

Виды металлообрабатывающих инструментов
В основном инструменты для металлообработки изготавливают двух видов – ручного и станочного, который представлен резцами, фрезами, протяжками, а также инструментом, что нарезает зубья и обрабатывает отверстия.
Как уже отмечалось, ассортимент такого оборудования очень велик, но для покупки качественного и весьма надежного инструмента к металлообрабатывающим станкам непременно следует проверять как углы, так и форму заточки режущих частей инструментов, ведь от них зависят высокие параметры стойкости, продуктивности, а также качество обработки. Кроме этого особого внимания заслуживает материал самой режущей части.
Практика показывает, что для изготовления режущей части любого металлообрабатывающего инструмента используют инструментальную сталь, твердые сплавы, а также минералокерамические сверхтвёрдые материалы.
Качество режущей части напрямую определяет функциональность и сферу применения инструмента. Так, при необходимости обрабатывать обычные материалы на небольшой скорости резания используют металлообрабатывающие инструменты из углеродистой стали. А если для обработки изделия требуется многократное увеличение скорости резки, то будут использованы быстрорежущие стали, которые дополнительно легированы вольфрамом.
В случае наличия для обработки заготовок, изготовленных из таких материалов, как жаропрочные сплавы и стали высокой прочности, при создании инструментов для их обработки увеличат содержание таких компонентов, как ванадий, кобальт или молибден.
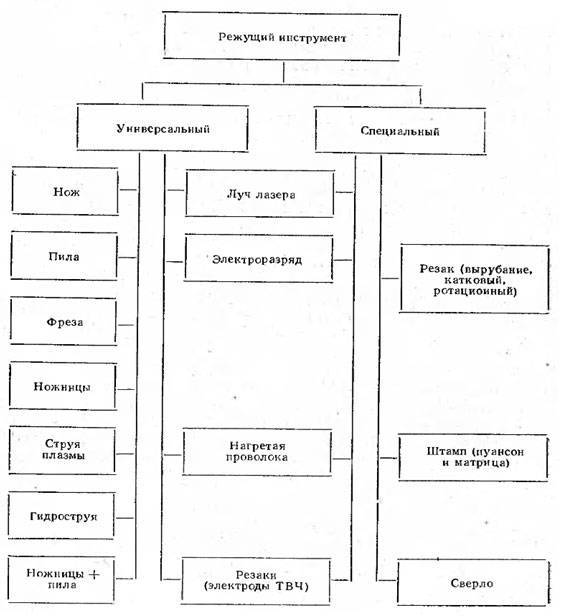
Классификация режущих инструментов
Металлорежущее оборудование, которое в наши дни используется в самых разных отраслях промышленности, а также в быту, допускает использование различных видов режущего инструмента. Перечень этих видов весьма обширен, благодаря чему существует возможность подобрать металлорежущий инструмент, наилучшим образом соответствующий особенностям выполняемых операций.
Критерии классификации описываемого инструмента весьма многочисленны, их рассмотрению посвящена настоящая статья.
Одним из основных классификационных критериев является особенность конструкции режущего инструмента. По нему выделяют такие виды, как:
