2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.

Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
2.2 Резьбонарезной полуавтомат 5Д07
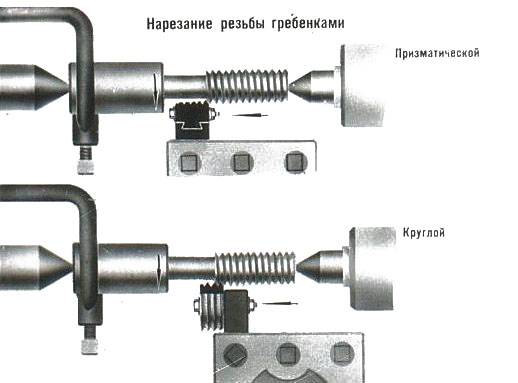
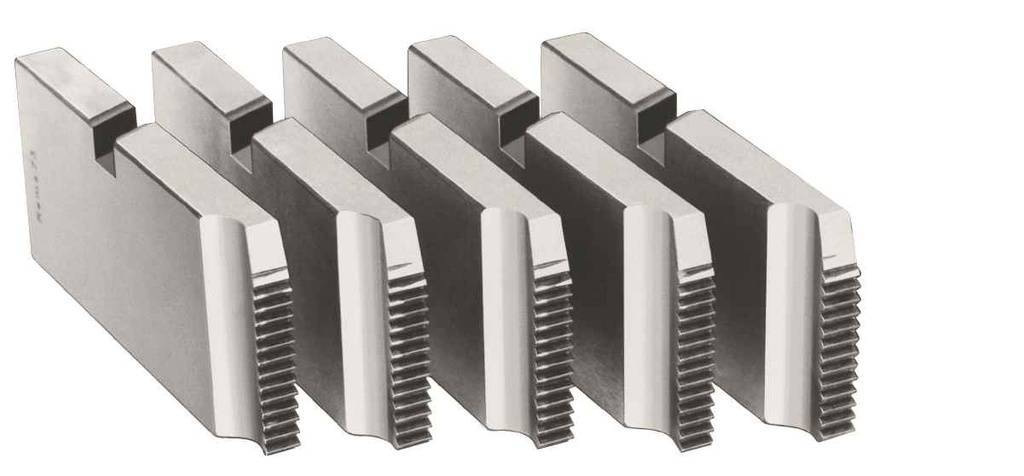
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.

Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.

Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.

Резьбонарезной станок RIDGID 535А
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
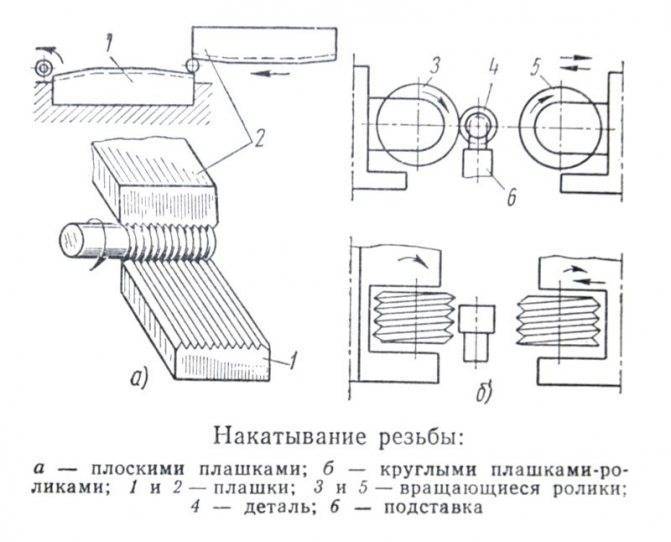
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Спецификация основных узлов и органов управления токарным станком
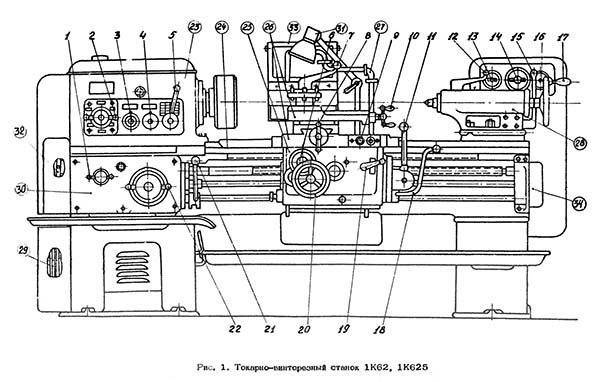
Основные узлы и органы управления токарным станком 1к62
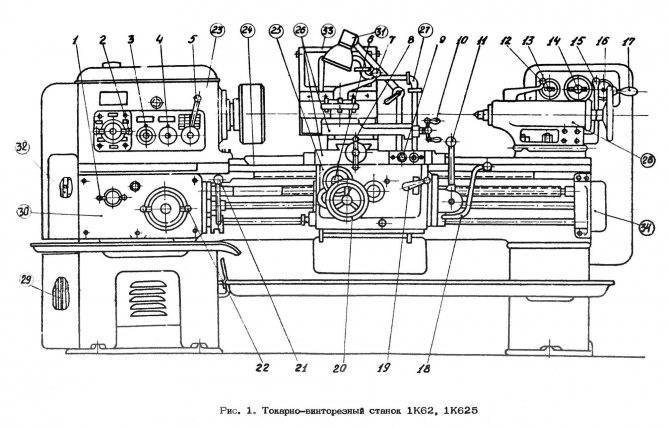
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль;
- Рукоятки установки чисел оборотов шпинделя;
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы;
- Рукоятка установки правой и левой резьбы и подачи;
- Рукоятки установки чисел оборотов шпинделя;
- Кнопка включения реечной шестерни при нарезании резьбы;
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта;
- Кнопочная станция пуска и останова электродвигателя главного привода;
- Рукоятка подачи верхней части суппорта;
- Рукоятка управления быстрыми перемещениями каретки и суппорта;
- Рукоятка крепления пиноли задней бабки;
- Выключатель насоса охлаждения;
- Линейный выключатель;
- Рукоятка крепления задней бабки;
- Выключатель местного освещения;
- Маховичок перемещения пиноли задней бабки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка включения маточной гайки;
- Маховичок ручного перемещения суппорта и каретки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка установки величины подачи и шага резьбы.
