

Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них – это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.
Поэтому необходимо следить за этим, и в случае возникновения такой ситуации — исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.
Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.
Коническая, круглая и трапецеидальная резьба

Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
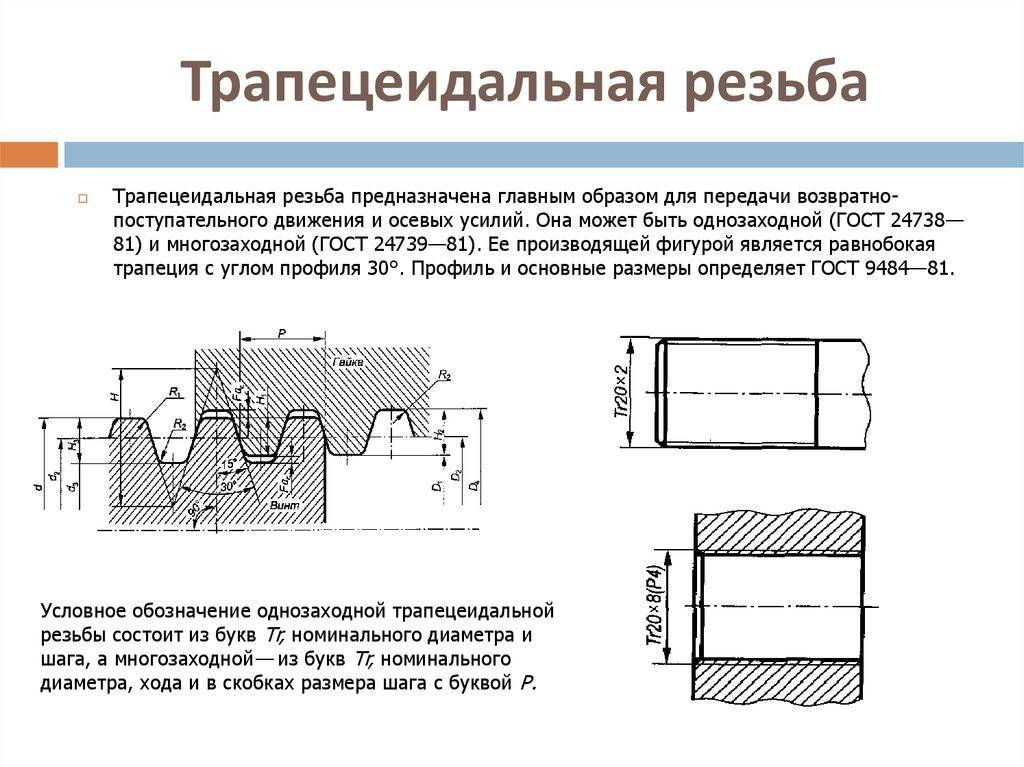
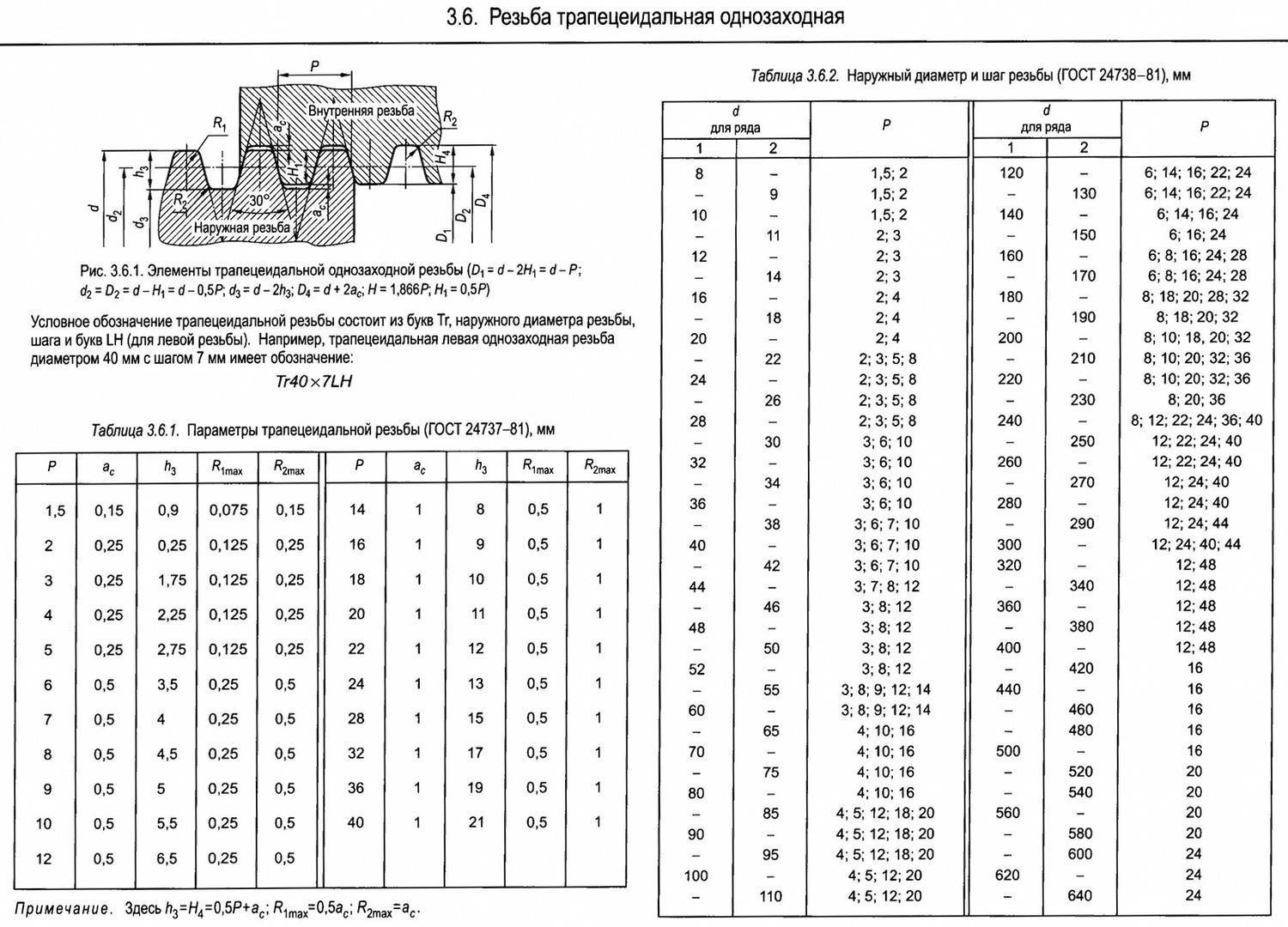
