

Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
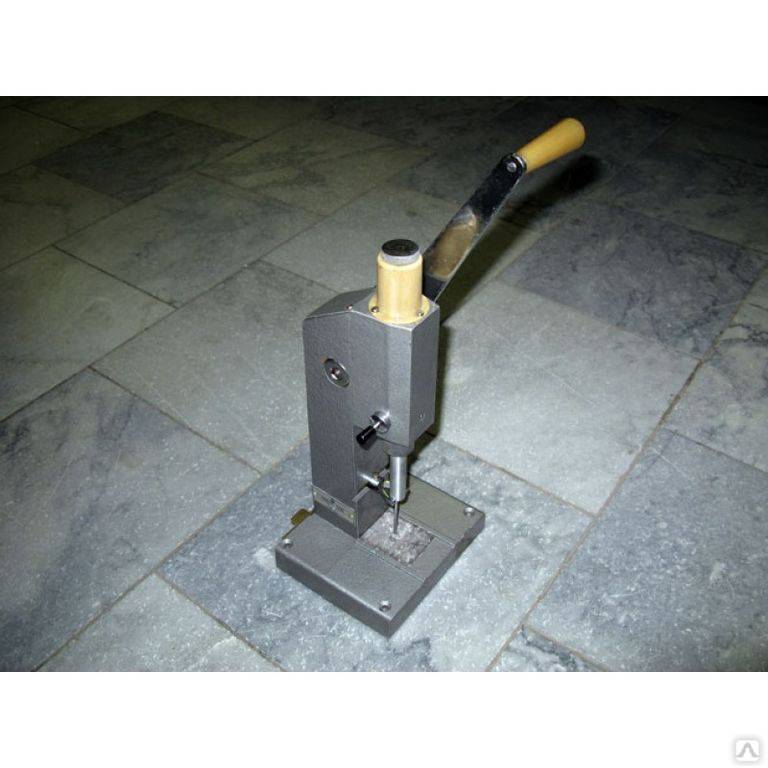
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.
Ручной процесс пробивки
Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
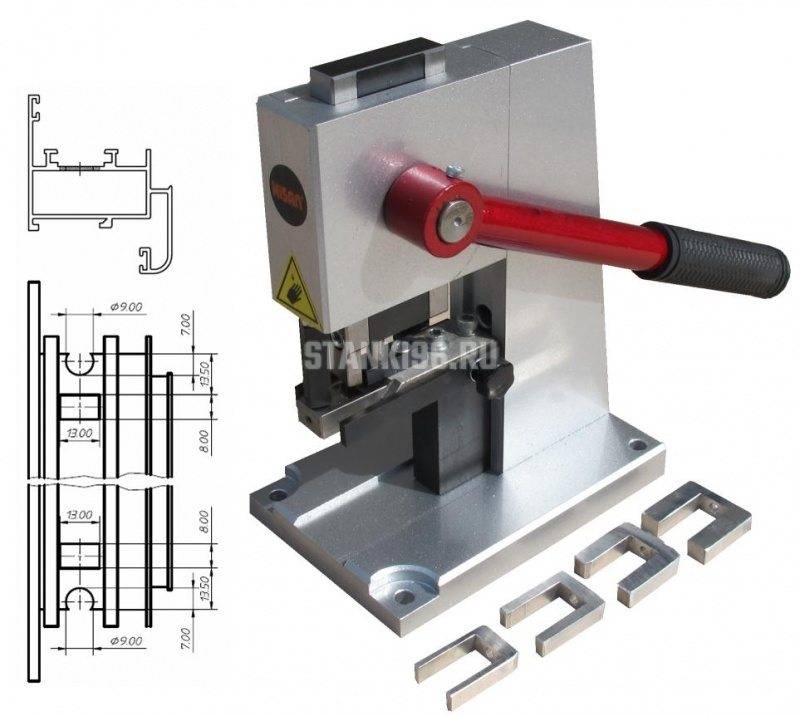
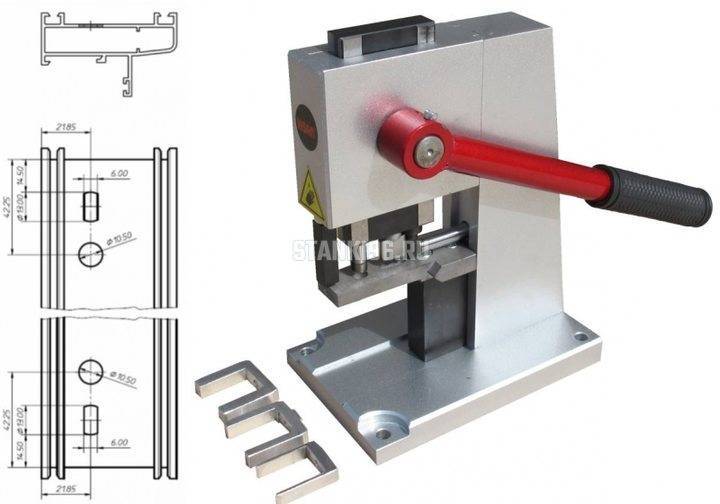
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.
Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Плюсы и минусы пробивки металла
В отличие от того же сверления пробивание отверстий намного выгоднее. Оно отнимает меньше времени, исключает нагрев и дефект по краю, окисление или кристаллизацию поверхности.
Существует и минус такой работы: может произойти уплотнение структуры металла или появится микротрещина, что повлечет за собой коррозию. Есть риск образования заусенцев и необходимости в последующей обработке.
Пробивка отверстий в металле – это использование высокого давления, и, если запланирован диаметр отверстия меньшего размера, то лучше ее заменить сверлением. Например: необходимость дополнительных отверстий в трубе для получения дренажной системы. Путем воздействия пресса такое не всегда возможно, чаще для этого используют:
– сверление отверстий на заказ – если нужный размер меньше плотности самого материала;
– фрезеровку – когда нельзя применить пробивку и сверление;
– лазер – когда необходима ювелирная точность. Ширина полученного отверстия равна десятой доле миллиметра.
