

Ориентируйтесь на то, что есть в данный момент под рукой
Главной составляющей профилегиба является силовой узел. Составляющими компонентами служит винт с нанесенной резьбой, диаметром больше 16 мм, или домкрата. Резьбовой узел, который используется как силовой, позволяет собрать профилегиб, имеющий центральный подвижный ролик.

Домкрат позволяет изготовить профилегиб:
- с крайним роликом, который подвижный, и переламывающей станиной;
- с центральным подвижным роликом и крайними подвижными роликами.

На гибку труб конструкция профилегиба не оказывает существенного влияния. При гибке труб, имеющих большое сечение, оба вала лучше сделать приводными. Для соединения валов между собой можно воспользоваться велосипедными звездочками и цепью. В случае гибки труб, имеющих малый диаметр, возможно обойтись одним роликом.

При проскальзывании роликов потребуется уменьшить давление, которое оказывает главный ролик. Это позволит устранить проблему.

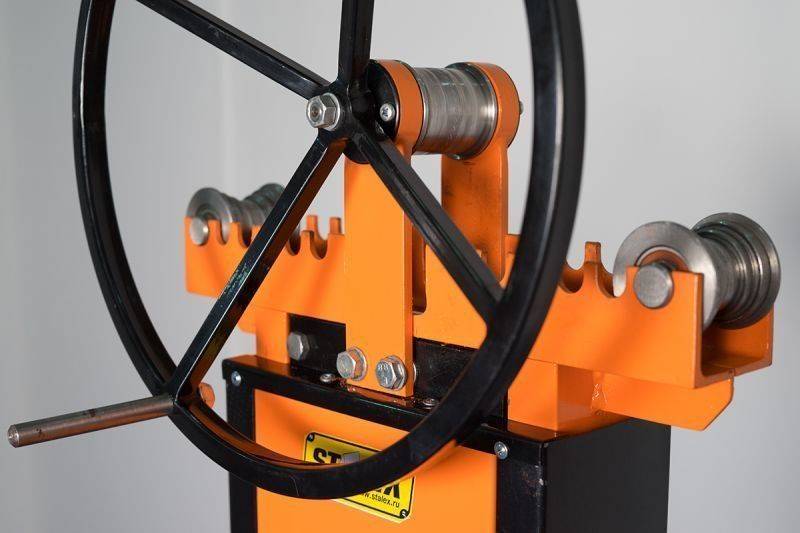
В качестве ручки для ролика можете использовать педаль от велосипеда или даже штурвал, как у моряка.

При гибке изделия в кольцо, потребуется убрать верхние ролики, чтобы вытащить изделие из профилегиба.






Давайте подробнее ознакомимся с тем, как сделать ручной профилегиб в домашних условиях своими руками. В качестве профилей возьмем изделия с прямоугольным или квадратным сечениями.


Другой валик обладает запасом хода. Его ограничивает использование направляющих.

Редуктор применяется для передачи усилия, которое позволяет произвести гибку изделий разного сечения в требуемую форму.

Поскольку нагрузка действует на каркас всей конструкции, то это требует изготовления крепкого металлического каркаса и применения прочных и долговременных материалов.

Related Posts via Categories
- Трубогиб как незаменимый инструмент в строительстве и производстве
- Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
- Самодельный трубогиб – собирается без проблем!
- Как сделать трубогиб своими руками – простое решение проблемы!
- Трубогиб на электричестве – можно ли сделать самому?
- Трубогиб для металлопластиковых труб – любые изгибы своими руками!
- Профилегибы ПГ-1 и ПГ-3 – почему так популярны эти ручные трубогибы?
- Гидравлический трубогиб – все премудрости использования и ухода
- Электрический профилегиб – что о нем нужно знать?
- Трубогиб для профильной трубы – хотите сделать его сами?
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.

