

Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.

Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах
Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
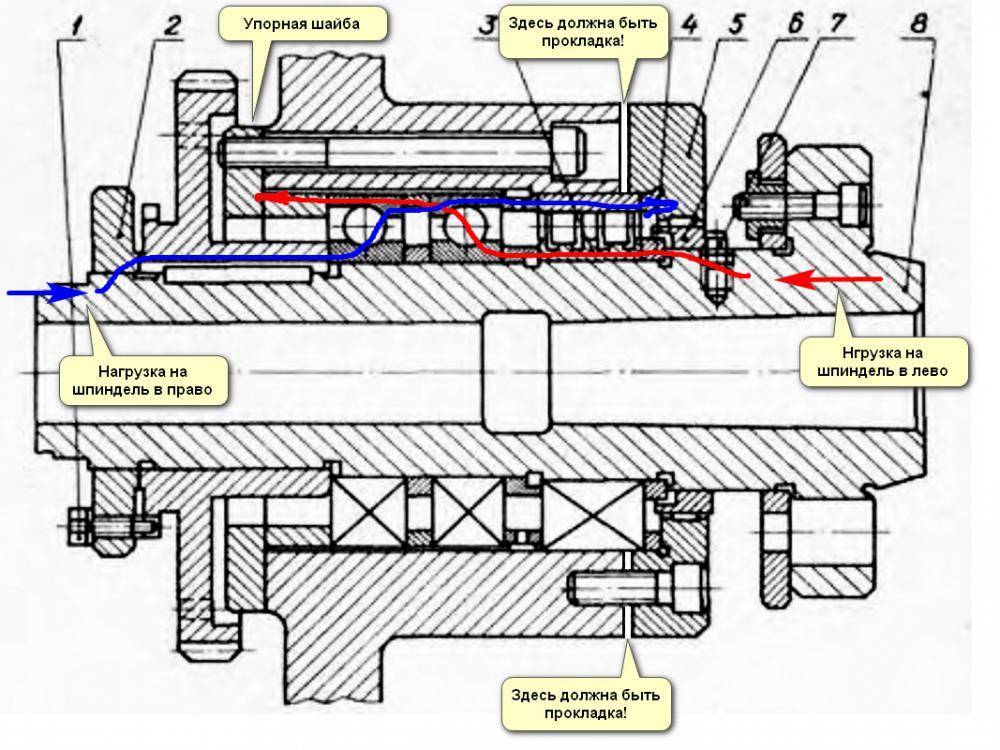
Эскиз шпинделя к ограночно-шлифовальному станку
Добрый день!
Насчет затягивания гаек. А какие варианты есть? Я думал использовать шлицевую гайку (две штуки) с 4 прорезями, поскольку ее высоты как раз примерно хватает для зажатия внутреннего кольца подшипника. Это неправильный вариант? Или лучше взять обычные гайки и промежуточную шайбу выточить? Но стандартные гайки на такой диаметр и мелкий шаг фиг найдешь наверное.
Конструкция по идее не одноразовая
А еще вопрос насчет стягивания двух рядом стоящих радиально-упорных подшипников (ну например марки 236208 — это как раз