Впрочем, несмотря на упомянутые погрешности в использовании пробивки, их нельзя назвать значимыми. А современные станки с ЧПУ способны обеспечить высокие показатели скорости с точностью в 0,05 миллиметра, что делает работу с металлом результативной и надежной. Перфорированные металлические листы – это гарантия прочности и легкости, что вместе с используемым защищающим металл покрытием сделало его лучшей основой для любого начинания. Как яркий пример можно выделить лишь несколько из них:
– элементы архитектурного декора;
– некоторые детали мебели;
– красивые защитные кожухи и ограды;
– главные детали уличных баннеров;
– решетки и системы фильтраций.
Револьверный дырокол
Для оплетки чаще используется пробойник для кожи револьверного типа. Он очень напоминает клещи для просечки металла, только на головке расположен барабан с шестью заточенными конусами разных размеров от 1,4 до 5 мм. Заготовка из кожи зажимается между пуансоном и наковальней, ручки сжимаются, и получается отверстие заданного диаметра.

Профессиональные дыроколы выполняются из нержавеющей стали с латунной наковальней и снабжаются раскрывающей пружиной и сменными стальными пробойниками с пожизненной гарантией. Правда, для разных моделей существуют ограничения по толщине пробиваемого материала.









Пробивка металла
Технология пробивки отверстий в металле является одной из самых распространенных методик в процессе обработки металла. Благодаря этому процессу можно получить отверстия, размеры, форма и позиционирование которых будут в точности соответствовать проектным величинам. Пробивка металла может осуществляться с образованием единичного отверстия, либо с производством ряда последовательных отверстий. Во втором случае процедура называется перфорацией. Способы пробивки металла могут быть следующими:
- ручной метод;
- пресс-ножницами;
- координатно-пробивными станками.