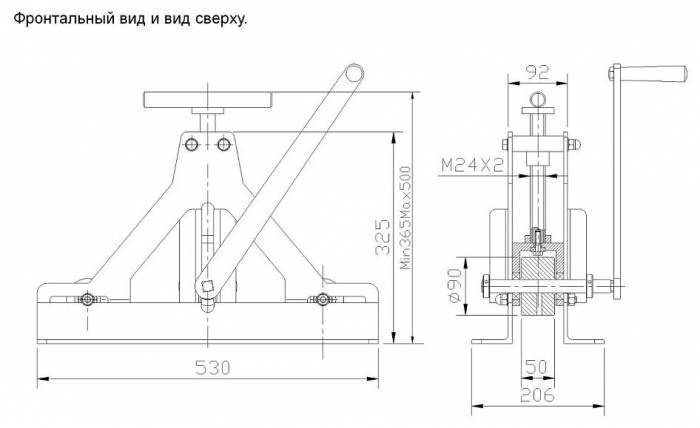
Схема простейшего профилегиба

Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
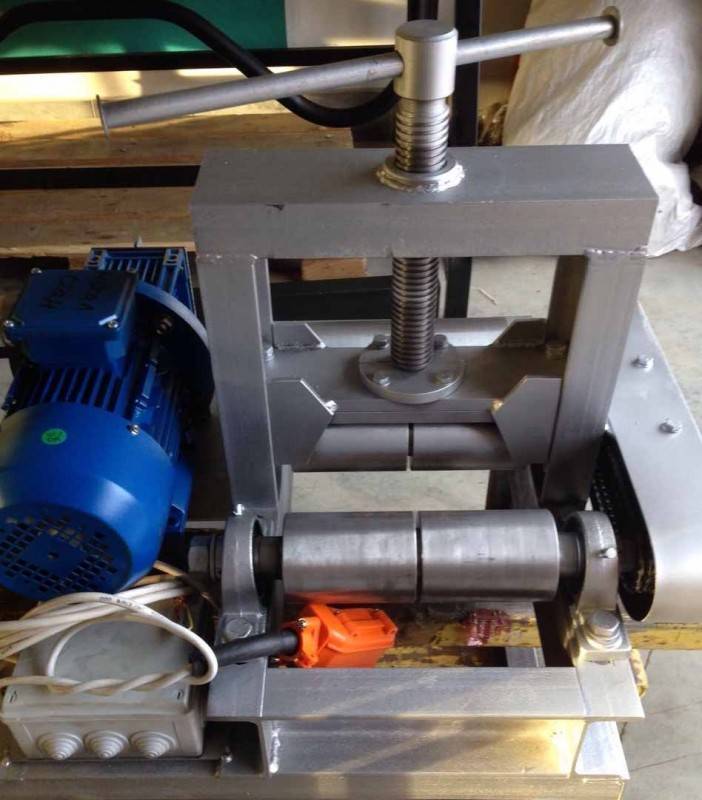
Простой в использовании ручной профилегибочный станок

Современное электромеханическое устройство
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:







- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
 Приспособление для гибки швеллера
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
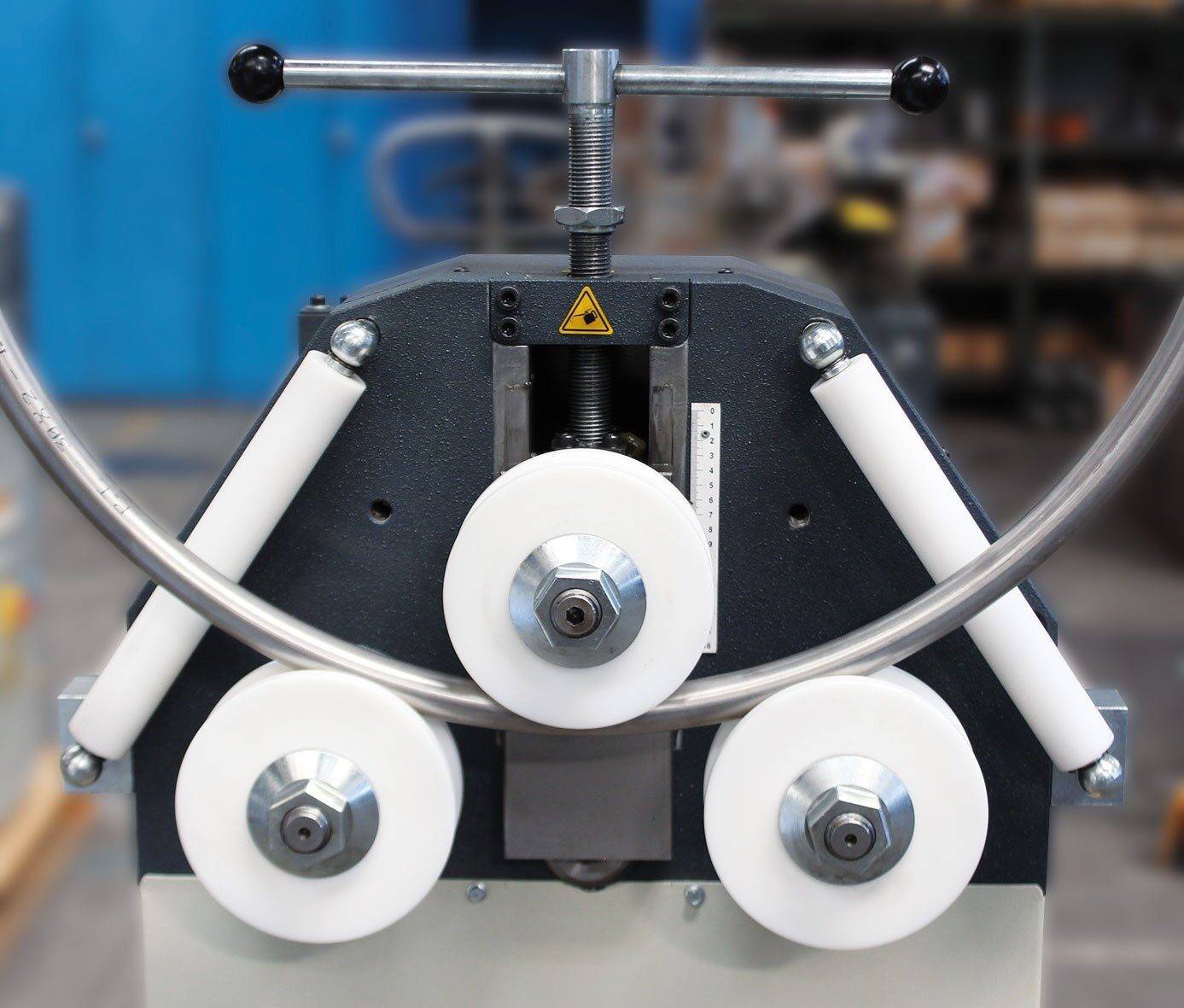
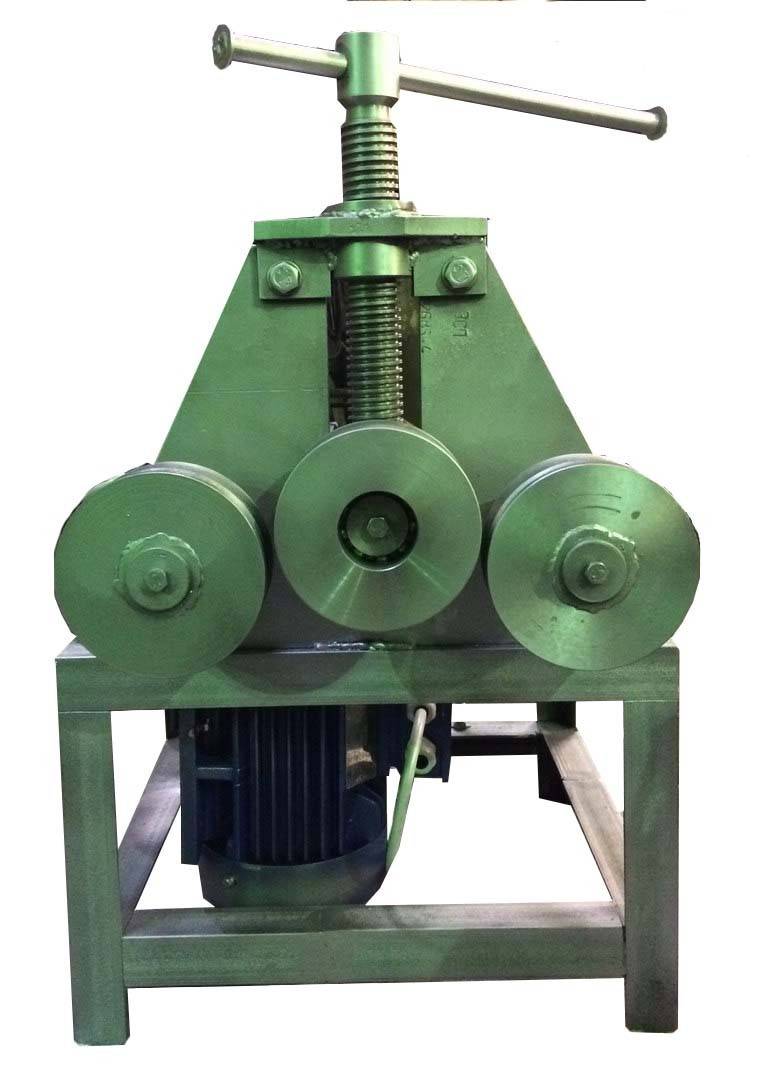
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Классификация профилегибов
Профилегибочные станки существуют нескольких типов. Они отличаются между собой качеством, ценой и техническими характеристиками.
Электрические профилегибы
Обычно электрические профилегибы представляются из себя довольно большие устройства, поэтому чаще всего бывают стационарными. Это оборудование отличается высокой точностью, но в то же время может ударить по карману покупателя. Устройства, на которых параметры можно задавать цифровым способом, стоят довольно дорого. Используются электрические профилегибы чаще всего в домашних мастерских или же на небольших производствах.
Гидравлические профилегибы
Такие устройства используются для работы в промышленных масштабах. Работают на этих станках профессионалы. Такие профилегибочные станки работают только от сети. Используют гидравлические устройства такого типа для устройства систем водоснабжения или канализаций.
Ручные профилегибы

