

Станок для гибки арматуры паспорт и руководство по эксплуатации Модели: sb 40; sb 50 содержание
СТАНОК ДЛЯ ГИБКИ АРМАТУРЫПаспорт и руководство по эксплуатации
2. Технические характеристики. …………………. ……. 3
5. Принципиальная Электрическая схема…………. …………. 6
6. Обслуживание и смазка..……. ………………………………. 6
7. Комплект поставки…………………………………. 7
9. Гарантийные обязательства……………………………………..8
Станки поставляются без масла.
Перед первым включением станка его необходимо заправить маслом согласно п.6 настоящего руководства!
ВНИМАНИЕ
Во избежание получения травм, перед работой операторы станка и обслуживающий персонал обязаны внимательно ознакомиться с данным руководством по эксплуатации!
Работать необходимо с максимальной осторожностью, всем сотрудникам, находящимся рядом с оборудованием!1. Введение.Станки SB40ASB40С/SB40BSB50ASB50С/SB50D предназначены для гибки стальных стержней
—SB50ASB50С/SB50D диаметр стержней от 10 до 50 мм.После некоторого периода эксплуатации необходимо повернуть рабочую плиту станка на 180°, тем самым выполняется полный цикл эксплуатации деталей станка. Износ деталей будет более равномерным, срок службы станка повысится.2. Технические характеристики.SB40SB50
- Максимальный диаметр стержней, мм: 6-40 10-50
- Предел прочности на разрыв менее, МПа: 450 450
3. Длина рабочей поверхности, мм: 810 1010
4. Ширина рабочей поверхности, мм: 700 910
5. Скорость поворота платформы, об./мин: 8 14
6. Электродвигатель, модель: Y110L2-4/380В Y112M-4/380В
7. Потребляемая мощность, кВт: 3 4
8. Скорость вращения об./мин.: 1420 1440
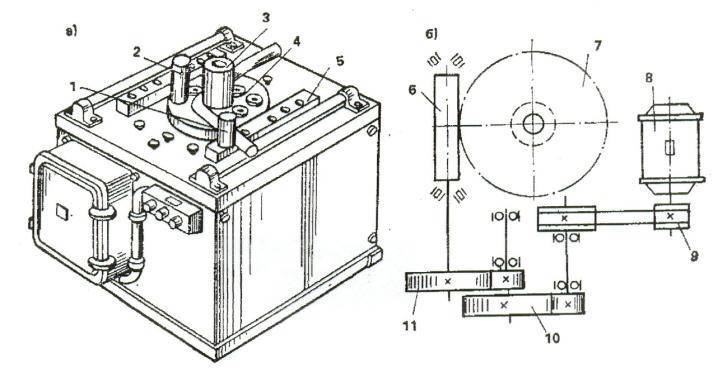
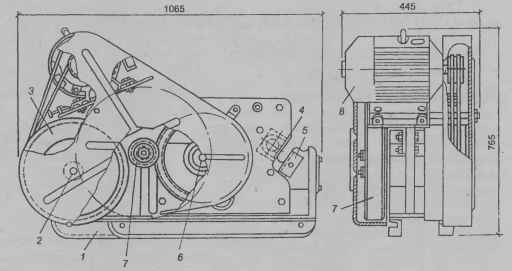
- Устройство станка
Станок состоит из следующих частей: блока трансмиссии, держателя станка и рабочей платформы. Рабочая платформа приводится электроприводами через треугольное ременное колесо, две пары прямозубых передач.
2. Информационная табличка;
3. Верхняя плита;
4. Рабочая плита;
5. Держатель втулок;
6. Подающий ролик;
8. Колесо;Станки предназначены для гибки арматурной стали и прута указанных в инструкции размеров. Станки состоят из электрического привода (Электродвигатель и ремённая передача), редуктора (Зубчатые передачи станков работают в масляной ванне).
Внимание! Перед началом работы проверить уровень трансмиссионного
масла в станке, и в случае необходимости довести его до требуемого!
- Подсоединить электропитание (3 фазы, и заземление).
- Подсоединить педаль управления, (для SB50D).
- Отрегулировать угол гиба перемещением «Управляющих гаек концевика реверса»
на торце рабочей плиты (для SB40B), или установкой штифта-контакта в необходимое
отверстие (для SB50D).
Все работы по настройке управляющих гаек производить только при
нажатой кнопке аварийного СТОПа!