- Резцы: инструмент однолезвийного типа, позволяющий выполнять металлообработку с возможностью разнонаправленного движения подачи;
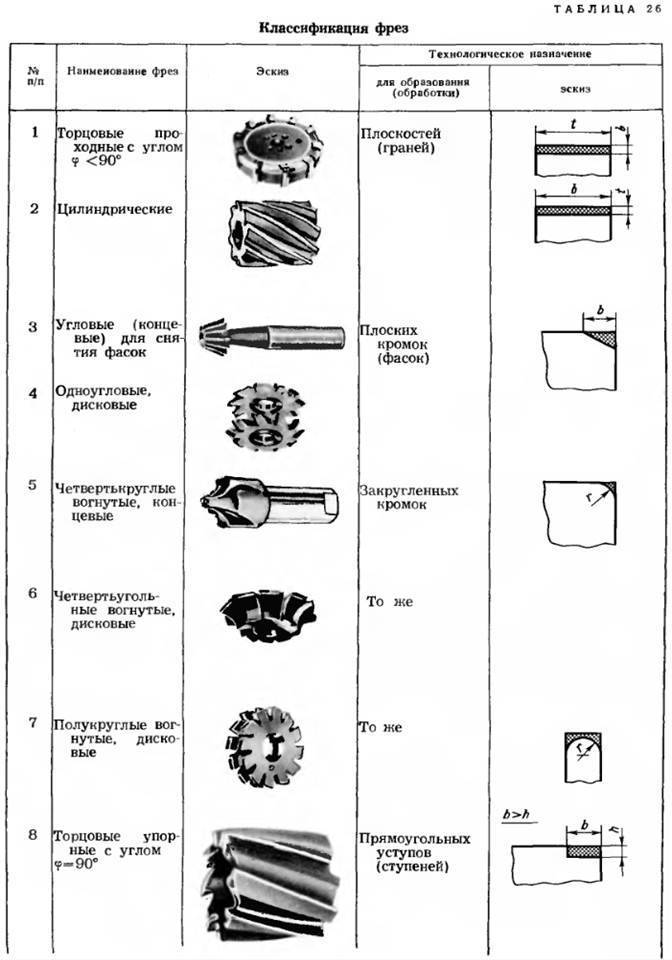
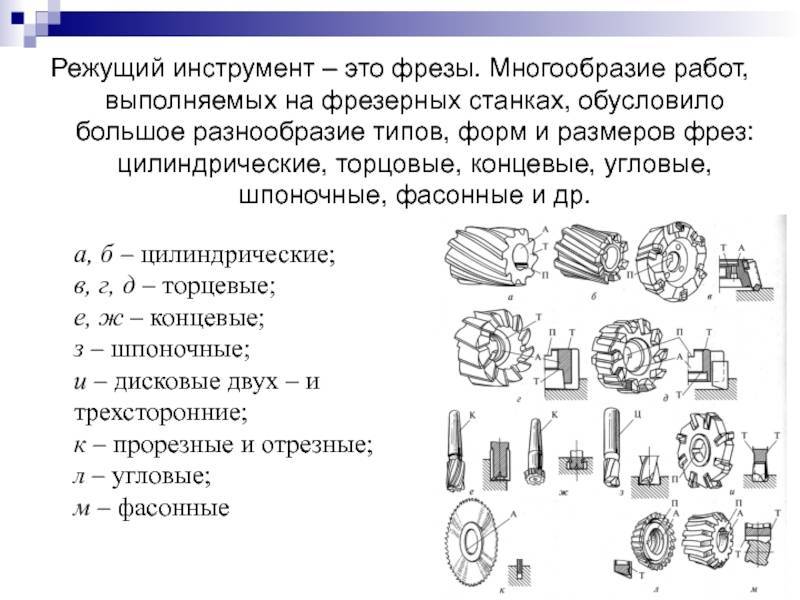
- Фрезы: инструмент, при использовании которого обработка выполняется вращательным движением с траекторией, имеющей неизменный радиус, и движением подачи, которое по направлению не совпадает с осью вращения;
- Сверла: режущий инструмент осевого типа, который используется для создания отверстий в материале или увеличении диаметра уже имеющихся отверстий. Обработка сверлами осуществляется вращательным движением, дополненным движением подачи, направление которого совпадает с осью вращения;
- Зенкеры: инструмент осевого типа, с помощью которого корректируются размеры и форма имеющихся отверстий, а также увеличивается их диаметр;
- Развертки: осевой инструмент, который применяется для чистовой обработки стенок отверстий (уменьшения их шероховатости);
- Цековки: металлорежущий инструмент, также относящийся к категории осевых и используемый для обработки торцовых или цилиндрических участков отверстий;
- Плашки: используются для нарезания наружной резьбы на заготовках;
- Метчики: также применяются для нарезания резьбы – но, в отличие от плашек, не на цилиндрических заготовках, а внутри отверстий;
- Ножовочные полотна: инструмент многолезвийного типа, имеющий форму металлической полосы с множеством зубьев, высота которых одинакова. Ножовочные полотна используются для отрезания части заготовки или создания в ней пазов, при этом главное движение резания является поступательным;
- Долбяки: применяются для зуботочения или зубодолбления шлицев валов, зубчатых колес, других деталей;
- Шеверы: инструмент, название которого происходит от английского слова «shaver» (в переводе – «бритва»). Он предназначен для чистовой обработки зубчатых колес, которая выполняется методом «скобления»;
- Абразивный инструмент: бруски, круги, кристаллы, крупные зерна или порошок абразивного материала. Инструмент, входящий в данную группу, применяется для чистовой обработки различных деталей.