пара). Я так понимаю конструктивно это все равно два отдельных подшипника, несмотря на один код? А у них уже предусмотрен зазор между внутренними кольцами при стянутых наружных (чтоб потом стягивая внутренние кольца регулировать зазор) или все равно надо шайбу между наружными кольцами ставить? По справочникам про это не говорится.
И еще вопрос — про длину вала. Как определить его оптимальную длину? Длинный неудобно но и очень короткий как то не так выглядит…
Спасибо, про лыску я запомнил
Насчет корыта с бортом вокруг вала, так оно и делается, так и задумывалось. Но и доп манжета тоже ничего будет
Изменено 12.10.2011 05:24 пользователем Harry100
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
1А616 регулировка
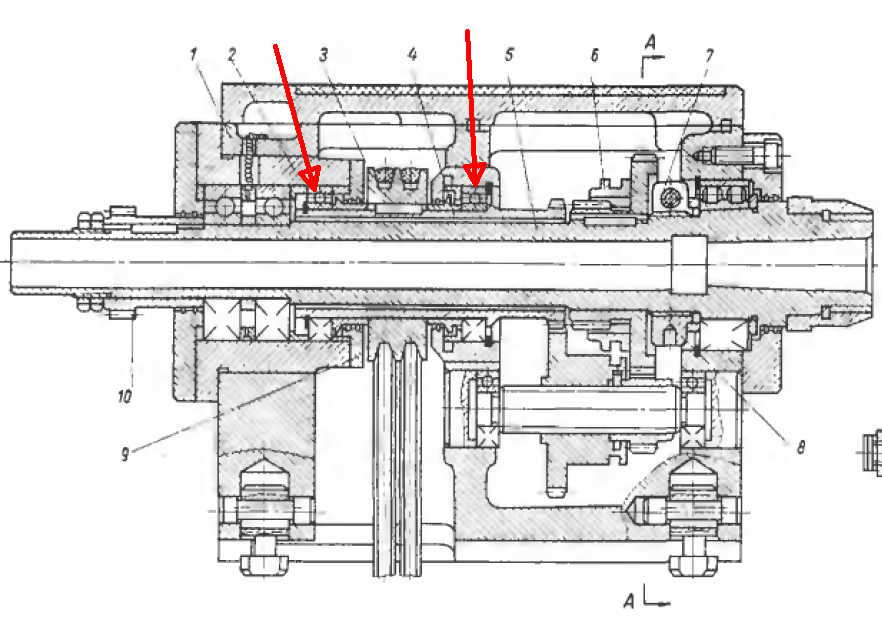
