Медная смазка
Медная смазка содержит медный порошок и предназначена для защиты резьбовых соединений от коррозии. Чаще всего применяется для смазки шпилек выпускного коллектора и для обработки ступиц колес.
Кроме того, ее часто используют для обработки электропроводов и контактов.
Однако медная смазка вступает в химическое взаимодействие с алюминием, из-за чего ее запрещено наносить на литые диски, детали кузова машины и прочие детали. Для алюминиевых резьбовых соединений изготавливают специальную смазку с добавлением алюминиевого порошка.
Статья по теме
Готовимся к зиме. Что в автомобиле необходимо смазать в первую очередь?
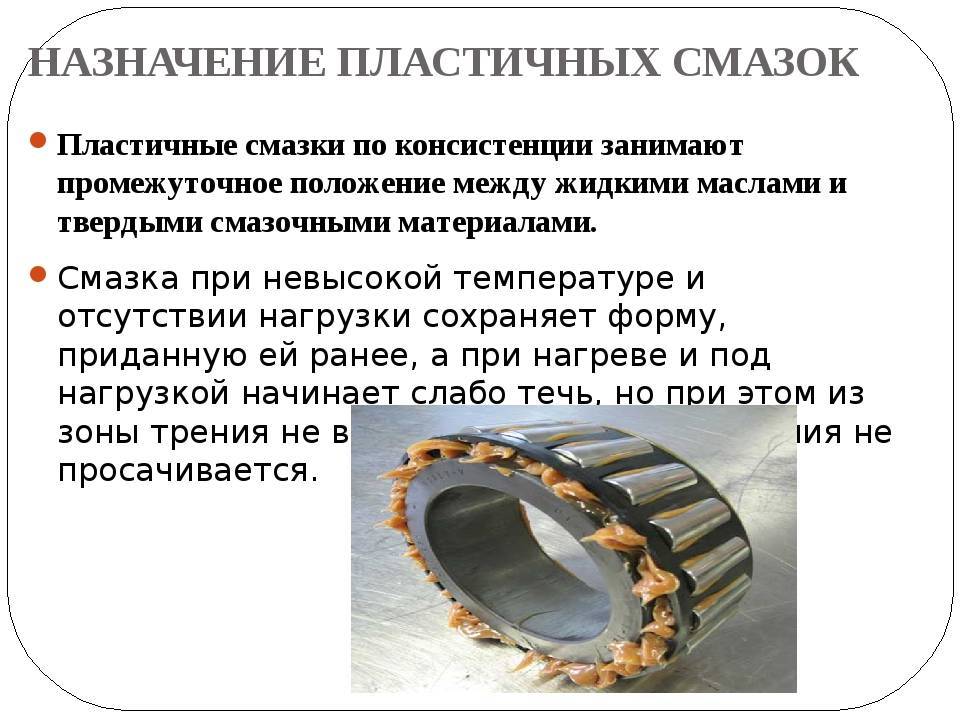
Основные свойства пластичных смазок
Свойства пластичных смазок несколько отличаются от свойств жидких трансмиссионных и моторных масел. Для жидких фракций характерны следующие качества:
- Вязкость.
- Давление.
- Температурный диапазон.
- Моющая способность (вывод продуктов износа).
- Окислительная, коррозионная и термическая стабильность.
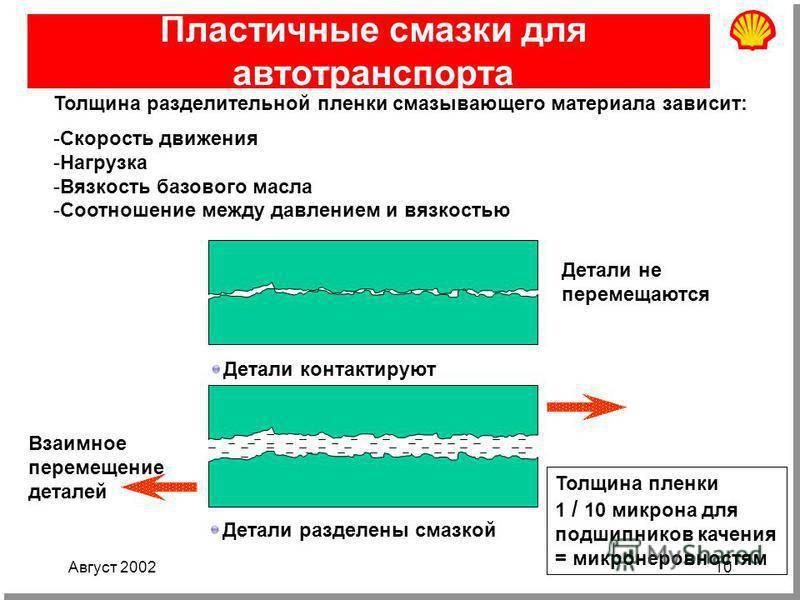
- Способность масляной жидкости создавать на границе раздела прочную защитную пленку.
- Низкий показатель вспениваемости.
- Малая испаряемость.