Следующим классификационным критерием является вид поверхности, обработка которой осуществляется с помощью металлорежущего инструмента. По нему выделяют следующие инструменты:
- Применяемые для обработки тел вращения, наружных фасонных, а также плоских поверхностей: в данную группу включаются описанные выше резцы и фрезы, абразивные круги и некоторые другие изделия;
- Используемые для обработки отверстий: речь идет о зенкерах и сверлах, расточных резцах и протяжках;
- Инструменты, с помощью которых выполняется нарезка резьбы: в эту группу входят плашки, метчики, накатные ролики, ряд других изделий;
- Применяемые для обработки поверхностей звездочек, шлицевых валов, зубьев колес: эти операции выполняются с помощью пальцевых и дисковых фрез, обкаточных резцов и долбяков, шлифовальных кругов и шеверов. Нельзя не упомянуть протяжки, сдвоенные головки-фрезы и зубострогальные резцы (они предназначены для нарезания прямозубых колес конического типа), а также конические фрезы червячного типа и зубострогальные головки (с помощью этих инструментов нарезаются колеса конического типа со спиральными зубьями).
Еще одним критерием классификации металлорежущего инструмента является принцип его взаимодействия с материалом. По нему выделяют такие инструменты, как:
- Обычные;
- Ротационные, круговое лезвие которых непрерывно обновляется.
Кроме того, специалисты указывают на такой классификационный критерий, как тип изготовления, выделяя при этом:
- Цельный режущий инструмент;
- Составной инструмент, конструкция которого представляет собой неразъемное соединение нескольких элементов;
- Сборный инструмент, отличающийся разъемным характером соединения элементов, которые его образуют.
По способу соединения со станком выделяют насадной, хвостовый и призматический инструмент.
Наконец, по такому критерию, как способ применения, выделяют ручной, машинный, а также машинно-ручной металлорежущий инструмент.
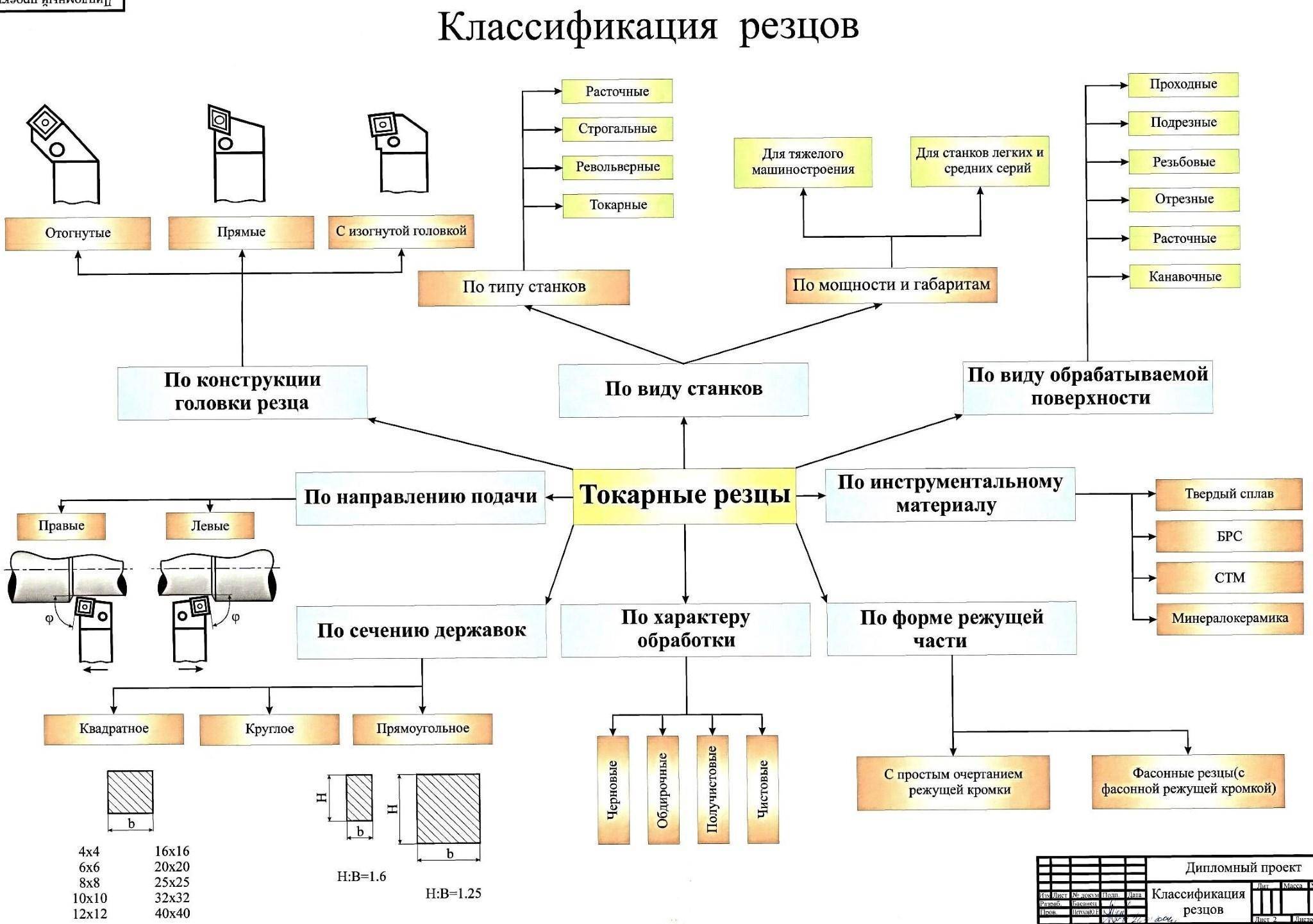
Об особенностях использования резцов
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.
Основные виды механической обработки металла
В отличие от других видов обработки механическая обработка металла никак не влияет на внутреннюю структуру металла или сплава, а лишь изменяет ее размеры и конфигурацию. Суть механической обработки – это подгон упрочненной детали под необходимые, заданные по чертежу, размеры. Для проведения механической обработки металла используют режущий инструмент, металлорежущие станки и сварку.
Полученные после такой обработки детали имеют идеальную форму, точные размеры и ровную поверхность, строго соответствующие чертежу.