Спецификация составных частей токарного станка 1К62
- Бабка передняя (коробка скоростей) — 1К62.02.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Каретка — 1К62.05.01; Суппорт — 1К62.04.01
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Электрооборудование — 1К62.18.01
- Приклон — 1К62.78.01; Шестерни сменные — 1К62.78.02
- Ограждение — 1К62.50.01
- Переключение — 1К62.11.01
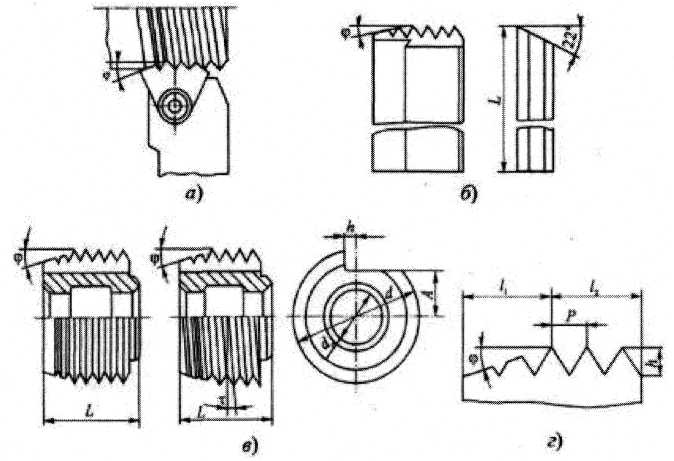
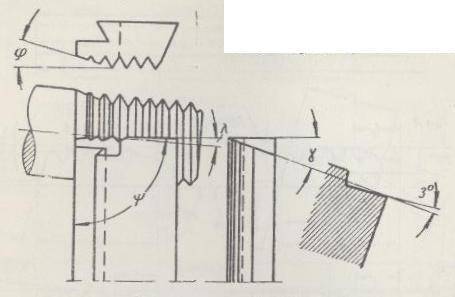
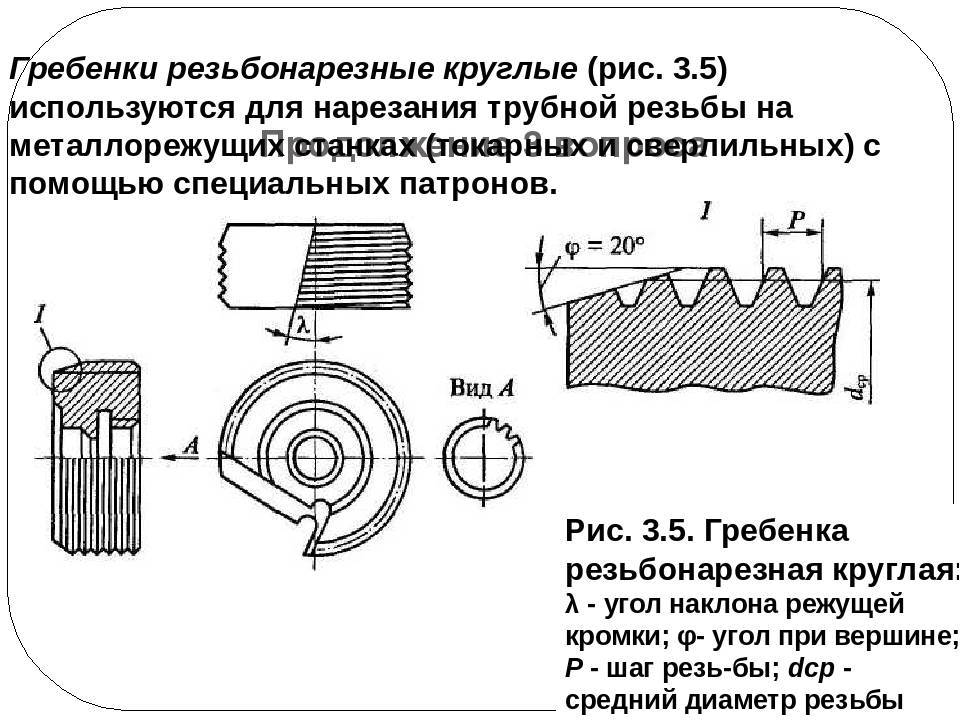
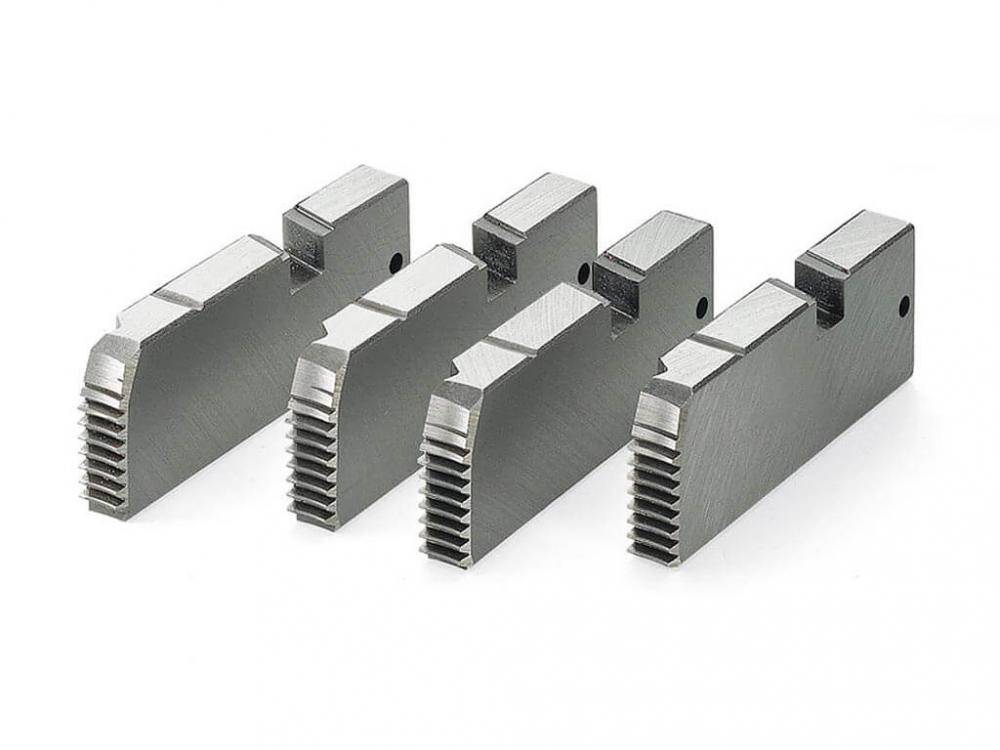
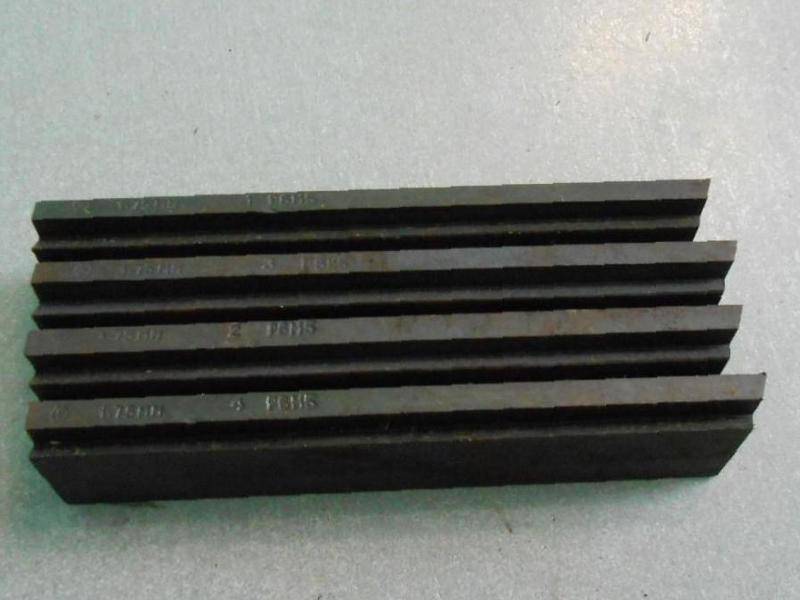
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ГРЕБЕНОК
1. Элементы конструкции и геометрические параметры гребенок указаны на
черт. 6, 7 и в табл. 12
Тип 1
Черт. 6
Таблица 12
Размеры, мм
Резьба | l | l1 ±0,1 | с | b1 | R | Ролик d | ||
метрическая | трубная | дюймовая | ||||||
Шаг Р | Число | Число | ||||||
1 – 2 | 19, 14 | 20 – 10 | 50 | 14,2 | 2,8 | 12,5 | 0,3 | 3,0 |
1 – 2 | 19, 14, 11 | 20 – 10 | 75 | 17,7 | 3,0 | 17,0 | 2,5 | |
100 | ||||||||
1 – 4,5 | 19, 14, 11 | 9 – 6 | 75 | |||||
2,5 – 4 | – | 9 – 6 | 100 | |||||
4 – 6 | – | 6 – 4 | 100 | 30,6 | 5,0 | 29,0 | 0,5 | 4.5 |
Тип 2
Черт.