- Включить питание в электрощите станка.
- Повернуть переключатель ручного или автоматического режима против часовой
стрелки в положение «Автомат» (для SB40B/SB50D).
Проверить рабочий цикл нажатием кнопки «Старт» или педали: рабочая плита должна
повернуться на необходимый угол и вернуться назад (для SB40B/SB50D).
Нажать и удерживать кнопку «Старт» (для SB40A/SB50A, SB40C/SB50C), по
достижении рабочей плиты заданного угла, отпустить кнопку «Старт», рабочая плита
должна остановится. Для возвращении рабочей плиты в исходное положение нажать
Повернуть переключатель ручного или автоматического режима по часовой стрелке
в положение «Ручное» (для SB40B/SB50D), в дальнейшем порядок действий такой же
как со станками с ручным управлением (SB40A/SB50A, SB40C/SB50C).
6) Установить расстояние между центральным пальцем и поворотным пальцем на 2 мм
больше толщины стержня. Радиус изгиба стержня устанавливается толщиной
7) Установить стержень и произвести гибку.
8) По окончании работы выключить питание.— Станки серии SB40: диаметр стержней от 6 до 40 мм.








— Станки серии SB50 диаметр стержней от 10 до 50 мм.
2. Рабочая плита 2. Рабочая плита
3. Втулка 3. Втулка
4. Стальной стержень 4. Стальной стержень
5. Крышка формы 5. Крышка формы
7. Удерживающий шпиндель 7. Удерживающий шпиндель
8. Удерживающий шпиндель 8. Втулка
Таблицы максимального одновременного количества стержней при гибке
голоса
Рейтинг статьи
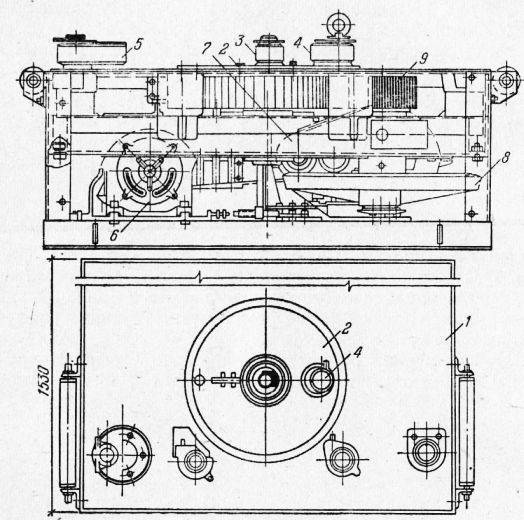