К слову, готовые металлические детали, прошедшие механическую обработку, можно посмотреть на международной выставке «Металлообработка»
, которая пройдет в ЦВК «Экспоцентр». Там же продемонстрируют и само оборудование, с помощью которого можно проводить механическую обработку, включая новые модернизированные металлорежущие станки.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.

Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.









Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Инструменты для обработки металла вручную
К данной категории относятся все изделия, которые не требуют дополнительного оборудования и могут использоваться самостоятельно.
К ним причисляют:
- Зубило — ударно-режущий инструмент, предназначенный для обработки металла или камня. Как правило, имеет вид продолговатого стержня, заточенного с одной стороны. Для предотвращения травм при ударе по зубилу, на него могут надевать деревянную, резиновую либо пластмассовую рукоятку, по которой бьют молотком. Чаще всего рабочую часть данного инструмента хорошо затачивают с двух сторон. Зубила могут выполняться из углеродистой и конструкционной стали и иметь разные конструктивные особенности, например, зауженную или фигурную режущую кромку, расширенный кончик в виде лопатки и т. д. Спектр применения очень широк. С помощью зубила можно удалять крепеж, снимать старую отделку, разбирать различные конструкции.
- Шаберы — металлические стержни с режущими кромками на конце. Они необходимы для соскабливания металла и применяются для придания большей герметичности деталей при их соединении. Процесс такой обработки называется шабрением. Шаберы также бывают разных модификаций — цельные и составные, плоские, трехгранные и фасонные, односторонние и двусторонние. Материалом для их изготовления обычно служит инструментальная углеродистая сталь.
- Напильники — инструмент для обработки различных поверхностей — металлических, деревянных, пластмассовых и многих других. Как правило, напильник представляет собой металлический стержень с насечками. Видов насечек существует много, каждый из них предназначен для работы с определенными материалами. Например, напильник с крестовой насечкой подходит для стали, бронзы или чугуна, с точечной (рашпильной) — для резины и дерева, с простой (одинарной) — для цветмета. Среди напильников можно выделить отдельно надфили (маленькие, для тонкой работы) и рифели (с изогнутой рабочей частью) — разновидность надфиля. По форме сечения они могут быть самыми разными — круглыми, квадратными, прямоугольными, треугольными, овальными и т. д.