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
БРЕКЗИТ предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами БРЕКЗИТ по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
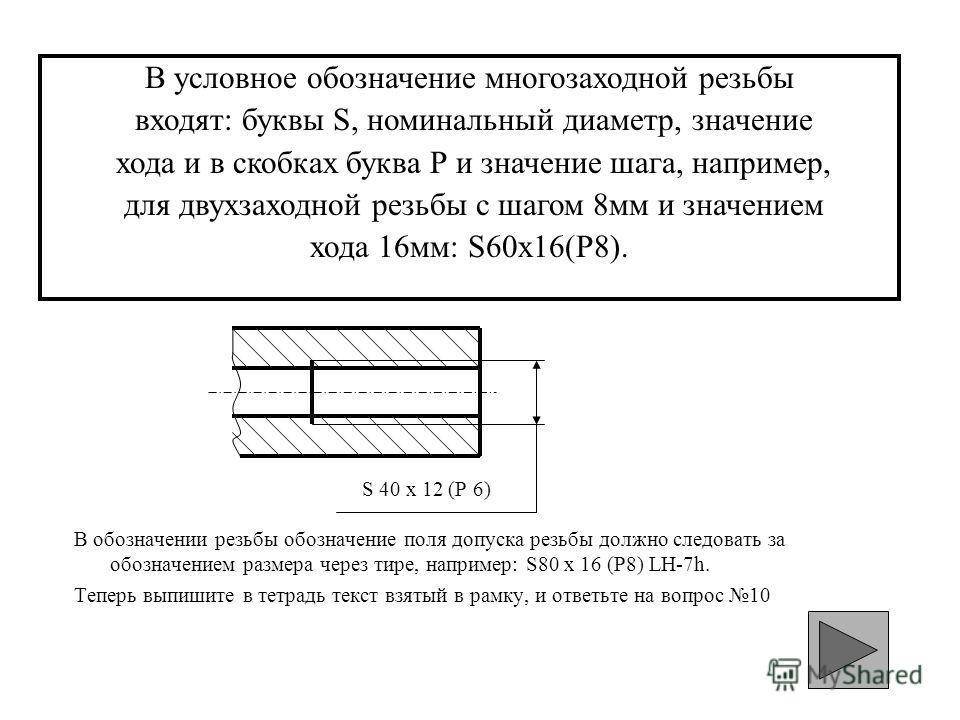
Как нарезать многозаходную резьбу. Видеоролик.
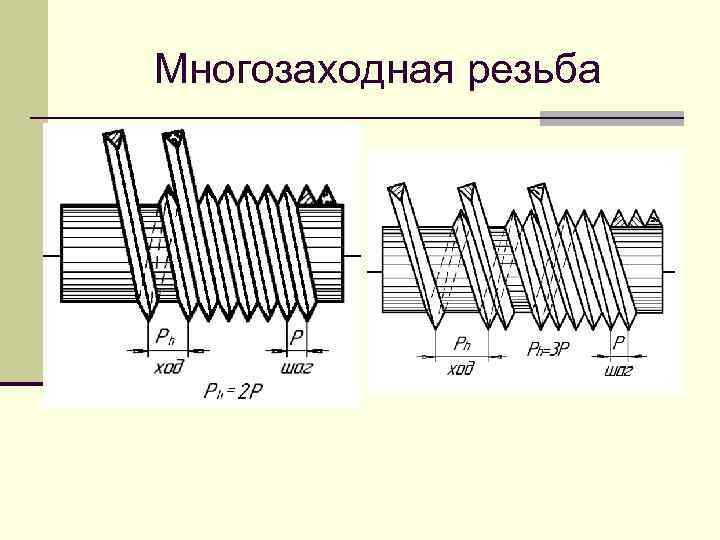
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом, а, следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на третьи т.д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (Рис. 7,а).
