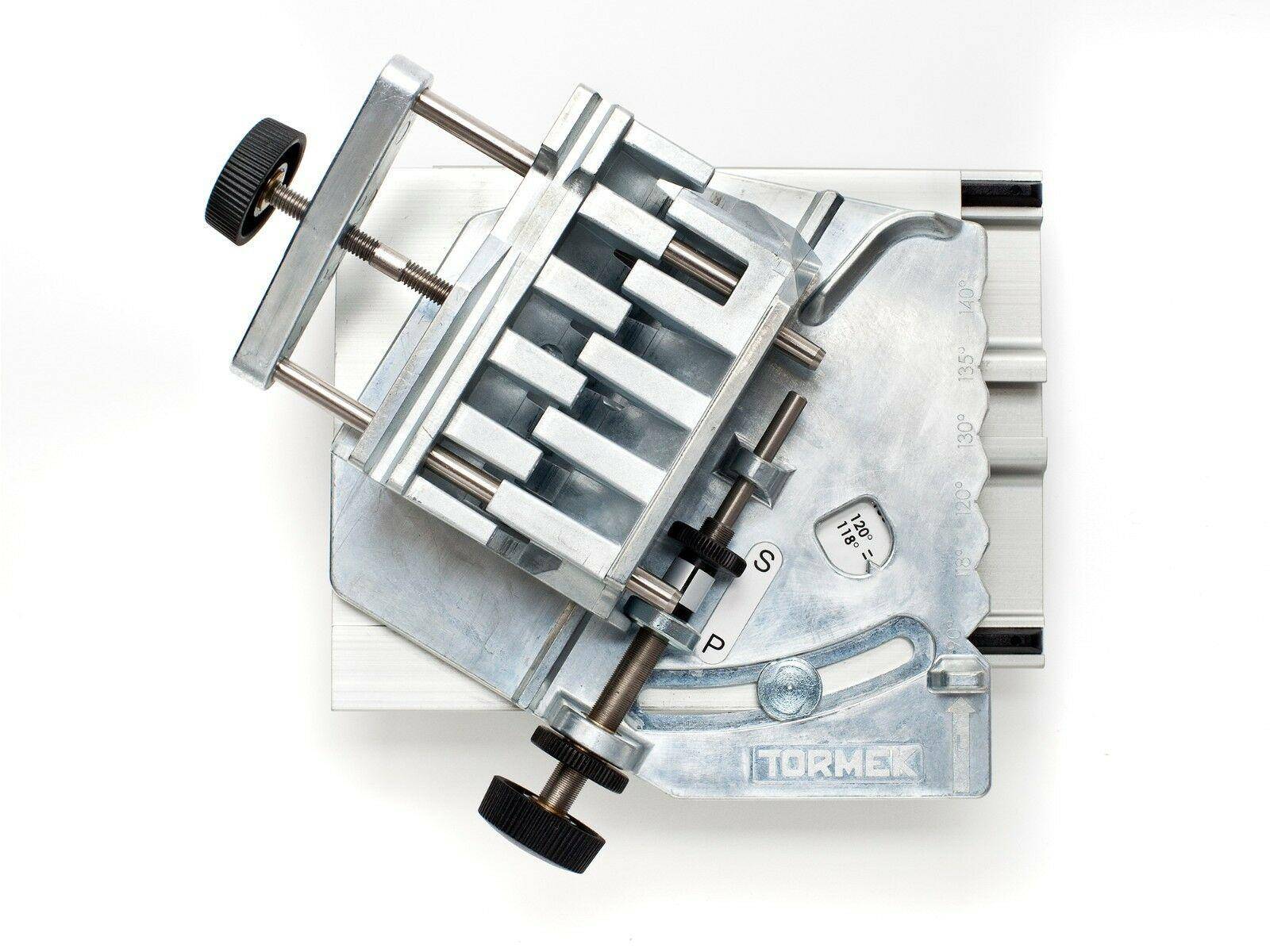
Самодельная стойка – приспособление для заточки сверла по металлу: как правильно точить и их конструктивные особенности
В зависимости от масштабов задач они могут быть разного размера. Установка крепится на токарном или точильном станке с помощью болтов. Их конструкция состоит из:
- основания;
- крепежного элемента для зажима инструмента;
- упорный механизм;
- винт, регулирующий подачу;
- зажимы.
На покупном образце находится шкала, она регулирует угол с высокой точностью. Если вы применяется самостоятельное устройство, то удобнее будет использовать шаблоны разного диаметра, их можно выполнить из дерева.
Простая приспособа из гайки для заточки сверла своими руками в домашних условиях
Для изготовления нужно минимум подручных материалов. Посмотрим на изображение:
- Возьмите две гайки разного размера, с меньшей выпилите по 9 мм разрезы с трех граней с каждой стороны.
- Угол заточки должен соответствовать полученным краям – 120 градусов.
- Приварите сварочным аппаратам второе изделие к первому так, чтобы получились отверстия в виде треугольника.
- Подберите и вкрутите болт, совпадающий по размером с маленькой гайкой. Он будет зажимать обрабатываемый инструмент.
В такой держатель просовывается заготовка. Она надежно фиксируется прижимом. Теперь можно подносить деталь к абразивному кругу и не переживать, что срежете лишнее или с неправильным углом.
Заточное приспособление на дрель для сверл своими руками
Мы рассказали, что можно купить насадку на электродрель. Обычно они выполнены из пластика и имеют стандартные разъемы. Сделать аналог можно дома, рекомендации:
- выполняйте детали из металла, а не пластиковые;
- соедините наждачный круг с патроном при помощи кольца;
- наждачный конус можно изготовить на токарном станке;
- внешний корпус (крышка с отверстиями разных диаметров под нужные размеры инструмента) лучше всего сделать из дерева, но можно из стали.
Чтобы вам проще было делать самоделку, посмотрим, из чего состоит покупная модель. Это на видео объясняет и показывает комментатор после произведенного разбора:
Устройство для болгарки
Этот электроинструмент тоже применяют для затачивания, это легко объяснить – установка абразивного диска является естественной задачей углошлифовальной машины, а крепеж под нужным углом к вращающемуся абразиву сделать легко. Посмотрим, как это выглядит:
К кожуху необходимо прикрепить металлический уголок, он будет выполнять функцию направляющего для качественной заточки сверла. Регулировка происходит вручную. Есть и минусы, к ним относится то, что сам диск подвергается неравномерной нагрузке и при длительном использовании может раскрошиться.
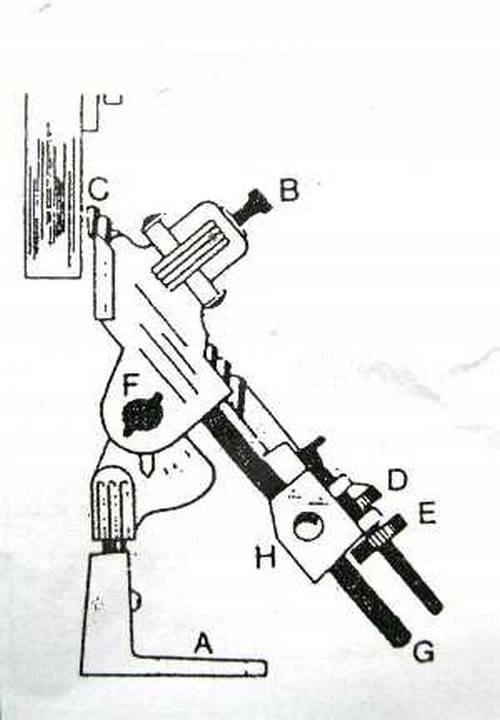
Самоделка: оправка для заточки сверл из дверных петель своими руками
Еще один интересный домашний вариант.
Многие считают, что она избыточно сложная. Но мы рассмотрим изготовление:
- нижняя часть фиксируется на подручнике;
- верхняя перемещает заготовку;
- нижний палец нужно вытащить, оставить только верхний;
- следует разрезать на две части одну из петель – одна из них регулирует наклон;
- нужно приварить металлический уголок, нарезать резьбу под болт в просверленных отверстиях;
- далее нужно заварить барашек, чтобы вращать упорный механизм.
Более подробная поэтапная инструкция в видео:
Спиральный тип
Для этой самодельной приспособы необходима втулка с диаметром в точности повторяющим размер сверла, заточка которого будет производиться своими руками. Это могут быть трубки из меди, алюминия. Направляющие следует выточить из дерева. В бруске сверлятся отверстия под заданным углом – в них нужно будет вставлять инструмент. Отдельно нужно создать подручник, который отвечает за упор и правильное положение заготовки.