7
Примечания:
1.
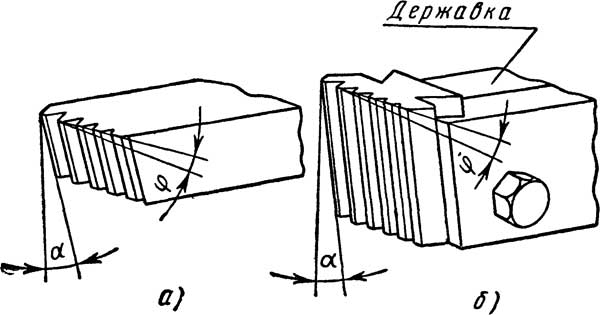
Для нарезания резьбы на деталях с ограниченным сбегом угол j = 25°, для
нарезания резьбы на деталях без ограниченного сбега j = 11°.





2.
Длина режущей части
l = (h1наиб
+ h2наим + 1) · ctgφ.
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и
инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И. Семенченко, канд. техн. наук; Г.А.
Астафьева, канд. техн. наук; Н.И. Минаева; А.А. Грудов; А.В. Шахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного
комитета СССР по стандартам от 20.09.88 № 3189
3. Срок проверки – 1994 г.; периодичность проверки – 5 лет
4. ВЗАМЕН ГОСТ 2287-61
6. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который даны ссылки | Номер пункта, раздела |
4.2 | |
2.12 | |
4.9 | |
ГОСТ | 4.6 |
4.6 | |
2.9 | |
2.4 | |
4.6 | |
2.7; вводная часть | |
4.4 | |
4.3 | |
2.7 | |
2.11; 2.13; разд. 5 | |
2.1 | |
3.1 | |
Вводная часть | |
4.3 | |
ОСТ НКТП 1260 | Вводная |
ОСТ НКТП 1261 | 2.7 |
ОСТ НКТП 1262 | 2.7 |
1. Основные размеры.. 1 2. Технические требования. 7 3. Приемка. 9 4. Методы контроля. 10 5. Транспортирование и хранение. 12 Приложение. Элементы |
Кинематическая схема резьбонарезного станка 2056
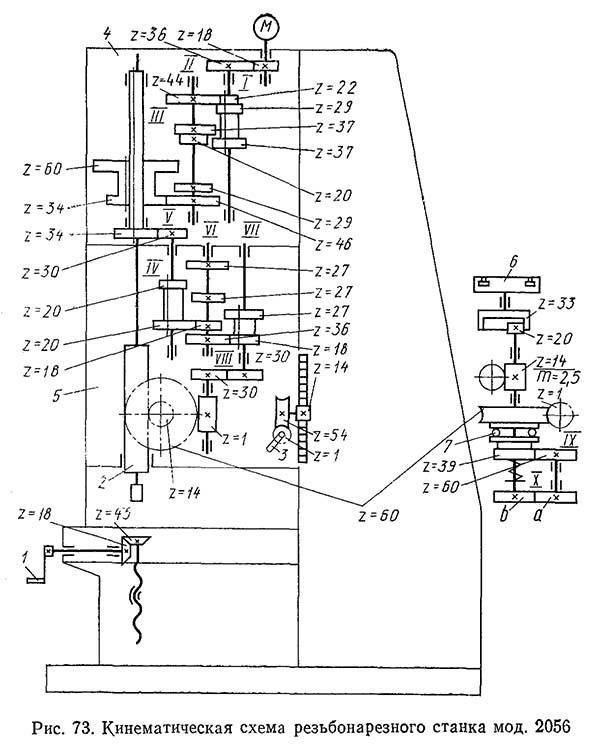
Кинематическая схема резьбонарезного станка 2056
Движения в станке
Движения в станке:
- главное вращательное движение шпинделя;
- движение подачи;