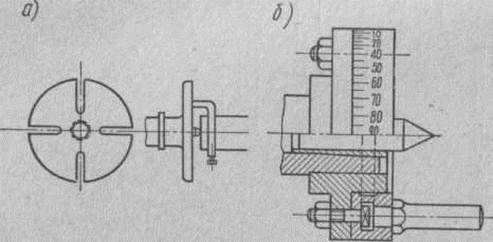
Рис.7. Поводковые патроны.
а — с пазами; б — со специальной планшайбой
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона, затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных при помощи специальной планшайбы (рис. 7, б) с двумя дисками; один из этих дисков может поворачиваться относительно и» на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рис. 8), многозаходные резьбы можно нарезать при помощи промежуточного колeca 1 и колеса 2, сцепляемогос ним на гитаре. На колесе 1 имеется метка, после чего гитара расцепляется, а шпиндель поворачивается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.



Многозаходную резьбу можно нарезать при помощи многорезцовых державок в которых резцы отстоят друг относительно друга на опрелделенном расстоянии.
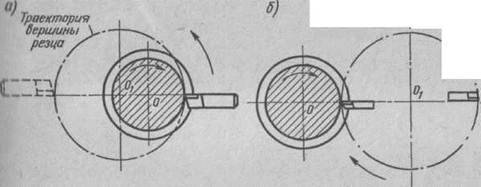
Рис. 9. Схема нарезания резьбы вращающимися резцами (вихревой метод нарезания резьбы): О—Охрасстояние между осями вращения
Деталь, на которой должна быть нарезана резьба, закрепляется в центрах или патронеи и медленно вращается. В специальной головке, установленной на суппорте станка (рис. 9, а), закрепляется резец с пластинкой из твердого сплава. Головка, вращающаяся от специального привода, расположенаэксцентрично относительно оси нарезаемой детали. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра детали. Периодически(один раз за каждый оборот головки) резец соприкасается с деталью по дуге и за каждой оборот головки прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали при перемещении вращающейсяголовки вдоль оси детали на величину шага резьбы на детали, будет образовываться один виток резьбы. При нарезании резьбы головку повертывают относительно оси детали на величину угла подъема винтовой линии резьбы.
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончании нарезания, что вызывает значительную затрату времени и снижает производительность, а также ухудшает качество резьбы.
 |
Рис. 10. Схемы нарезания резьбы:
а — круглой плашкой; б — резьбонарезной головкой
Нарезание резьбы самораскрывающимися резьбонарезными головками (рис. 10,6), применяемыми на автоматах, револьверных и болторезных станках, значительно производительнее (в 3—4 раза), чем нарезание плашками (рис. 10,а), так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется. Резьбонарезные головки нормализованной конструкции изготавливаются серийным порядком с тангенциальным и радиальным расположением плашек, а также с круглыми плашками.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 9755 – | 7376 – или читать все.
91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Нарезание резьбы прямоугольного и трапецеидального профиля
Нарезание резьбы такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений |/>40°.
При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний — 6-8°.
Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3°. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2° больше угла подъема резьбы, а задний угол у правой режущей кромки — около 3°. При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные.
Наиболее распространены два способа установки резца при нарезании резьбы с углом |/>4° подъема винтовой линии. При первом способе главную режущую кромку резца устанавливают параллельно оси детали (рис. 10.11,а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
40°»/>
Рис. 10.11.Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у>40°. При втором способе (рис. 10.11,в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых рабочих ходах для снятия больших припусков. При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 закрепляют в головке винтом 2.
Рис. 10.12.Державка с поворотной головкой для резьбового резцаРис. 10.13.Блок из двух резцов для нарезания трапецеидальной резьбы:1- трапецеидальный (профильный) резец, 2 — прорезной резец
Рис. 10.14.Патроны для нарезания многозаходной резьбы:1,2, 3 и 4 — прорези для нарезаний двух- и четырехзаходной резьбы,
Г, 2′ и 3′ — прорези для нарезания трехзаходной резьбы, 5 — поводковая часть, 6 — корпус,
Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности.
