

Шпиндельный узел для ЧПУ
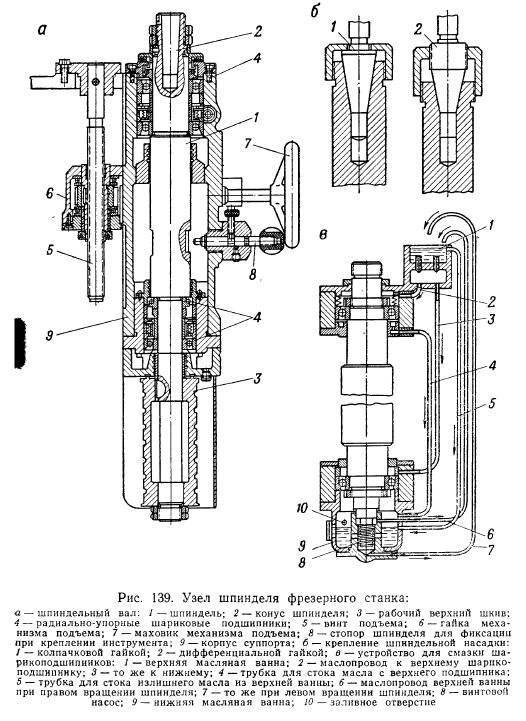
Конструкция шпинделя на станках с ЧПУ отличается от обычных. Есть, как традиционного исполнения, с приводом от отдельно стоящего электродвигателя через коробку передач, так и с системами поворота фрезы.
Отдельный распространённый на небольших современных станках вид – шпиндель с автономным приводом.

Шпиндель с двигателем мощностью 1,5 кВт.
Применяется на станках, где фреза перемещается относительно заготовки в разных плоскостях. При этом передать вращение от двигателя и коробки скоростей механически затруднительно, так как положение шпинделя относительно станины постоянно меняется.
Примерные характеристики такого шпинделя для небольшого станка в домашней мастерской:
- мощность двигателя 500 Вт;
- число оборотов 12 000 об/мин;
- воздушное охлаждение;
- электрическая регулировка оборотов (без коробки скоростей);
- биение вала 0,01 – 0,003 мм.
На более мощных станках идет более мощный двигатель, до 9 кВт, иногда он имеет водяную систему охлаждения.
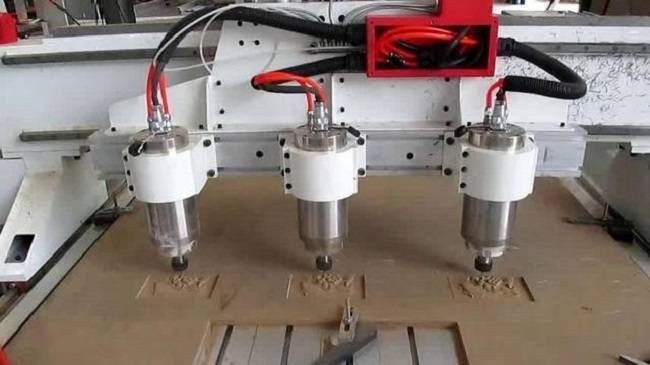
Автономный двигатель на 3 шпиндельном станке
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Обработка шлицевых поверхностей
Фрезерование шлицевого вала
Нарезка шлиц на валу
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Шпиндели для станка с ЧПУ
- Как выбрать привод шпинделя?
- Выбор типа охлаждения шпинделя
- Выбор скорости и мощности шпинделя

Применение бесколлекторных шпинделей
К изобретению бесколлекторных шпинделей инженеров привела потребность в высокоскоростной обработке. Шпиндели на основе электрического бесщеточного (BLDC) двигателя используются для гравировки, фрезерования и сверления разных материалов. Конструкция подобных шпинделей основывается на роторе с постоянными магнитами и статора с обмотками.

Принцип работы бесколлекторных шпинделей
Чаще всего бесколлекторные (бесщеточные) шпиндели работают на основе трехфазного двигателя. Принцип работы бесколлекторных шпинделей на подобном двигателе прост: короткозамкнутый ротор со своим магнитным полем помещается в бегущее магнитное поле трехфазного статора. Ротор начинает вращаться из-за взаимодействия своего магнитного поля и поля статора, с немного меньшей скоростью. Подобная конструкция шпинделя позволяет обрабатывать материалы на высоких скоростях, и это происходит за счет следующих факторов:
- уменьшенный вес ротора, достигнутый использованием легких материалов с выраженными магнитными свойствами, позволяет шпинделю выдавать большее количество оборотов в минуту;
- вытянутая цилиндрическая форма шпинделя позволяет наиболее эффективно использовать производительность устройства и повысить его КПД при компактных размерах устройства. Благодаря этому, современный бесщеточный шпиндель имеет компактные размеры при низкой потребляемой мощности. Подобный шпиндель был бы очень подходящим при использовании в настольном ЧПУ станке по металлу при обработке стали, чугуна, дерева, пластика, драг. камней и других, самых различных, материалов.
Регулирование скорости бесщеточного шпинделя
Скорость бесколлекторного шпинделя регулируется преобразованием частоты 3-хфазного тока и напряжения. С этой целью используются частотные преобразователи, которые всегда используются с двигателями асинхронного типа. Важная памятка: мощность шпинделя и частотного преобразователя должны совпадать.
Цены на бесщеточные шпиндели существенно разнятся на рынке станкооборудования. DARXTON предлагает купить бесколлекторный шпиндель по приятной цене. Если у вас появились вопросы, свяжитесь с нашими специалистами по почте info@darxton.ru
Установка
Воздушная система охлаждения представляет собой обыкновенный встроенный винт, который приводится в действие вращением вала шпинделя. Для подключения жидкостной системы охлаждения потребуется присоединить шпиндель к заправочной емкости с использованием подходящих трубок и фитингов.
Кроме систем жидкостного охлаждения, для установки большинства шпинделей на станок также используются специальные преобразователи частот, посредством которых регулируется подаваемая мощность на двигатель. Диапазон мощности каждого преобразователя должен соответствовать потребляемой энергии шпинделя для того, чтобы не снизить продуктивность работы устройства. Некоторые специалисты рекомендуют рассчитывать мощность преобразователя с запасом, чтобы возможности подачи энергии на двигатель превышали максимальную мощность шпинделя. Для подключения достаточно присоединить контакты на шпинделе к соответствующим разъемам на преобразователе.
Разновидности шпинделей по типу использования
Шпиндели делятся в зависимости от предусмотренной мощности.
Маломощные шпиндели — работают в диапазонах 800-1000 Вт. Такие устройства подходят для работы с тонкой фанерой, стружечным композитными материалами и любым другим нетвердым древесным массивом.