Но, если требуется загнуть тонкие трубы или прутья, которые впоследствии пригодятся, например, при установке водопровода или отопления, то ручной профилегиб является наиболее подходящим. Ручной вариант такого станка, созданный своими руками, превосходно может справиться с такой работой.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
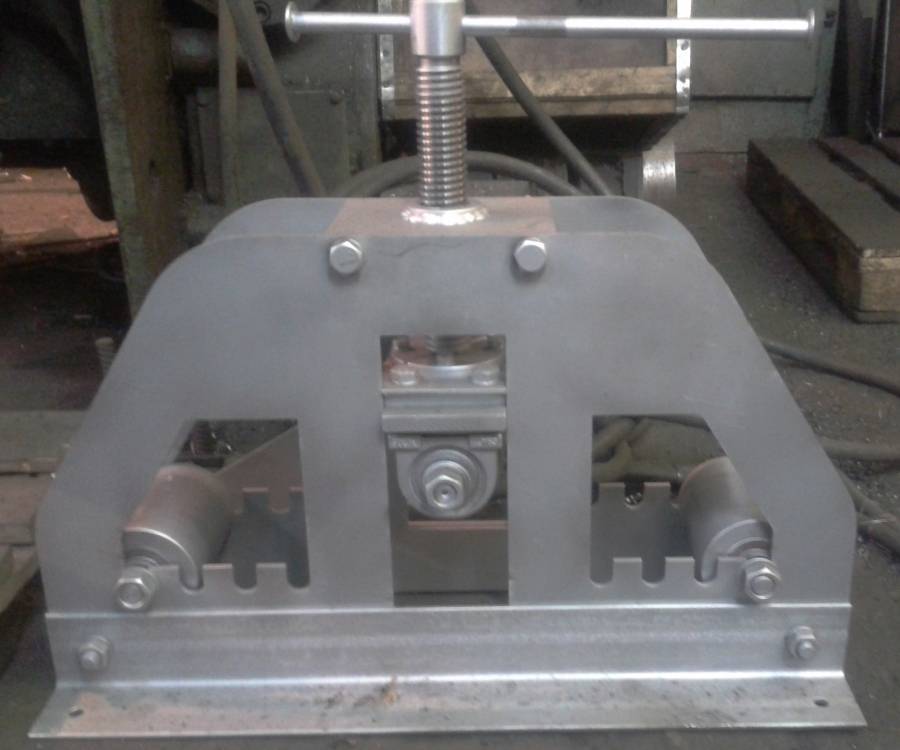
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Конструкция

Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
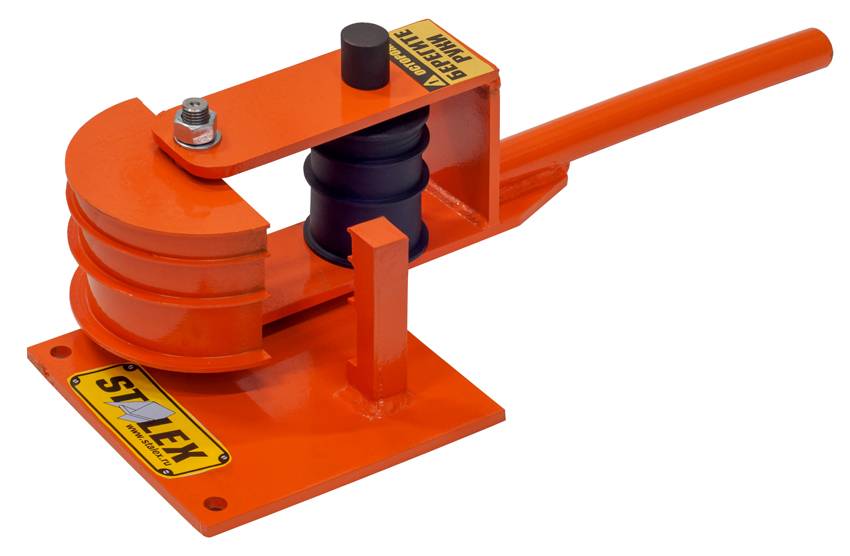
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Основное предназначение
В настоящее время универсальный профилегиб активно используется для самых разных целей. Данный станок заводского изготовления может быть как ручной, так и электрический.
Без него не обходится производство труб из различных материалов, начиная от пластика и заканчивая стальными и медными трубами.
При помощи профилегиба осуществляется прокладка систем водо- и газоснабжения, а также кабелей.
Кроме этого, данный инструмент используется и в бытовых целях при необходимости сделать изгиб профилей из металла.
Ручной станок может с легкостью придать необходимую форму различным балкам, заготовкам с самым разным сечением, а также трубам и уголкам, швеллерам и другим материалам различной толщины.
Чертеж ручного станка, которым можно сделать своими руками можно видеть на фото ниже.
Данный инструмент может охватывать как часть обрабатываемого профиля, так и всю заготовку целиком.
Собранный по всем правилам самодельный станок для работы с профилем, может изогнуть практически любую заготовку под различным углом.
Данные устройства проводят обработку металлической поверхности путем холодного проката, при этом предварительное нагревание не требуется.
Ручной гибочный станок позволяет на выходе получать детали как одинарной, так и знакопеременной кривизны с самыми разными контурами.
Ручной инструмент, состоящий из специальных роликов, делает изгиб необходимой конфигурации всего за один прокат.
При помощи него можно проводить необходимую обработку профильных заготовок, как в горизонтальных, так и в вертикальных плоскостях при минимальных физических усилиях.
Кроме этого, при необходимости на оборудовании данного класса можно быстро придать детали спиральную форму.
Данные устройства способны максимально качественно выполнить при необходимости как открытый, так и замкнутый контуры, а также контуры с плавным переходом.
Процесс сгибания металлической заготовки в профилегибе производится по радиусу.
Для того чтобы согнуть металлический профиль в заданном направлении, нужно прокатать деталь между роликов и одновременно с этим выполнить поджим.
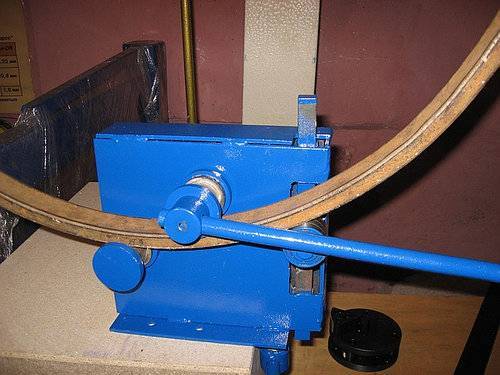
На видео, которое размещено ниже, показан процесс работы на ручном станке.
Видео:







Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.
Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).
Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.
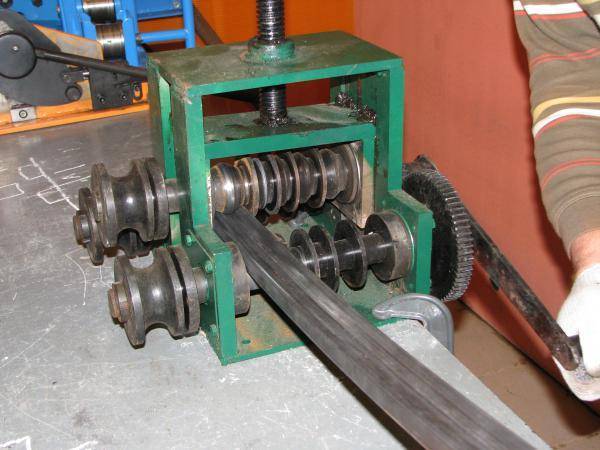
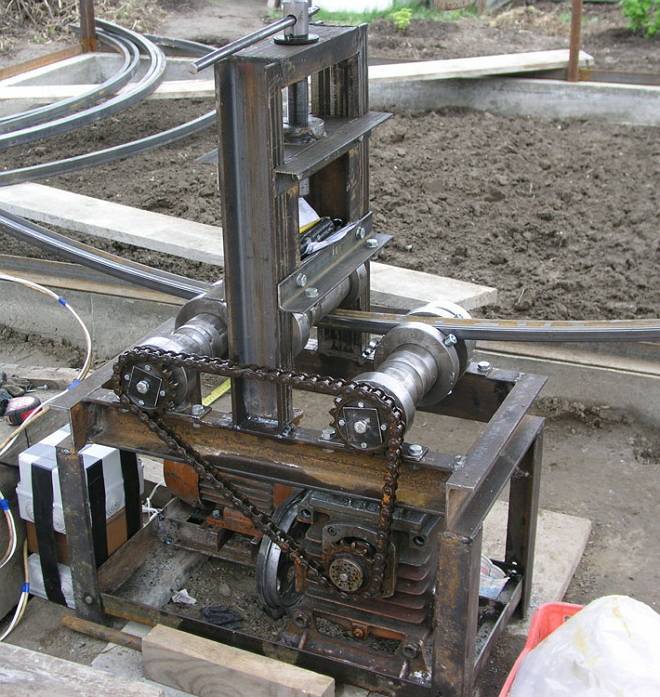
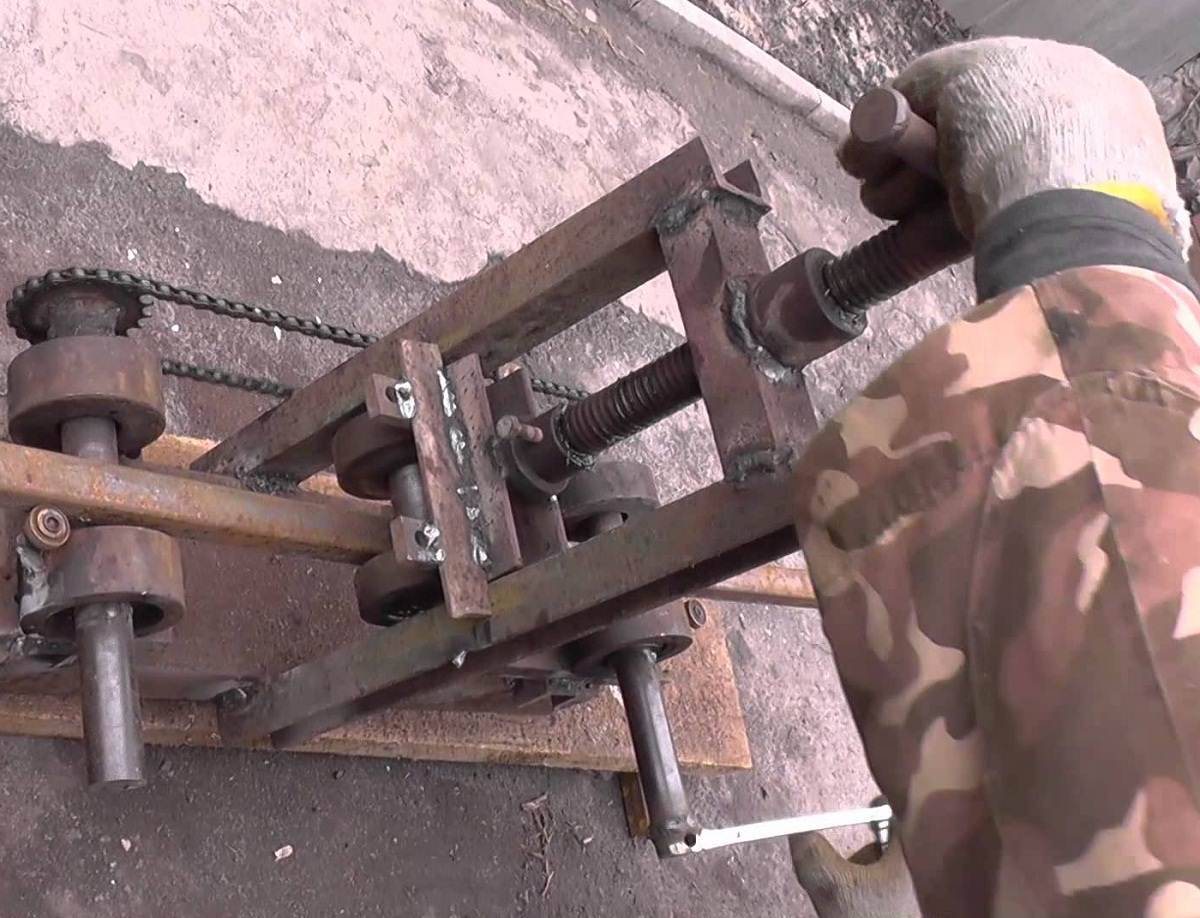
Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.
Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.
Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.
В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.
Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.
Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.
На швеллерах все элементы конструкции скрепляются болтами. Верхние 2 швеллера скрепляются один с другим через петлевой замок. При этом один из швеллеров хорошо скреплен с основой, а второй должен оставаться в «свободном» состоянии, это нужно для того, чтобы шток домкрата мог приводить его в движение.
Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.
Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.
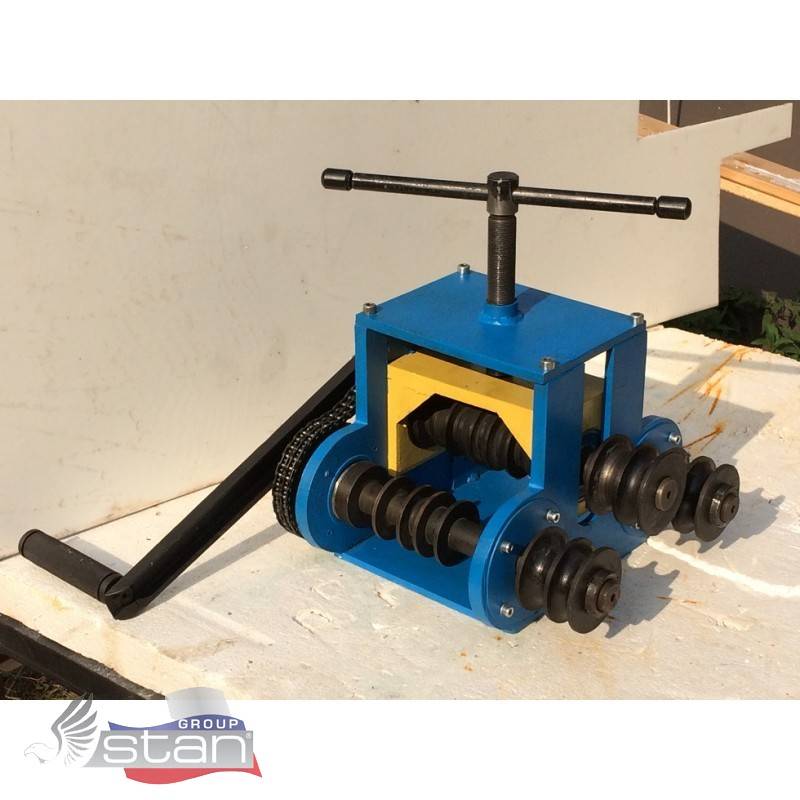
Электрический роликовый профилегиб ETB31-40 (380V)
Устройство, работающее от электропривода и предназначенное для изменения формы профилей разного диаметра. Для поддержания работоспособности требует питания от промышленных сетей, напряжением 380 В, поэтому не подходит для бытового использования.
Профилегиб укомплектован двойной педалью, предназначенной для изменения направления подачи профиля и регулируемым комплектом вальцов для труб прямоугольного сечения. Увеличенное основание профилегиба позволяет без труда монтировать его на любое основание, имеющееся в мастерской. По желанию можно дополнительно приобрести опциональную стойку.
Характеристики прибора:
- Мощность – 550 Вт;
- Напряжение – 380 В;
- Скорость вращения валов – 18 об/мин.
Достоинства электроинструмента:
- Высокая скорость работы;
- Отличная производительность;
- Безошибочность работы – выполняет гибку с точностью до градуса;
- Работа в автономном режиме (без вмешательства человека);
- Универсальность.
Но самым главным преимуществом устройства является отсутствие необходимости мастеру прикладывать даже незначительные физические усилия. Все что нужно – правильно настроить прибор под определенные параметры и запустить устройство. Это позволяет максимально быстро и качественно выполнять большой объем работ.
Трубогиб своими руками — простые чертежи, схемы, проекты и лучшие самодельные модели трубогибов