Наиболее трудозатратный и наименее производительный способ, конечно же, ручной. Кром того, этот метод еще и имеет большую погрешность. Однако при этом стоимость оборудования для пробивки металла ручным методом самая низкая. Этот способ не предназначается для крупносерийного производства. В то время как пробивка металла на револьверных координатно-пробивных станках с числовым программным управлением позволяет добиться высочайшей производительности и точности. Но этот способ не будет окупаться при единичном производстве, поскольку оборудование для него стоит довольно дорого.
Преимущества, слабые места и особенности пробивки металла
По сравнению с операцией сверления, пробивка металла во многом более выгодна. Во-первых, пробивка занимает меньше времени, поэтому она более эффективна. Кроме того, в отличие от того же самого сверления и многих других способов, используемых для получения отверстий, при пробивке не происходит перегревание металла. Значит, исключается отпуск в месте проведения обработки изделия, не возникают окислы, не происходит изменение кристаллической решетки. Однако, есть и обратная сторона медали, которая может быть как полезной, так и вредной, в зависимости от целей. При пробивке металла происходит наклеп, который может уплотнять структуру металла, а может и вызывать радиальные микротрещины, которые впоследствии станут очагом развития коррозии. Еще один минус пробивки металла заключается в том, что иногда возникает необходимость механической обработки полученного отверстия, поскольку образуются заусенцы. Ведь обработка методом пробивки подразумевает воздействие на металл давлением, в результате которого происходит отрыв металла. Кроме того, если величина (диаметр) отверстия должна быть меньше толщины листа, то пробивание заменяют на сверление.
Существует два способа пробивки металла – на полный и неполный диаметр. Под понятием «полный диаметр» подразумевается проектная величина отверстия. При пробивке на неполный диаметр размеры отверстия уменьшаются по сравнению с проектным на определенную величину, а затем доводятся до необходимого путем механической обработки.
Одним из наиболее распространенных способов пробивки металла является обработка посредством пресс-ножниц. При этом лист или деталь размещают на матрице, а пуансон опускается на заготовку и выдавливает отверстие. Опускание пуансона происходит не до конца, а примерно до половины толщины металла, дальнейший отрыв которого происходит под влиянием деформирующих сил. Пробивка отверстия в металле с помощью пресс-ножниц может производиться с предварительной разметкой специальным инструментом – керном, либо без нее.
Пробивные станки представляют собой оборудование, состоящее из гидравлических прессов, пробивных устройств, штампов, которые устанавливаются на опорном столе и подвижном основании. Эти станки могут быть автоматизированные, либо управляться вручную. Они могут быть включены в состав сложных конвейерных устройств, осуществляющих одновременно и другие операции, такие как гибку профиля.
Схема пробивки и отделки отверстий у заготовок
Основные технологические операции свободной ковки
Главная / Свободная ковка / Основные технологические операции свободной ковки / Схема пробивки и отделки отверстий у заготовок
29 апреля 2011
При первом приеме пробойник внедряют в тело нагретой заготовки примерно до половины ее толщины и удаляют пробойник из образовавшегося углубления. Затем заготовку кантуют на 180° и, установив пробойник на слегка потемневшую часть металла, над сделанным углублением производят окончательное пробивание отверстия. Выдра (пробиваемая часть металла, удаляемая в отход) выпадает через окно в наковальне или на нижний боек молота (пресса).
| а — предварительная пробивка овального отверстия, б — пробивка отверстия в заготовке узкого бруска. |
При пробивании отверстия некоторая часть металла из под пробойника раздается в стороны, вследствие чего форма
поковки или заготовки искажается. Поэтому операцию пробивки отверстий применяют в самой начальной стадии ковки, т. е. задолго до окончательного формообразования поковки.
Пробойник, которым пользуются при ручной ковке, называется бородком. Рабочая часть бородка, в зависимости от назначения, круглая, квадратная, овальная и др. Хорошая заточка бородка обеспечивает высококачественную поверхность пробитых отверстий. Конусность рабочей части бородка позволяет пробивать одним и тем же бородком отверстия разных размеров и облегчает извлечение бородка из металла.