Средняя мощность — шпинделей классифицируется диапазонами от 1500/2200 Вт и выше. Имея в распоряжении такой шпиндель, станок с ЧПУ может обрабатывать более твердую древесину.
Высокая мощность — шпинделя классифицируется диапазонами от 3500-6500 Вт и выше. Такие шпиндели могут обрабатывать твердые породы древесины и мягкие металлы, типо алюминия.
Шпиндели по металлу — у них отдельно вынесен шпиндель двигателя из-за чего у них более мощный крутящий момент на ту же мощность шпинделя. Втаком случае можность шпинделя будет зависеть также от желаемой скорости обработки металла и жесткости металла.
Важно отметить, что производитель шпинделя, вне зависимости от заявочной мощности, может давать рекомендации по типу использования. Некоторые шпиндели рекомендуются для раскроя и гравировки, а другие могут выполнять все типы работ, в том числе и фрезерную резку
Также, шпиндели делятся на две группы по мощности — от скорости вращения и от крутящего момента.
Тоесть шпиндель мощьностью 1,5кВт может быть разный по крутящему моменту или по скорости вращения. ДЛя твердых матерриалов важен больше крутящий помент, для мягких больше важна скорость вращения фрезы.
Конструкция и технические особенности
Главные компоненты технической характеристики:
- мощность;
- частота вращения вала;
Фрезерный шпиндель
Данные о мощности установки позволяют определить материал пригодный для работы.
Так, для:
- фанеры, дерево-стружечной плиты, МДФ, пластмасс достаточно мощности в 800 Вт;
- дерева, текстолита, мягких сплавов — 1,5 тыс. Вт;
- камня, стали — 3 тыс.Вт.
Знание частоты оборотов позволяет установить рабочий режим станка с учетом особенностей материала.
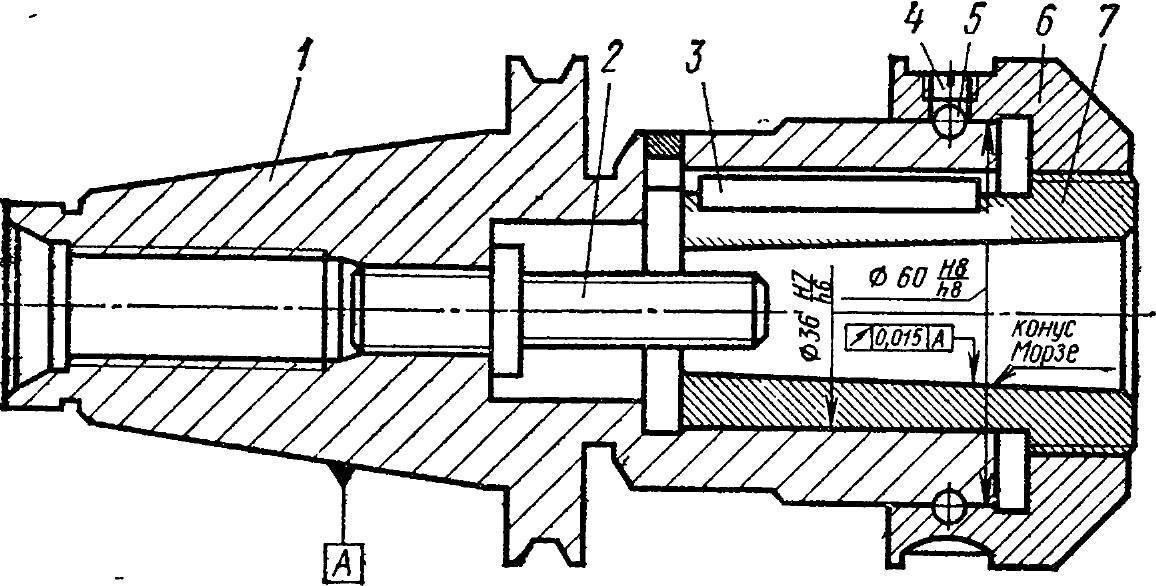
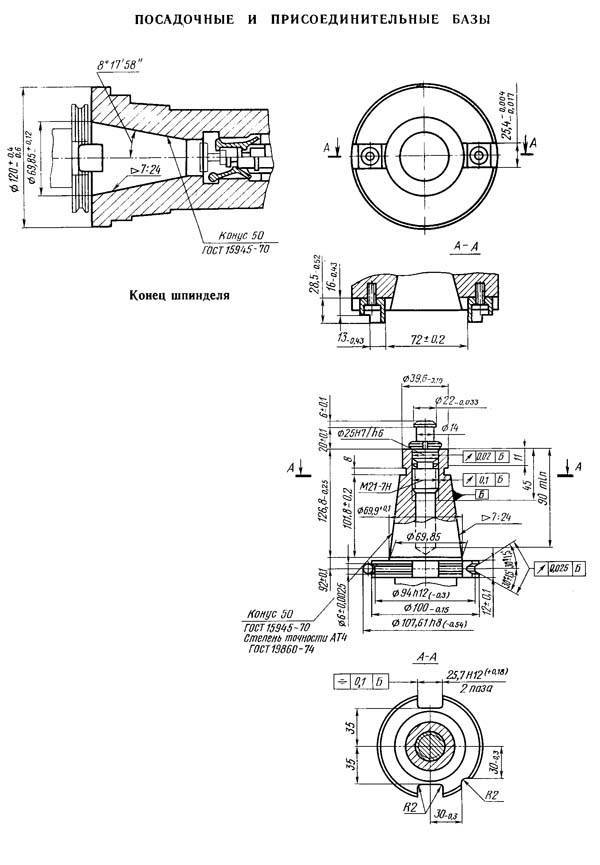
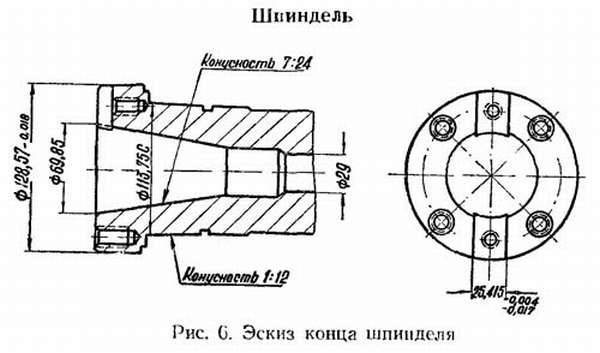
Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO -конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты: ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
DV ,SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
NMTB (от англ. National Machine Tool Builders Association),NST ,NT . Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
CAT ,CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
NFE 62540 — французский стандарт.
