

Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).
Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать».
Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий.
Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Как работать споттером
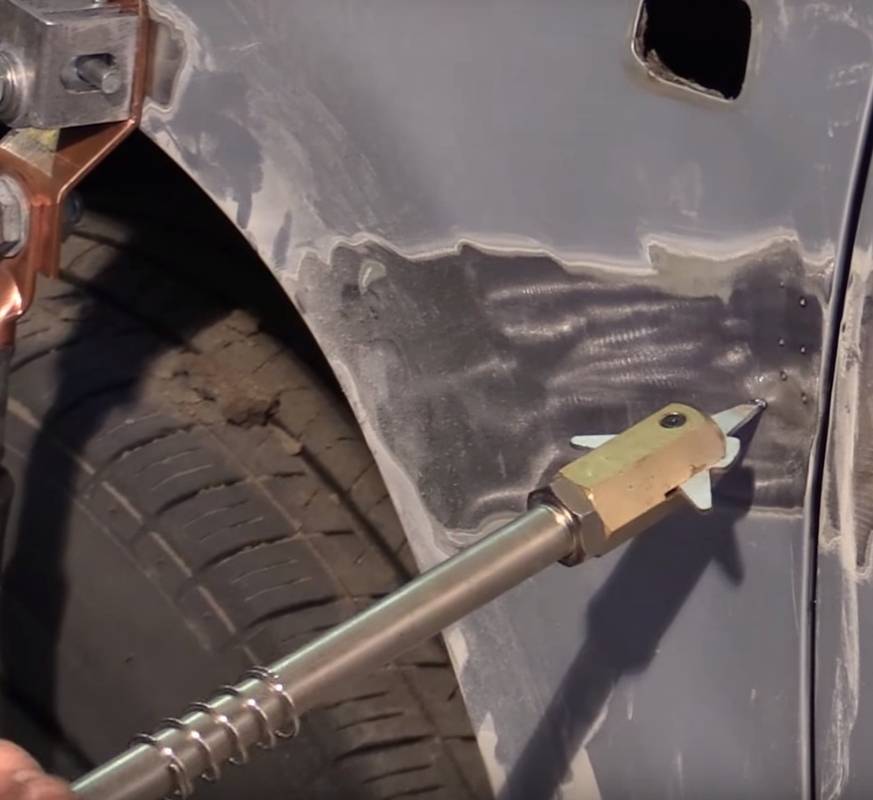
Работа споттером авто рихтовка отточена многими специалистами, но особой сложности методика не представляет для начинающих рихтовщиков. С помощью аппарата удаётся выровнять вмятину на любом участке, независимо от места расположения.
На электрод поступает ток от сварочной установки, так выполняется соединение с деформированной областью. Для выпрямления используется обратный молоток, может заменяться особым упором. Механические воздействия продолжают до момента полного выравнивания поверхности. После завершения работ участок зачищают, так как на нём остаются шлаки от электрода.

Чтобы научиться пользоваться споттером, не нужно идти на специальные курсы
Алгоритм использования споттера для рихтовки:
- Подготовка поверхности. Независимо от материала корпуса (алюминий или железо), с поверхности удаляют все покрытия: лакокрасочный слой, шпаклёвку, грунтовку.
- Подключение «минуса». С кузовом соединяется клемма «минус» для заземления.
- Установка крепежа. Привариваются фиксаторы (любые зацепы, петли или крючки) к деформированному участку корпуса. Для соединения используют сварку по точкам.
- Подготовка инструмента. Выполняют сцепление основного инструмента и подготавливают вспомогательные конструкции. Удобно использовать пуллер – устройство для облегчения восстановления деталей.
- Правка детали. Вытягивание кузовного элемента до восстановления первоначального вида и формы.
- Демонтаж крепежа. Для удаления фиксаторов подойдёт болгарка.
- Шлифовка. Окончательный этап – зачистка поверхности и работы по подготовке к окрашиванию.