Зубилом или бородком с заостренной рабочей частью в нагретой заготовке, поставленной на наковальне малой стороной, пробивают (просекают) до середины высоты бруска первое углубление. Затем заготовку кантуют на 180° и первым углублением устанавливают на нижник перебивки или подсечку. Установленную таким образом заготовку пробивают насквозь бородком, и, сняв с подсечки, легко раздают над отверстием в наковальне тем же бородком. Расширив (раздав) полученное отверстие с помощью калибра, поковку насаживают на оправку требуемого размера и проковывают на ней внешнюю поверхность прошитой части бруска или отделывают ее в полукруглых обжимках.
Раздачу кольцевидных поковок по диаметру применяют как средство получения цельнокованых, так называемых безшовных колец, венцов, обечаек и др.
«Свободная ковка», Я.С. Вишневецкий
Дефекты прошивки и пробивки
При прошивке и пробивке отверстий в поковках могут возникнуть дефекты, главными из которых являются следующие. а — прорезание слитка пустотелым прошивнем, затем с помощью полых надставок, б — заготовка с пришивнем и надставками на подкладном кольце, в — сквозное прорезание при помощи дополнительной надставки. Сильно затянутые края отверстия получаются при прошивке толстой заготовки без предварительного…
Дефекты прошивки и пробивки (Появление рванин и трещин по кромкам)
Появление рванин и трещин по кромкам прошиваемых и пробиваемых отверстий на мелких и средних поковках и заготовках объясняется недостаточным нагревом заготовок перед прошивкой или с выполнением прошивки остывшей заготовки. Отклонение прошивня от оси слитка наблюдается при неравномерном нагреве слитка и непараллельности торцов слитка после его осадки перед прошивкой.Во время пробивки и прошивки отверстий при ручной…
Кузнечная сварка
Кузнечной сваркой называется операция получения неразъемного соединения отдельных заготовок, нагретых до сварочной температуры, под воздействием ударов молотов. Кузнечная сварка до недавнего времени на машиностроительных заводах была вытеснена более прогрессивными способами сварки и применялась сравнительно редко. Однако сейчас она находит все большее применение и не только в условиях ремонтных мастерских, обслуживающих парк сельскохозяйственных машин. Для успешного…
Кузнечная сварка (Нагрев мягкой стали)
Для сварки мягкую сталь нагревают до температуры 1350 — 1370° С, которую определяют оптическим пирометром или на глаз по цвету каления: у мягкой стали нагретые до этой температуры концы имеют ослепительно белый цвет. При таких высоких температурах возможно интенсивное окисление и при длительной выдержке пережог металла. Чтобы избежать этого, свариваемые концы нагревают вначале до температуры…
Схема кузнечной сварки
Схема кузнечной сварки а — внахлестку, 6 — вразруб, в — встык, г — врасщеп. При нанесении легких ударов происходит вытеснение оставшихся шлаков с выпуклых поверхностей и взаимное проникновение частиц металла свариваемых концов. Последующая интенсивная проковка создает условия для более глубокого взаимного проникновения частиц металла свариваемых концов. Кроме этого, проковка утолщенных концов сильными ударами молота…
Особенности выбора партнеров в Москве и размещения заказов
Выбирая контрагента у нас на портале, вы можете быть полностью уверены в том, что данные о них не устарели и информация о качестве изготавливаемого продукта и возможностях компаний остается актуальной. Предприятия, выполняющие обработку материалов, могут зарегистрироваться на нашей площадке только платно — это позволяет сделать их сотрудничество с потребителями наиболее эффективным.
Тем не менее, вы можете разместить заявку в нашем каталоге и ждать отклика от будущих контрагентов, а также самостоятельно отыскать их в каталоге, между зарегистрированными компаниями в Москве. Это задумано для того, чтобы вам было максимально удобно пользоваться нашим ресурсом — ведь мы заботимся о наших клиентах и качестве функционирования нашего проекта.