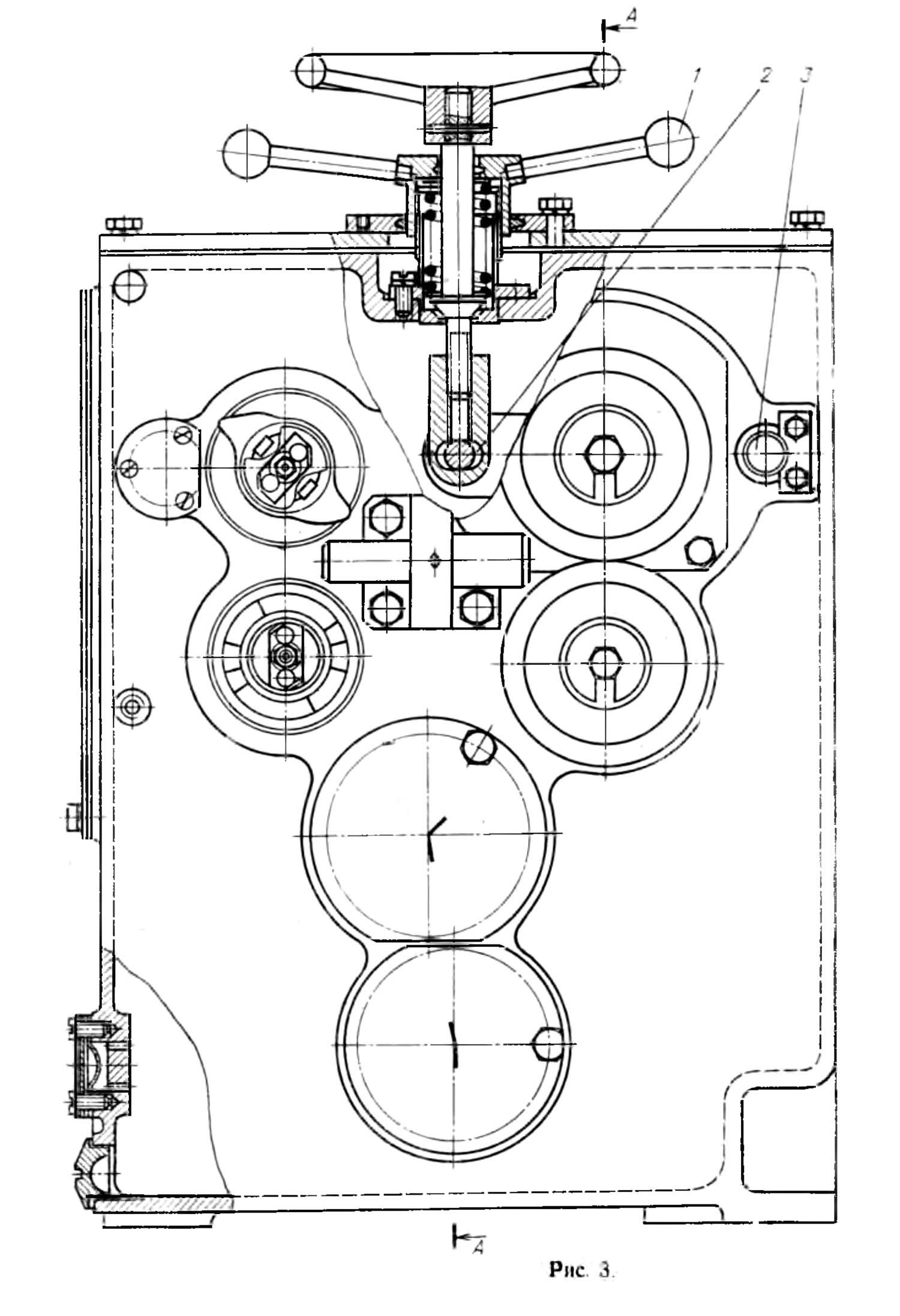
Рамка правильная правильно-отрезного станка ГД-162
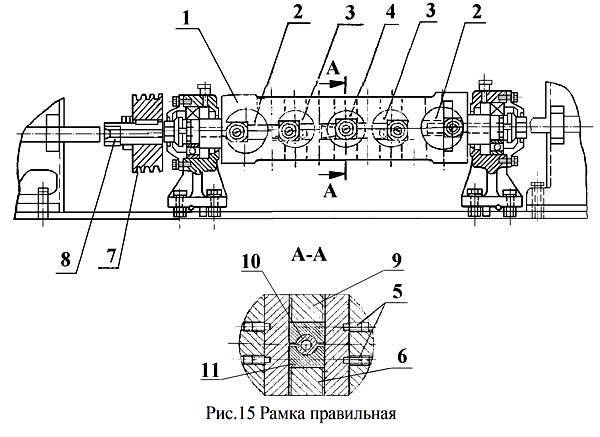
Рамка правильная правильно-отрезного станка ГД-162
Правильная рамка служит для всесторонней правки круглой проволоки посредством поперечного пластического изгиба, осуществляемого при прохождении проволоки через вращающуюся рамку.
Правильная рамка состоит из полого корпуса 1, в котором имеется пять сквозных отверстий и два хвостовика для закрепления в опорах.
В отверстиях корпуса расположены направляющие 2, 3, 4. для предотвращения смещения направляющих, они крепятся в корпусе рамки винтами 5.
В отверстиях каждой направляющей размещены волоки-заготовки 10, вставленные в сухари 11 (обоймы).
Сухари с втулками могут перемещаться от центра вращения рамки в двух направлениях и фиксируются пробками 6, 9.
Первая и последняя правильная втулка устанавливается по оси рамки, остальные с помощью пробок 6, 9 смещаются относительно оси, а изменение шага между втулками производится путем поворота на 1800 четырех направляющих в корпусе рамки.
Изменением шага между втулками и эксцентричностью расположения втулок обеспечивается необходимый режим правки в зависимости от сечения заготовок, прочности материала и устанавливается экспериментально при работе станка.
Для предохранения от повышенного износа хвостовика в начале правильной рамки вставлена направляющая втулка 8.
Для чего предназначены и где применяются станки СГА-1?