Устранение маленьких вмятин
Принципиальных отличий выравнивания небольших и масштабных вмятин существует несколько:
- фиксируется всего один зацеп для вытягивания;
- зачистка проводится исключительно на деформированном участке, остальное ЛКМ не трогают;
- деталь по периметру обклеивается малярным скотчем, чтобы предотвратить разрушение краски;
- рекомендуется выполнять рихтовку аккуратно, не прикладывая сильных усилий, чтобы избежать деформирования всей детали.
Алгоритм работы остаётся прежним, но дополнительно используются небольшие насадки.

Если взять в сравнение обычный сварочный аппарат, то можно сказать, что споттер на много безопаснее, так как от него не летят искры и не нагревается металл
Работа с серьезными повреждениями
Для устранения больших повреждений потребуется масштабная работа:
- приваривается много фиксаторов вдоль вмятины, преимущественно в местах самых глубоких повреждений;
- вытягивать следует понемногу каждый элемент – и так по кругу до полного восстановления. Если сразу выровнять один участок, в момент рихтовки второго может нарушиться состояние предыдущего места;
- пригодится относительно большой обратный молоток, но сильных ударов все равно стоит избегать, иначе появляется риск повреждения крепления элемента кузова.
Аппаратура для точечной сварки с помощью споттера
 Сварочный трансформатор под споттер, предназначенный для точечных работ, несколько отличается от классической конструкции. Если в дуговой сварке соединение происходит с помощью разогрева места соприкосновения деталей электрической дугой, то в точечной контактной сварке оно разогревается за счет выделения тепла при сопротивлении электрод-металл. Если режим был выбран неправильно, может произойти залипание электрода, случится короткое замыкание и аппарат придет в негодность.
Сварочный трансформатор под споттер, предназначенный для точечных работ, несколько отличается от классической конструкции. Если в дуговой сварке соединение происходит с помощью разогрева места соприкосновения деталей электрической дугой, то в точечной контактной сварке оно разогревается за счет выделения тепла при сопротивлении электрод-металл. Если режим был выбран неправильно, может произойти залипание электрода, случится короткое замыкание и аппарат придет в негодность.









Споттеры для точечной сварки должны быть ограничены временем сваривания детали, которое должно составлять до секунды. Кроме того, они должны быть сделаны своими руками из расчета на большой ток и малое напряжение.
Трансформатор при этом должен быть в состоянии подавать больше тока для хорошего прогрева сварочной зоны.
Споттер из сварочного аппарата можно сделать с минимальными затратами в плане материалов и времени, и все это в домашних условиях своими руками. Например, если для обычного сварочного аппарата требуется напряжение холостого хода от 70 В, то для точечной сварки достаточно максимум 6 В. Нужно будет сделать новую обмотку или передать своими руками старую. Шину же можно применять для намотки низковольтной обмотки.
Типы трансформаторов
Трансформаторы бывают нескольких типов:
- ш-образные;
- тороидальные;
- стержневые.
Тороидальные трансформаторы имеют минимум веса, но и большую трудоемкость. В зависимости от тока сварки определяется сечение провода. Для точечной контактной сварки нужен ток как минимум в 1000 А. Если плотность тока составит 8 А на квадратный мм, то площадь сечения провода должна быть как минимум 120 квадратных мм. Шина такого сечения сложна в плане применения, поэтому, если аппарат вы не планируете использовать долго, его можно сократить, но максимум до 80 квадратных мм.
Сечение можно получить, сложив несколько шин вместе с меньшим сечением. Чтобы работы было проще выполнять своими руками, сложенные провода обмотайте изоляцией. Количество витков зависит от способа наматывания пробной обмотки. Как правило, нужно до 10 витков.
Затем трансформатор включают в сеть и измеряют напряжение первой обмотки. Полученное значение поделите на количество витков, и вы будете знать, сколько витков провода потребуется для получения напряжения в 1 В. Поскольку нам нужно 6 В, то умножаем число на 6 и получаем нужное значение. А количество провода для выполнения своими руками обмотки можно высчитывать, зная такие показатели, как:
- количество витков;
- длину выводов;
- диаметр обмотки.