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. По первому способу канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, а затем винтовой канавке придают форму трапеции (правым и левым резцами), ширина основания которой по наружному диаметру резьбы на 0,3-Ю,4 мм меньше требуемой. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем. По второму способу трапецеидальным резцом прорезают профильную канавку, ширина которой по среднему диаметру резьбы на 0,3^0,4 мм меньше требуемой, а затем эту канавку прорезают прорезным резцом на глубину для получения внутреннего диаметра резьбы. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
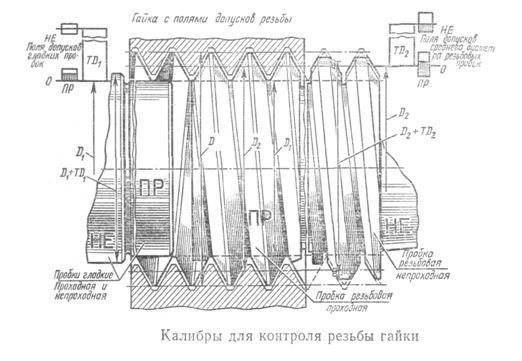
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
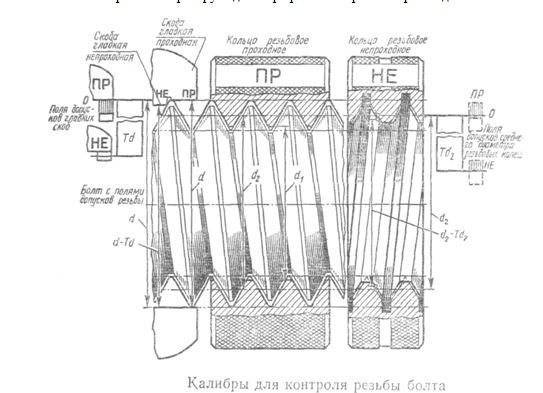
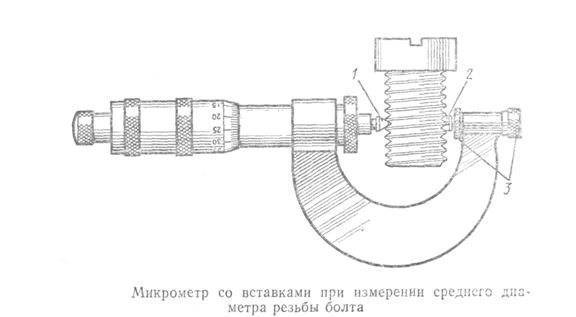
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Оценка статьи:
Сохранить себе в:
Нарезка трапецеидальной резьбы на токарном станке Ссылка на основную публикацию
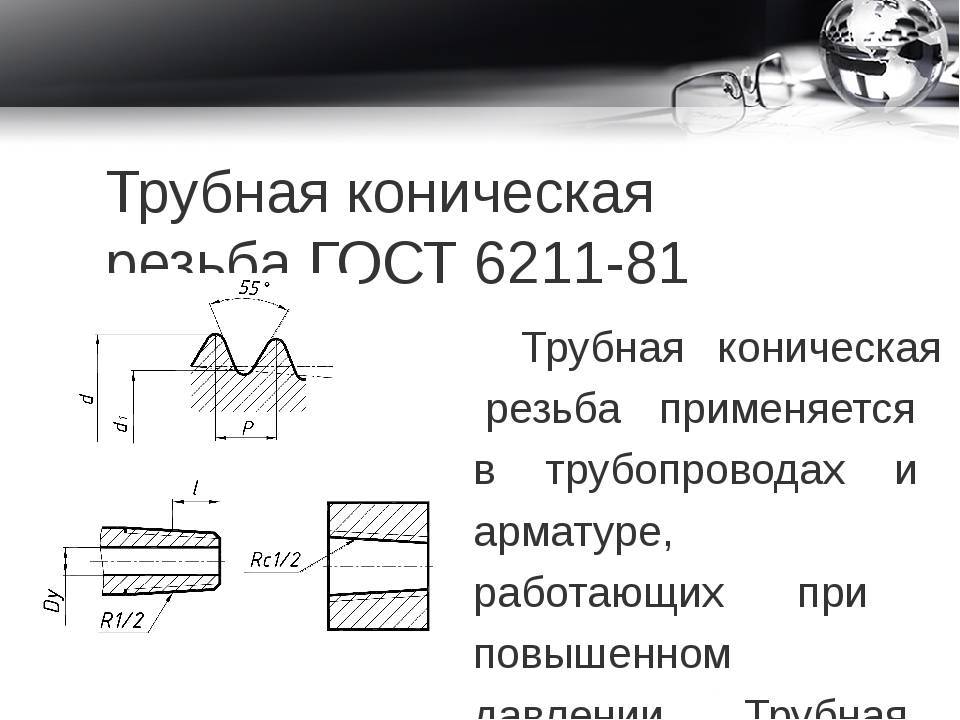
Резьба трубная коническаяс углом профиля 55o
ОСНОВНЫЕ РАЗМЕРЫ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16
. применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
Конусность 2tg(φ /2) = 1 : 16; φ = 3°34’48»; φ/2 = 1°47’24»; d и D — наружные диаметры соответственно наружной и внутренней резьбы; d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы; d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы; Р — шаг резьбы; φ — угол конуса; φ/2 — угол уклона; Н — высота исходного треугольника; Н1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы; С — срез вершин и впадин резьбы; l1
— рабочая длина резьбы;l2 — длина наружной резьбы от торца до основной плоскости. размеры, мм
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
ОБОЗНАЧЕНИЕ В условное обозначение резьбы должны входить : буквы (R — для конической наружной резьбы, Rс — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы: наружная трубная коническая резьба — R 1 1/2 внутренняя трубная коническая резьба — Rс 1 1/2 внутренняя трубная цилиндрическая резьба — Rp 1 1/2 левая резьба — R 1 1/2LH, Rс 1 1/2LH, Rp 1 1/2LH.
Резьбовое соединение обозначают дробью, например Rc/R или Rp/R в числителе которой указывают буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размер резьбы. Например: Rс/R 1 1/4LH
.ДОПУСКИ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) размеры, мм
| Профиль резьбы | Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра внутренней цилиндрической резьбы | |
| ±Δ1l1 | ±Δ2l2 | |||
| 1/16″ | 0,9 | 1,1 | ± 0,071 | |
| 1/8″ | ||||
| 1/4″ | 1,3 | 1,7 | ± 0,104 | |
| 3/8″ | ||||
| 1/2″ | 1,8 | 2,3 | ± 0,142 | |
| 3/4″ | ||||
| 1″ | 2,3 | 2,9 | ± 0,180 | |
| 1 1/4″ | ||||
| 1 1/2″ | ||||
| 2″ | ||||
| 2 1/2″ | 3,5 | 3,5 | ± 0,217 | |
| 3″ | ||||
| 3 1/2″ | ||||
| 4″ | ||||
| 5″ | ||||
| 6″ | ||||
| В основной плоскости средний диаметр имеет номинальное значение. | ||||
| Примечание. Предельное отклонение ±Δ1l1 и ±Δ2l2 не распространяется на резьбы с длинами, меньшими указанных в первой таблице. |
Допускается применять более короткие длины резьб.