СГА-1 универсален и служит для гибки стальных арматур холодным способом. Работа с ним даёт возможность гнуть арматуру под различным углом с целью придания ей нужной формы. С его помощью изготовляют хомуты, монтажные петли. Приобретают эту модель для применения в производстве и строительстве изделий из железобетона.
Благодаря компактным габаритам и среднему весу станок стал современным, ведь он обладает высокой мобильностью, что позволяет использовать его в заводских помещениях, и на открытых объектах. Наружные работы на СГА-1 обязательно проводить под укрытием, так как защита от воды в его конструкцию не установлена.
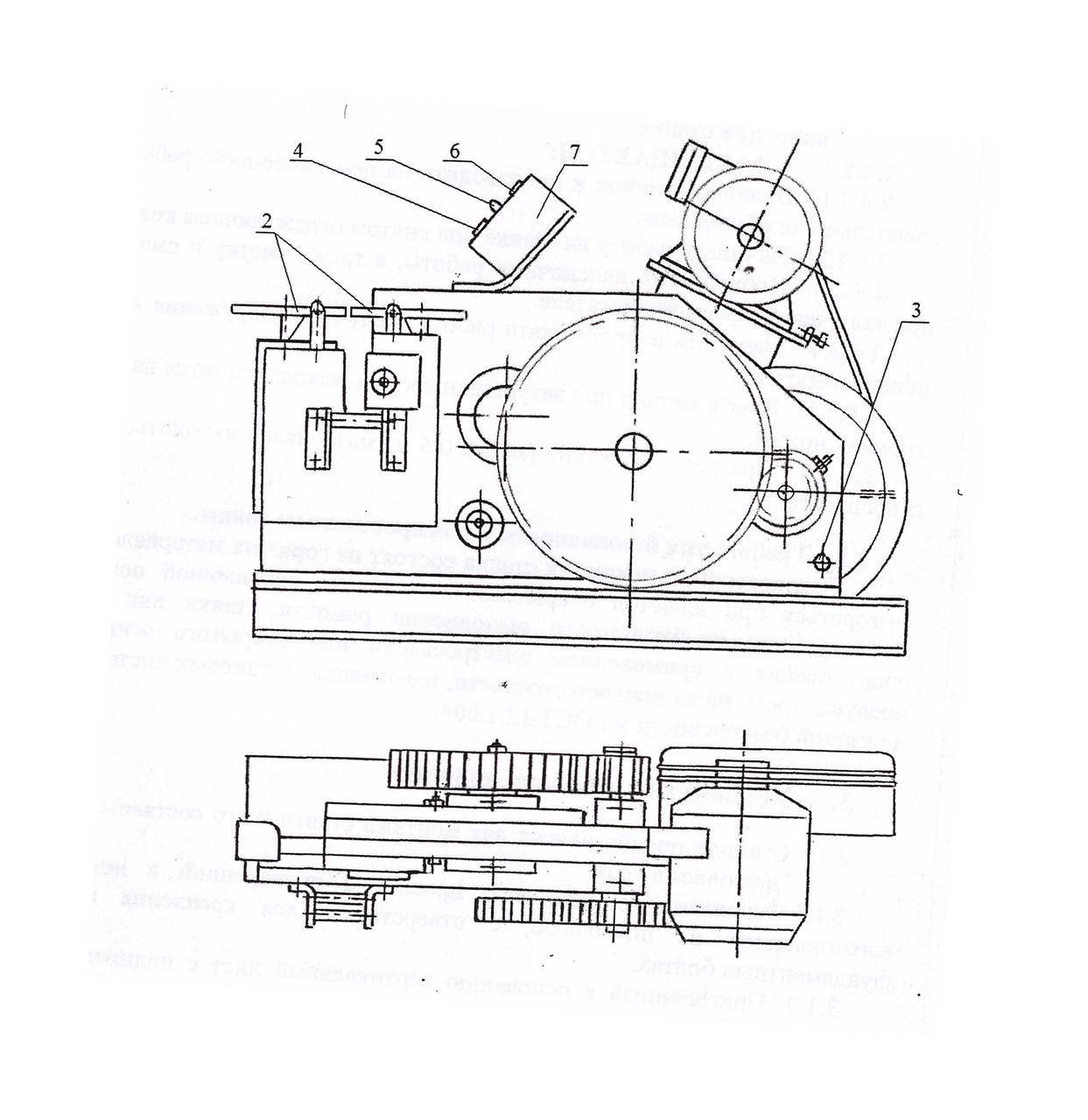
Устройство, схема работы СГА 1
Состав, устройство и работа станка СГА 1
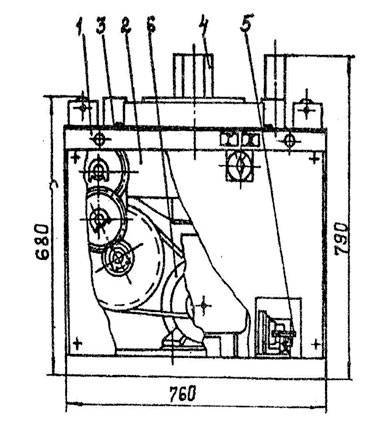
Станок состоит из следующих основных узлов рамы 1, редуктора 2, плиты 3, приспособления для гибки арматуры 4, педального управления 5 и электрооборудования 6.
