

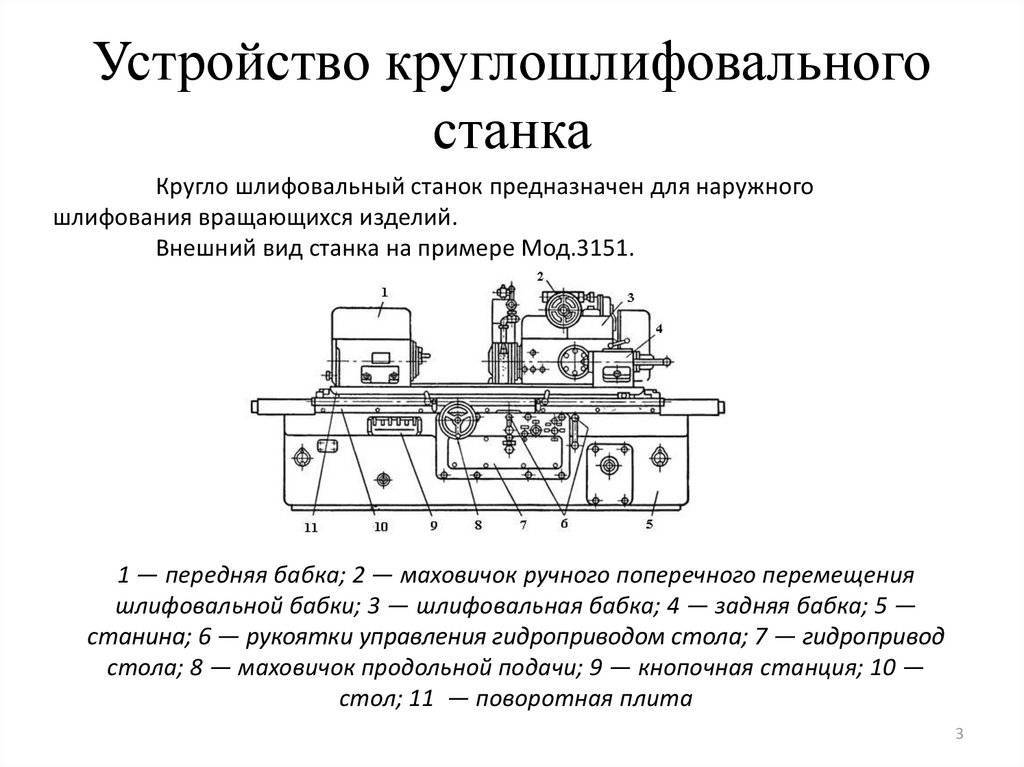
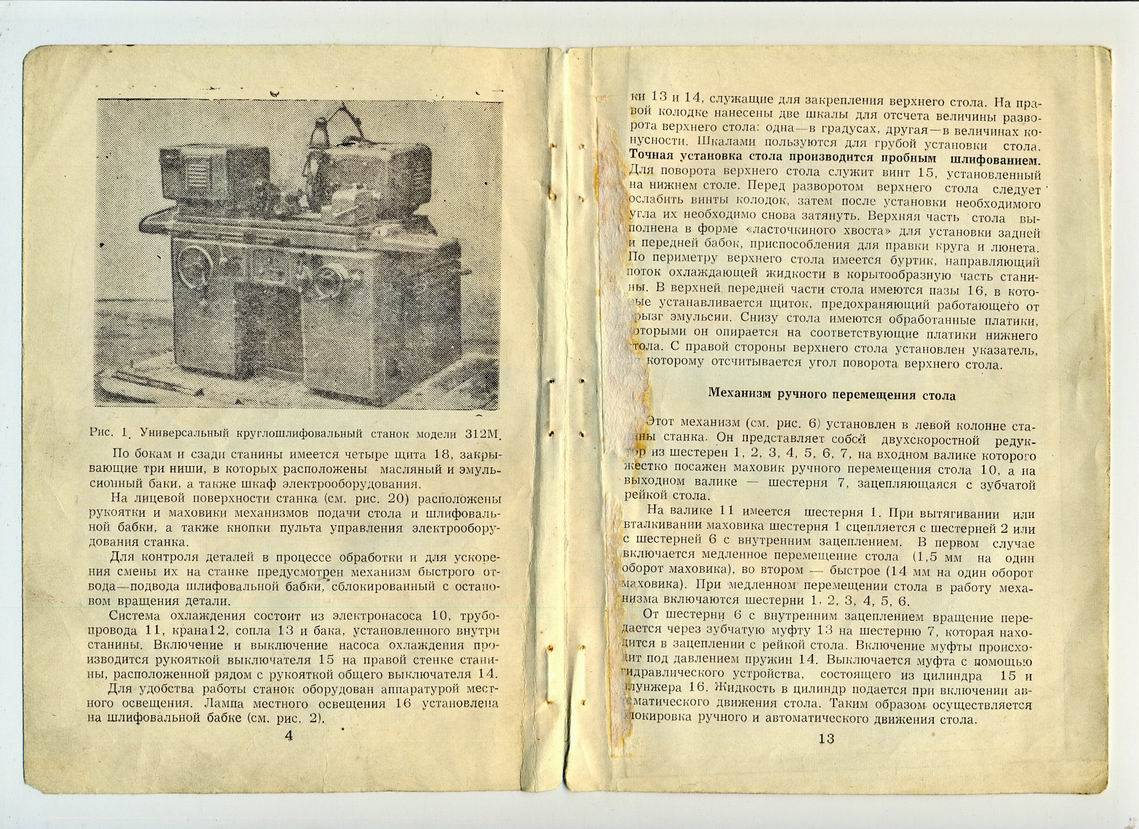
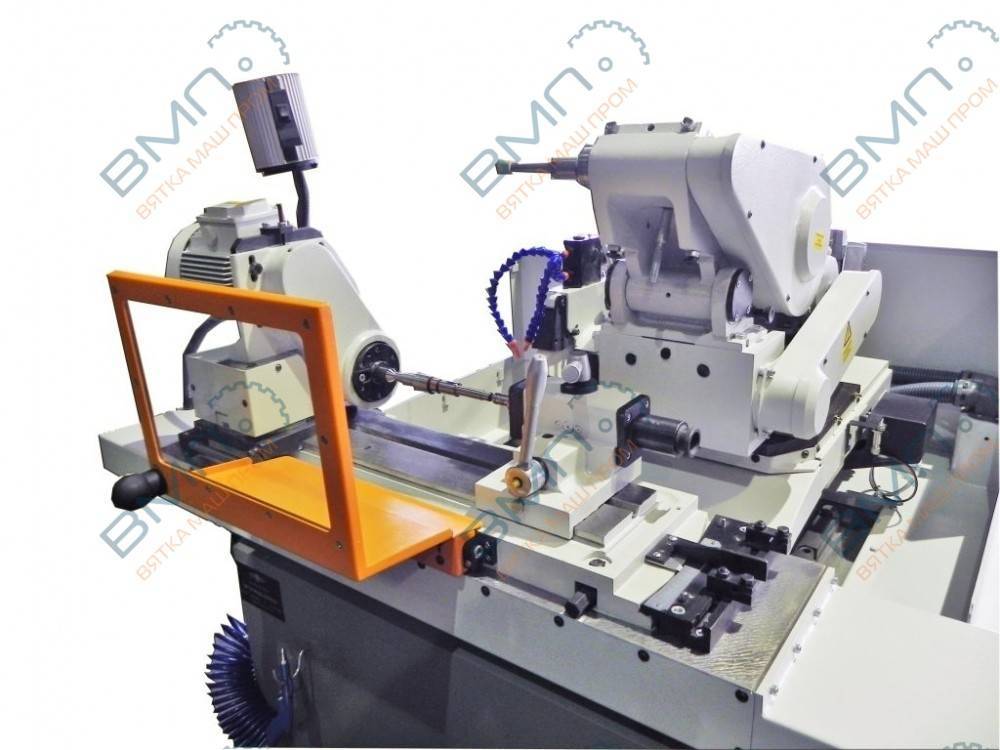
Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
3Б153 станок круглошлифовальный универсальный. Назначение и область применения
Универсальный круглошлифовальный станок полуавтомат 3Б153 предназначен для шлифования наружных цилиндрических и конических поверхностей в условиях индивидуального и мелкосерийного производства.