IS 2340 ,IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
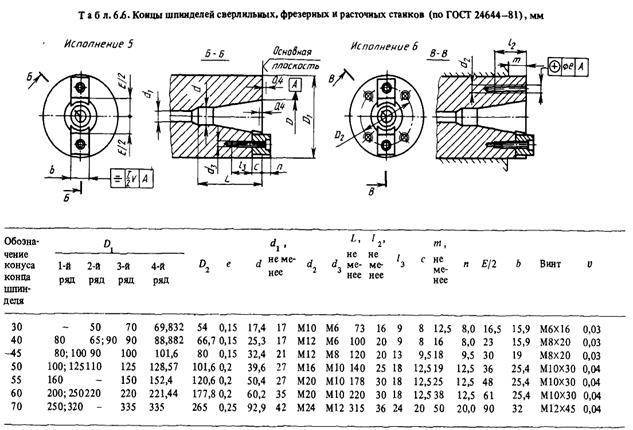
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D
обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда),L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланцаDF примерно одинаков у всех конструктивных разновидностей. Конус с фланцем для автоматической смены инструмента
| Конус | D | L | Резьба | DF |
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
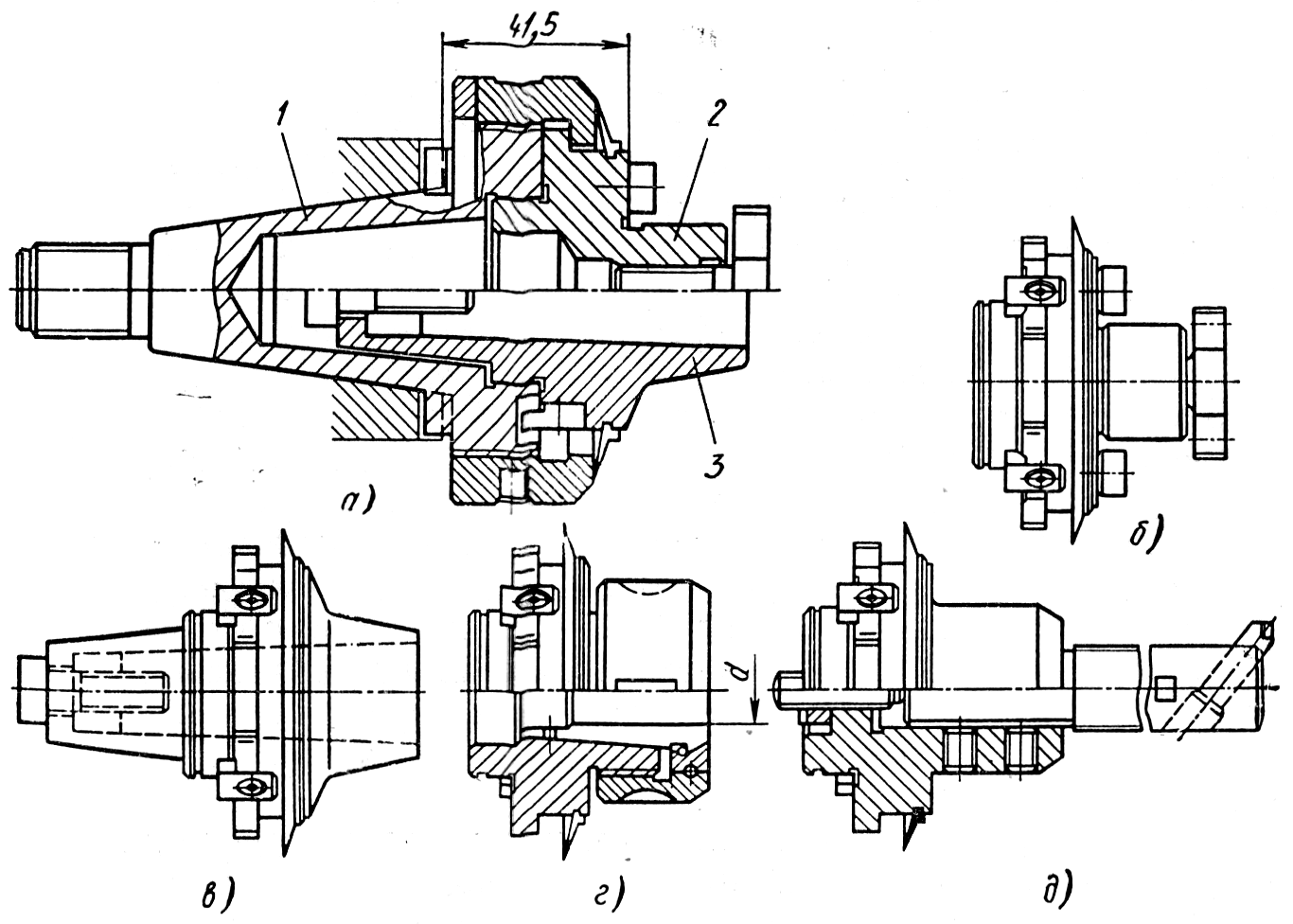
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A
,U ,J . Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквойD ) или боковой через фланец (буквойF ).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Способы охлаждения
Механическая обработка металла и других материалов становится причиной повышения температуры шпинделя. Это связано с тем, что из-за трения нагревается насадка, по которой высокая температура передается самому шпинделю. Именно поэтому фрезерный шпиндель высокопроизводительного оборудования снабжается специальными элементами охлаждения. Выделяют два типа охлаждения:
- Водяное применяется на протяжении длительного периода. В этом случае шпиндель для фрезера снабжается специальными отверстиями, через которые происходит подача охлаждающей жидкости. Она вбирает часть тепла, после чего удаляется в специальную емкость. Подобный способ снижения температуры металла характеризуется меньшей популярностью, так как с удалением жидкости может возникнуть довольно много трудностей.
- В последнее время все чаще встречается системы воздушного охлаждения. Она характеризуется тем, что в устройстве есть специальные отверстия, через которые воздух подается под большим давлением. Единственным недостатком подобного метода можно назвать скопление загрязняющих веществ на фильтре, так как при механической обработке образуется довольно много стружки и пыли.
За счет установки охлаждения есть возможность существенно повысить показатель производительности
Именно поэтому подобный узел является важной неотъемлемой частью оборудования с ЧПУ
Технические параметры
Рассматриваемое устройство отличается неограниченным количеством свойств. Основными техническими спецификами станка для фрезеровочных работ по металлу можно назвать приведенные ниже моменты:
- Мощность. В большинстве случаев параметр мощности связана с параметрами поставленного электродвигателя. Меряется критерий в Вт, может варьировать в довольно обширном диапазоне. Выбор по мощности проходит в согласии с сферой использования станка.
- Скорость вращения. Шпиндель станка для фрезеровочных работ может вращаться с разной скоростью. При этом самые новые модели отличаются тем, что могут менять частоту вращения ступенчато или медленно.