Эксплуатационные требования к пастообразным смазкам нужно рассматривать гораздо шире. Технические характеристики жидких масел в основном направлены на снижение трения и износа, и эти свойства зависят от химической структуры основы и пакета модифицирующих присадок.
Свойства пластичных смазок и их назначение определяется маркой базового масла, его вязкостью, типом загустителя, способом смешивания, природой наполнителя, химическим составом присадок и их принципом действия.
Основные показатели качества, влияющие на эксплуатационные характеристики пластичных масляных смесей:
- Коэффициент трения и величина износа при использовании пластичных смазок – подчиняется индексу вязкости и сорту базовых масел.
- Нагрузочная способность (несущая) смазки определяется возможностью масляного материала удерживаться длительное время на границе раздела трущихся поверхностей, невзирая на термические и механические воздействия.
- Устойчивость к вибрации. Вибрация возникает в роликовых или игольчатых подшипниках ходовой части и трансмиссии автомобиля.
- Стабильность коллоидной структуры смазочной смеси – это способность мази не расслаиваться в процессе работы и хранения. Слишком большое выделение жидкого компонента может привести к твердению загустителя, что отрицательно скажется на функциональных способностях смазки. Коллоидная стабильность масла зависит от структуры пространственного каркаса, консистенции и состава дисперсионной фазы.
- Адгезия характеризует способность материала прочно схватываться с металлическими поверхностями. Липкость смазки оказывает влияние на устойчивость масляного покрытия в зонах контакта трущихся деталей.
- Подвижность масляного слоя играет важную роль в смазке вращающихся поверхностей. Во время работы механизмов происходит выдавливание материала на поверхность трущихся деталей. Способность смеси быстро возвращаться в стандартное положение и характеризует подвижность продукта.
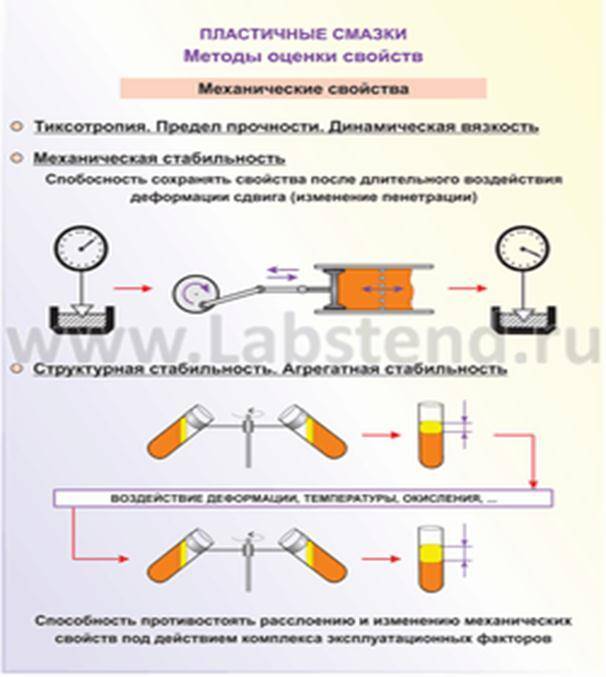
- Тиксотропия определяется способностью пластичного состава воссоздавать структурные соединения, которые были разрушены под воздействием механических нагрузок.
- Предел текучести оценивает возможности мазей сохранять и восстанавливать свою консистенцию на вертикальных плоскостях и поверхностях вращающихся деталей. Величина сдвига, при которой смазка начинает переходить из пластичного состояния в жидкое, называется пределом или границей текучести.
- Динамической вязкостью называется величина соотношения между силой сдвига и скоростью деформации. Показатели вязкости зависят от параметров базовой субстанции и могут изменяться при увеличении или уменьшении скорости и температуры деформации.
- Химическая устойчивость – это возможность смазочного материала противостоять окислительным реакциям при повышении температуры, в процессе взаимодействия масляного покрытия с кислородом воздуха.
- Водостойкость – способность смазки защищать трущиеся поверхности от вредного воздействия влаги. В случае соединения масляной пасты с водой – не должна меняться консистенция, смазочная способность и липкость рабочей смеси.