Разность действительных размеров l1
—l2 должна быть не менее разности номинальных размеровl1 иl2 указанных в первой таблице.
Похожие документы:
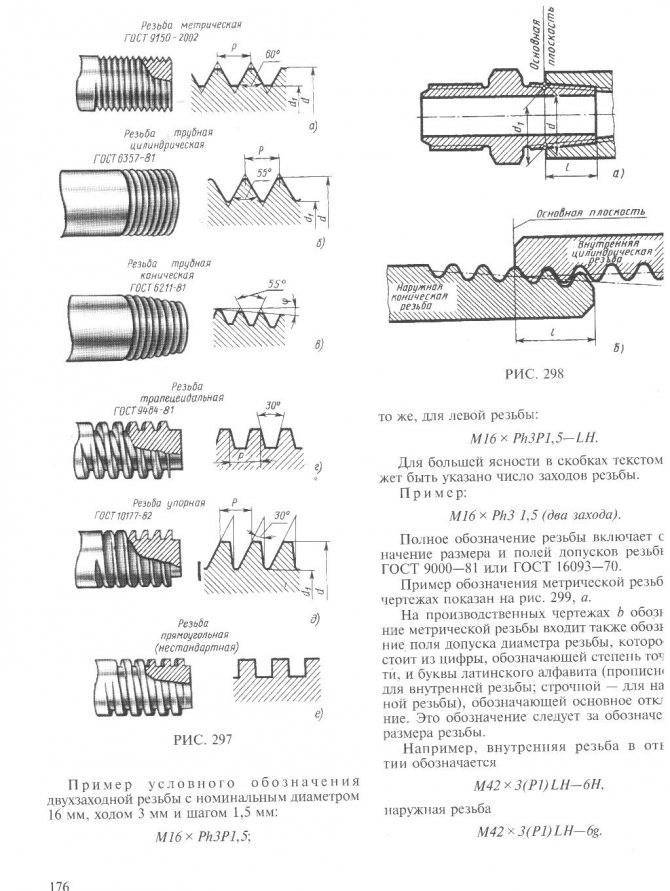
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски



Принципы обозначения
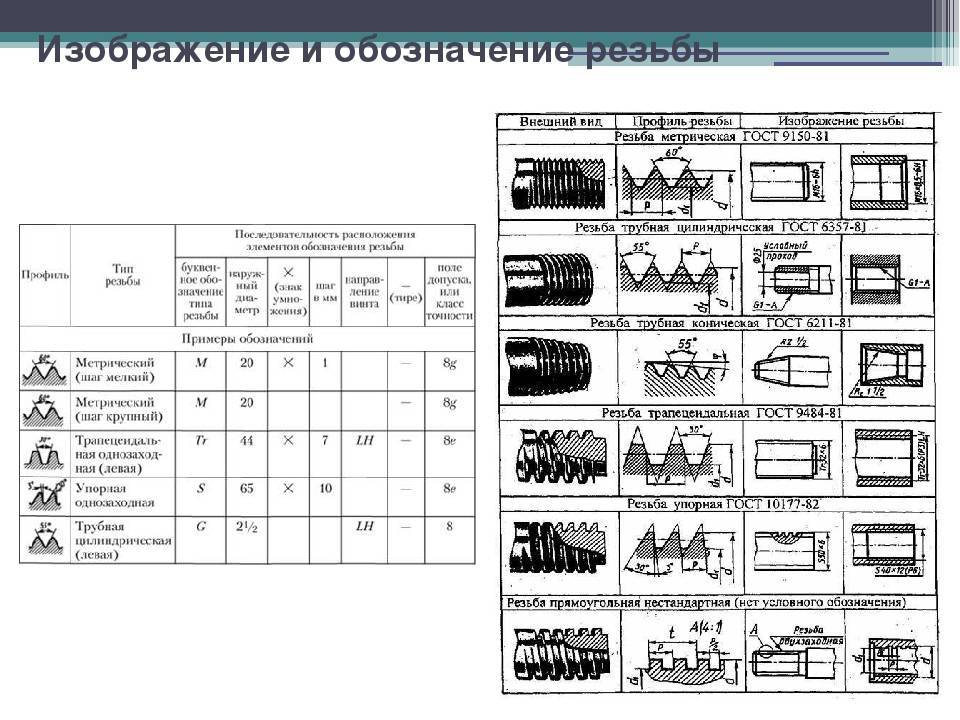