- вспомогательные движения: возврат шпинделя с инструментом в исходное положение после окончания рабочего хода;
- установочные ручные перемещения узлов станка при его наладке и настройке
Цепь главного движения
Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и z = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя:
nшп.min = 1300 (18/36) (22/44) (20/60) = 112 об/мин
Цепь подач
Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара (30/30), червячная пара (1/60), предохранительная шариковая муфта 7, зубчатая передача (39/60), сменные зубчатые колеса (a/b) гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1..3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид:
P = 1 (34/30) (20/27) (27/27) (30/30) (1/60) (39/60) (a/b) · 3,14 · 2,5 · 14
a/b = (50/50) Pmin = 1 мм
Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
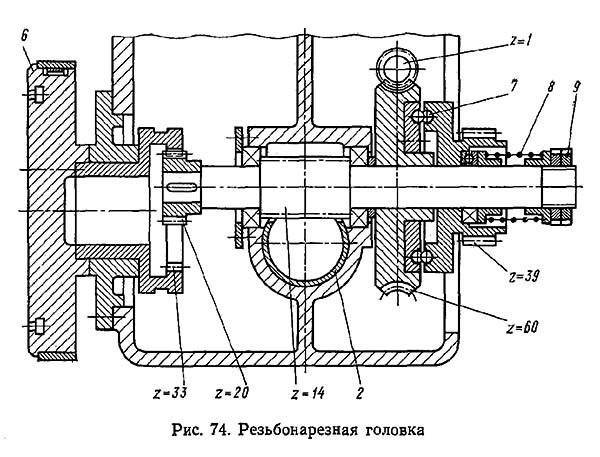
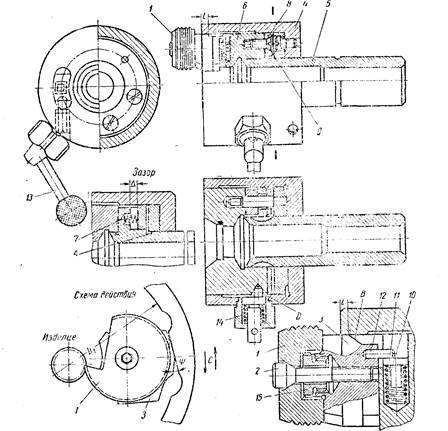
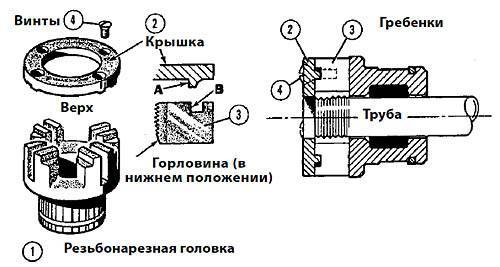
Резьбонарезная головка станка 2056
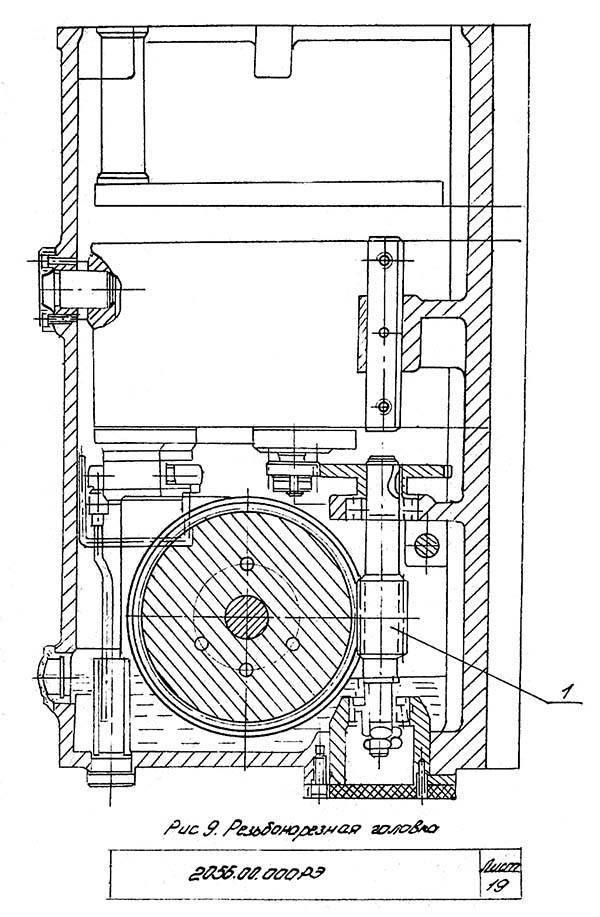
Резьбонарезная головка станка 2056
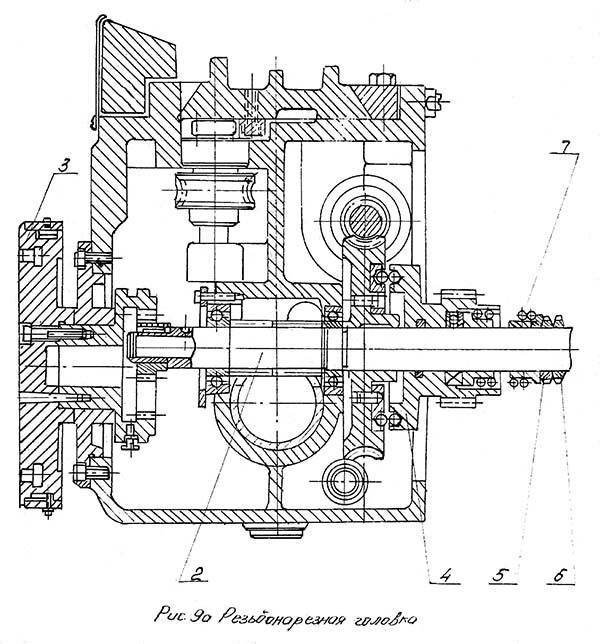
Резьбонарезная головка станка 2056
Шариковая предохранительная муфта в конструкции резьбонарезной головки предотвращает поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).
При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида гребенок осуществляют визуально.