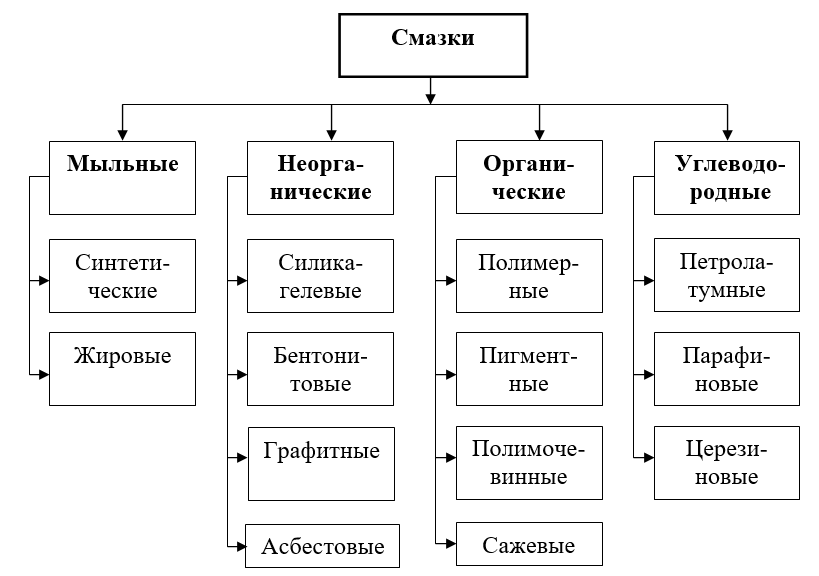
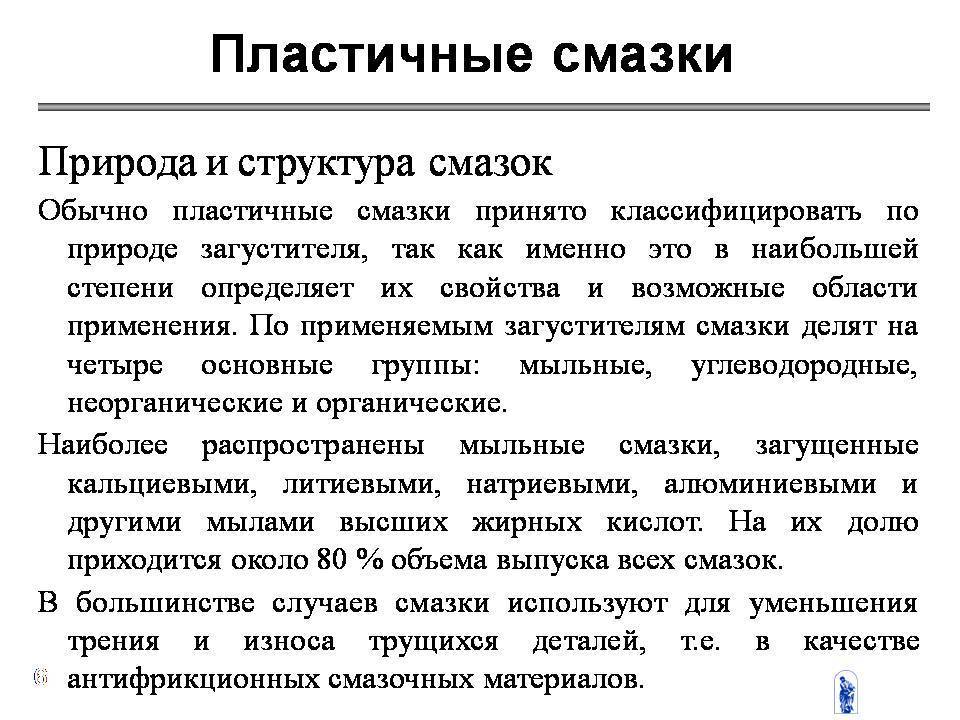
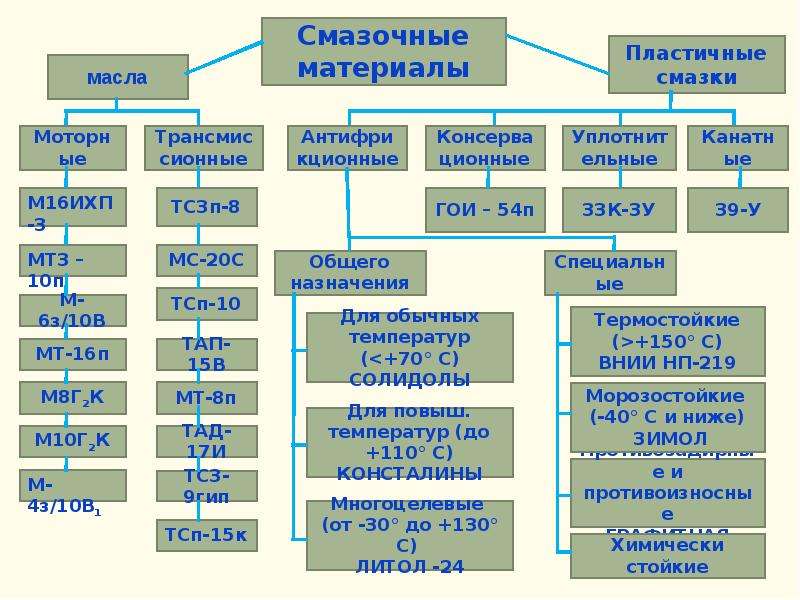
Типы пластичных смазок
Кальцевые (солидолы) – влагостойкие, могут содержать до 4% влаги, имеют хорошую механическую стабильность, имеют низкий коэффициент внутреннего трения, смешиваясь с водой, не образуют эмульсии. Используются в условиях высокой влажности при температуре -30…+55 °С. Расплавляясь, теряют содержащуюся в них воду, после охлаждения не восстанавливают свои физико-химические свойства.