Если у вас не получается вместить обмотку, то уберите старую, лучше всего это делать, не разбирая сердечник. При работе старайтесь не навредить старой обмотке. Ее размещение зависит от типа сердечника. Если трансформатор броневой или тороидальный, то проблемы встречаются редко, а вот размещение на стержневом варианте вызывает трудности. Так, обмотка может быть намотана на один стержень, но так лучше не делать, чтобы не испортить трансформатор. Лучше ее поделить надвое и намотать по отдельности на каждый стержень.
Соединение обмоток для споттера
 Обмотки соединяются последовательно, чтобы в итоге мы получили удвоенное напряжение каждой из них. То есть, обе должны выдавать по 3 В. Также их можно соединять и параллельно, и напряжение останется прежним, а допустимый ток увеличиться. Такой способ соединения более приемлем, поскольку так решается вопрос большого сечения шины. Своими руками при обмотке нужно выбирать тонкие шины, а полученная площадь сечения должна быть равна сумме отдельных обмоток.
Обмотки соединяются последовательно, чтобы в итоге мы получили удвоенное напряжение каждой из них. То есть, обе должны выдавать по 3 В. Также их можно соединять и параллельно, и напряжение останется прежним, а допустимый ток увеличиться. Такой способ соединения более приемлем, поскольку так решается вопрос большого сечения шины. Своими руками при обмотке нужно выбирать тонкие шины, а полученная площадь сечения должна быть равна сумме отдельных обмоток.
Чтобы определить нужные концы для обмоток, возьмите вольтметр и сначала измерьте напряжение на одной из них. Поток к концу подключите вторую и опять измерьте напряжение. Если оно увеличилось, то конец первой обмотки соединился с началом следующей. А начала обоих обмоток нужно отметить витком изоленты.
Нулевые отметки вольтметра указывают на соединение обмоток одноименными концами, при последовательном соединении одна пара разноименных концов соединяется, а выходное напряжение со свободных снимается. Параллельное соединение подразумевает сближение одинаковых концов двух обмоток, выводы в конце должны быть обжаты специальными наконечниками.
Как устроен и работает?
Главное отличие споттера от трансформаторного либо инверторного сварочного аппарата — создание импульсного тока силой 1500 – 3000 А.
Этот усовершенствованный аппарат для точечной (контактной) сварки, отличающийся большим числом настраиваемых параметров.
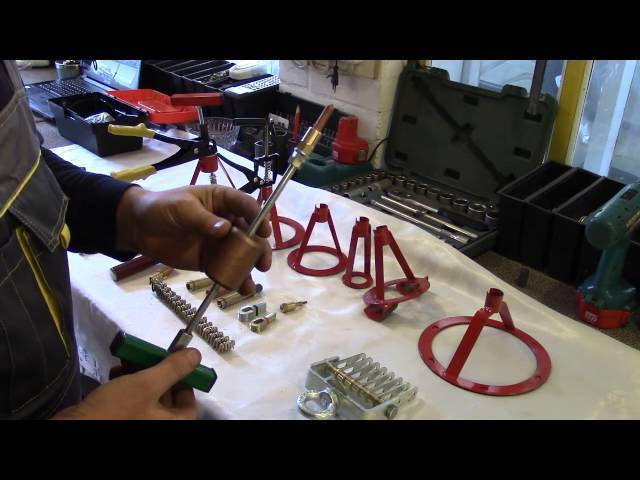
Кроме прочего, комплектующие для споттера составляют целый класс приспособлений. Сюда входят расходники, а также инструментальные насадки: держатели рихтовочных шайб, медные и графитовые электроды, магнитные контакты.
Если один контакт создает электрод споттера, то второй, заземление — специальная шайба или просто «земля». Ее крепят к той же детали на которой ведут работы самим споттером.