4.2. Контроль геометрических параметров следует проводить
средствами контроля, имеющими погрешность, не более:
при измерении линейных размеров –
значений, указанных в ГОСТ
8.051-81;
при измерении углов – 35 % значений
допуска на проверяемый параметр;
при контроле формы и расположения
поверхностей – 25 % значения допуска на проверяемый параметр.
4.3. Контроль параметров шероховатости гребенок проводят
сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми деталями, имеющими предельные
значения шероховатости поверхностей.
Сравнение осуществляется визуально при
помощи лупы ЛП-1-4× по ГОСТ
25706-83.
4.4. Контроль твердости гребенок – по ГОСТ 9013-59.
4.5. Испытания гребенок на работоспособность, средний и
установленный периоды стойкости, установленных на резьбонарезных тангенциальных
головках, должны проводиться на револьверных, токарных, сверлильных станках и
специальных полуавтоматах, соответствующих установленным для них нормам
точности и жесткости.
4.6. Испытания должны проводиться на заготовках из стали
марок 30 или 40, или 45 по ГОСТ 1050-74 твердостью 160 … 190 НВ. Допускается проводить
испытания на заготовках из стали марок 15 или 20 по ГОСТ 1050-74 или легированных конструкционных сталей по ГОСТ 4543-71, или серого чугуна по ГОСТ 1412-85 твердостью 160 … 190 НВ.







4.7. Испытания следует проводить на режимах, указанных в
табл. 9.
Таблица 9
Размеры, мм
Комплект гребенок для | Скорость, | Длина | |||||
метрической | трубной | дюймовой | |||||
Диаметр | Шаг Р | Обозначение | Число | Обозначение | Число | ||
6 | 1,00 | – | – | – | – | 15 | 100 |
8 | 1,25 | – | – | – | – | ||
10 | 1,50 | – | – | – | – | ||
12 | 1,75 | ¼ | 19 | ¼ | 20 | ||
– | – | – | 5/16 | 18 | 17 | 150 | |
16 | 2,00 | 3/8 | 3/8 | 16 | |||
– | – | – | 14 | 7/16 | 14 | ||
20 | 2,50 | ½ | ½ | 12 | |||
– | – | – | 5/8 | 11 | 12 | ||
24 | 3,00 | ¾ | 3/4 | 10 | |||
– | – | – | 11 | 7/8 | 9 | ||
30 | 3,50 | 1 | 1 | 8 | |||
– | – | – | 1 1/8 | 7 | |||
36 | 4,00 | – | – | – | |||
– | – | 1¼ | 1¼ | 7 | 14 | ||
– | – | 1½ | 1½ | 6 | |||
– | – | – | 1¾ | 5 | |||
– | – | 2 | 2 | 4½ | |||
– | – | – | 2¼ | 4 |
Примечание. Скорость
резания в зависимости от конкретного оборудования может быть уменьшена до 10 %.








4.8. Поправочные коэффициенты на скорость резания взависимости от
обрабатываемого материала указаны в табл. 10.
Таблица 10
Обрабатываемый | Кυ |
Сталь | 1,0 |
Сталь | 0,9 |
Чугун | 0,8 |
4.9. B качестве
смазочно-охлаждающей жидкости следует применять сульфофрезол по ГОСТ 122-84.
4.10. Приемочные значения среднего и установленного
периодов стойкости комплекта гребенок с углом режущей части j = 25°, установленных в
головке, должны быть не менее указанных в табл. 11.
Таблица 11
Размеры, мм
Комплект гребенок для нарезания резьбы | Приемочные периоды стойкости, мин | ||||||||
метрической | трубной | дюймовой | средний | установленный | |||||
Диаметр резьбы | Шаг Р | Обозначение размера резьбы | Число шагов на длине 25,4 мм | Обозначение размера резьбы, дюймы | Число ниток на 1″ | с вышлифованным профилем | с нешлифованным профилем | с вышлифованным профилем | с нешлифованным профилем |
6 | 1,00 | – | – | – | – | 38 | 29 | 15 | 11 |
8 | 1,25 | – | – | – | – | ||||
10 | 1,50 | – | – | – | – | ||||
12 | 1,75 | ¼ | 19 | ¼ | 20 | 45 | 34 | 17 | 13 |
– | – | – | 5/16 | 18 | |||||
16 | 2,00 | 3/8 | 3/8 | 16 | |||||
– | – | – | 14 | 7/16 | 14 | ||||
20 | 2,50 | ½ | ½ | 12 | |||||
– | – | – | 5/8 | 11 | |||||
24 | 3,00 | ¾ | ¾ | 10 | |||||
– | – | – | 7/8 | 9 | |||||
30 | 3,50 | 1 | 1 | 8 | |||||
– | – | – | 11 | 11/8 | 7 | ||||
36 | 4,00 | 1¼ | 1¼ | 48 | 37 | 19 | 14 | ||
– | – | 1½ | 1½ | 6 | |||||
– | – | – | 1¾ | 5 | |||||
– | – | 2 | 2 | 41/2 | |||||
– | – | – | 2¼ | 4 |
Примечание.