Шпиндельный станок для фрезеровальных работ также классифицируется по сфере использования. В зависимости от параметра мощности выделяют следующие модели:
- Для обработки полимерных материалов и Дсп, а еще МДФ подойдут модели, мощность которых составляет 800 Вт. Они обходятся в относительно маленькую сумму, как правило ставятся в мастерской дома.
- Дерево, мягкие разноцветные сплавы, текстолит отличаются очень высокой степенью обрабатываемости. Собственно поэтому рекомендованная мощность станка составляет 1500 Вт.
- Распространенные стали, камень и твёрдые сплавы могут подвергаться обработке механическим путем при мощности 3000 Вт. Этого вполне хватает, чтобы фреза врезалась в материалы с очень высокой твердостью.
Необходимо помнить про то, что слишком большая мощность не всегда считается преимуществом оборудования. Это связан с большим коэффициентом потребления энергии и ценой
При подборе часто уделяют внимание и ступенчатости проводимой регулировки
Разные схемы фрезеровочных станков также обуславливают следующие характеристики:
- Критерий КПД достигает до 95%. Благодаря этому значительно уменьшаются энергетические расходы, увеличивается результативность использования станков.
- Высокая прочность и надежность. При качественном изготовлении устройство скорее всего прослужит в течении очень длительного периода.
- Особенности конструкции дают возможность использовать оборудование в течении долгого периода без остановок. Это связано с наличием системы охлаждения.
В большинстве случаев характеристики эксплуатации шпинделя зависят от сфере использования, необходимой точности обработки. По мимо этого, очень высокая степень обрабатываемости обеспечивается за счёт охлаждения.
Толщина плитки с клеем на стену и пол минимальная толщина клея, как рассчитать
1 Общие сведения о шпинделях
Шпиндель, по сути, это обыкновенный вращающийся вал, который прикреплен к элементу фрезерного станка по металлу и дереву с ЧПУ. Этот механизм для фрезерного станка является двигателем передачи так называемого вращательного движения от прибора скоростей на станочную фрезу, являющуюся главным режущим инструментом.
Именно от точности вращения вала, а также от виброустойчивости его бесколлекторного двигателя, зависит то, насколько точной и аккуратной будет происходить обработка деталей и запчастей станком с ЧПУ по металлу и дереву.
На самодельный или заводской фрезерный станок по металлу и дереву с системой ЧПУ шпиндель устанавливают на специальном подвижном портале, который в процессе работы перемещает шпиндель вместе с закрепленной в нем цангой по трем осям: в плоскости станочного стола и по оси «Z» (то есть, в глубину).
Станок с тремя шпинделями по 2,2кВт
Проще говоря, движение передает станочной фрезе через узел, без возможных дополнительных искажений от передаточных станочных механизмов.
1.1 Технические параметры
Шпинделя различаются как по техническим параметрам, так и по предназначению, существует:
- двухшпиндельный фрезерный станок с ЧПУ (для фрезерного станка с ЧПУ по дереву и металлу);
- с вертикально-поворотным действием (для произведения сложных работ своими руками по дереву и металлу на фрезерных установках с системой ЧПУ);
- электрошпиндель (в том числе и самодельный, изготовленный своими руками);
- самодельный, сделанный своими руками электрошпиндель или шпиндель с вертикально-поворотным механизмом работы. Как правило, данные детали, сделанные своими руками, имеют достаточно малый эксплуатационный срок и им нужен постоянный ремонт;
- шпиндель для обработки торца. В такой модели головка шпинделя соединена двумя твердосплавными кассетами, а также головка оснащена двумя кассетами для обработки фаски с заданным углом.
Кроме того, валы для фрезерного станка различаются еще по затрачиваемой мощности и предельно возможному количеству совершаемых оборотов.
Образец работы фрезерного станка
Предельно возможное количество совершаемых оборотов определяется имеющимся де-факто режимом эксплуатации и работы станка и его сферы применения:
- гравирование;
- раскрой;
- фрезеровка.
Более того, имеются дополнительные режимы, где попросту неизбежно привлечение дополнительного инструментария. В целом же, для гравировальных работ чаще всего пользуются вертикально-поворотным шпинделем.
Для скоростной фрезеровки вертикально, наиболее предпочтителен электрошпиндель (в том числе самодельный электрошпиндель, произведенный своими руками).
Затрачиваемая мощность шпинделя полностью зависит от типа расходного материала. Например, мощности в 800 Вт будет более чем достаточно для точной и скоростной обработки картона и фанеры, тогда как шпиндель имеющий мощность в 1,5 кВт (двухшпиндельный вариант) идеально подойдет для фрезерной обработки пластика, древесины и различных тонких металлов.
Модель с мощностью 3-4 кВт и вертикально-поворотным механизмом работы будет наиболее предпочтительна для скоростной и точной обработки каменных элементов.
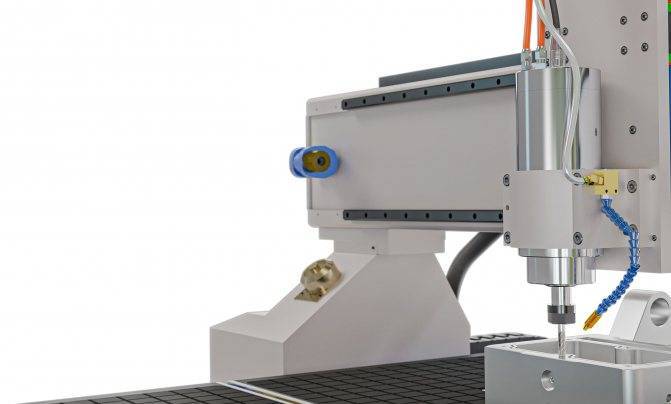
Шпиндель фрезерного станка с ЧПУ с воздушным охлажденим
- Узел частотного преобразователя станка (инвертор) без вала работать не может, и именно поэтому, дабы не допустить перебоев и различных поломок, требующих затем дорогостоящий и долгий ремонт, мощности двух этих механизмов всегда должны быть абсолютно идентичными.
Важно понимать, что в случае необходимости замены шпинделя (например, если производится ремонт) с небольшими рабочими оборотами на куда более мощный, обязательно следует убедиться в том, что был заменен и узел частотного преобразователя (инвертор)
1.2 Преимущества применения
Основные и наиболее значимые преимущества шпинделей следующие:
- предельно высокий коэффициент полезного действия (так называемый КПД), который достигает отметки в 80-95%;
- прочные элементы конструкции. Шпиндель весьма износоустойчив и прочен. Головка шпинделей новейших моделей и их внешняя оболочка сделана из бронзы и ей редко нужен ремонт;
- высокий эксплуатационный срок работы механических элементов шпинделя (головка, механизм крепежа и так далее), не требующих частый ремонт.
И все это благодаря тому, что как обычные шпиндели, так и шпиндели вертикально с двумя головками не имеют трущихся или же истирающихся элементов и у них почти полностью отсутствует эффект размагничивания магнитных элементов (головка, ротор и так далее).