Натриевые – чувствительны к влаге, соединяясь с водой, образуют эмульсию и выделяют коррозирующие щелочи и кислоты. Применяются при отсутствии контакта с водой при температуре -30…+150 °С. Обладают хорошей маслянистостью, хорошими уплотняющими свойствами и восстанавливают свои характеристики после расплавления.
Кальциево-натриевые – по влагостойкости и температурному диапазону занимают промежуточное место. Они эффективны для применения в условиях небольшой влажности при температуре 0…+110 °С.

Литиевые – в основе лежит литиевое мыло, имеющее положительные свойства кальциевых и натриевых смазок, но без их недостатков. Имеют хорошую маслянистость, отличную температурную устойчивость. Применяются при температуре -50…+150 °С при возможности проникновения воды.
Смазки с синтетическими маслами – в качестве масла используют полиальфаолефины эфирных и силиконовых масел, которые отличает большая устойчивость против старения, чем у минеральных масел. Загустители – литиевое мыло, бентонит. Имеют очень малые потери на трение и работают при температуре -70…+150 °С.
Краткий ассортимент пластичных смазок приведен в .
Таблица 5.2 – Ассортимент пластичных смазок
| Наименование | Замена | Область применения |
|---|---|---|
| Смазка индустриальная ИП-1 | ИП-1-Л, ИП-1-З | Для централизованной смазки подшипников скольжения и качения, направляющих и других узлов трения, для закладной смазки зубчатых муфт. |
| Солидол синтетический УСС-1 | УСС-2 | Для смазки под давлением подшипников скольжения и качения в холодное время года в условиях повышенной влажности, для смазки пресс-маслёнками. |
| Консталин УТС-1 | УТС-2 | Для смазки подшипников скольжения и качения, для цепных передач в условиях, полностью исключающих контакт смазки с водой, для механизмов доменного оборудования: втулок барабанов лебёдки управления конусами, подшипников и шарниров направляющих устройств, подшипников качения скиповой лебёдки, для кузнечно-прессового оборудования. |
| Индустриально-металлургическая №10 | Для смазки бронзовых подшипников скольжения, рабочих валков прокатных клетей и для других узлов трения, работающих при повышенных нагрузках и средних скоростях. | |
| Графитная УСС-А | Для смазки тяжелонагруженных открытых зубчатых передач, централизованной смазки высоконагруженных мест трения. Для цепей лебёдки управления конусами. | |
| ЦИАТИМ 201, 202 | Для смазки подшипников скольжения и качения (со скоростью вращения до 3000 об./мин. – 201; со скоростью вращения до 30000 об./мин. – 202). | |
| Литиевая 203, 208 | Для смазки узлов трения в условиях высоких удельных давлений (до 500 МПа – 203; до 2400 МПа – 208). | |
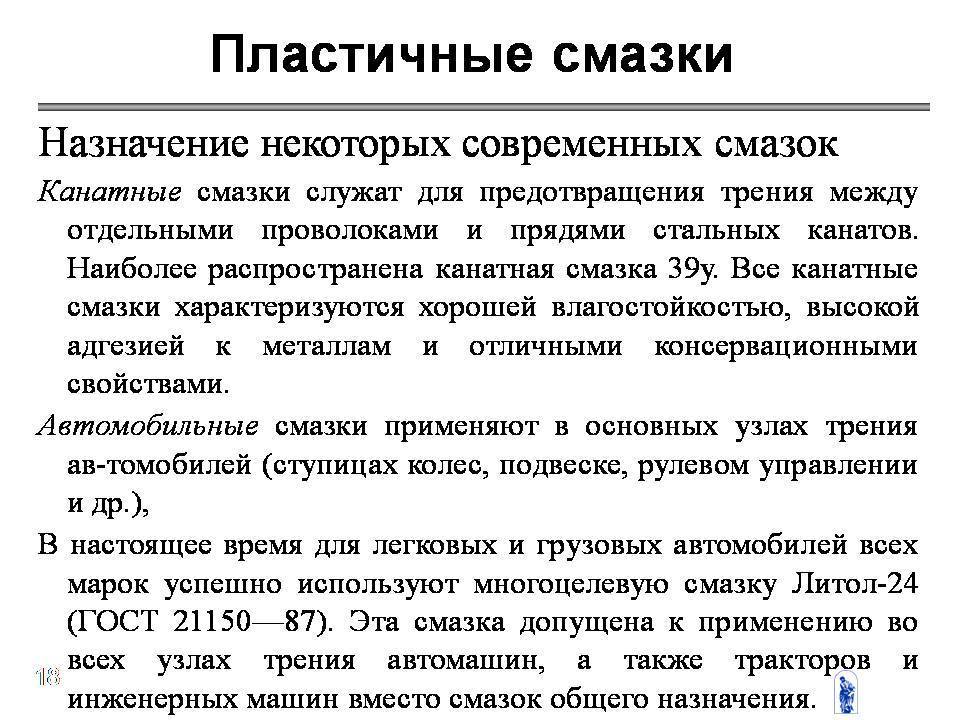
| Канатная | Для смазки стальных канатов. |
Применение
Пластичные смазки многофункциональны, однако можно выделить 5 основных:
- Защита от износа — одна из основных функций;
- Герметизация подшипников — для того, чтобы не допустить попадания в узел воздуха, газов, жидкостей;
- Защита от кавитации — для снижения вибрации и шума в узле трения;
- Защита от коррозии — для защиты поверхностей, куда может попасть влага и появиться коррозия;
- Защита от ударных нагрузок — там где нельзя обеспечить защиту смазыванием маслом, но необходимо, чтобы на поверхности трения всегда находился смазывающий материал.