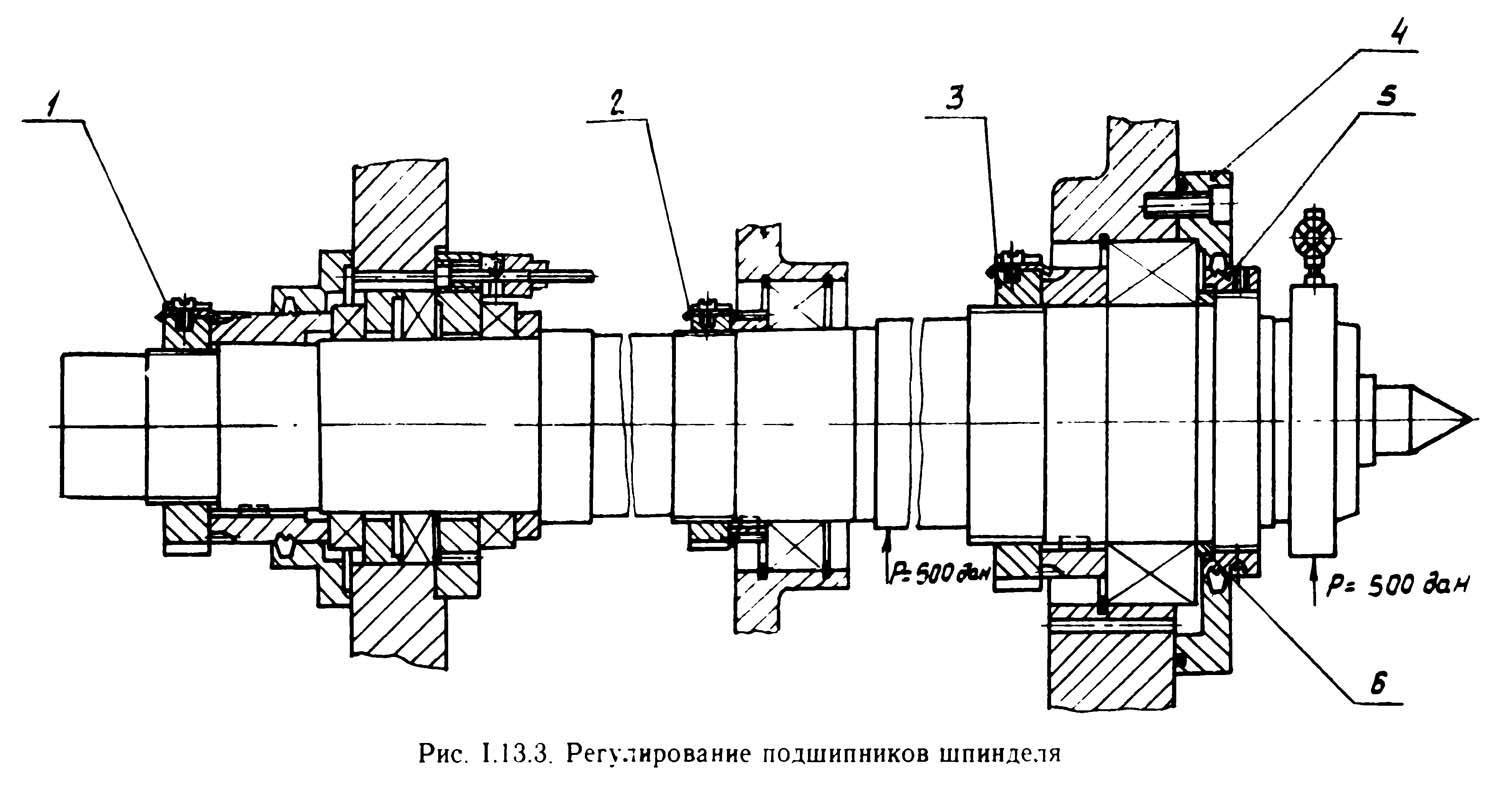
Регулировка радиального зазора подшипников шпинделя
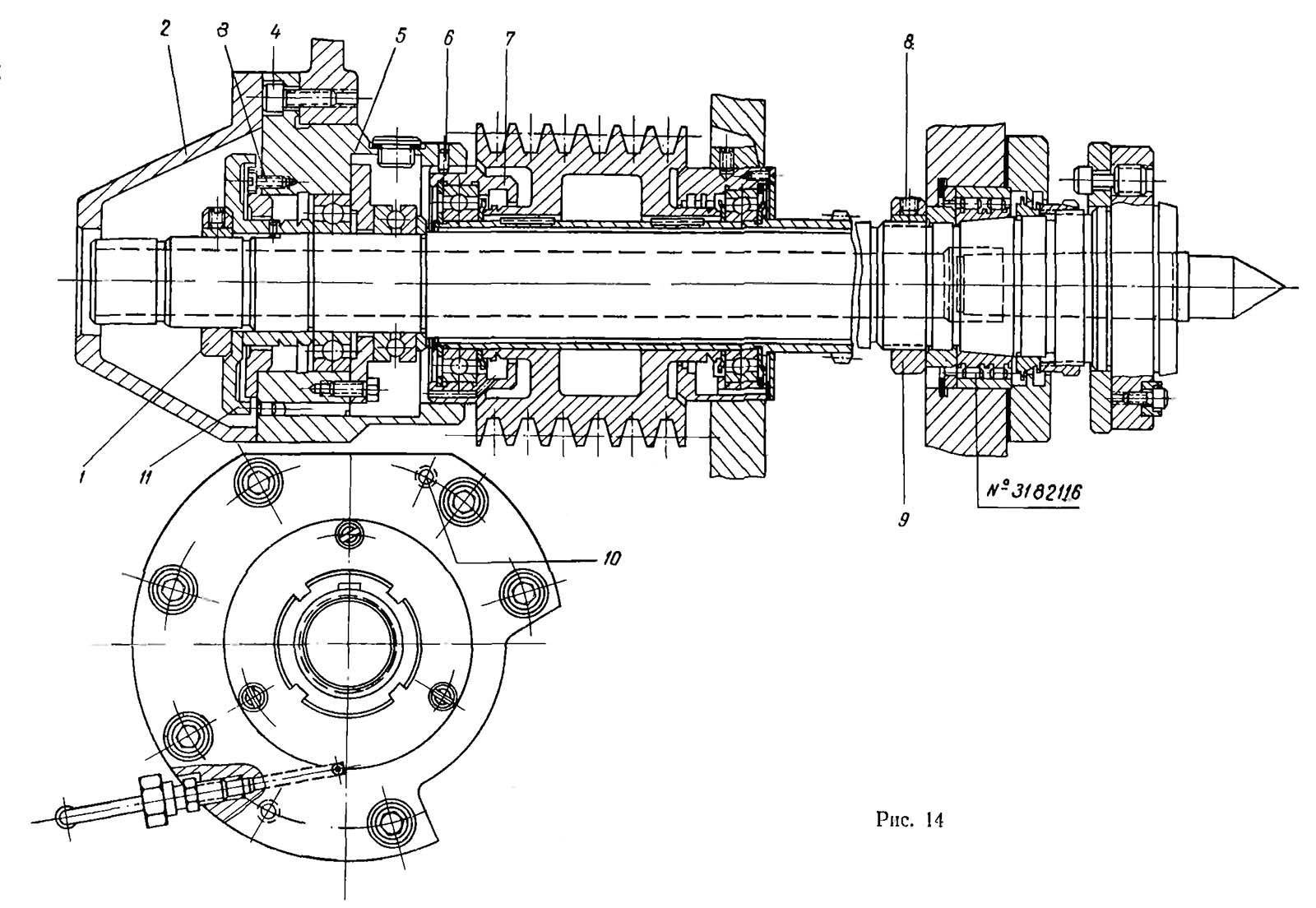
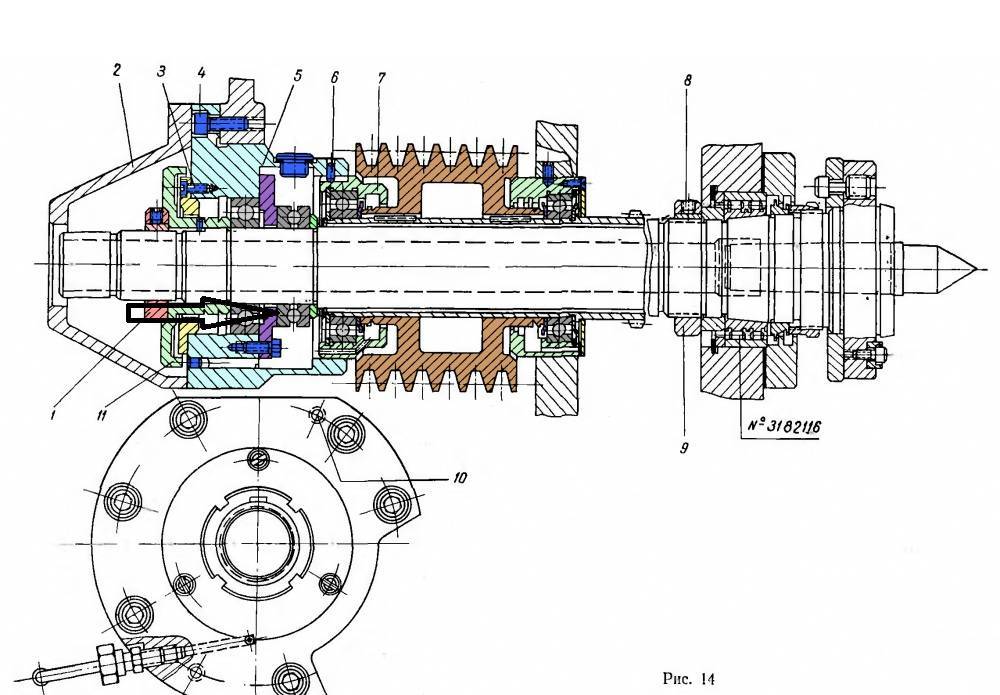
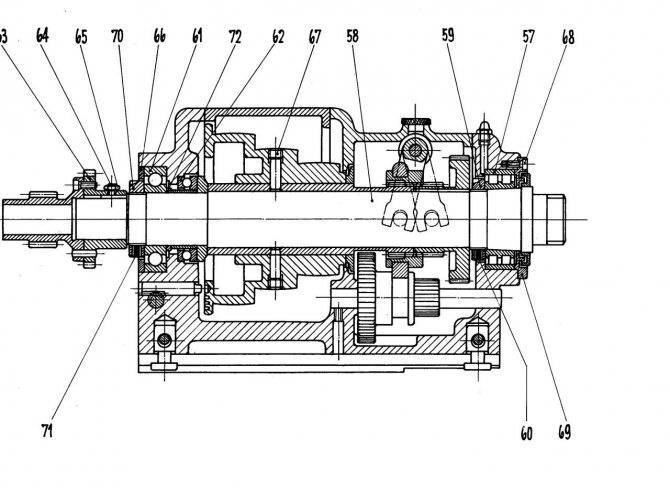
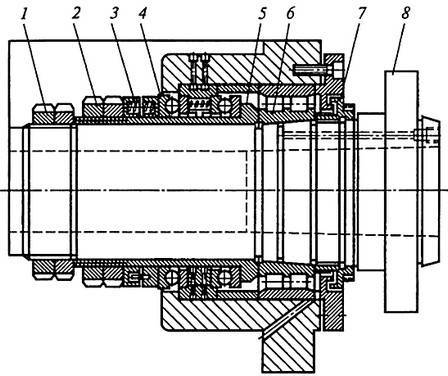
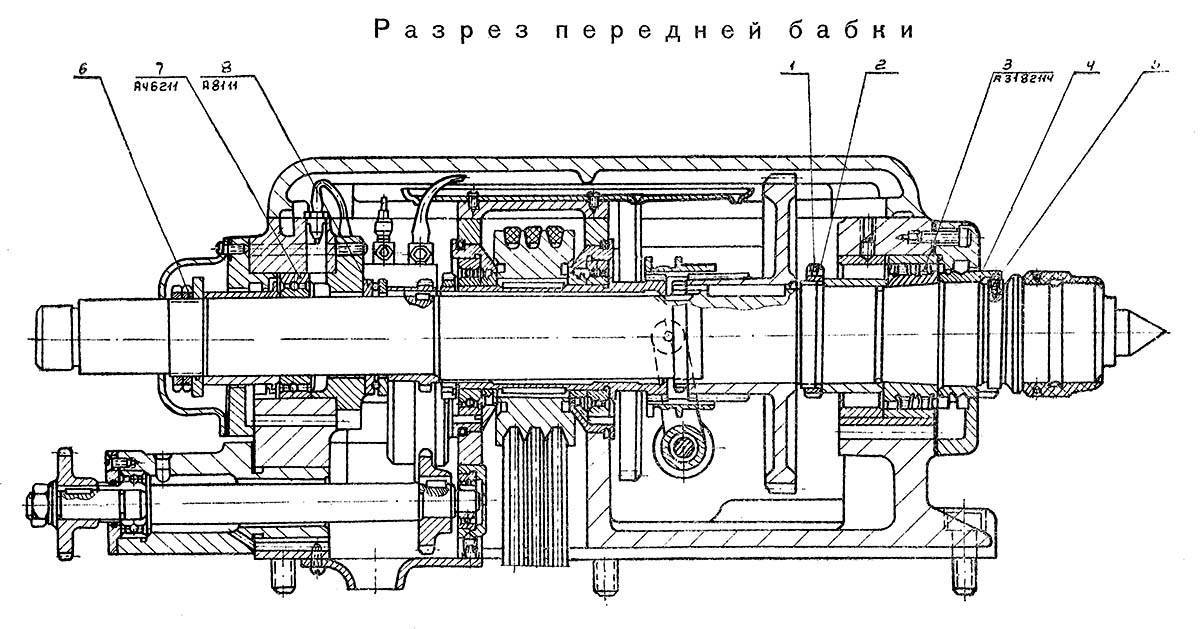
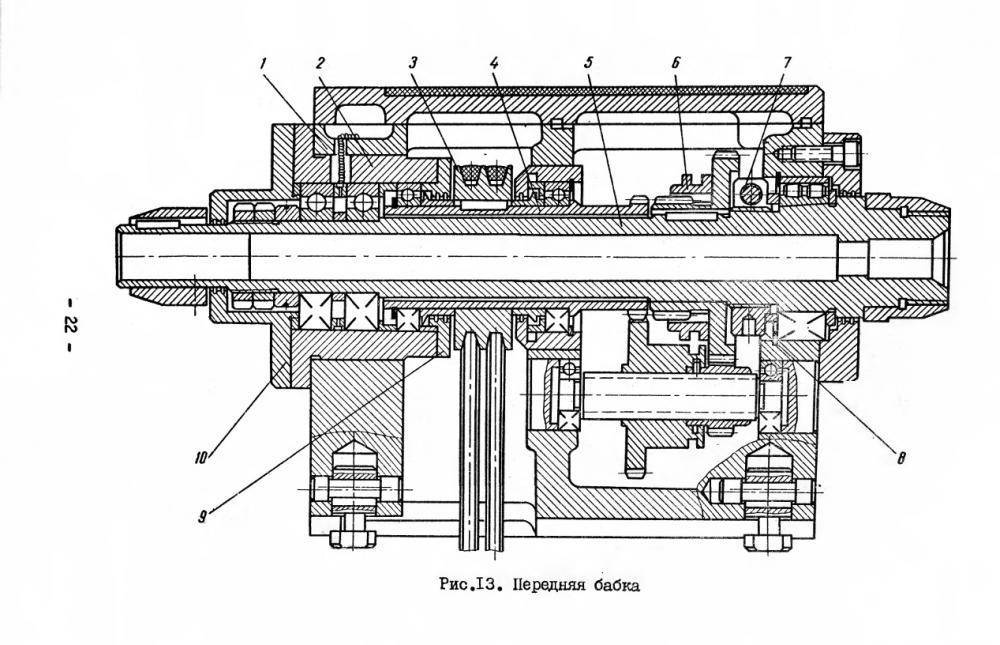
Радиальный зазор в переднем подшипнике шпинделя регулируется подтягиванием внутреннего кольца роликового двухрядного цилиндрического подшипника № 3182116 на конусной шейке шпинделя гайкой 8. При этом необходимо ослабить стопор 7 (рис. 15). Подтянув внутреннее кольцо роликоподшипника ганкой 8 и законтрив ее стопором 7, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 300 мм.
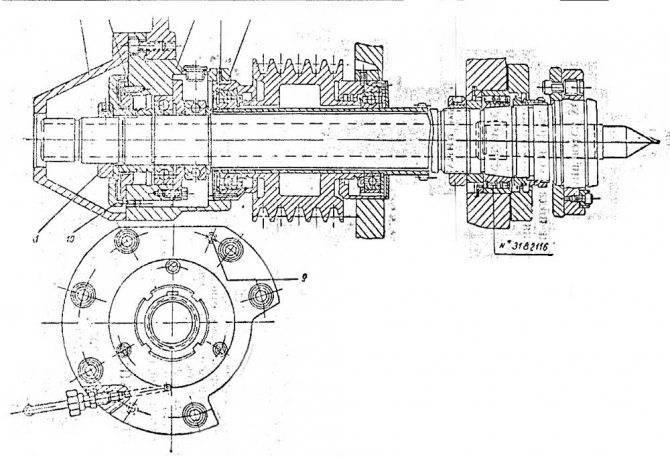
Рисунок 15
К центрирующей наружной поверхности шпинделя подвести штифт индикатора и за свободный конец оправки вручную отжать шпиндель. При этом отклонение стрелки индикатора не должно превышать 0,01 мм. Кроме того, шпиндель должен легко проворачиваться.
Регулировка осевого зазора подшипников шпинделя
Регулирование осевого зазора шпинделя производится гайкой 1. Для: этого необходимо, предварительно сняв, защитный колпак 2 (см. рис. 15), пинолью задней бабки нажать на передний центр и довести гайку 1 до касания со втулкой. Затягивать гайку 1 не рекомендуется.
Натяжение ремней коробки скоростей
Натяжение ремней коробки скоростей регулируют следующим образом: отвинчивают винты, крепящие плиту коробки скоростей внутренней стенке тумбы стайка, и при помощи гаек 2 регулируют натяжение ремней. После этого завинчивают винты 1.