Заземление располагают как можно ближе к месту воздействия споттером. Не допускается устанавливать его на соседнем элементе кузова, даже присоединенном сваркой.
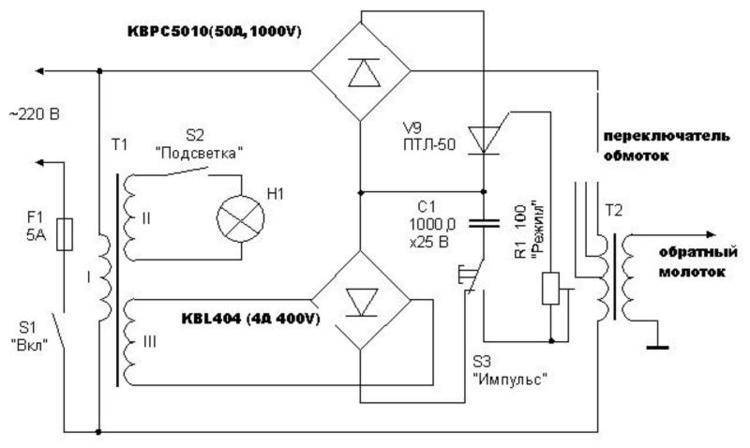
Рассмотрим, как работает споттер. Схема устройства проста. На входе установлен трансформатор, дающий ток необходимой силы и напряжения. Переменный ток трансформатора выпрямляется диодным мостом, затем подается на конденсатор, заряжая его.
Еще один, сварочный трансформатор формирует сварочный импульс. Ток на него подается кнопкой управления, открывающей тиристор. Импульс создает разряд конденсатора, а регулировку его силы — переменный резистор.










Продолжительность импульса регулируется от 0,01 сек до 1,8 сек (прогрев при отжиге).
При этом, если на входе прибора ток 50А при напряжении 160-230V, то на выходе импульс 2500-3000А, при напряжении 50-60V.
Принципиальная схема споттера приведена на рисунке:
Устройство и принцип работы
Работа споттером подразумевает нагревание небольшого участка кузовного элемента, влияние приносит минимальные повреждения автомобилю.
Алгоритм работ по свариванию включает этапы:
- К месту повреждения приваривается крепежный элемент.
- За фиксатор зацепляется обратный мотолоток.
- Вытягивание выполняется вручную, но нередко используются и вспомогательные инструменты.
Рихтовка споттером выполняется без больших усилий, это позволяет выполненять ремонт в условиях любого гаража.
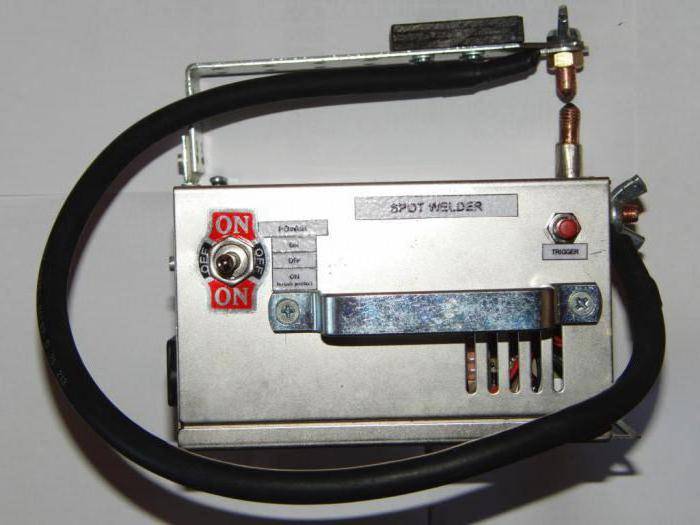
Схема элементарного агрегата:
- корпус;
- кабель;
- стаддер (насадка);
- электрод (можно заменить острым крутом).