Классификация
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12
При разнообразии фрезерных станков и шпинделей к ним проще их классифицировать по техническим характеристикам:
- Фрезерный шпиндель поворотного типа. Часто изготавливается самостоятельно.
- Вертикально-поворотные механизмы.
- Оборудование с двумя шпинделями.
- Механизмы, применяемые при работе с торцевыми частями.
- Вертикально-поворотные конструкции для ручной обработки.
Если говорить о применении шпинделей в домашних условиях, можно выделить граверы. Их часто устанавливают на самодельных фрезеровочных станках. Однако, эти машинки имеют серьёзный недостаток. Из-за слабого крутящего момента, металл обрабатывается с большим трудом. Чаще всего таким оборудованием обрабатывают древесину или пластик.
Бормашинка
Часто эти приспособления сравниваются с граверами. Главное отличие — сохранение крутящего момента независимо от изменения оборотов. Также бормашинки комплектуются патронным зажимом и работают они тише, чем граверы.
Dc мотор
Специальный механизм, который комплектуется ЧПУ. Работает тихо и не создаёт вибраций. Благодаря наличию ЧПУ, появляется возможность изменять мощность при работе. Ключевой недостаток dc мотора — это плохая система охлаждения, и как следствие быстрый перегрев при работе с твёрдыми материалами. Чтобы не повредить металлические заготовки и не вывести двигатель из строя, требуется дополнительное охлаждение.

DC мотор
Прямошлифовальная машина
Часто это оборудование используют в качестве фрезеровочного шпинделя. С его помощью можно обрабатывать как дерево, так и металл. В комплекте отсутствует устройство для регулировки мощности, что снижает функционал прямошлифовальной машины. Также при работе с металлом она издаёт громкие звуки.
Фрезер sparky