Шлифование производится в неподвижных центрах.
Круглошлифовальный станок 3Б153 имеет поворотный верхний стол и поворотную шлифовальную бабку. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности. Индикаторное приспособление, облегчает точный отсчет угла поворота стола при шлифовании конусов.
Управление станком 3Б153 — однорукояточное. При помощи рукоятки управления включаются быстрый подвод-отвод шлифовальной бабки, врезная подача, включение и выключение вращения изделия и подачи СОЖ, включение хода стола и разгрузка насоса (в перерывах между обработкой деталей).
На станке 3Б153 можно выполнять следующие виды обработки:
- продольное и врезное шлифования при ручном управлении до упора или с прибором активного контроля в полуавтоматическом цикле;
- продольное шлифование до упора с поперечной автоматической периодической подачей, осуществляющейся при реверсе стола;
- шлифование торцевых поверхностей периферией круга.
Станок 3Б153 укомплектован магнитным сепаратором для очистки охлаждающей жидкости.
Шероховатость обработанных деталей при продольном шлифовании не ниже V9, при врезном V7—V/8.
Постоянство диаметра в любом сечении обработанной детали не более 0,008 мм.
Нецилиндричность в любом поперечном сечении не более 0,0032 мм.
Класс точности полуавтомата П.
Полуавтомат 3Б153 имеет следующие гидрофицированные движения:
- Продольное перемещение стола с бесступенчато регулируемой скоростью;
- Периодическая подача шлифовальной бабки в момент реверса стола;
- быстрый подвод-отвод шлифовальной бабки;
- врезная подача;
Отвод пиноли задней бабки с педальным управлением.
Модификации круглошлифовального станка 3Б153
3Б153у — упрощенный вариант станка, отличающийся отсутствием механизированной врезной подачи и полуавтоматического врезного цикла работы.
3Б153т — торцекруглошлифовальный станок применяется в серийном и крупносерийном производстве
Технические характеристики круглошлифовального станка 3Б153
Станок разработан в 1973 году. Разработчик: Ленинградское СКБ прецизионного станкостроения, СКБ ПС, г Ленинград.


Изготовитель: Вильнюсский завод шлифовальных станков, г Вильнюс.
Основные параметры и размеры по ГОСТ 11654.
- Наибольший диаметр устанавливаемой заготовки — Ø 140 мм
- Рекомендуемый диаметр шлифуемой заготовки — Ø 20..60 мм
- Наибольшая длина устанавливаемой заготовки — 500 мм
- Наибольшая длина шлифуемой заготовки — 450 мм
- Максимальный вес устанавливаемой заготовки — 20 кг
- Мощность главного привода — 5,5 кВт
- Вес станка полный — 4,1 т
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Принципы выбора
Чтобы выбрать надёжный станок, нужно учитывать ряд особенностей:
- Скорость движения рабочего стола по направляющим. Зависит от мощности шаговых двигателей, который устанавливаются с системами ЧПУ.
- Скорость вращения шлифовального круга.
- Мощность двигателя. От этого зависит производительность оборудования, возможность длительное время работать на нём без перерыва.
- Габариты конструкции. Выбираются зависимо от наличия свободного места в помещении.
- Размеры рабочего стола.
- Точность обработки. Зависит от размера абразивных зерен.
- Тип управления. Если станок будет использоваться редко, необязательно покупать дорогое оборудование с компьютерным управлением.
Разные модели круглошлифовальных станков оборудуются различными дополнительными функциями. От их количества зависит стоимость.
Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.
Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).

Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 2, ж). При работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.