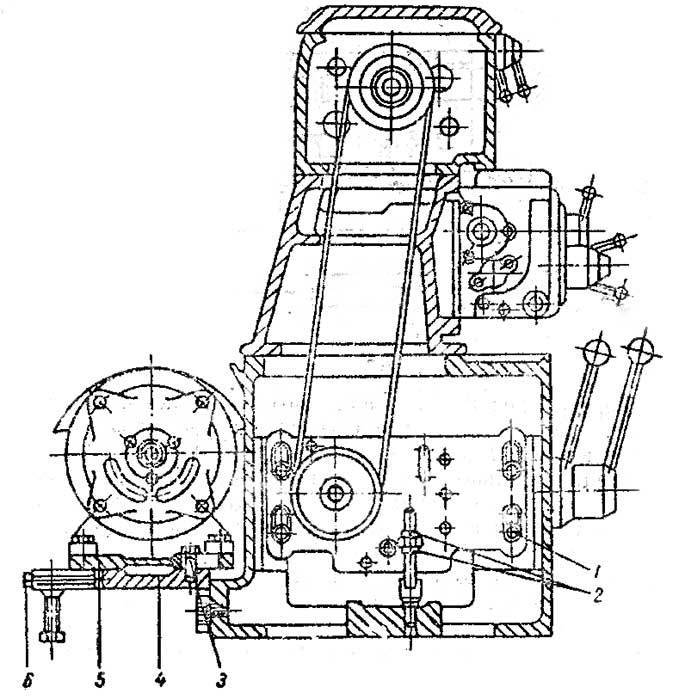
Рисунок 16
Натяжение ремней электродвигателя
Натяжение ремней электродвигателя регулируется перемещением плиты 5 с электродвигателем по кронштейну 4 в горизонтальной плоскости (см. рис. 16). Для этого необходимо отвинтить винты 3 и при помощи винтов 6 создать необходимое натяжение ремней, после чего закрепить винты 3.
Замена ремней на шпинделе
Замену ремней на шпинделе производят следующим образом: снимают защитный колпак 2 (см. рис. 15), гайку 1 и фланец 10, вывертывают винты 3 и отсоединяют маслоподводящие трубки. В имеющиеся два диаметрально-противоположные резьбовые отверстия 9 ввертывают винты М12 и при помощи их выпрессовывают буксу 4 из отверстия передней бабки.
В образовавшееся отверстие в задней стенке корпуса передней бабки вводят ремни на приемный шкив.
После установки ремней букса 4 ставится на свое место. При этом необходимо следить за тем, чтобы штифт 5 буксы совпал со шпоночным пазом 6.
Винт суппорта
Мертвый ход винта поперечного перемещения суппорта, возникающий при износе ганки винта поперечной подачи, выбирается клином 1 винтом 2 (рис. 17).
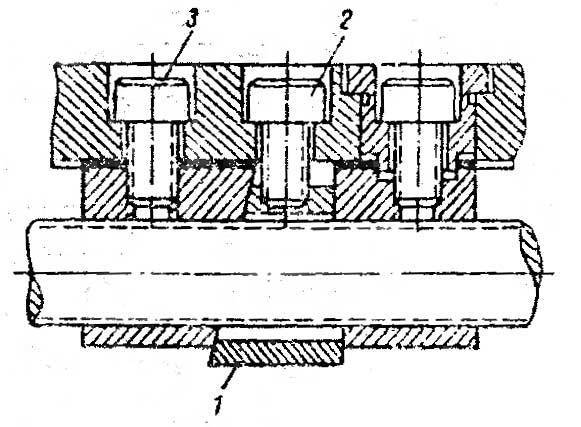
Рисунок 17
Для этого необходимо предварительно ослабить на 1/2 оборота винт 3, вращением винта 2 втянуть клин между двумя частями гайки, выбрав тем самым имеющийся люфт между ганкой и винтом, и закрепить в таком положении винт 3.
Прижим задней бабки
Задняя бабка прижимается к направляющим станины эксцентриковым зажимом.
Для регулирования зажима необходимо заднюю бабку сдвинуть вправо так, чтобы правая часть бабки свесилась со станины.
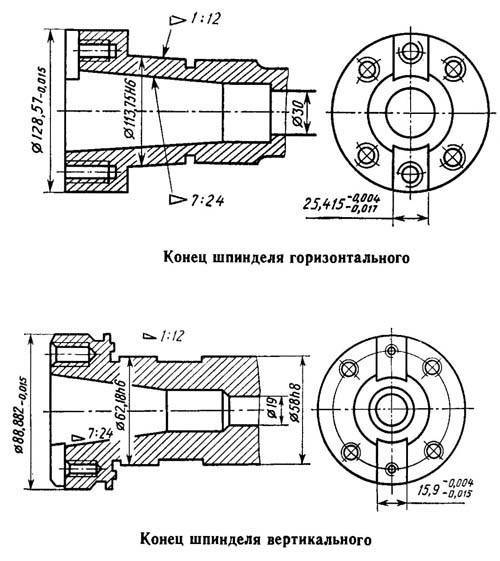
Особенности конструкции шпинделя
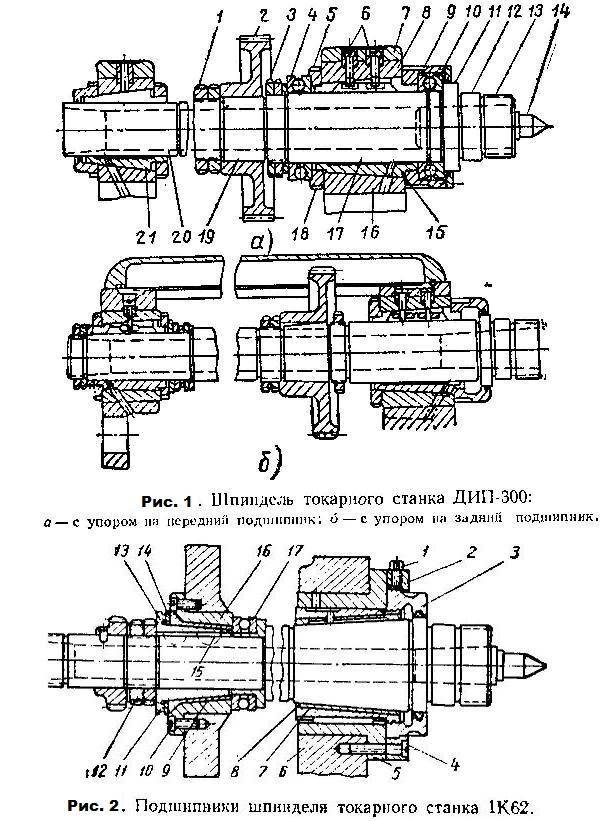
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Особенности токарных станков по металлу
Способ придания необходимых размеров и формы заготовке определяет также особенности станков токарной группы. Несмотря на то, что разные виды станков отличаются между собой, можно выделить несколько схожих признаков, которые свойственные всей токарной группе:
- обработки поверхности проводится резанием. инструменты, которые используются в большинстве случаев – резцы, виды которых зависят от многих показателей;
- имеется шпиндель с кулачковым патроном, в котором закрепляются заготовки. основное движение – вращательное, передается шпинделю;
- резцы закрепляют в суппорте, которому предается возвратно-поступательное движение. особенности конструкции суппорта позволяют использовать разные методы обработки поверхности;
- крепление изделия в некоторых случаях может проводиться по двум сторонам, для чего используют заднюю бабку;
- станок токарного типа можно использовать для растачивания отверстий, которые расположены вдоль оси изделия;
- скорость и подача, при которых проводится резание, могут устанавливаться в зависимости от типа поверхности заготовки, необходимых показателей точности снятия металла и шероховатости получаемой поверхности. для этого конструкция токарных станков имеет сложную схему передач.