К преимуществам можно отнести характеристики:
- Простота подачи в узел трения.
- Смазка легко закладывается в узел трения и в течение долгого времени сохраняет свои свойства, оставаясь в нем;
- Высокая степень адгезии. Смазка, обладая высокой липкостью, прочно держится на поверхностях трения, не стекает, обеспечивая при этом смазку в любой момент времени;
- Снижение шума и вибрации. Благодаря густой консистенции пластичных смазок, они прекрасно выполняют роль демпфера при ударных воздействиях, возникающих при вибрации.
Недостатки:
- Отсутствие охлаждающих свойств. Если у масла одна из функций состоит в охлаждении узла, куда оно подается, то у пластичной смазки такое свойство отсутствует;
- Отсутствие моющих свойств. Если узел подвергается загрязнению, или в нем накапливаются продукты износа, то они будут там копиться до тех пор, пока не станут действовать как абразив. Результат — выход узла из строя и его последующая замена;
- Ограничение по прокачиваемости. Есть ряд показателей, которые позволяют нормировать смазывающие материалы по степени прокачиваемости. Чем гуще смазочный материал, тем он труднее прокачивается по каналам туда, куда требуется подать смазывающий материал.
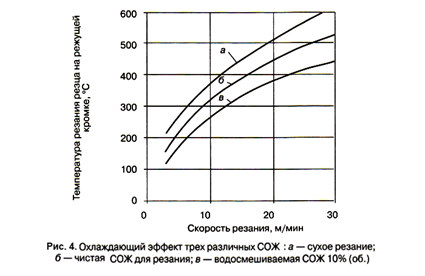
Выбор и применение СОЖ
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается, исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
СОЖ для токарных станков – какую выбрать?
 Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки, нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки, нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке необходимо использовать СОЖ с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ, эмульсола или эмульсии для токарных станков должны быть специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В составтокарной эмульсии для обработки вязких металлов обязательно вводят антизадирные компоненты.
Как выбрать СОЖ для фрезерования?
 Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.






СОЖ для сверления
 Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
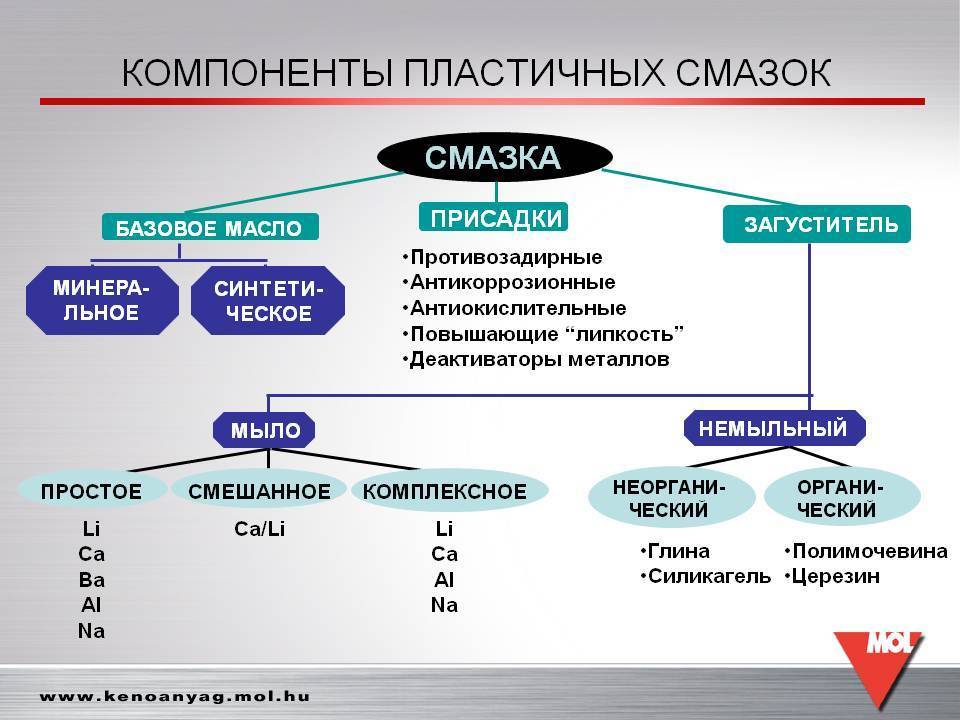
Производство
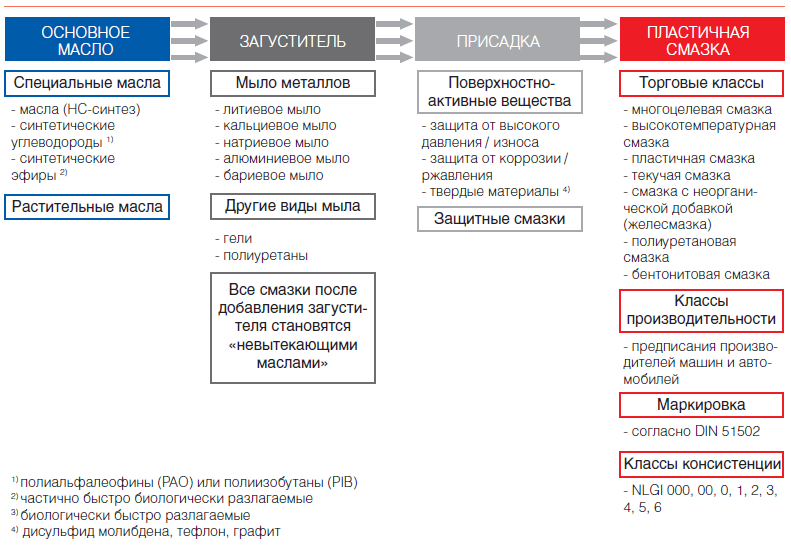
Пластичные смазки изготавливаются из 3 компонентов — базового масла, присадок и загустителя. В качестве базового масла применяются синтетические или минеральные с различной вязкости.