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
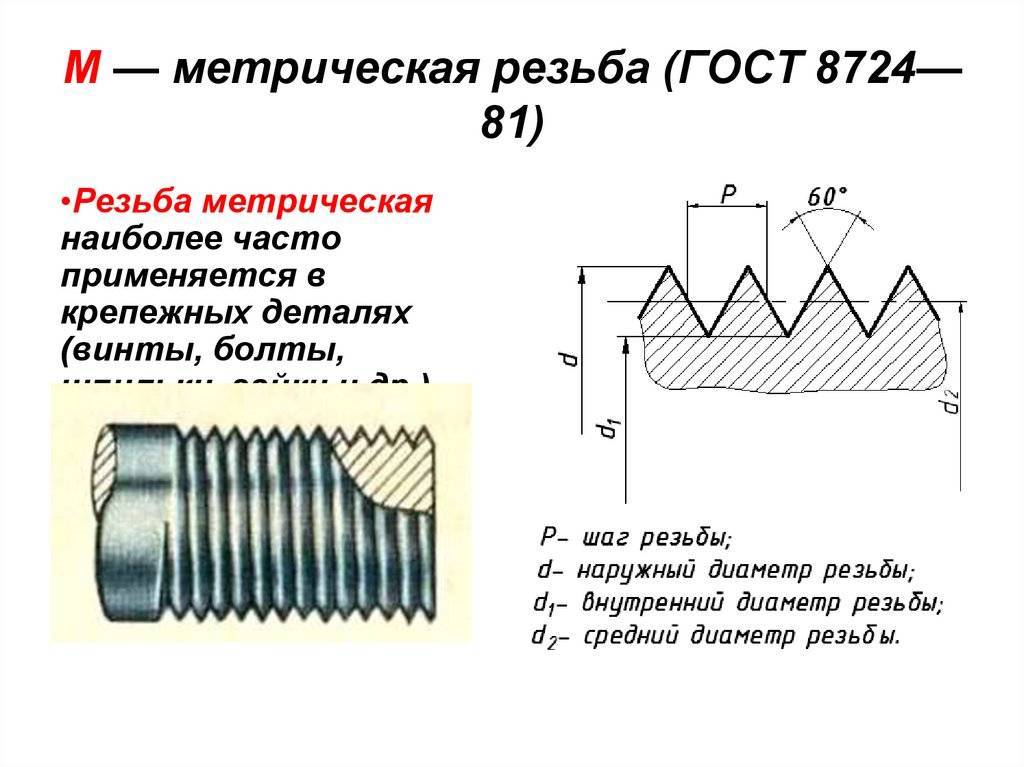
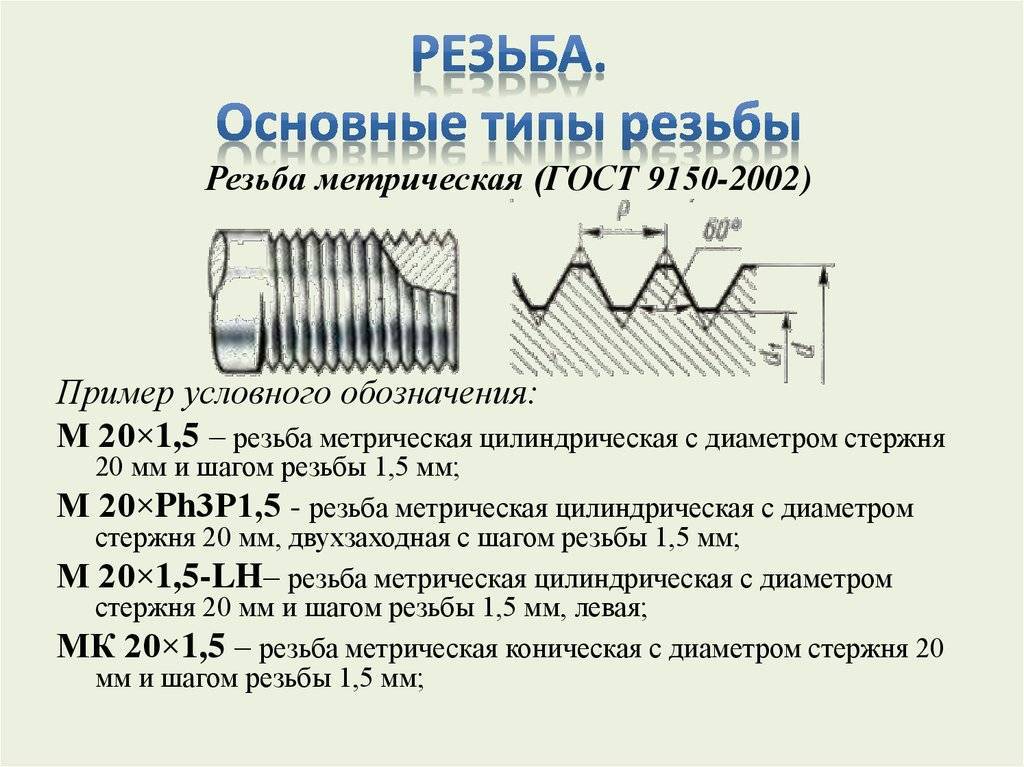
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
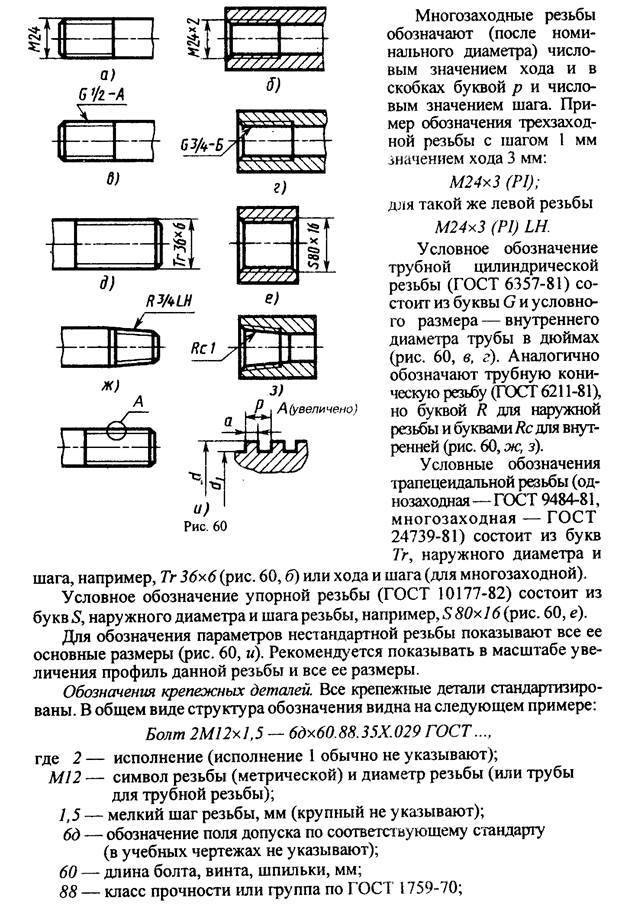
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Геометрические параметры