Рама станка состоит из каркаса и каретки.
Каркас — сварной, из углового проката и служит для крепления всех узлов станка.
Каретка служит для крепления электродвигателя и натяжения клиновых ремней. На верхнем поясе рамы установлена плита в сборе с редуктором и приспособление для гибки арматуры.
В передней части рамы укреплены магнитные пускатели и автоматический выключатель.
К нижнему поясу рамы приварена плита с педальным управлением.
Редуктор 2 состоит из закрытой червячной пары и двух пар открытых цилиндрических шестерен.
Изменение скорости вращения гибочного диска производится путем перестановки шестерен 6 и 7.
Плита 3 служит крышкой редуктора и рабочим столом станка.
К плите приварены квадратные планки с отверстиями под упорные штыри 5 приспособления для гибки.
На плите смонтированы рольганги 7 и выключатели конечные для реверса II и останова 9 гибочного диска.
Для удаления окалины на плите смонтирована воронка с фланцевым креплением для приспособления к цеховой вытяжной вентиляции.
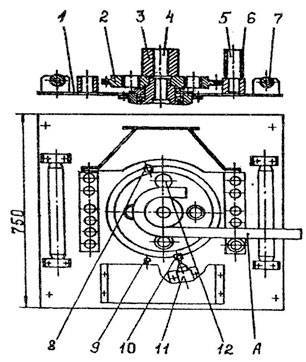
Приспособление для гибки арматуры состоит из гибочного пальца 12, центрального пальца 4 с роликом 3, упорного штыря 5 с роликом 6. На гибочном диске 2 имеются четыре отверстия со втулками для станка гибочного пальца 4, а также кулачки останова 8 и реверса 10. Необходимо иметь в виду, что кулачок останова 8 короче кулачка реверса, чтобы избежать переключения им конечного выключателя реверса.
Электрооборудование станка СГА-1
состоит из электродвигателя (М), магнитного пускателя (КМ-1.КМ-2), автоматического выключателя (SA1), конечных выключателей педали (SQ1), реверса (SQ2) и останова (SQ3), теплового реле (РТ1), кнопки останова (К1). При включении автоматического выключателя (SA1) происходит питание станка.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично
Принцип действия станка при гибке арматурной стали:
Пруток А укладывается на гибочный диск 2 между центральным пальцем 4 с роликом 3, гибочным пальцем 12 и упорным штырем 5 с роликом 6.
При вращении диска гибочный палец 12 заклинивает пруток А и гнет его вокруг ролика 3.
При возврате диска гибочный палец 12 освобождает согнутую на требуемый угол арматуру. Изделия из прутков арматуры с внутренним радиусом гиба 55 мм изготавливаются при гибе вокруг ролика 5, а с радиусом 20 мм — при гибе непосредственно вокруг центрального пальца 4.
УГА-40 Характеристики, уга-40 Станок УГА-40 (СГА 1) чертежи уга-40(сга 1). ремонт гибочного станка сга-1 уга-40 в ярославле, схема подключения гибочного станка сга 1 уга40 СГА-1 УГА -40 ВИДЕО Станок УГА-40 (СГА 1). как правильно сделать реверс на уга-40, гибочный станок для арматуры gw -40 купить в ярославле уга 40
Описание работы электрической схемы правильно-отрезного станка ГД-162
Электрическая схема предусматривает работу станка в режимах: “Автоматический”, “Наладка”.