Резание на токарных станках выполняется только при условии использования средств индивидуальной защиты, а также при установке защитного экрана.
Виды токарных станков
В зависимости от того, какие изделия нужно получить с какой точностью, можно выделить следующие группы токарных станков:
- токарно-винторезные – наиболее распространенная группа. при использовании токарных станков из этой группы можно получить цилиндрические поверхности различного диаметра. есть возможность придать заготовки конусность, нарезать на поверхности резьбу. можно проводить обработку черных и цветных металлов;
- токарно-карусельные – используются для получения изделия большого диаметра. также применяется для обработки цветных и черных металлов;
- лоботокарная группа отличается тем, что заготовки устанавливаются по горизонтали и есть возможность получения конической или цилиндрической поверхности;
- токарно-револьверная группа используется для обработки заготовки, которая представлена калиброванным прудком.
Существуют и другие, узкоспециализированные виды станков, которые условно относят к токарной группе из-за особенностей резания, когда используются резцы.
Как подобрать шпиндель фрезерного станка по мощности
Как говорят опытные фрезеровщики: «При выборе шпинделя, нужно помнить правило о том, что чем больше скорость вращения двигателя, тем функциональнее становится оборудование». При выборе шпинделя для фрезерного станка, в первую очередь, нужно учитывать количество совершаемых оборотов:
- Для сверловки и гравировки оптимальная мощность шпинделя — 600 Вт.
- Для фрезерования металла — от 600 до 1400 Вт.