При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а по ширине, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4…4/5 мм. Оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
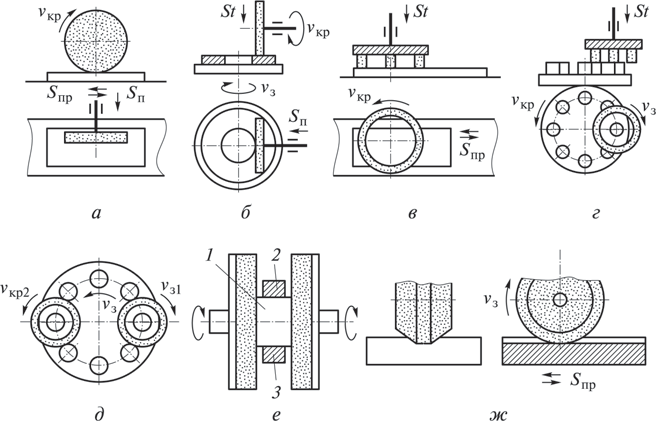
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; 3 — нижняя линейка
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл. 3 и 4).
Таблица 3. Технические характеристики плоскошлифовальных станков
| Модель | Размеры заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗД711АФ10 | 230 450 | 2,2 | 1780x1480x1820 | 1735 |
| ЗД711ВФ11 | 240 630 | 4,0 | 2595x1775x2030 | 2850 |
| ОШ450 | 280 630 | 4,0 | 2340x1785x2030 | 2400 |
| ЗЛ722В (А) | 320 1250 | 11,0 | 4810x2630x2030 | 7000 |
| ЛШ324 | 800 1600 | 11,0 | 5580x3480x3900 | 12 000 |
Таблица 4. Технические характеристики профилешлифовальных станков
| Модель | Размер заготовки, мм | Перемещение стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| 3951ВФ1У | 150 60 78 | 150 60 | 1955x1650x1960 | 2400 |
| 3952ВФ1У | 250x100x130 | 200 100 | 2035x1960x2035 | 3000 |
Плоскошлифовальный станок мод. 3Е711ВФ3-1 предназначен для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается датчиками. Класс точности станка В. Точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.
Технические характеристики станка мод. 3Е711ВФ3B1
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . 400 200
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . .35
Скорость, м/мин:
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . 2…35
вертикального перемещения шлифовальной головки
(бесступенчатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,015…1,5
Автоматическая вертикальная подача, мм
ступенчатая . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,002…0,01
в диапазоне 0…0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,002 мм
в диапазоне 0…0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,02 мм
Автоматическая поперечная подача (бесступенчатое регулирование),
м/мин . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,16…10,0
Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . 303x2360x2080
Эксплуатация оборудования
Круглошлифовальные станки по металлу нужно уметь эксплуатировать, чтобы добиться максимального эффекта от их работы, не травмировать себя. Правила:
- Прежде чем начинать работу, проверить надёжность крепления шлифовального круга, оценить его состояние. Нельзя использовать абразив с трещинами, сколами, неровностями.
- Проверить подключение к сети. Выставить настройки машины заранее.
- Надеть защитные очки, чтобы стружка не попала в глаза.
- Давать заготовки остыть, если оборудование не имеет водного охлаждения.
- Менять абразив зависимо от требуемого качества обработки.
- Смазывать моторным маслом подвижные элементы оборудование, чтобы оно служило дольше.
- Очищать рабочие поверхности от скапливающихся отходов после обработки.
- Надёжно фиксировать детали зажимами, чтобы они не смещались во время работы.
Не пытаться шлифовать твердые поверхности мелким абразивом на малой мощности.
Круглошлифовальные станки применяются на различных предприятиях. Ими обрабатываются дерево, пластик, камень металл. Зависимо от выбранного вида абразивного материала, проводят разные виды шлифования (грубое, финишное). Можно сделать аппарат самостоятельно. Он подойдёт для шлифовки небольших деталей, заточки инструментов.
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.





Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.