Требуемый режим работы устанавливают переключателем SА2, расположенным на пульте управления.
Контроль над режимами работы осуществляется с помощью сигнальных ламп, расположенных на пульте управления.
Включением автоматического выключателя QF1 напряжение сети подается на все цепи. Загорается лампочка HL1, сигнализирующая о наличии напряжения.
В режиме “Автоматический” переключатель SA2 устанавливается в положение “Автомат”. Замыкаются контакты SA2.1, SA2.3. Загорается сигнальная лампа HL4 “Автомат”.
После нажатия кнопки SB6 включаются магнитные пускатели КМ3 и КМ1, включаются электродвигатели М1 и М2.
Управление механизмом реза производится от кнопки SB3 (пробный рез, немерные заготовки) или концевым выключателем отмеривающего устройства SQ5.
В обоих случаях включается реле KV1, которое включает электромагнит YA1.
После небольшого поворота рычага механизма реза конечным выключателем SQ4 включается реле KV2, которое отключает электромагнит YA1. Таким образом, исключается «сдваивание резов» при длительном нажатии кнопки SB5 или заклинивании SQ5.





При каждом включении реле KV1 включается счетчик РС1 и подсчитывает число резов. Кроме того, отключается реле времени КТ1, а после отключения KV1 реле времени включается и начинает отсчет паузы между резами. В том случае, когда пауза превысит установленное на реле время, (отсутствие подачи материала), происходит отключение станка.
Внимание! Возможно отключение станка в случае большой паузы между включением автоматического выключателя QF1 и первым резом из-за срабатывания реле времени. Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП». Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП»
Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП».
Работа в автоматическом режиме прекращается в следующих случаях:
- после нажатия на кнопку SB1 «СТОП»
- после срабатывания хотя бы одного из конечных выключателей блокировки ограждений (SQ1, SQ2, SQ3), когда ограждение открыто
- после окончания выдержки времени КТ1, когда прекращается по каким-то причинам подача материала
Во всех случаях отключаются оба электродвигателя, и работа станка в автоматическом режиме прекращается.
В режиме “Наладка” переключатель SA2 устанавливается в положение “Наладка”. Замыкаются контакты SA2.2,SA2.4. Загорается сигнальная лампа HL5 “Наладка”.
Контакт SA2.4 шунтирует контакты SQ1, SQ2, SQ3, SQ6, КТ1. Таким образом, работа в этом режиме возможна при открытых ограждениях и отсутствии заготовки.
При этом, в режиме наладки:
- электродвигатель привода подачи М1 «Вправо» (рабочий ход) включается нажатием кнопки SB3
- привода подачи «Влево» (реверс) нажатием кнопки SB6
- привода правильной рамки нажатием кнопки SB4
- привода реза нажатием кнопки SB5
Меры безопасности
Работа станков смж 172 просит строгого выполнения всех правил безопасности. Не позволяется:
- применять с превышением показателей, установленных техническими спецификами;
- делать работу при плохом освещении, дожде;
- включать оборудование при снятой защите ножей разборном корпусе;
- работать при отсутствующем заземлении корпуса;
- делать техобслуживание, чистку смж, менять ножи при подключенном электрическом питании;
Оператор во время работ должен применять очки для защиты, шумовую защиту слуховых органов, каску.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
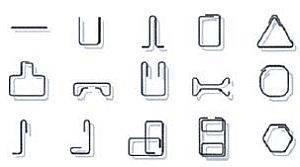 Примеры возможностей гибки
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
Технические характеристики станка для резки арматуры СМЖ-172
| Наименование параметра | СМЖ-172БА | СМЖ-172НА40М |
|---|---|---|
| Основные параметры станка | ||
| Рабочее усилие на ножах (номинальное усилие реза), кН (кгс), не более | 3500 (350) | 3500 (350) |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-I, мм | 24 | 24 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-II, мм | 21 | 21 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-III, мм | 19 | 19 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-I, мм | 40 | 40 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-II, мм | 36 | 36 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-III, мм | 32 | 32 |
| Наибольшие размеры отрезаемого квадрата, мм | 20 х 20 | 20 х 20 |
| Наибольшие размеры отрезаемой полосы (толщина х ширина), мм | 12 х 38 | 12 х 38 |
| Частота непрерывных ходов кулисы, 1/мин | 33 | 33 |
| Частота одиночных ходов кулисы, 1/мин | 9 | 9 |
| Электродвигатель, кВт | 3,0 | 3,0 |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1150 х 430 х 850 | 1100 х 530 х 805 |
| Масса пресс-ножниц, кг | 530 | 550 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Список литературы:
Станок для резки арматурной стали СМЖ-172 БА. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2002
Станок для резки арматурной стали СМЖ-172 НА40М. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2007
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
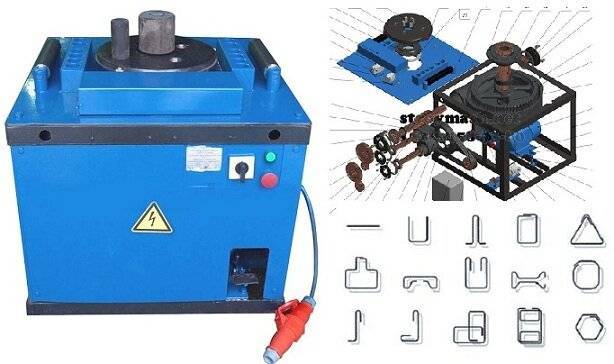
3 Обзор современного гибочного оборудования
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.
Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.
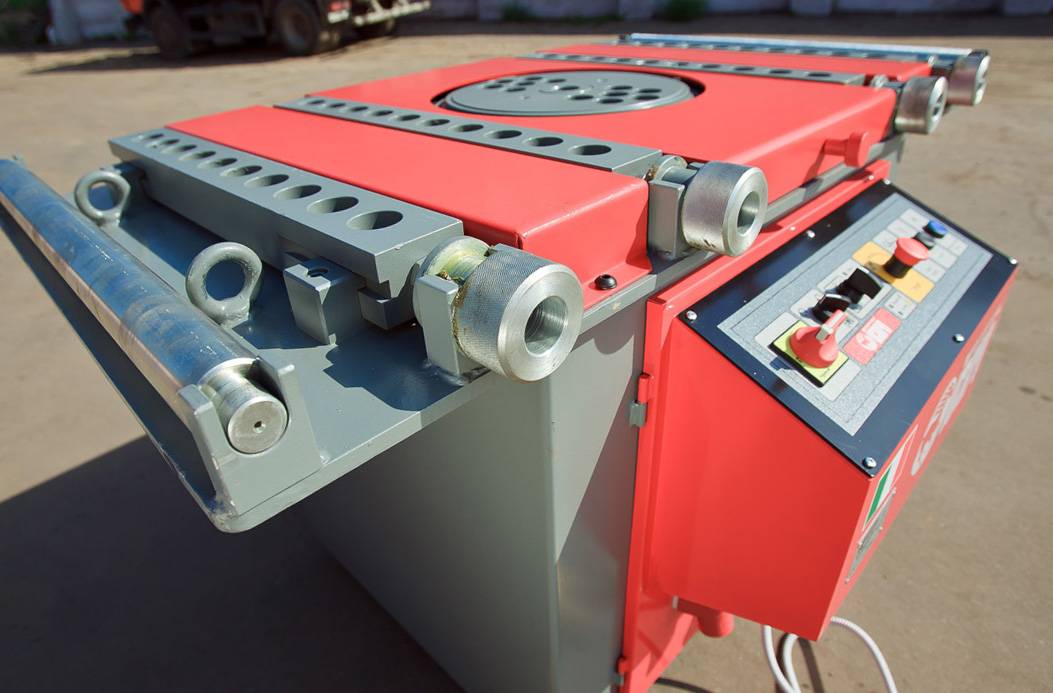
Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий. Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры. Процесс гибки легко полностью автоматизировать, приобретя за отдельную плату специальный электронный блок (справедливости ради отметим, что стоит он недешево). В стандартную комплектацию агрегатов IСARO входят штифты и набор обкатных валов.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.
Как согнуть арматуру в домашних условиях
Главное назначение арматуры заключается в армирование бетона, который может разрушаться под действиями нагрузок изгибающего характера. Во всех железобетонных конструкциях сжимающие и растягивающие усилия берет на себя металлический прут. Соорудить достаточно прочный, надежный фундамент любого дома невозможно без арматурного каркаса. Одновременно с этим, армирование углов и разных примыканий путем перекрещивания прямых прутков является серьезным нарушением технологии, которое ослабляет всю конструкцию, что неминуемо приведет к расслоению бетона. Если нужно выполнить угловые связки, требуется монтаж изогнутой арматуры с перехлестом на каждой стороне минимум в 80 см. Кроме того гибка прутков нужна для изготовления разных соединительных элементов, рассчитанных на растяжение (например, лапка, стандартный крюк, прочее).