Используется в качестве поворотного фрезерного шпинделя. Достоинствами этого оборудования является большая мощность, высокая производительность и возможность регулировать обороты. Также на фрезерах Sparky хорошее охлаждение, которое не позволяет обрабатываемым материалам перегреваться. Используются для работы с деревом и металлом.
Фрезер kress
Отличное соотношение цена/качество. Могут комплектоваться системами ЧПУ. Высокая производительность, возможность регулировать обороты. Возможно работать с различными материалами.
Профессиональный шпиндель
Это механизм, который был разработан специально для фрезерных станков. На нём устанавливается водное охлаждение, что позволяет работать длительное время без риска испортить заготовку. Характерные особенности этого оборудования — высокая точность и надёжность. Тихий при эксплуатации. Главный недостаток — высокая стоимость.
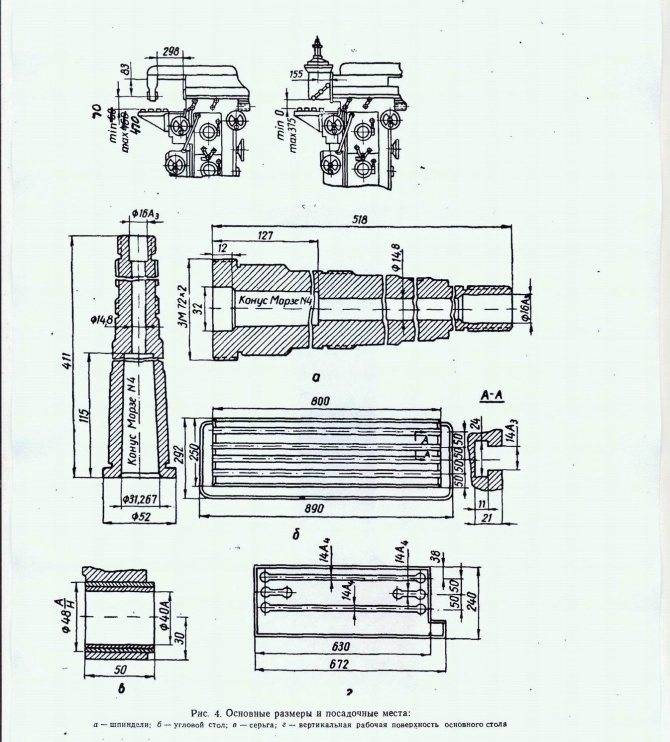
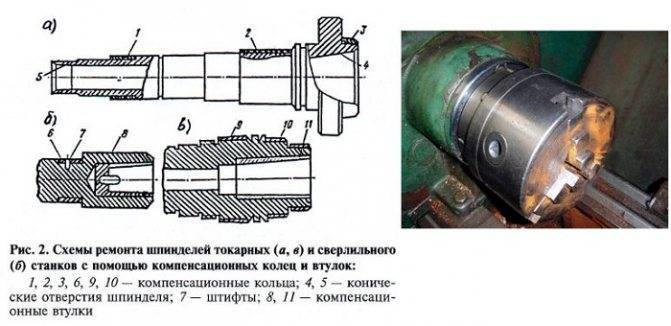
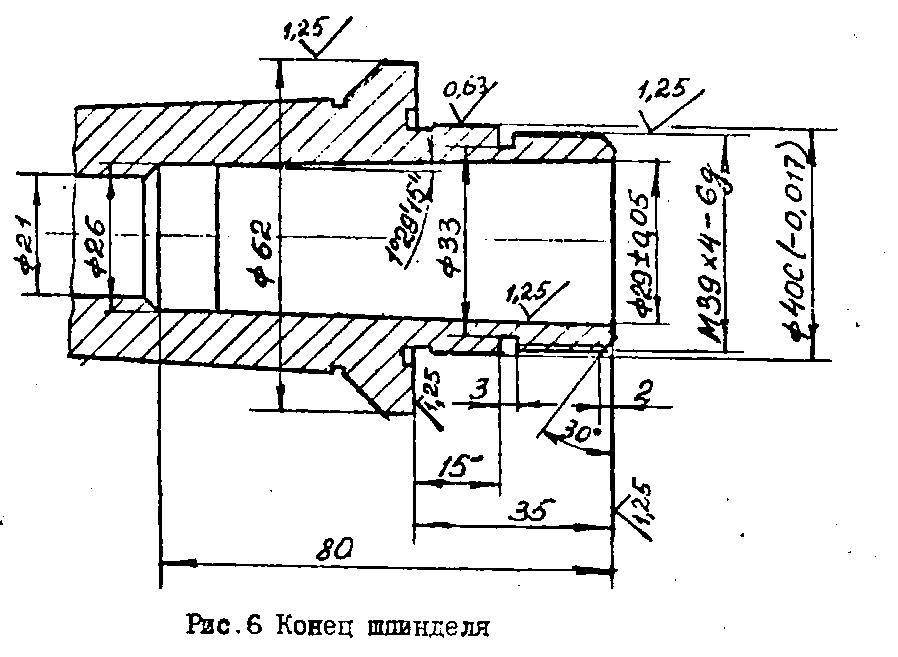
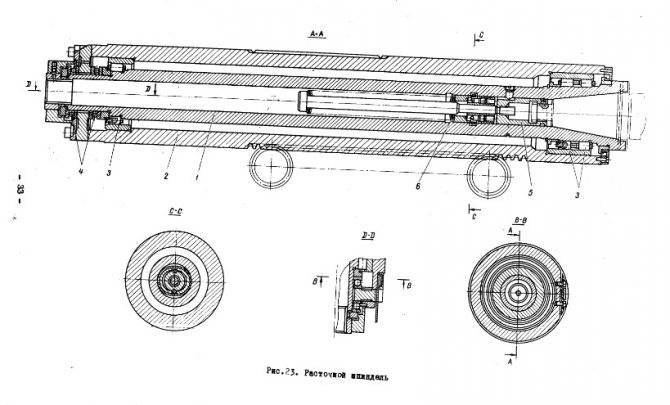
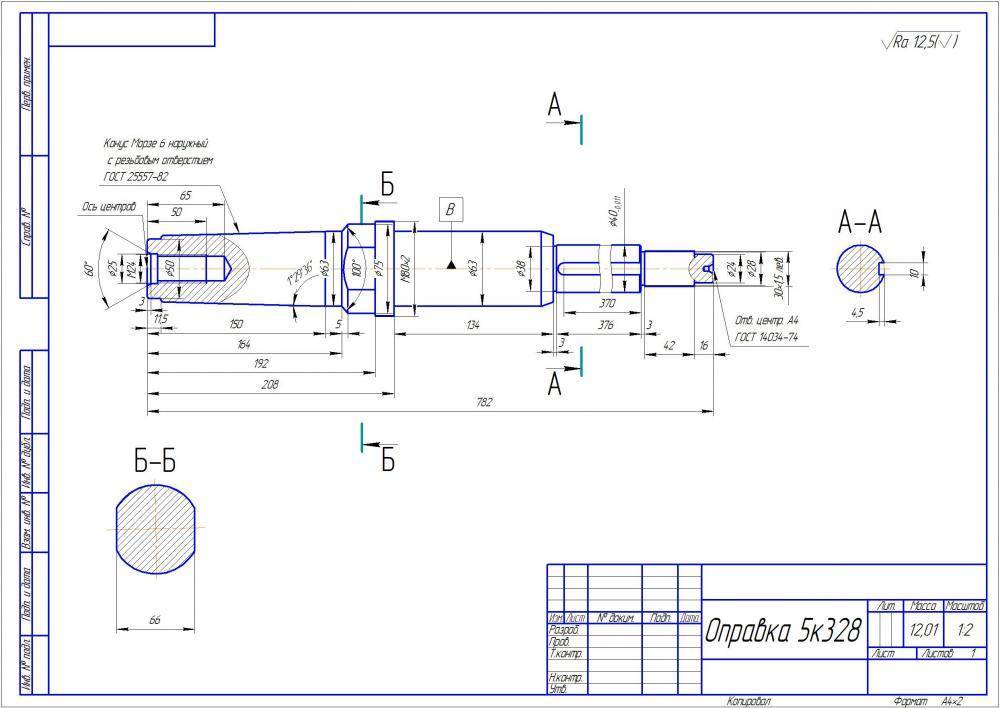
Технологический маршрут ремонта шпинделя
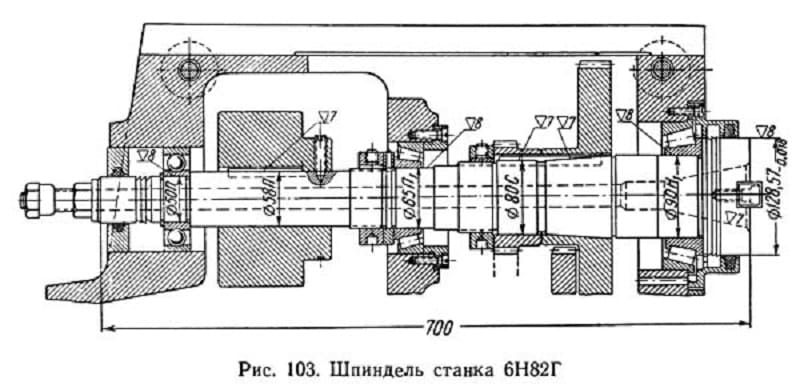
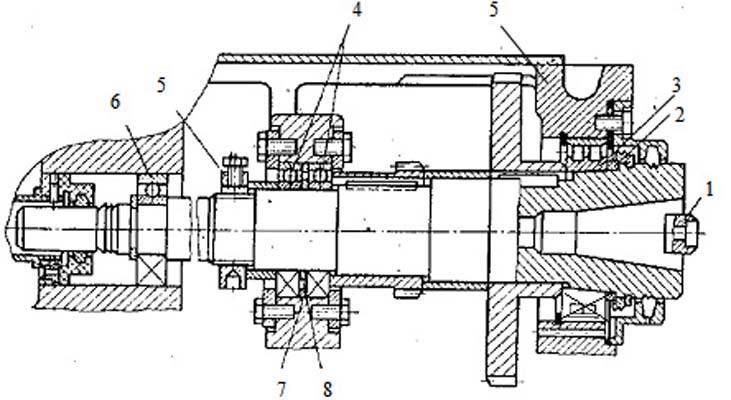
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — 1 составляет 0,04 мм
- биение поверхности 6 — — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм
- износ поверхности 3 — Ø59,95 мм
- износ поверхности 4 — х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм
- износ поверхности 6 — Ø69,87 мм
- износ поверхности 7 — х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм
- износ поверхности 11 — 6,07 мм
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Паспорт станка 2620
Данное руководство по эксплуатации «Паспорт станка 2620» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2620.