В качестве присадок используют стандартные присадки и модификаторы трения:
- Антиоксиданты;
- Противоизносные/противозадирные компоненты;
- Адгезионные компоненты;
- Ингибиторы коррозии;
- Твердые вещества (графит и дисульфит молибдена).
В качестве загустителя используется два вида компонентов:
- Литиевый или натриевый загуститель, состоящий из жирной кислоты и гидроксида металла;
- Комплексное мыло, состоящее из смеси жирных кислот и гидроксида металла.
Степень густоты загустителя регулируется добавлением модификатора структуры — специального компонента, позволяющего делать загуститель более густым или более жидким. Все основные свойства смазки — степень адгезии, температурная стойкость, стойкость к вымыванию водой, механическая стабильность, определяются именно свойствами загустителя
Не важно, какое базовое масло использовано в смазке, важно на основе какого загустителя она изготовлена. Именно этот показатель определяет применение той или иной смазки
Это интересно: Смазка Литол 24 — характеристики, применение, ГОСТ
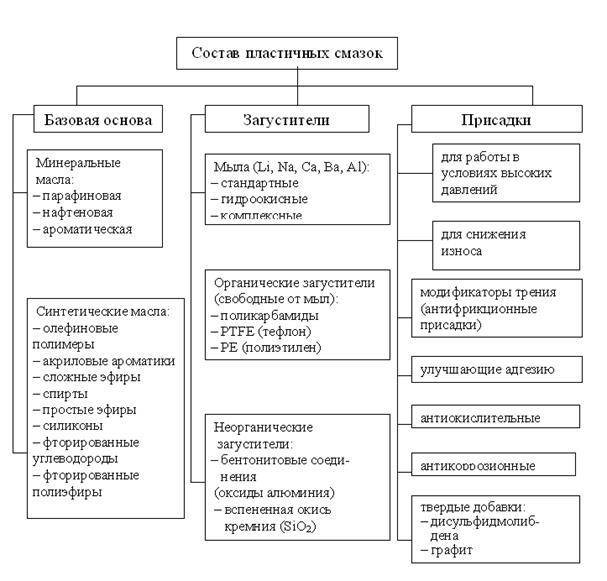
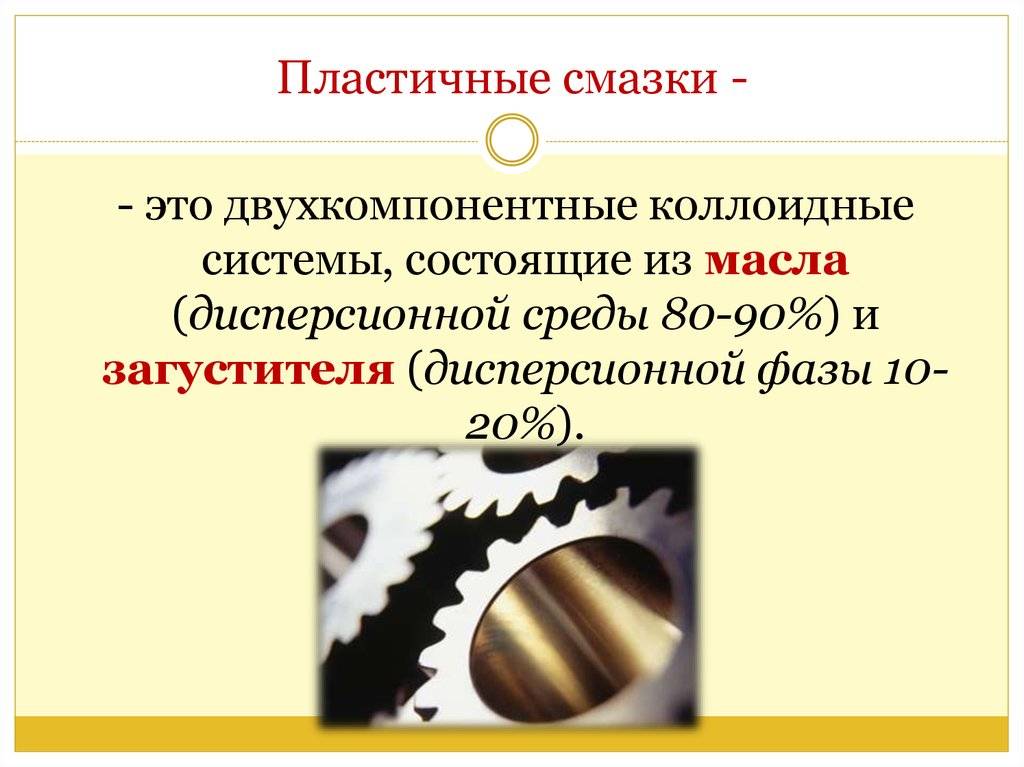
Состав пластичных смазок
Состав пластических смазок обычно выглядит следующим образом:
- масленая основа;
- загуститель;
- присадки.