- Если станок будет модернизироваться со временем или через него будут пропускаться детали, изготавливаемые из твердой стали, требуется выбирать мощность более 1600 Вт.
Шпиндель для ЧПУ. Мое мнение
При работе на больших оборотах, нельзя забывать про хорошую систему охлаждения.

Шпиндель для обработки металла
Особенности эксплуатации
При эксплуатации направляющие металлорежущего токарного станка должны подвергаться регулярному осмотру с целью исключения неисправностей его отдельных элементов. Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Они должны быть чистыми, своевременно смазаны техническим маслом. При возникновении необходимости их следует заменить на новые, выполнив
Особое внимание в ходе эксплуатации станка ТВ-6 следует:
- обращать на клиноременные передачи приводного механизма, у которых возникает ослабление ремней. Их необходимо периодически проверять, чтобы натяжение на одну ветку ремня соответствовало требуемому – 10 кг;
- устранять вибрации шпинделя, подтягивая гайкой шпиндельный узел. Если мера не приносит желаемых результатов, то нужно заменить подшипники;
- регулировкой гаек, шлифовкой торцов колец аннулировать незначительные зазоры, возникающие в ходе обработки деталей.
Принцип работы шпинделя и из чего он состоит
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.

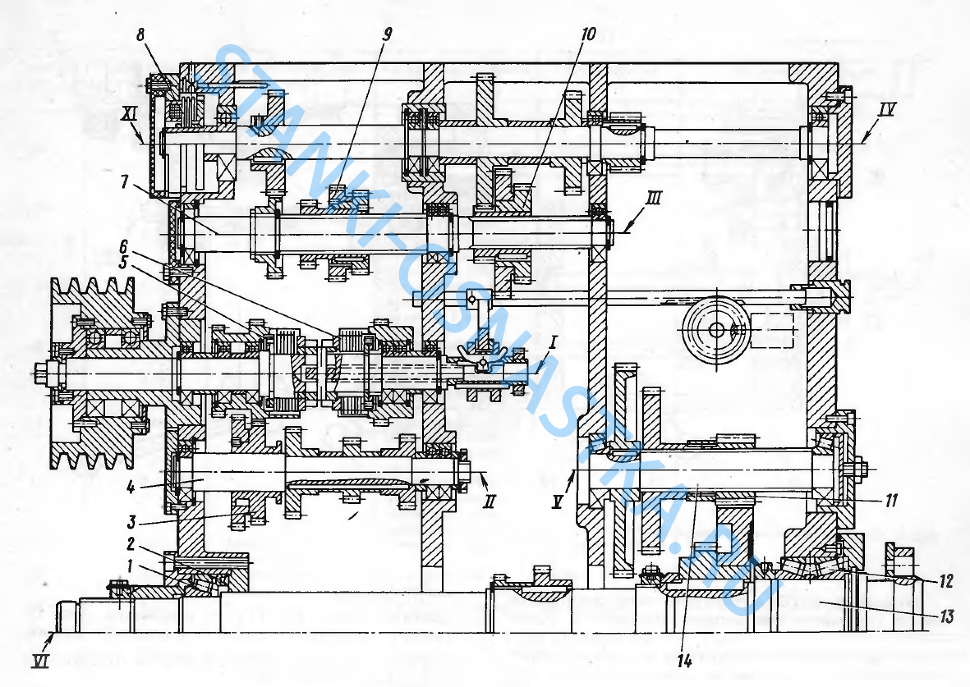
Схема кинематическая токарно-винторезного станка 1К62
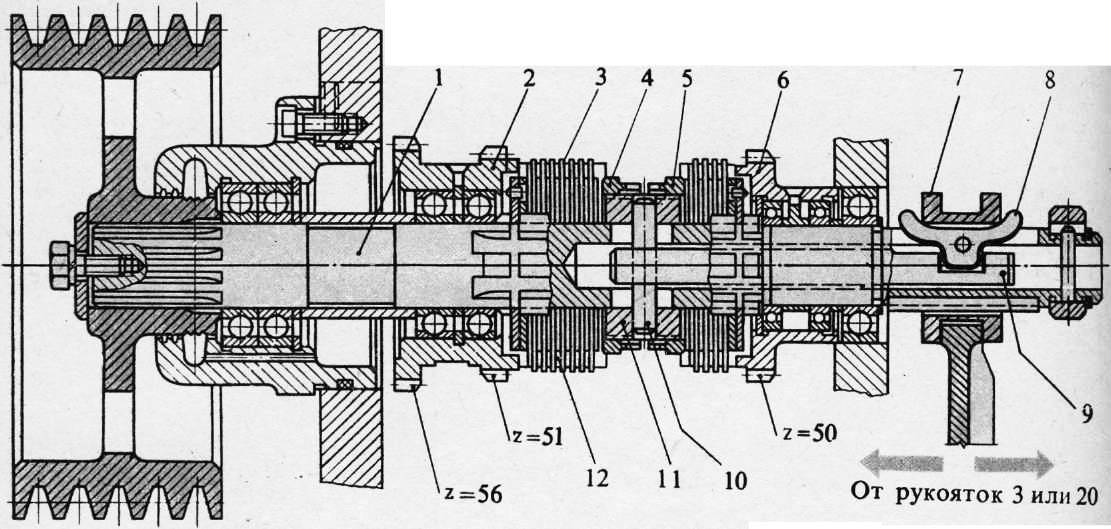
Главное движение
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
- Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
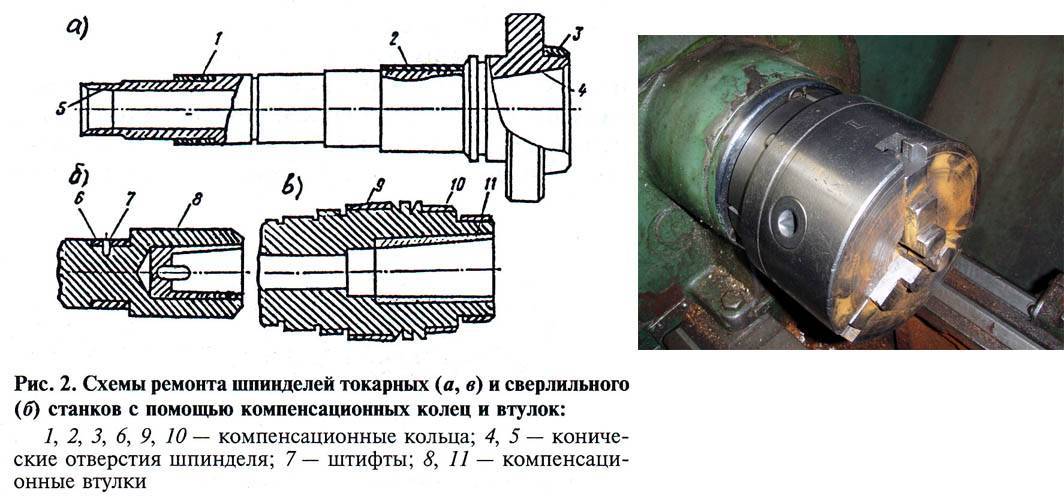
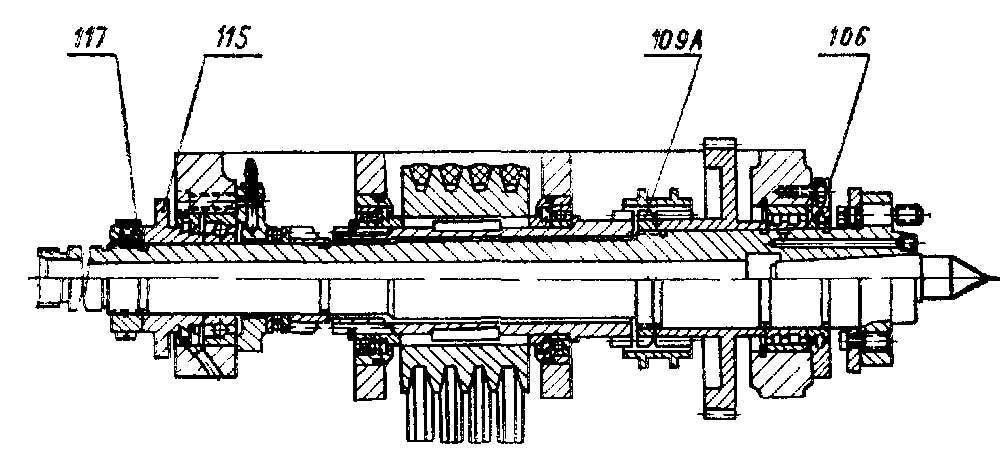
Технологический маршрут ремонта шпинделя