Прямоугольная вырубка
, заказчиков и исполнителей в Москве для которой вы найдете у нас на сайте — это технологический процесс, без него немыслима эффективная обработка листов сырья и создание из них полуфабрикатов, товаров и металлических запчастей. Размещая заявки на нашей площадке и осуществляя отбор заданий на выпуск для своей фирмы — вы поступаете наиболее рационально. Сайт obrabotka.net — верный помощник в вопросах выбора партнеров в металлообработке.
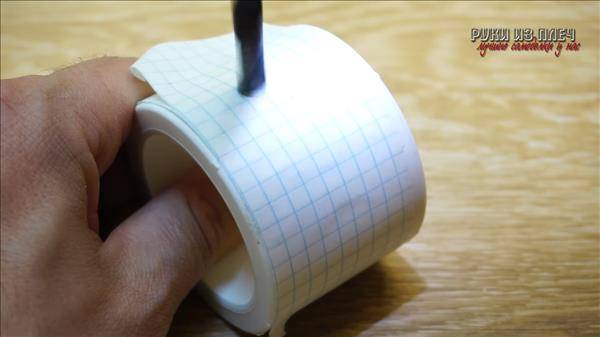
Как сверлить трубу
5. Расскажем, как очень точно просверлить сквозное отверстие в трубе практически любого диаметра. Без всяких сложных приспособлений. Нам понадобится часть тетрадного листа в клетку. Закрепляем один конец скотчем или клеем и ровно обматываем трубу. Размечаем, где необходимо отверстие. Измеряем диаметр трубы. По простой формуле находим половину длины окружности. Откладываем от первой метки. Сворачиваем обратно и сверлим трубу с 2 сторон. Таким образом можно очень точно просверлить в трубе любое количество равноудалённых отверстия. А если сразу разместить необходимое количество бумажек, то работа пойдет гораздо быстрее. Вместо тетрадных листов подойдёт малярный скотч.
Пробивка металла в Санкт-Петербурге
В промышленном производстве металлических деталей операции холодной штамповки максимально востребованы. С их помощью изготавливаются идеально гладкие, редко требующие дополнительной механической обработки, детали с точными размерами и формами. И формоизменяющие, и разделительные операции, в частности пробивка, о которой пойдет речь, очень производительны и экономичны.









Пробивка отверстий и пазов существенно упрощает сборку конструкций, снижает вес крупногабаритных деталей. Перфорированные изделия используются при изготовлении вытяжных и вентилируемых систем, для калибровки и сортировки в сельском хозяйстве. Пробивка (перфорация) металла
используется даже для декорирования изделий, например перфорированные декоративные панели с перфорированными рисунками.
https://youtube.com/watch?v=xtMAJNZ9yz0
Услуги по сверлению и отверстий в металле
Завод располагает современными металлообрабатывающими станками, в том числе с ЧПУ, которым доступны следующие возможности:
- Пробивка отверстий в металле и нарезка резьбы, стоимостью от 16 рублей за изделие.
- Работаем с профилем толщиной от 0.9 мм до 20 мм ручным инструментом с точностью до 3 микрон.
- Услуги координатной пробивки металла предоставляются на марки ст3, сталь 09г2с, сталь 10хснд, конструкционные, низколигированные и нержавеющие материалы.
- Можем делать отверстия в металлоконструкциях круглой, овальной, квадратной и прямоугольной формы различного диаметра и с обработанными краями.
Наши специалисты подберут тип инструмента с помощью которого пробивка, сверловка или растачивание (рассверливание) отверстий, в том числе множества однотипных, будет оптимальным для того сплава из которого изготовлены ваши заготовки. Это позволит сэкономить время и свести к минимуму количество отходов. Звоните, чтобы получить подробную консультацию и узнать расценки на услуги.