Масляная основа обычно составляет около 80%, так как даже 10% загустителя может быть достаточно для достижения необходимой консистенции и физических свойств.

Основа В качестве основы применяются синтетические и минеральные масла, которые также используются для производства жидких смазок. Минеральные, то есть нефтяные, масла предварительно подготавливаются. Их очищают с помощью водорода, методом гидроочистки. Это необходимо для снижения сернистости, что позитивно влияет на антиокислительные свойства готового продукта. Такие типы применяются в узлах, которые работают при небольших нагрузках и перепадах рабочих температур.Синтетическую основу применяют в тех случаях, когда необходимо обслуживание высокооборотных узлов. Чаще всего они применяются в скоростных подшипниках и редукторах.
Загуститель. Загуститель составляет до 15% от объема готового продукта. Процесс смешивания основы и загустителя должен выполнятся при определенных условиях, с соблюдением особого температурного режима. Для приготовления используются специальное оборудование, в виде миксеров. После остывания смесь получает свои свойства и структуру, которые не меняются в процессе хранения и эксплуатации.Чаще всего используется мыла жирных кислот, твердые углеводы или неорганические соединения.
Присадки
Присадки занимают наименьшую долю в составе, но их применение очень важно для получения особых технологических свойств. Обычно присадки применяются для:
препятствия окисления самой мазки;
снижения трения во время работы механизмов;
повышения адгезии, чтобы пластичная смазка хорошо удерживалась на рабочей поверхности.

В качестве присадок обычно используются такие материалы как медь, тальк, слюда и графит.
Синтетические литиевые смазки
Синтетические пластичные смазки – это материалы, в которых в качестве базовых используются искусственно синтезированные масла.
Большинство синтетических масел, использующихся в настоящее время в качестве базовых, были разработаны в период с 1920 по 1940 гг. Их стоимость даже сейчас остается достаточно высокой, поэтому доля синтетических пластичных смазок на рынке смазочных материалов составляет лишь небольшую часть.



Благодаря более высокой термостойкости, механической и химической стабильности эти материалы эффективно применяются в различных узлах трения, в том числе в парах трения «металл-пластмассы и «металл-эластомеры».
Силиконовые смазки
Силиконовые – еще один вид синтетических смазок. Эти материалы в качестве базового компонента используют силиконовые масла.
Силиконовые литиевые смазки характеризуются следующими особенностями:
- Широким диапазоном рабочих температур
- Высокой адгезией
- Безопасностью – не оказывают физиологического воздействия на организм человека
- Высокими диэлектрическими свойствами
- Химической инертностью и стойкостью
- Продолжительным сроком эксплуатации
- Отличными водоотталкивающими свойствами
- Низким коэффициентом трения
Из недостатков можно упомянуть тот факт, что силиконовые литиевые смазки обладают невысокой несущей способностью.
Эфирные смазки
Основное достоинство литиевых смазок, изготовленных на базе синтетических эфирных масел, является их способность работать при высоких скоростях. Фактор скорости Dnтаких материалов достигает значений 1300000 мм⋅об/мин и выше.
Эфирные литиевые смазки характеризуются следующими преимуществами:
- Устойчивостью к смыванию и водостойкостью
- Хорошими антикоррозионными свойствами
- Долгим сроком эксплуатации
- Обладают шумоподавляющим эффектом
Полиальфаолефиновые смазки
Среди синтетических материалов этой группы наиболее популярными стали полиальфаолефиновые (ПАО) литиевые смазки.
Использование ПАО-масел в качестве базовых обеспечивает литиевым смазкам дополнительные достоинства:
- Высокие антикоррозионные свойства
- Более низкие температуры застывания
- Высокую стойкость к окислению и термостабильность
- Невысокая коксуемость и больший индекс вязкости по сравнению с минеральными маслами.