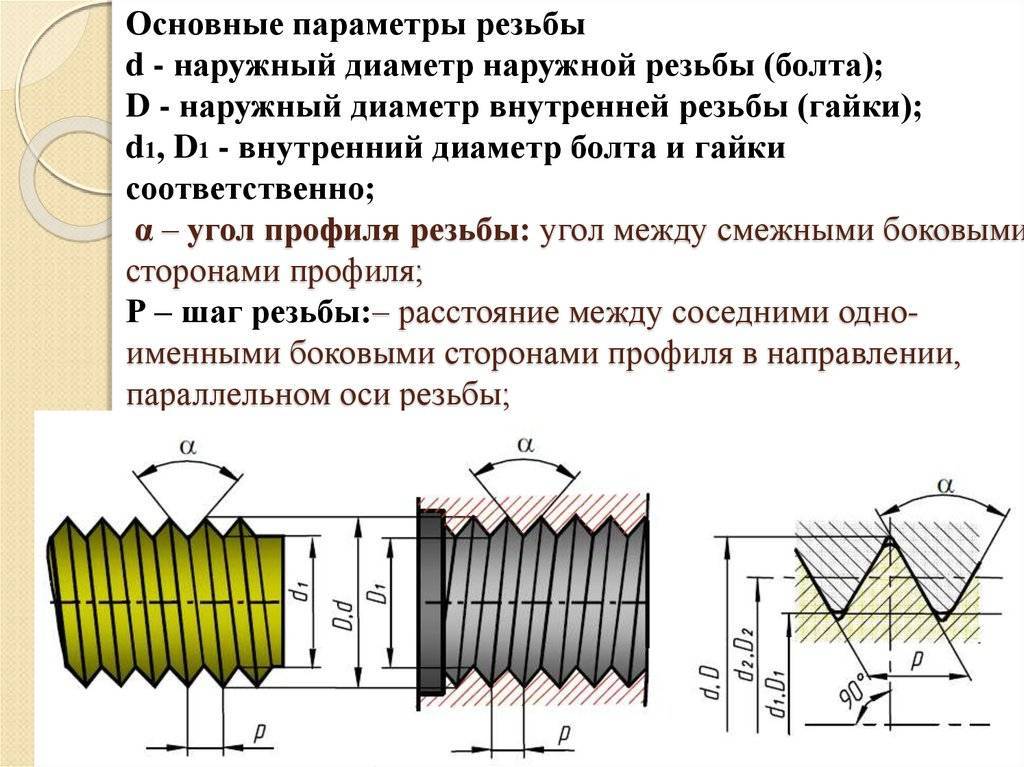
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
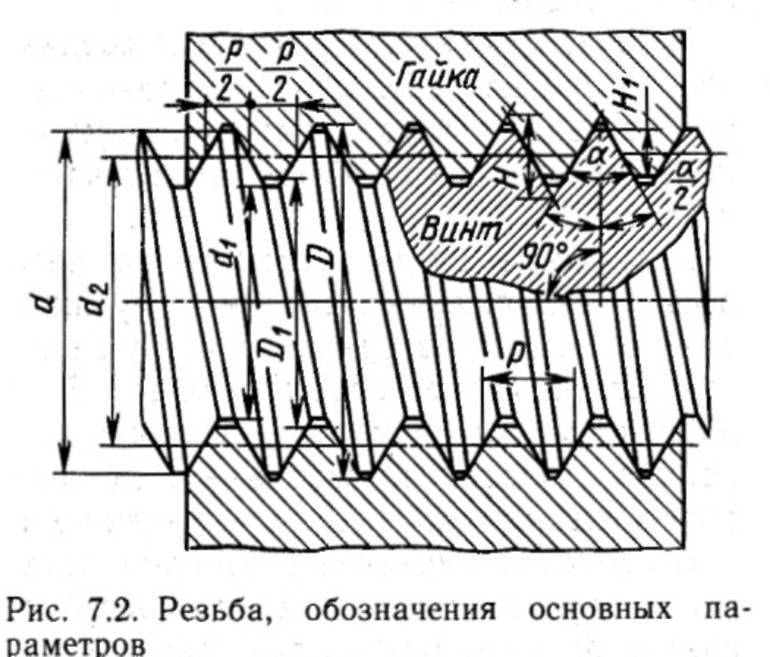
- Номинальный диаметр. Маркировка в этом случае происходит с помощью букв D и d. Расшифровка первого варианта подразумевает наружную резьбу, а второго — внутреннюю.