- Метчики — необходимы для создания резьбы в отверстиях. Имеют вид стержня с небольшими лезвиями и канавками по бокам. Могут применяться для глухих и сквозных отверстий, выполняться из быстрорежущей стали и твердых сплавов. Под разный профиль резьбы идут свои метчики. Чаще всего они используются в комплекте из двух-пяти штук. Есть и специальные метчики — бесстружечные (раскатники), гаечные и т. д.
- Плашки (лерки) — служат для создания наружной резьбы. Имеют вид гайки с внутренними кромками. Выполняются из легированных сталей, быстрорежущих сталей и твердых сплавов. Выделяют цельные, клупповые (раздвижные) и разрезные плашки — по конструкции. По внешнему виду — круглые, квадратные, шестигранник, призма.
- Ручную ножовку — это по сути всем знакомая пила, но не в классическом смысле, а в более узком. Ручной ножовкой можно разрезать металл, пластик, дерево — да, в принципе, все что угодно. Представляет собой рукоятку с металлическим заостренным полотном. Для мягких материалов используются ножовки с большими зубьями, для более плотных — с частыми и мелкими.
В настоящее время существуют приборы, позволяющие использовать некоторые ручные металлорежущие инструменты с большей эффективностью. К примеру, дрели и перфораторы, а также различные машины на пневмоприводе, электрические и т. д.
Зенкеры
Зенкеры бывают цельные (рис. 8) и насадные (рис. 10). Они предназначены для обработки цилиндрических и конических отверстий и торцов. Цельные зенкеры изготовляют диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три реж щие кромки.
Режущая или заборная часть 1 (рис. 9) выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и направления зенкера при резании. Хвостовик 5 служит для закрепления зенкера в станке.
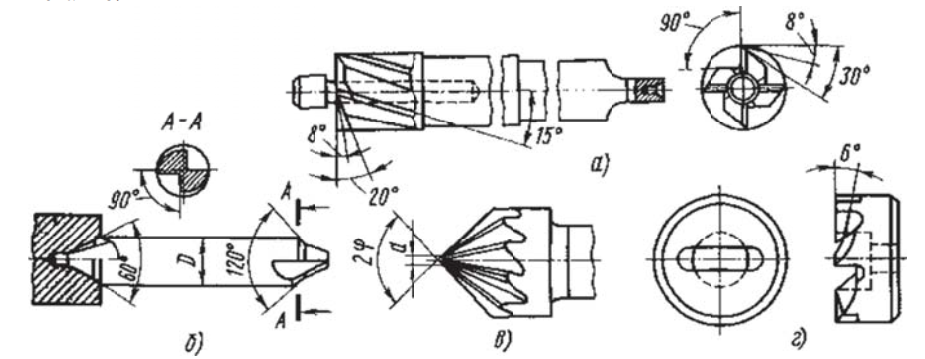
Рис. 8. Конструкция зенкеров: а — зенкер для цилиндрических углублений (цековка), б — зенков а, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей
Главный угол в плане φ для зенкеров из быстрорежущей стали равен 45-60°, а для зенкеров твердосплавных 60 -75°.
У зенкеров, изготовляемых из быстрорежущей стали, передний угол γ равен 8-15° при обработке стальных деталей, 6-8° при обработке чугуна, 25-30° при обработке цветных металлов и сплавов. У твердосплавного зенкера γ=5° при обработке чугуна и 0-5° при обработке стали.
Задний угол α=8÷10°. Угол наклона винтовой канавки ω=10÷25°. Для лучшего направления зенкера при резании в его зубьях оставляют цилиндрическую фаску шириной 1,2-2,8 мм.