Любая коробка выполняет роль корпуса, к которой крепятся все компоненты устройства аппарата.
Основным элементов конструкции является пистолет сварочного аппарата. Самодельный вариант не позволяет добиться длительной работы и несколько уступает по характеристикам, но пригоден для работ с небольшими объёмами рихтовки. Долговременная работа реализуется в фабричном устройстве.

Самое большое преимущество споттера — это то, что усилие прикладывается только к внешней стороне поверхности поврежденной детали
Как работать споттером
Работа споттером авто рихтовка отточена многими специалистами, но особой сложности методика не представляет для начинающих рихтовщиков. С помощью аппарата удаётся выровнять вмятину на любом участке, независимо от места расположения.
На электрод поступает ток от сварочной установки, так выполняется соединение с деформированной областью. Для выпрямления используется обратный молоток, может заменяться особым упором. Механические воздействия продолжают до момента полного выравнивания поверхности. После завершения работ участок зачищают, так как на нём остаются шлаки от электрода.

Чтобы научиться пользоваться споттером, не нужно идти на специальные курсы
Алгоритм использования споттера для рихтовки:
- Подготовка поверхности. Независимо от материала корпуса (алюминий или железо), с поверхности удаляют все покрытия: лакокрасочный слой, шпаклёвку, грунтовку.
- Подключение «минуса». С кузовом соединяется клемма «минус» для заземления.
- Установка крепежа. Привариваются фиксаторы (любые зацепы, петли или крючки) к деформированному участку корпуса. Для соединения используют сварку по точкам.
- Подготовка инструмента. Выполняют сцепление основного инструмента и подготавливают вспомогательные конструкции. Удобно использовать пуллер – устройство для облегчения восстановления деталей.
- Правка детали. Вытягивание кузовного элемента до восстановления первоначального вида и формы.
- Демонтаж крепежа. Для удаления фиксаторов подойдёт болгарка.
- Шлифовка. Окончательный этап – зачистка поверхности и работы по подготовке к окрашиванию.
Устранение маленьких вмятин
Принципиальных отличий выравнивания небольших и масштабных вмятин существует несколько:
- фиксируется всего один зацеп для вытягивания;
- зачистка проводится исключительно на деформированном участке, остальное ЛКМ не трогают;
- деталь по периметру обклеивается малярным скотчем, чтобы предотвратить разрушение краски;
- рекомендуется выполнять рихтовку аккуратно, не прикладывая сильных усилий, чтобы избежать деформирования всей детали.
Алгоритм работы остаётся прежним, но дополнительно используются небольшие насадки.

Если взять в сравнение обычный сварочный аппарат, то можно сказать, что споттер на много безопаснее, так как от него не летят искры и не нагревается металл
Работа с серьезными повреждениями
Для устранения больших повреждений потребуется масштабная работа:
- приваривается много фиксаторов вдоль вмятины, преимущественно в местах самых глубоких повреждений;
- вытягивать следует понемногу каждый элемент – и так по кругу до полного восстановления. Если сразу выровнять один участок, в момент рихтовки второго может нарушиться состояние предыдущего места;
- пригодится относительно большой обратный молоток, но сильных ударов все равно стоит избегать, иначе появляется риск повреждения крепления элемента кузова.
Изготовление трансформатора
Изготовление такого устройства, как споттер из сварочного аппарата для рихтовки своими руками, предполагает сборку трансформатора. Этот процесс считается наиболее трудным.










Обмотка требует большого количества времени, но этот этап обязателен. Обмотку можно производить на ш-образном или же кольцевом железе. Провод для вторичной обмотки должен быть из меди или же алюминия. Изоляцию между мотками надо сделать качественной на основе лакоткани или же трансформаторной бумаги несколькими слоями (желательно пять или шесть). Для большей надежности бумагу пропитывают парафином.