Для гребенок с углом режущей части j = 11° Кт = 1,5
4.11. После испытания на работоспособность гребенки не
должны иметь сколов и выкрошенных мест и должны быть пригодны для дальнейшей
работы.






4.12. Допускается проводить испытания на стойкость и
работоспособность на предприятии-потребителе в производственных условиях.
Как работает резьбонарезной станок для труб: основные разновидности и популярные модели
Резьбовые соединения распространены при сборке различных конструкций, так как они надежно фиксируют элементы, позволяют производить неоднократную разборку и сборку частей оборудования. Соединения подобным способом применяются на протяжении длительного времени, но создание качественной резьбы является сложным процессом даже при современных технологиях машиной обработки.
Конструкторами созданы резьбонарезные станки, ручные и работающие от электричества, разработаны токарные и фрезеровальные станки специальной модификации для выполнения функции нарезания резьбы. Такое оборудование имеет особенности работы для выполнения резьбы на множественных формах труб, изготовленных из различных материалов.
Технологические характеристики
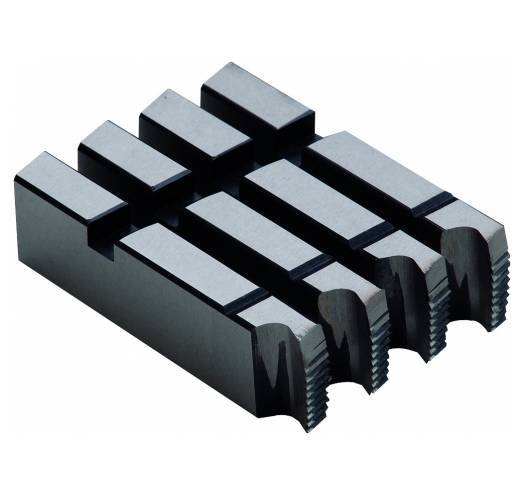
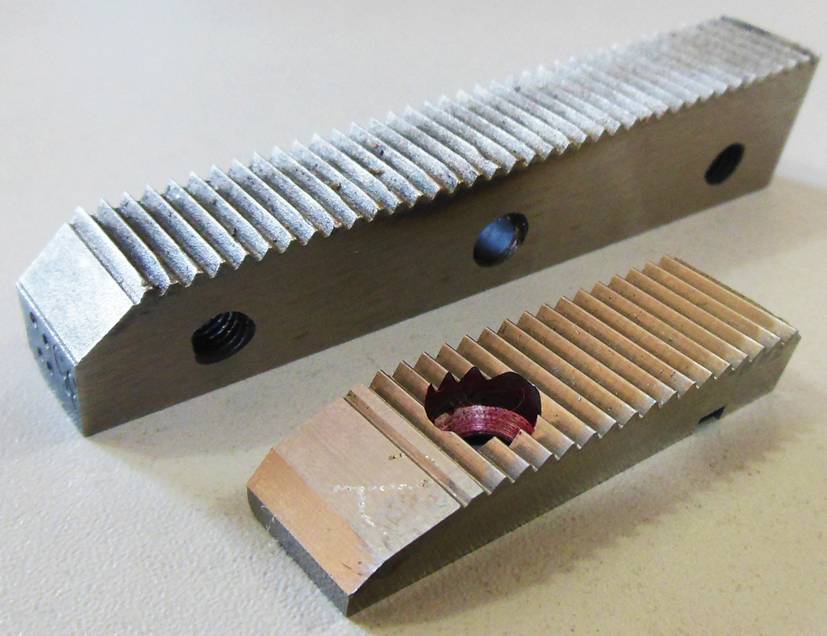
Корпус резьбонарезной гребёнки должен быть выполнен из стали повышенной износостойкости. Для этого призму с готовым профилем подвергают термообработке до твёрдости НRC 60…64. Если гребёнка изготовлена цельной, то материалом корпуса принимают быстрорежущие стали типа Р6М5 или Р9М5К6 по ГОСТ 19265-73. Однако большинство участков цельных гребёнок не испытывает значительных сдвигающих усилий, из-за чего использование дорогостоящей стали экономически не оправдано. Поэтому в большинстве случаев корпус изготавливают из легированных конструкционных сталей типа 45Х или 40ХМ по ГОСТ 4543-81 и закаливают до НRC 58…62. После закалки корпус подвергают отпуску и шлифуют, чтобы снять коробление и обеспечить наилучшее скольжение в направляющих резьбонарезного станка.