Сфера применения координатной пробивки листового металла
В машиностроительной отрасли широко используют координатную пробивку металла. Данная технология пользуется повышенным спросом и в сфере ремонтно-строительных работ. Например, перфорированные листы, изготовленные по такой технологии, находят широкое применение при монтаже различных конструкций, в том числе элементов декораций.
Перфорационные изделия, полученные при помощи пробивки металла, позволяют очень точно воплощать всевозможные конструкторские замыслы, выполнять особо сложные задачи, для которых работа с точным соблюдением проектно-технической документации является самым важным моментом.
Описываемая технология пробивки металла находит широкое применение в производстве следующих конструктивных элементов:
- ограждений;
- деталей специализированных машин, станочного оборудования;
- строительных опор, сборочных элементов;
- разного типа витрин;
- различных производственных стеллажей;
- рекламных щитовых конструкций и многих других изделий.
Штампы для пробивки отверстий в листовом металле изготавливаются индивидуально, это позволяет конструкторам выполнять проектирование самых нестандартных технологических проемов, производить отверстия и воплощать перфорацию на листовой материал с индивидуальными параметрами.
Процесс пробивки отверстий в листовом материале является высокоскоростным. Технология с применением координатной пробивки и вырубки металла позволяет перемещать лист или деталь в координатно-пробивном прессе с большой точностью и скоростью, благодаря чему можно выполнить пробивку на большом количестве деталей за малое время. С помощью высокоэффективного пресса можно получить готовую деталь с ровными краями отверстий, которые не требуют дополнительных работ по зачистке или обработке поверхностей.
Применение такой технологии позволяет заводам-производителям обрабатывать заготовки и конструкционные элементы на достаточно высоком технологическом уровне, запускать серийное производство изготовления деталей или перфорированного листового материала, и, кроме того, изготовление продукции по индивидуальным заказам.
Технические характеристики технологии:
- Отличные показатели энергоэффективности.
- Высокий КПД и точность исполнения.
- Экономичность.
Ручной процесс
В отсутствие на производстве станка с ЧПУ пробивка отверстий в листе или трубе может осуществляться вручную – на пресс-ножницах. В целом, этот процесс мало отличается от автоматического режима.
На стол станка также кладется заготовка, но предварительно ее необходимо разметить, точно указав керном центр каждого отверстия. В дальнейшем положение заготовки вручную погоняется так, чтобы отмеченный центр был ровно напротив центра пунсона.
Далее запускается пресс, который, также как и в автоматизированном процессе, выдавливает внутреннюю часть металла. После этого операция по установке заготовки повторяется.
Ручной вариант существенно медленнее, но на небольших партиях это не так заметно. К тому же стоимость пресс-ножниц существенно ниже, чем станка с ЧПУ.
За работой данного станка можно понаблюдать далее:
https://youtube.com/watch?v=8gJHu4fl6Kg
Преимущества и недостатки услуги
| Достоинства | Недостатки |
| Высокое качество пробивки – четко по заданным параметрам, с точностью до 0,05 мм. | Ограничения по толщине заготовки – от 0,8 до 3 мм. |
| По сравнению с лазерной резкой – отсутствие расхода газов, меньшая энергоемкость процесса, снижение затрат. | Наличие следов от инструмента. |
| Отсутствие проблемы перегрева металла, появления окислов и изменений в кристаллической решетке. | При граничных толщинах – возможность образования по краям отверстий заусенцев, требующих последующей механической обработки. |
| При наличии соответствующего инструмента – возможность выполнения операций формовки объемных элементов. | Невозможность обработки материала плавными линиями. |
| Высокая производительность и автоматизация процесса. | Износ рабочего инструмента. |
| Экономичность при серийном производстве однотипных деталей. | Нецелесообразность использования при единичном производстве. |
| Возможность обработки любых цветных металлов. |
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Когда нужно по минимальной цене сделать пробивку, расточку или сверление отверстий в листовом металле, обращайтесь на завод металлоконструкций «НФЗМ». У нас есть все необходимое оборудование для быстрого выполнения подобных заказов.