НАЗНАЧЕНИЕ РАСПАКОВКА И ТРАНСПОРТИРОВКА МОНТАЖ И УСТАНОВКА
- Фундамент
- Монтаж станка
- Установка станка
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ ПАСПОРТ
- Паспортные данные
- Механика станка
- Комплектация станка
- Органы управления станка
- Кинематика станка
- ОПИСАНИЕ
- Общее устройство станка
- Конструкция узлов станка
- Станина
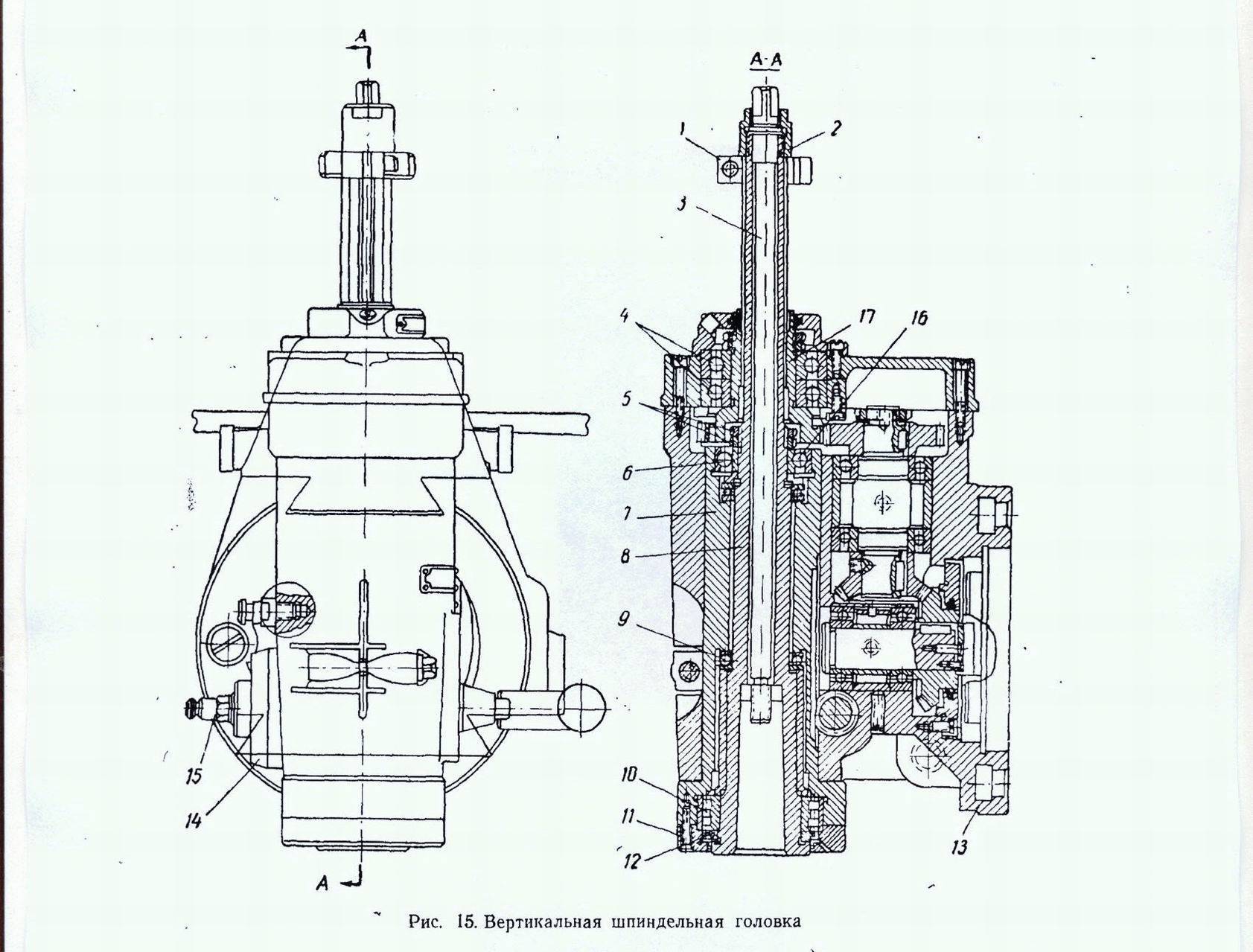
- Шпиндельная бабка
- Стол
- Задняя стойка
- Электрооборудование па станке
- Принадлежности
- Оптические устройства
- Электрооборудование
- Кинематика станка
ОПИСАНИЕ
- Цепь главного движения
- Цепь подач
- Управление станком
- Вращение
- Перемещение подвижных органов станка
- Зажимы подвижных органов станка
- Блокировки станка
СМАЗКА УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
- Измерение перемещений подвижных органов станка
- Оптические устройства
- Механизм точного останова по координатам
- Принцип действия механизмов точного останова
- Установка шкалы индикатора механизма точного останова