- Среднее сечение. Для него применяются обозначения D2 и d2.
- Внутренний диаметр в зависимости от расположения (внутреннего или наружного) имеет маркировку D1 и d1.
- Внутреннее сечение болта. Используется при расчётах напряжений, которые возникают в структуре металла.
- Шаг резьбы. Это расстояние между одинаковыми точками на соседних витках. Существуют стандартные для сечения изделия и уменьшенные параметры. Во втором случае для обозначения используется буква P.
- Высота треугольника. Этот параметр формирует профиль и имеет маркировку H.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
Типы конструкций и их обозначения:

- Метрическая — M.
- Цилиндрическая — MJ.
- Метрическая коническая — MK.
- Трапецеидальная — Tr.
- Круглая — Kp.
- Трубная цилиндрическая — G.
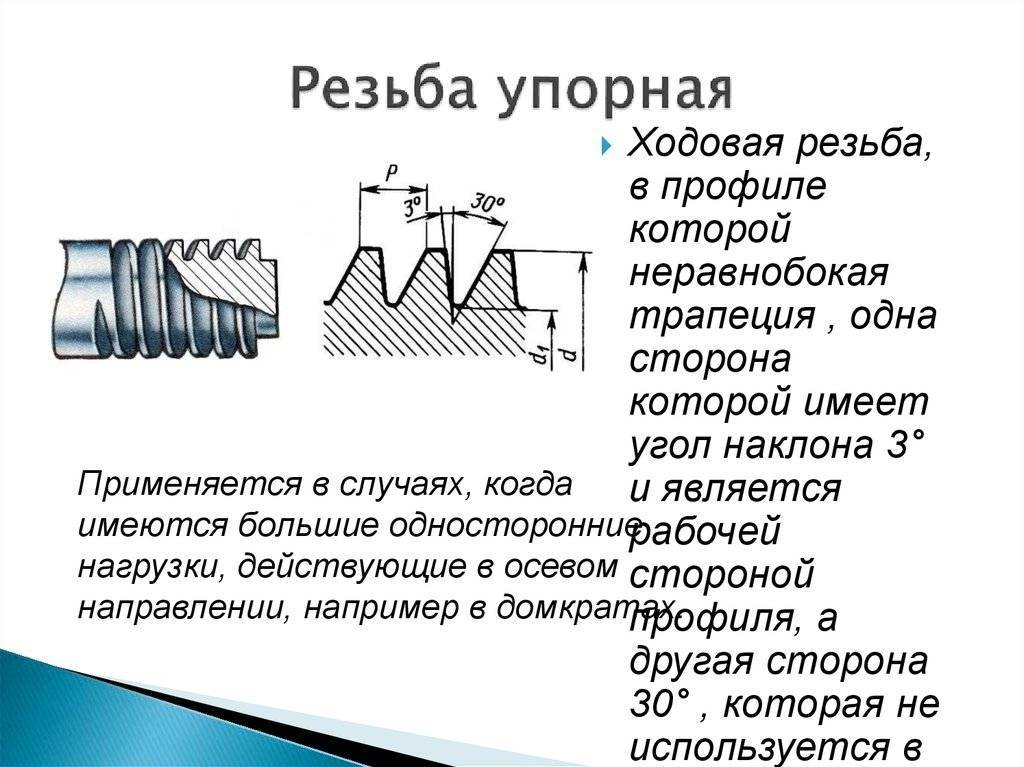
- Упорная — S.
- Дюймовая цилиндрическая — UTS.
- Трубная коническая — R.
- Упорная усиленная — S45.
- Дюймовая — BSW.
- Эдисона круглая — E.
- Дюймовая коническая — NPT.
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
— допуски диаметров резьбы;
— положения полей допусков диаметров резьбы;
— классификацию длин свинчивания;
— поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
Черт.2. Положения полей допусков
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
1
— номинальный профиль
Черт.2
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.



Степени точности диаметров резьбы приведены в табл.2.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | 4; 6 | |
| 7; 8; 9; 10 | ||
| Внутренняя резьба | 7; 8; 9 | |
| 4 |
Примечания:
1. Степень точности 6 диаметра допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра должна соответствовать степени точности диаметра .
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметра не устанавливаются.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30% допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним — для наружной резьбы и нижним — для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).
Положения полей допусков приведены на черт.2, основные отклонения — в табл.3.
Таблица 3
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная резьба | h | |
| c; e; g | ||
| h | ||
| Внутренняя резьба | H |
4.7. Длины свинчивания подразделяются на две группы: нормальные и длинные .
4.8. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
4.9. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.