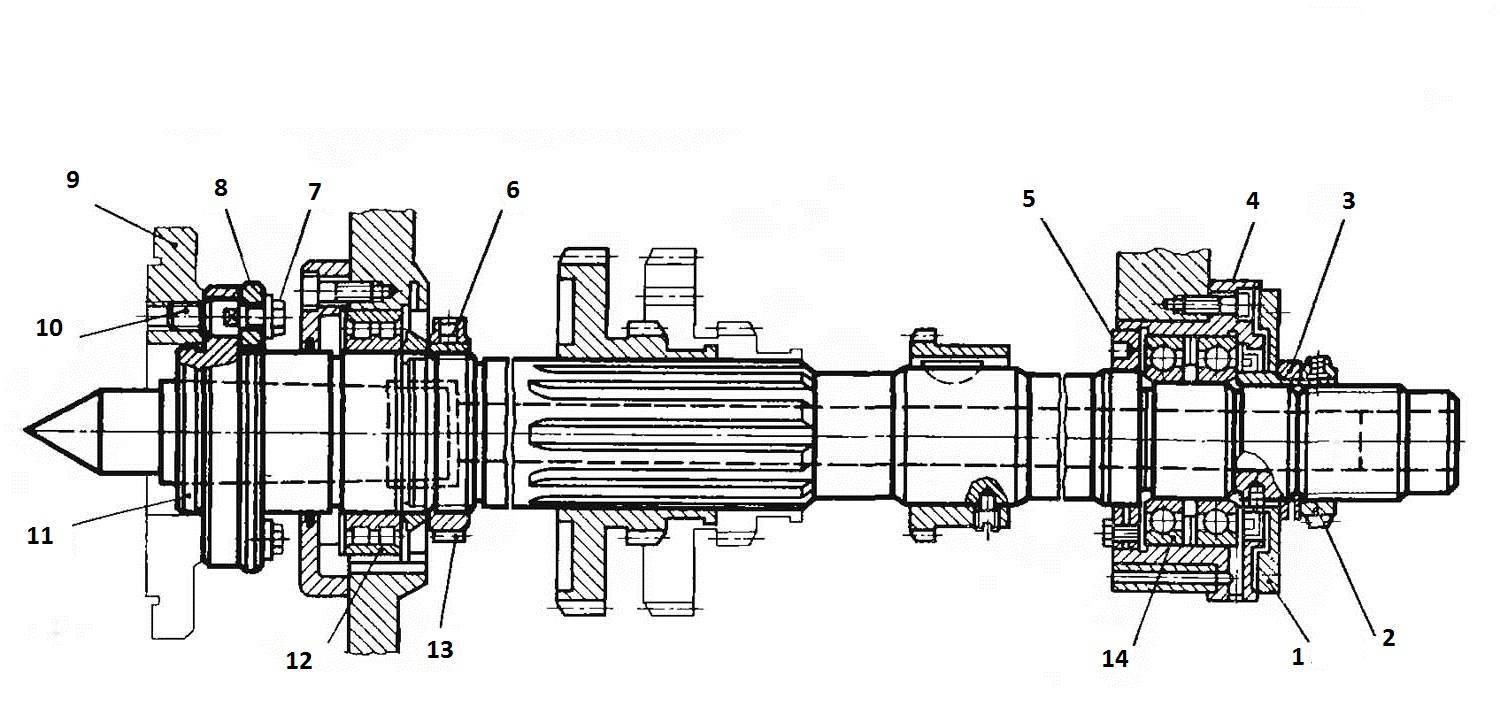
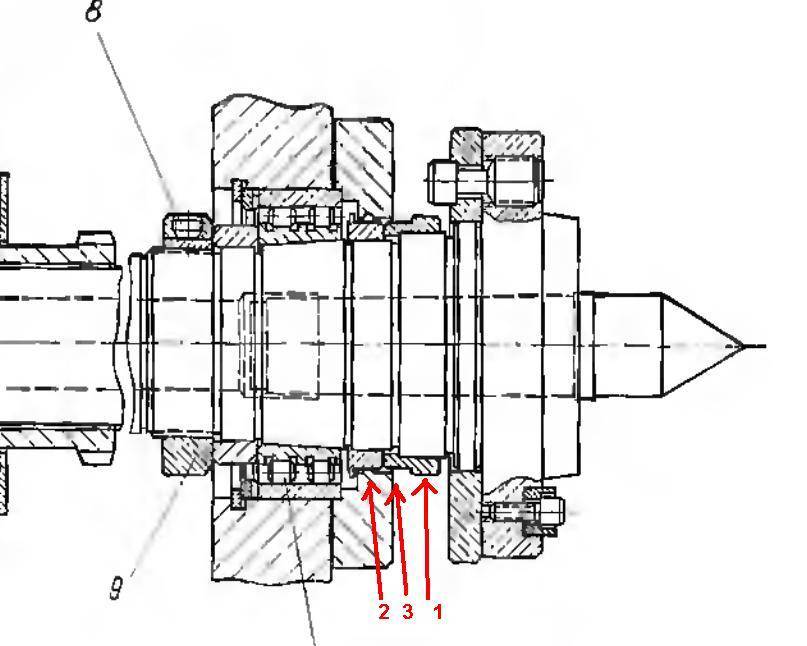
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — 1 составляет 0,04 мм
- биение поверхности 6 — — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм
- износ поверхности 3 — Ø59,95 мм
- износ поверхности 4 — х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм
- износ поверхности 6 — Ø69,87 мм
- износ поверхности 7 — х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм
- износ поверхности 11 — 6,07 мм
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Проходное отверстие в шпинделе
Диаметр проходного отверстия — ещё один важный параметр шпинделя. При обработке прутка он ограничивает максимальный диаметр заготовки, которую допустимо в этом шпинделе обрабатывать.
Если диаметр прутка меньше диаметра проходного отверстия шпинделя, необходимо использовать специальные переходные втулки или трубы.
Переходные втулки компенсируют зазор между прутком и отверстием шпинделя, чтобы при вращении пруток не повредил внутреннюю поверхность отверстия шпинделя. Переходные втулки изготавливаются как из стальных сварных труб, так и из полимерных материалов типа капролона или фторопласта. Полимерные трубки также гасят значительную долю вибраций, возникающих при вращении прутка.
Иногда бывает необходимо при обработке разместить часть заготовки в шпинделе, что так же может привести к трудностям, если проходное отверстие окажется меньше диаметра заготовки.
Кстати, существует отдельный тип шпинделей для обработки труб. Такие шпиндели отличаются большим проходным отверстием и наличием дополнительного патрона с другой стороны.