Необходимые инструменты
Для сборки трубогиба необходимы как минимум следующие инструменты:
- сварочный инвертор,
- УШМ,
- токарный станок (или покупка готовых деталей),
- тиски,
- молоток,
- пилка по металлу,
- наждачная бумага,
- линейка,
- дрель.
Но, самое важное — чертежи трубогиба. Механизм необходимо изготавливать строго по чертежу
Можно взять готовый чертеж из данного материала или найти другой и адаптировать его под нужные размеры.

Но, без чертежа сделать трубогиб невозможно, поскольку нужны точные расчеты для обеспечения работы механических частей.
Улитковый трубогиб
Особенность данного вида трубогиба заключается в возможности изгибания детали по всей длине одновременно, а не в каком-то определенном месте. Это делает инструмент более универсальным.
Материалы для улиткового трубогиба
При изготовления такого трубогиба своими руками размеры деталей необходимо подбирать под индивидуальные потребности, поскольку данная модель не обладает конкретным рабочим диаметром. Это является и преимуществом, поскольку позволяет применять подручные материалы.
- метровый швеллер,
- листовая сталь,
- 3 вала,
- 2 звезды,
- стальная цепь,
- 6 подшипников,
- двухметровая труба диаметром 12,7 мм для производства воротков,
- винт для прижима,
- втулка, имеющая внутреннюю резьбу.
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.



![Профилегиб своими руками: [чертежи, порядок сборки, принцип]](https://labequip.ru/wp-content/uploads/7/7/c/77cd0ec8818774b65fa424e4f5bc5c1f.jpeg)

Ручной трубогиб на роликовом механизме
Сделать своими руками ручной трубогиб на роликах несколько проще, поскольку здесь меньше механических элементов. Приспособление позволяет изгибать трубы в определенных местах. Устройство должно иметь длинный рычаг, поскольку для изгибания изделий требуется непосредственное ручное усилие.
Материалы для изготовления роликового трубогиба
- 2 стальных ролика 10 см и 6 см диаметром. Внутренний радиус – 12,7 мм, толщина – 35 мм,
- 1,5-дюймовая толстостенная (от 3 мм) стальная труба для сооружения рычага (длина от 1,5 м),
- 4 стальные полосы 15х6 см толщиной около 5 мм. Механизм крепления приспособления в тисках. Также используются для сооружения ручек и рычажных опор,
- стальная полоса шириной 6 см и толщиной 3 мм,
- 2 болта – 60 мм 17,78 мм и 40 мм 12,7 мм. Для фиксации роликов,
- стальная пластина 30х30 см (толщина от 3 мм),
Изготовление ручного трубогиба на роликовом механизме
Как сделать трубогиб своими руками в домашних условиях – пошаговая инструкция:
Сделайте 2 отверстия диаметром 12,7 мм и 17,78 мм с интервалом в 80 см (или другим, исходя из вашего чертежа). В станине выполнение отверстие на 19,05 мм. В него вмонтируйте соответствующий болт и зафиксируйте сваркой.
Из пластинок 15х6 см, болта 12,7 мм, малого ролика и полоски стали 35х60 см сварите П-образную деталь. Предварительно смонтируйте ролик посредством болта в ранее подготовленные отверстия. Болт приварите к пластинкам. В итоге вы получите изделие, напоминающее рогатину.
К основе собранной детали приварите трубку, выполняющую функцию ручки. Планку трубной опоры приварите к основе всего изделия. Между планкой и главным болтом должно быть расстояние равное радиусу основного ролика (который имеет больший размер по вашему чертежу) с добавлением 12,7 мм.
В нижней части основания приварите полоску 15х6 см, посредством которой конструкция закрепляется в тисках. В деталь-рогатину смонтируйте основной ролик. Последний наденьте на основной болт и зафиксируйте гайкой. Зафиксируйте устройство в тисках и протестируйте в действии.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Как работает устройство?
Вне зависимости от того, сделан профилегиб своими руками или он заводского исполнения, главный принцип работы этого инструмента заключается именно в прокате заготовок, а не загибе. Для начала станок надежно закрепляют на основании. Если есть такая потребность, установку заземляют, а также проверяют надежность электрической цепи и механической конструкции.
Первому пуску предшествует удаление консервирующей смазки ветошью. После этого станок должен поработать в режиме «без нагрузки» около получаса. Возникшие за это время недочеты устраняют. После этого детали, которые предстоит загнуть, должны быть очищены от масла и мусора. Деталь располагается между валами, после чего начинается процесс проката.