Как сделать споттер
Чтобы сделать работающий споттер своими руками из сварочного аппарата вам понадобится работающий трансформатор. Поиск трансформатора— не такая уж сложная задача. Его можно достать из старого полуавтомата/инвертора или купить с рук на онлайн-досках объявлений. Лучший вариант — это найти трансформатор со сгоревшей вторичной обмоткой.
Перейдем к сути. Для начала нужно снять вторичную обмотку, если у трансформатора их две. Далее намотайте на первичную обмотку пару витков проволоки из меди и с помощью тестера определите, сколько вам нужно намотать витков для 1 Вольта. В нашем случае понадобится 1.5 витка или 3 витка на 2 Вольта соответственно. Тестером мы замеряли вольтаж и разделяли на кол-во витков.
Теперь из вторичной обмотки вам нужно сделать шину. Ее можно смотать от самого трансформатора. В нашем случае шина сечением 40мм2. Мы ее растянули с помощью гидравлического инструмента, чтобы получилась прямая ровная шина.
Применяемая нами шина будет иметь сечение 160мм2 после того, как сложить ее в 4 раза. При этом после намотки мы получим около 5-6 Вольт. Нам этого достаточно. Разрубите шину на четыре куска и соедините. Для соединения можно использовать матерчатую изоляционную ленту. На все у нас ушло около 6 рулонов изоляционной ленты. Саму изоляцию лучше делать в несколько слоев. Например, сначала изолента, затем малярный скотч, затем снова изолента.
Теперь шины нужно намотать на трансформатор. Это непростая задача, можете использовать подручные инструменты. Учтите, что сделать плотную обмотку не получится, но это не страшно.
На этом этапе вы, скорее всего, столкнетесь с проблемой нехватки мощности. Здесь теория не поможет. Нужно самому методом проб и ошибок искать решение этой проблемы. В нашем случае наилучшим решением стало подключение проводов на первичной обмотке в последовательности 1+8 и 4+5. Перед этим мы на подключение установили полуавтоматический выключатель на 16А, чтобы проводка не сгорела. Силовая часть споттера готова.

Сборка пускового устройства
Наш споттер будет работать в ручном режиме. Понадобится трансформатор 12В от старого лампового телевизора, реле 30А (можно взять у жигуля), диодный мост («таблетка»), контактор 220В и кнопка (ее можно взять с какого-нибудь оборудования).
Схему не прилагаем, но объясним принцип действия этого устройства. Трансформатор от телевизора управляет реле. Управление осуществляется с помощью кнопки, ее можно установить на рукоятку самого споттера. При нажатии кнопки замыкается контактор, который подключен к реле с помощью провода. Еще один провод от контактора пустите прямо на выключатель. Вот и все.
Соберите все компоненты воедино и установите на станину. Можно приступать к работе.
При подключении самодельного споттера постарайтесь избежать потерь тока
Это очень важно, поскольку сварка осуществляется методом сопротивления. Наша рекомендация проста: не используйте длинные кабели
Короткие подойдут намного лучше. Также выбирайте кабели с большим сечением. Не забывайте тщательно зачищать металл перед проведением работ.
Также учтите, что самодельный споттер из сварочного аппарата не будет таким же компактным, как заводские модели. Лучше всего использовать этот прибор стационарно, так его применение будет наиболее комфортным.
Основные виды рихтовки
Многие автовладельцы болезненно воспринимают повреждения кузова, получаемые в результате:
- случайных столкновений;
- наездов на препятствия;
- выброса камней из-под колёс попутных и встречных машин;
- ряда других причин.
Вмятины выправляются различными способами. Процесс восстановления поверхности деформированных деталей кузова называется рихтовкой. С её помощью можно вернуть внешнему виду автомобиля оригинальную форму. Рихтовка относится к заключительной стадии восстановительных кузовных работ и требует к себе тщательного, аккуратного, профессионального отношения.