Назначение
Смазочные материалы широко применяются в современной технике с целью уменьшения трения в движущихся механизмах (двигатели, подшипники, редукторы, и.т д) и с целью уменьшения трения при механической обработке конструкционных и других материалов на станках (точение, фрезерование, шлифование и т. д.).
В зависимости от назначения и условий работы смазочных материалов (смазок), они бывают – твёрдыми (например, графит), – полутвёрдыми (например, пластичные или консистентные смазки), – полужидкими (например, солидолы), – жидкими (например, машинные масла), – газообразными (например, азот).
Смазка силиконовая для машины: что нужно знать
Прежде всего, автомобильные силиконовые смазки могут быть жидкими, в виде аэрозолей, а также пластичными или густыми. При этом нужно знать, как использовать данное вещество.
Дело в том, что в зависимости от типа их активно применяют для обработки шин, пластиковых деталей, элементов из резины, деталей подвески автомобиля, рулевого управления и т.д.
Силиконовая смазка имеет высокую проникающую способность, может использоваться при любых температурах, не теряет своей текучести в морозы и не испаряется в жару. Само вещество не горючее, то есть, нет рисков возгорания. Также не является проводником тока, вещество выступает своего рода изолятором.
Силикон безопасен для здоровья человека, не вызывает повреждений или ожогов кожи и т.д. Такая смазка хорошо защищает поверхность от разрушения и коррозии, легко удерживается на поверхностях из пластика, стекла, резины и т.д.
При этом изделия из резины не размягчаются, не становятся рыхлыми, что позволяет активно использовать данное решение для защиты. Силиконовая смазка формирует на поверхности защитную пленку, которая не пропускает влагу.
Основой для отдельных смазочных силиконовых средств является тефлон. При этом создаваемый слой позволяет защитить детали от ржавчины и окислений на механизм, созданная на поверхности пленка достаточно устойчива к соленой воде, и щелочным растворам, а также кислотам слабой агрессивности.
Что представляют собой сухие смазки?
Некоторые сухие смазки (например, графит, дисульфид молибдена) имеют природное происхождение. Они известны и используются уже много веков.К сухим смазкам также относятся
- Некоторые металлы (например медь, цинк, олово)
- Политетрафторэтилен (фторопласт)
- Нитрид бора
- Сульфиды, фосфаты, оксиды, фториды металлов
- Полиамид
- Специальные полимеры
- Другие вещества, которые под механическим воздействием образуют на контактирующих поверхностях слой покрытия в виде тонкой пленки
Механизм действия большинства сухих смазок основан на слоистой структуре их частиц. Их атомные слои легко смещаются друг относительно друга, зато выдерживают высокую нагрузку в перпендикулярном направлении. Сухие смазки используются самостоятельно, в виде порошков, могут образовывать пленочные покрытия, выступать в качестве наполнителей и добавок в пастах, дисперсиях, маслах, пластичных смазках, работать в матрице других твердосмазочных материалов.
| Коэффициент трения сухих смазок может достигать рекордно низких значений до 0,02. У большинства таких материалов он находится в интервале 0,05-0,15. Интервал температур возможного применения материалов на основе твердосмазочных композиций составляет от -250 до +1400 °С и более. |
Важным условием эффективности сухих смазок является мелкодисперсность частиц порошка. Чем меньший размер имеют частицы, тем лучше проявляются смазочные свойства состава.
Применение
Пластичные смазки многофункциональны, однако можно выделить 5 основных:
- Защита от износа — одна из основных функций;
- Герметизация подшипников — для того, чтобы не допустить попадания в узел воздуха, газов, жидкостей;
- Защита от кавитации — для снижения вибрации и шума в узле трения;
- Защита от коррозии — для защиты поверхностей, куда может попасть влага и появиться коррозия;
- Защита от ударных нагрузок — там где нельзя обеспечить защиту смазыванием маслом, но необходимо, чтобы на поверхности трения всегда находился смазывающий материал.
К преимуществам можно отнести характеристики:
- Простота подачи в узел трения.
- Смазка легко закладывается в узел трения и в течение долгого времени сохраняет свои свойства, оставаясь в нем;
- Высокая степень адгезии. Смазка, обладая высокой липкостью, прочно держится на поверхностях трения, не стекает, обеспечивая при этом смазку в любой момент времени;
- Снижение шума и вибрации. Благодаря густой консистенции пластичных смазок, они прекрасно выполняют роль демпфера при ударных воздействиях, возникающих при вибрации.
Недостатки:
- Отсутствие охлаждающих свойств. Если у масла одна из функций состоит в охлаждении узла, куда оно подается, то у пластичной смазки такое свойство отсутствует;
- Отсутствие моющих свойств. Если узел подвергается загрязнению, или в нем накапливаются продукты износа, то они будут там копиться до тех пор, пока не станут действовать как абразив. Результат — выход узла из строя и его последующая замена;
- Ограничение по прокачиваемости. Есть ряд показателей, которые позволяют нормировать смазывающие материалы по степени прокачиваемости. Чем гуще смазочный материал, тем он труднее прокачивается по каналам туда, куда требуется подать смазывающий материал.