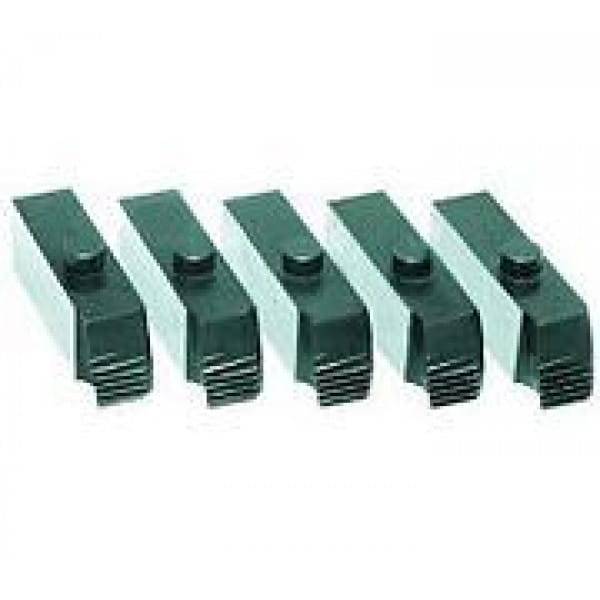
Резьбонарезные вставки гребёнок, хотя и усложняют демонтаж инструмента, зато обеспечивают более экономный расход материалов. Вставки изготавливают их тех же марок быстрорежущей стали, что и для гребёнок цельного типа, однако стараются обеспечить инструменту повышенную вязкость. Это предохраняет гребёнки от выкрашивания на стадии врезания и исключает необходимость искусственно снижать скорость перемещения опорной плиты. Твёрдость вставок выдерживают в пределах НRC 61…63, для чего режим термообработки принимают следующим:
- предварительный подогрев заготовок в соляной ванне;
- покрытие заготовок слоем буры;
- окончательный нагрев в термической печи;
- охлаждение под прессом, который снабжается водоохлаждаемыми плитами.
Для особо ответственных разновидностей инструмента после охлаждения следует ещё одно- или двукратный отпуск до НRC 59…62.

Если скорость врезания невелика, а материал заготовок имеет высокую твёрдость, то вставки резьбонарезных гребёнок могут быть выполнены из твёрдого сплава ВК3М или ВК4 по ГОСТ 3882-74. Твёрдость такого инструмента – 89…91 НRА, при пределе прочности на изгиб не менее 1100 МПа. Твердосплавные вставки соединяют с плитой станка пайкой медью.
Режимы резания для резьбонарезных гребёнок, м/мин:
- нарезка трубной резьбы – 18…20;
- резьбообразование на конструкционных среднеуглеродистых сталях – 8…12;
- получение резьбы на легированных конструкционных сталях – 4…6;
- для получения резьб и профилей на цветных металлах и сплавах – 25…30.
Нормативная стойкость инструмента не превышает 60 мин, поэтому выгоднее использовать резьбонарезные гребёнки составной конструкции.
Плазмотрон. Устройство и принцип работы
Кримпер. Как выбрать и пользоваться?
Сведения о производителе резьбонарезного станка 5993
Производителем резьбонарезного станка 5993 — Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994 (1977 г), 5А993, ЧС 5А100С
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах — всего около 46 видов.
Станки, выпускаемые Читинским станкостроительным заводом
- 3В641 — станок заточной универсальный Ø 250 х 650
- 5Д07 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320
- 5993 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 42 х 280
Принцип действия, назначение, преимущества
Нарезание резьбы считается неотделимой операцией металлообрабатывающего производства. Нарезка резьбы характерна для токарных станков с ЧПУ, винторезно-токарных агрегатов, резьбообрабатывающих установок. Справиться с резьбонарезным режимом способны и сверлильные станки методом сверления.
Резьбонакатные агрегаты – установки, использующиеся для накатки резьбовых и винтовых плоскостей на заготовках – телах вращения, произведенных из черных и цветных металлов, а также их смесей. Эти сплавы придают установке высокопрочностные характеристики и повышенный срок службы. Оборудование удобно в обслуживании, что позволяет осуществлять накатку резьб тремя методами:
- Радиальная подача роликов. Предусматривается для возделывания незначительных по длине винтовых плоскостей.
- Тангенциальная подача детали. Характеризуется усовершенствованной технологией подачи, чем радиальное поступление заготовки, так как осуществляется по касательной к окружности в заданной области.
- Метод осевого подступа болванки. Предназначается для обрабатывания винтовых соединений большой длины.
Наиболее известным и востребованным методом резьбонаката считается вариация, когда ролики подаются радиальным способом. Это обуславливается элементарностью инструментария. Процедура накатки на резьбонакатных станках происходит посредством двух подвижных роликов, но радиальная подача возможна только одним из валов.
Стоит отметить, что в радиальной методике подачи инструмента выступают только цилиндрические ролики, соответствующие нормам ГОСТ 9539.
Все эти методы активно используются в разных сферах производства. Принцип действия резьбонакатного станка основан на изменении поверхности детали и создании формы специальным инструментарием. Формируемый профиль выполняется посредством вдавливания в плоскость детали определенной нагрузки, зависящей от аппаратуры. Так осуществляется производство саморезов, шурупов, клепок.
Основными положительными сторонами резьбонакатного устройства считаются:
- отсутствие стружки, что повышает полезность действия устройства;
- выгодный экономический показатель в закупке дорогостоящих расходных материалов;
- повышенная износоустойчивость и срок службы обрабатываемых поверхностей;
- целостность резьбового соединения заготовки;
- высокая производительность строительных элементов.
Эти преимущественные показатели технологии накатки роликами обусловили им массовость использования в крупносерийном производстве.

Трехроликовый резьбонакатной станок