В зависимости от вида повреждения используются различные технологии рихтовки
Обладая минимальными навыками слесарных работ, многие повреждения деталей кузова можно устранить самостоятельно. Технологию рихтовки следует выбирать с учётом марки и года выпуска автомобиля. Кузова советских «Волг», «Москвичей», «Запорожцев» и др. изготавливались из прочной жести, которую восстановить до первоначального вида было очень сложно. Часто требовались газосварочные работы, навыком которых владели далеко не все водители. В современных автомобилях для кузовных деталей используют тонкий пластичный стальной лист, который легко восстанавливается выдавливанием, выстукиванием, воздействием вакуума и другими способами. Поэтому большинство автовладельцев с несложными кузовными работами могут справиться самостоятельно. Различают следующие виды ручной рихтовки:
- Устранение вмятин. Это самый распространённый вид рихтовки. Для ликвидации вмятин используются различные технологии.
- Устранение выпуклостей. Выпуклости образуются в результате выгибания кузовной детали при ударах и столкновениях. Они устраняются частыми и несильными ударами молотка через подложку. В сложных случаях используется газовая горелка. Нагрев ведётся по спирали от центра к краям выпуклости.
- Локальная рихтовка. Оригинальная форма детали восстанавливается без её демонтажа. Однако часто с повреждённой двери, крыла или капота требуется снять ручки, обшивку, фонари и другие элементы, которые мешают проведению работ.
Виды споттеров
Всего различают две основных разновидности инструментов: трансформаторные и инверторные. В зависимости от способа и области использования выделяют еще два класса: для сваривания кузова по контактному методу и для рихтовки.
Рихтовочные споттеры представляют из себя небольшие аппараты, предназначенные для мелкой работы. Они требуют обязательной установки обратного молотка и дополнительных насадок для выполнения ремонта. Кроме того, конструкция может включать специальные клещи. Однако, многие из данных устройств обладают малой мощностью, предрасположены к скорому перегреву, поэтому не способны обеспечить качественную сварку.
Кроме всего, оборудование точечной сварки может быть классифицировано по потребляемому напряжению питания от электрической сети. Стандартные инструменты рассчитаны на 220В, а самые мощные на 380В.

Особенности рихтовки
Рассмотрим, что такое споттер для рихтовки и как им пользоваться. Принцип устранения повреждений одинаков для вмятин не зависимо от их величины:
- Очистка и подготовка мест ремонта.
- Установка клеммы «земля».
- Фиксация наконечника электрода оснастки, либо расходной шайбы на вмятине.
- Вытягивание металла с помощью рычажных систем, пуллера, ударов обратного молотка, а также другими способами
- Последующая отделка.
Для небольших вмятин достаточно рычажного пуллера. С его помощью повреждение устраняют в один прием. Вмятины, занимающие большую площадь, имеющие сложную форму рихтуют с помощью обратного молотка.
Устранение серьезных повреждений, например глубоких продольных вмятин, требует применения дополнительных расходных изделий.
Как работать споттером
Чтобы освоить этот агрегат, существует много вспомогательных видео в сети. Работающий споттер прост в технологии выполнения контактного соединения и не требует одевания маски сварщика в большинстве случаев.
Для начала работы необходимо зачистить вмятую поверхность. После этого устанавливается масса, которая крепится зажимом, специальной прищепкой или приваривается контактом. В зависимости от типа повреждения, глубины вминания основного металла, и охватываемой площади, к поверхности можно приварить:
- одну или несколько шайб;
- ряд крюков;
- волнообразную проволоку;
- шпильки;
- торец с насадкой от обратного молотка.
Устранение маленьких вмятин
Самый обычный способ сварки споттером — при помощи обратного молотка. Так устраняется большинство повреждений. Для этого необходимо прихватить торец инструмента к вмятине и выполнить легкое постукивание внутренней ручкой-тяжеловесом. Для равномерного возвращения формы поверхности, эту операцию следует производить по всей площади вмятины, с отступом от предыдущей точки 5-8 мм. Поэтапное натягивание позволяет плавно вернуть металл в исходную плоскость. Единственный дефект — это небольшие следы от контактов, которые устраняются зачистной машинкой.