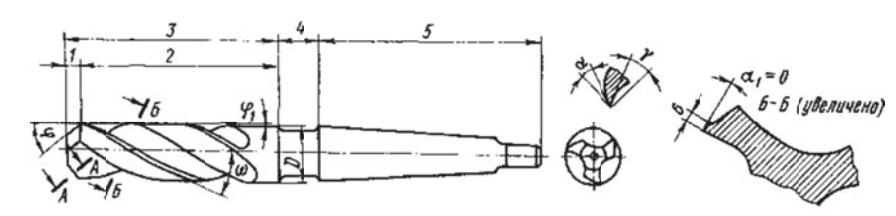
Рис. 9. Конструктивные элементы зенкера: 1 — режущая (заборная) часть, 2 — калибрующая часть, 3 — рабочая часть, 4 — шейка, 5 — хвостовик, 6 — ленточка
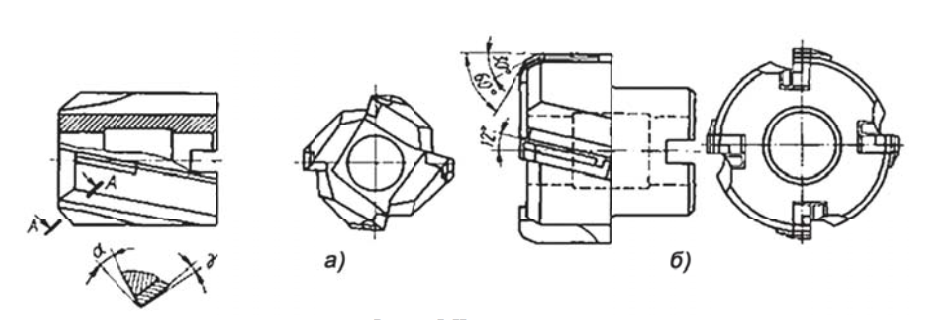
Рис. 10. Насадные зенкеры: а — с напаянными пластинками из твердого сплава, б — с механическим креплением ножей, оснащенных пластинками из твердого сплава
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.
- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:






- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Лучшие фирмы-производители:
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.
Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Видео:
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Какое предназначение у инструмента для металлообработки
Шлифовальный инструмент для металлообработки представляет собой абразивные зёрна, связанные специальными связующими материалами. Форма зёрен отличается наличием острых кромок разных размеров, которые при касании металла способны снимать с него слои определённой толщины.
К шлифовальным инструментам относятся: бруски, наждачная бумага, ткани со специальными покрытиями, круги.
Для резки могут применяться резцы, фрезы, свёрла, метчики, протяжки. Они подбираются таким образом, чтобы их твёрдость была выше, чем у обрабатываемых материалов.
Резание металла толщиной 4–7 мм выполняется ножницами по металлу или лобзиком, либо ножовкой. Слой от 5 мм удобно резать болгаркой.
В слесарных или кузнечных работах могут использоваться ручники, молотки, кувалды, фасонные молотки. Ручники применяются для определения силы удара и указания точного места для обработки. Кувалды используются для холодной деформации заготовок.
Художественную обработку металлов можно выполнять фасонным молотком. Он позволяет выбивать рельефные поверхности за счёт наличия выгнутого или широкого плоского и закруглённого бойков.
Для чеканки применяют следующее оборудование:
- трещётки, крюки для намётки рельефных заготовок;
- бобошники, канфарники, лощатники для создания необходимого рельефа;
- сечки для чеканки линий, полукруглых или изогнутых линий;
- фигурные чеканы (трубочка, сапожок, утюжок, канфарник, пурошник, лощатник), используемые для создания серии одинаковых мелких детализированных узоров.

Слесарная мастерская с инструментом
Как выбрать токарный резец
Выбирая модель, нужно руководствоваться такими основными правилами:
Узнать, с каким материалом будет работать резец, каким нагрузкам он будет подвержен, и какие операции по обработке вы станете производить;
Нужно определиться, что будет приоритетным показателем – качество обработки поверхности материала или точность выполнения геометрических размеров готовой детали
С учетом этого выбирается тип по геометрическим показателям и классифицирующим признакам.







Производители режущего инструмента по металлу
Условно рынок режущих инструментов по металлу делят на 3 сегмента.
- Азиатские производители. На первом месте в списке стран-экспортеров — Китай. Характеристики продукции отвечают требованиям наших стандартов. Цены – ниже среднего. Это обуславливает высокий уровень популярности китайских инструментов. Но, купив партию, вы можете столкнуться с большим количеством брака.
- Европейские бренды. Главные офисы и заводы топовых компаний находятся в Германии, Италии и Франции. Качество инструментов из ЕС находится на высоком уровне. Брак — редкость. Именно в Европе производят самые надежные и долговечные инструменты, покрытые обычным и легированным алюминием нитридами титана (маркировки — TiN и TiAN).
Фотография №15: сверла Bosch, покрытые нитридом титана
- Российские производители, а также компании из стран бывшего СНГ. Их продукция удовлетворяет потребности большинства потребителей. Цены и качество находятся на оптимальном уровне.
Кстати, мы сами являемся одним из производителей металлорежущего инструмента. Наша торговая марка — SEKIRA.

Фотография №16: сверла SEKIRA
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.