Самодельные приспособления
Существует обширный перечень приспособлений для заточки приведенных выше типов. К тому же в целях экономии некоторые пользователи создают простейшие самодельные варианты. Также бывают самодельные шаблоны для проверки заточки сверл.
Эти инструменты с соответствующим поперечному размеру наконечника внутренним диаметром жестко монтируют на основании под конкретным углом. Необходима полная фиксация сверла ввиду того, что минимальные колебания на 1-2° приводят к значительному снижению точности заточки.
Также важным элементом конструкции самодельного приспособления для заточки является подручник. Он выполняет функцию упора для обрабатываемой детали и обеспечивает надежную его фиксацию и точное движение относительно наждака.
Существуют приспособления для обеспечения правильного угла заточки из гайки. Прежде всего, выбирают гайку, диаметр которой определяют целевым диаметром сверла. По предварительно сделанной разметке штангенциркулем вырезают два пропила. К первой гайке приваривают меньшую, разместив внутри гайки большого диаметра шайбу. В маленькую гайку закручивают болт. Для заточки инструмент помещают в пропил и зажимают болтом.
Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex.
У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| № | Наименование | Диапазон диаметров сверл (мм) | Система фиксации сверла | Вес (кг) | Материал абразивного круга | Средняя цена (руб.) |
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.
ПОСМОТРЕТЬ Многофункциональную точилку для сверла на AliExpress →
Специфика затачивания с различной формой режущей кромки
Есть 4 типа края, они нуждаются в 2 разных подходах:
- одноплоскостный и двухплоскостный обрабатывается с помощью приближения плоскостей (поочередно) с абразивному кругу, двигать инструмент при этом не нужно;
- цилиндрический и конический подвергаются процедуре немного сложнее – рабочая часть также подносится к движущемуся абразиву, но одной рукой мастер нажимает на нее, а второй – держит кромку и покачивает ее из стороны в сторону, чтобы добиться равномерной шлифовки.
Ошибки и их предупреждение при работе с наждаком для заточки сверл
Часто бывают допущены промахи:
- Разная длина кромок. Приводит к их поломке. Избежать можно точным глазомером и измерением перед началом работы.
- Асимметричность углов. Полученный результат – фактическая эксплуатация только одно края. Решение – пересмотрите чертежи, возможно у вас не очень функциональный держатель, его наклон приведет к асимметрии.
3 Как правильно выбрать бытовой станок?
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.

Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.

Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя
Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.