Работа с серьезными повреждениями
Чтобы устранить линейные вмятины или полукруглые вогнутости, охватывающие площадь в 100 мм и более, разработаны приспособления, способные воздействовать не точечно, а на протяжении длинного участка. В зависимости от удобства и доступности можно приварить крюки, шпильки или волнистую проволоку. Фиксация приспособления происходит по всей длине повреждения. К ним, при помощи связки крюков, подсоединяется обратный молоток. Выравнивание плоскости выполняется за счет равномерного воздействия по всей длине повреждений.
Для устранения следов от ударов об большие предметы применяют обратные присоски, которые возвращают сразу значительную часть металла на место. А уже мелкие ямки дорабатывают обычным способом. Если при ударе образовались загибы корпуса, создавшие новые «ребра жесткости»и мешающие восстановлению прежней формы, то используются угольные электроды, разогревающие проблемное место, и снимающие напряжение с участка металла. После этого работать гораздо легче.
Споттером можно сваривать между собой пластины металла. Это может понадобиться при фиксации полос порога и других элементов. Преимущества сварки в том, что отсутствует перегрев материала, и нет деформаций. Последующая зачистка минимальна.
Как управлять трансформатором для споттера?
Контактная сварка нуждается в коротком импульсе напряжения. Соответственно, сделанный своими руками споттер из сварочного аппарата требует специальной схемы управления. Поскольку сварочный ток имеет большую величину, коммутировать выходное напряжение напрямую не выйдет. Управление выполняется посредством подачи на первичную обмотку напряжения. Данная схема неудобна тем, что кнопка коммутирует прямо на сетевое напряжение, что может вызвать опасение.
Также размыкание контактов провоцирует образование сильной искры. Если вместо кнопки будет установлено втягивающее стартерное реле, которое можно будет включать кнопочным способом, это будет более безопасно и удобно. Можно применять разные комбинации разных автомобильных реле и мощных пускателей. Реле управляется посредством напряжения в 12 В, а контакты будут управлять контактором.








Такие способы управления трансформатором для споттера не позволят наверняка выдержать требуемый временной промежуток работы, и работать с его помощью можно будет лишь с течением времени. Если у вас есть более серьезные навыки сборки своими руками подобных приспособлений, то можете попробовать сделать более совершенную схему.
А в такой схеме трансформаторная первичная обмотка будет управляться тиристором. Он включается с помощи напряжения на управляющий электрод. При отпущенной кнопке конденсатор будет заряжаться от трансформатора посредством диодного моста. При нажатии ее конденсатор посредством резистора будет разряжаться на управляющий электрод тиристора. А время его включенного состояния будет зависеть напрямую от периода разряда конденсатора, его можно регулировать посредством подстройки переменного резистора. Для последующего включения споттера кнопку нужно будет отпустить и нажать снова.
Лидер среди китайских производителей споттеров
Исключительно для ремонта авто разработано и выпускается оборудование Solary. Различные модели инструментов для рихтовки транспортных средств выпускает эта китайская компания, одна из лидирующих на азиатском рынке. Продукция этой компании стоит дешевле французских и немецких брендов и при этом достаточно качественна и надёжна.
Для выравнивания повреждённых поверхностей с ограниченным доступом с внутренней стороны используется Solary – споттер для кузовного ремонта. Модель Solary A6 имеет два режима:
- с постоянным включением, которое используется, когда ведётся работа углеродным электродом;
- с регулируемым по времени кратковременным включением, применяется при приварке ремонтных шайб и металлического электрода.
Инструментом модели Solary A6 очень просто пользоваться благодаря его конструкции. Приварка шайб и точечная сварка металлическим электродом позволяет вытягивать поверхность, а прогрев углеродным электродом осуществляет осадку металла. Также, споттер применяется для наложения заплат на повреждённые участки кузова.