С помощью установки плазменной резки с ЧПУ можно быстро и точно сделать большое количество отверстий любой формы по заданному чертежу. Но возможны и другие методы.
Один из способов пробивки отверстий в листовом металле — пуасоном. Это пробойник (штемпель), изготовленный из твердого сплава, и матрица к которой он прижимает заготовку. Пуансоны бывают разных форм и размеров.
Сверление и рассверливание отверстий в металлических изделиях производится на вертикально-сверлильных и радиально-сверлильных станках различного типа, спиральными и корончатыми сверлами, позволяющими работать с твердыми сплавами.
Прессы для пробивки отверстий
Кувандыкский производит станки высокого качества. Оборудование отличается точностью, надежностью и функциональностью. Все станки поставляются в разных модификациях, для решения любых задач по работе с металлом. Прессы для пробивки отверстий одна из вариаций станков предприятия. Они созданы согласно стандартам качества. Станки подвергались испытаниям и проверены на практике. Завод также выполняет работы по созданию и проектированию различного оборудования для отраслей:
- Строительство;
- Промышленность;
- Сельское хозяйство.
Практика использования и характеристики
Машиностроение нуждается в технологических операциях высокой точности. Их выполнение требует использование современного, многофункционального и продуктивного оборудования. К ряду востребованных задач относится пробивка отверстий различного размера и формы в металле. Автоматическое выполнение подобных задач влияет положительно на продуктивность работы и повышает количество готовых изделий на выходе.
Прессы для пробивки по металлу являются специализированным оборудованием. Их функционал расширенный и включает целый ряд отдельных операций:
- Пробивка разного диаметра, размера и конфигурации;
- Вырубка деталей сложной формы;
- Штамповка;
- Неглубокая вытяжка;
- Калибровка подшипников.
Прессы для пробивки отверстий могут быть применены в серийном и единичном производстве. Основной плюс пресса заключается в возможности создавать идеальные отверстия, без необходимости дополнительной обработки. Наравне с высокой производительностью и простой эксплуатации, эти свойства создают высокий спрос на продукцию Кувандыкского завода.
Исключение предварительного нагрева позволяет снизить стоимость технологических процессов. К ряду других преимуществ относятся:
- Низкий уровень шума;
- Возможность эксплуатации при минусовой температуре;
- Надежность и долговечность;
- Предназначение для интенсивного непрерывного производственного процесса.
Выбор и приобретение
Кувандыкский предлагает богатый ассортимент прессов для пробивки отверстий в металле. Вариация моделей включает изделия с различным рабочим усилием 630-1600 кН. При выборе нужно учитывать толщину металла, который нуждается в обработке. Технические консультанты предприятия готовы помочь советами и предоставят всю интересующую вас информацию. Возможна доставка пресса по России и странам СНГ.
Регионы РФ
Бесплатная доставка * при заказе на сумму свыше 10 000 руб. до терминала транспортной компании в Вашем городе.









* Если вес ни одного из товаров в заказе не превышает 100 кг. Иначе уточняйте стоимость доставки у менеджера.
Адрес склада для самовывоза:
Московская область, Домодедовский район, микрорайон «Белые столбы», Улица Станционная, дом 14 Время работы: Пн-Пт с 10:00 до 17:00 (обед с 13:00 до 13:30) Телефон
Адрес офиса и пункта выдачи (перед приездом вам необходимо уточнить наличие товара у наших менеджеров):
г. Москва, Киевское шоссе, стр. 3, корпус Д (территория бизнес-парка «Румянцево»), подъезд №19, офис 409Д Время работы: Пн-Пт с 09:00 до 17:00 Телефон
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.
Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.
Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.
Борозды при пробивке металла
Читать также: Как рассчитать мощность силового трансформатора по нагрузке