- Настройка штанг с упорами
- Нарезание резьбы
ИНСТРУКЦИЯ ПО РЕГУЛИРОВКЕ
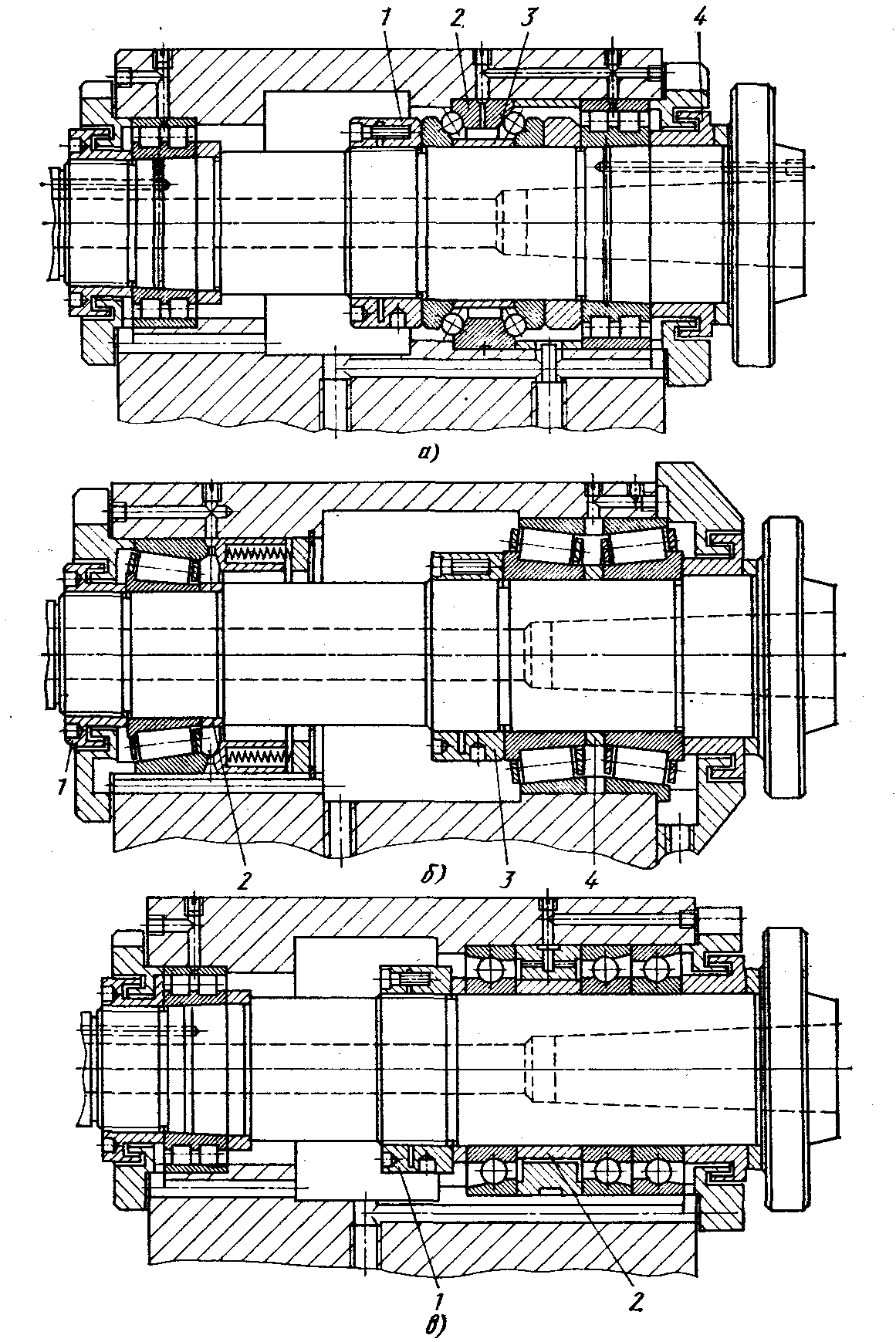
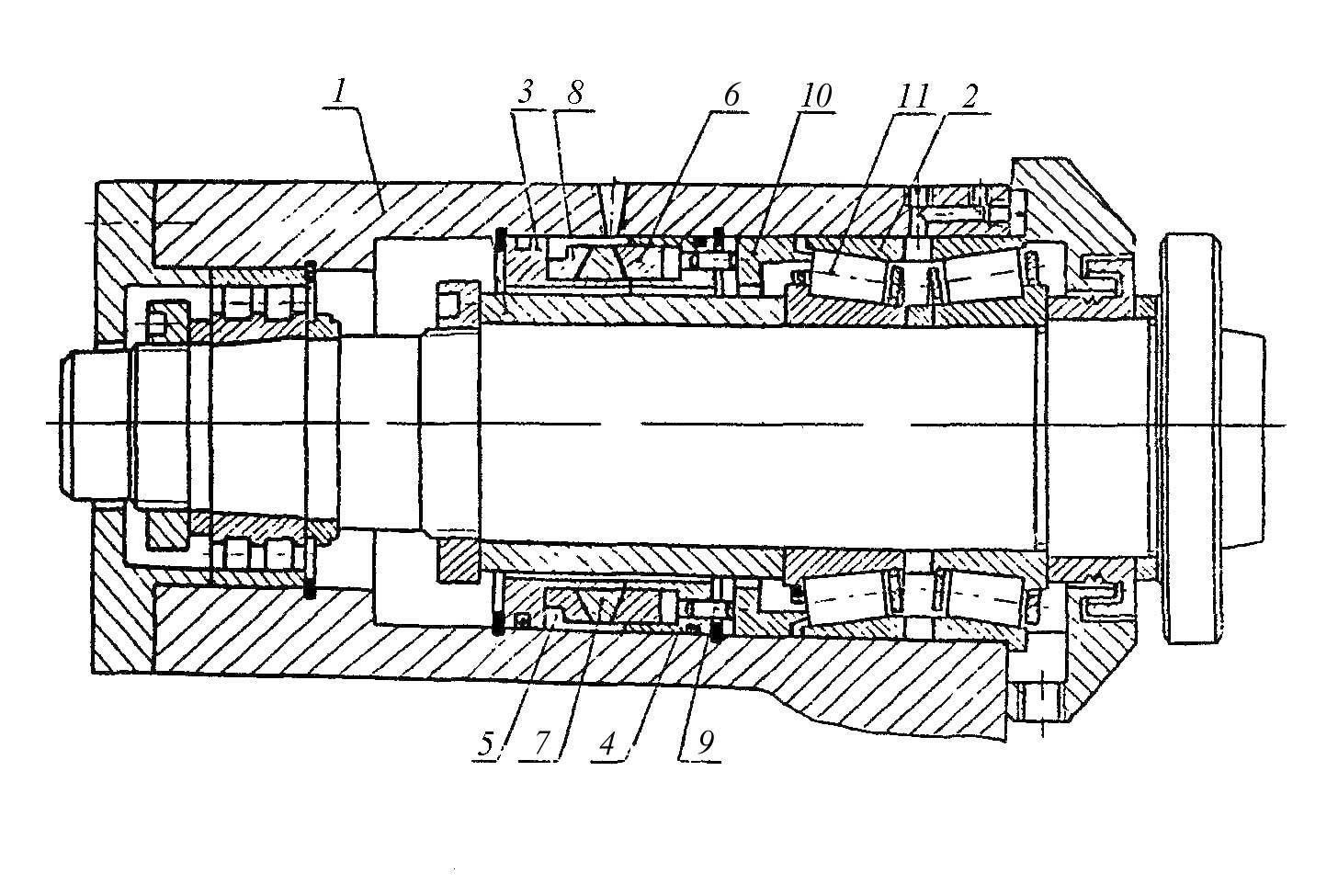
- Регулировка подшипников шпиндельного устройства
- Полый шпиндель (станков моделей 2620 и 2620А)
- Полый шпиндель (станков моделей 2622 и 2622А)
- Шпиндель планшайбы
- Расточный шпиндель
- Регулировка зазора в винтовой паре привода перемещения радиального суппорта (для станков моделей 2620 и 2620А)
- Регулировка упорных шарикоподшипников опоры винта в хвостовой части
- Регулировка центрального предохранителя от перегрузки
- Порядок регулировки
- Регулировка зажимных устройств
- Зажим шпиндельной бабки
- Зажим поворотного стола
- Регулировка зажимов
- Регулировка устройства отсчета угла поворота стола через каждые 90°
УКАЗАНИЯ ПО РЕМОНТУ
- Ремонт станка
- Особые указания о возможных ошибках при ремонте
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
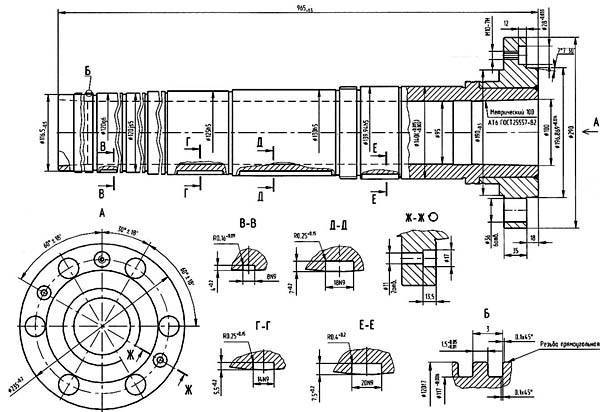
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.