Этапы сгибания арматуры:
Как согнуть арматуру в домашних условиях, чтобы она при этом сохранила прочностные характеристики, знает не каждый. Арматуру, выполненную из стеклопластика согнуть без каких-либо повреждений практически невозможно, поэтому такой обработке подвергают стальную.
Опытные строители знают, что разрешается сгибать стержни только механическим способом, не допуская образования острых углов в месте изгиба. Какие-либо закругления следует делать плавными – наиболее оптимальный радиус – 10-15 диаметров арматуры.
Самые распространенные способы неправильного сгибания арматуры:
место сгиба разогревают паяльной лампой (автогеном, сваркой, на костре);
в месте, где будет происходить гибка, посредством угловой отрезной машинки или аналогичным инструментом делается надпил.
После «подготовительных» работ применяют подручный инструмент (молоток, кувалда, труба и прочее) для сгибания арматуры. Оба приема в разы ослабляют стержни, что влечет их последующее разрушение под влиянием нагрузок. Необходимо запомнить, что все виды арматуры гнуться только в холодном состоянии без целостных нарушений.
Cхема сборки станка для резки арматуры СМЖ-172А
Перечень деталей станка для резки арматуры СМЖ-172А
- СМЖ-172А.01.010 — Станина
- СМЖ-172А.05.000 — Кулиса в сборе
- СМЖ-172А.01.030 — Крышка
- СМЖ-172А.03.000 — Вкладыш в сборе
- СМЖ-172А.07.000 — Кожух
- СМЖ-172А.09.000 — Болт откидной
- СМЖ-172А.06.000 — Плита мотора (подмоторная плита)
- СМЖ-172А.08.000 — Кожух
- СМЖ-172А.00.024 — Нож
- СМЖ-172А.00.003 — Палец
- СМЖ-172А.00.031 — Вал эксцентриковый
- СМЖ-172А.00.032 — Шестерня ( m=10, z=33)
- СМЖ-172А.00.006 — Корпус масленки
- СМЖ-172А.00.009 — Гайка
- Шайба 45.01.05. ГОСТ 11872-73
- СМЖ -172А .00.027 — Шайба
- СМЖ-172А.00.018 — Маховик
- СМЖ-172А.00.021 — Шестерня ( m=10, z=9)
- СМЖ-172А.00.017 — Крышка (4шт.)
- Подшипник 7511А ГОСТ 27365-87 (4шт.)
- СМЖ-172А.00.028 — Вал
- СМЖ-172А.00.016 — Вал приводной
- СМЖ-172А.00.019 — Шестерня (косозубая m=4, z= I3)
- СМЖ-172А.00.029 — Шестерня перебора (косозубая m=4, z= l 14)
- СМЖ-172А.01.001 — Втулка (капролон — 2шт.)
- СМЖ-172А.02.000 — Упор (Рольганг)
- СМЖ-172А.00.034 — Стойка
Преимущества модели СМЖ-172А
К основным достоинствам оборудования можно отнести его производительность, износостойкость механизмов, долговечность и простоту обслуживания. Это эффективное устройство для резки металлического прута диаметром 32-40 мм, используемое на любом строительном объекте или металлообрабатывающем предприятии. Станок данной модификации обладает следующими техническими особенностями:







- Ножи, изготовленные из прочной стали, имеют высокий рабочий ресурс
- Пускатель располагает заземлением, предназначенным для защиты оператора от поражения электрическим током
- Привод функционирует от электродвигателя посредством шестерней, что обеспечивает бесперебойную и надежную работу механизмов
- Ремонтопригодность — возможна поставка любых запчастей к станку
Мобильность оборудования позволяет при необходимости перемещать его в пределах объекта и устанавливать в нужном месте.
Схема процесса резки прутков арматуры на станке СМЖ-172
Уход за оборудованием
Чтобы станок работал бесперебойно, ему требуется своевременное техническое обслуживание. Необходимо регулярно производить смазку механизмов. Масло заливают шприцем в технологические отверстия в станине. По окончании работ требуется очищать оборудование от загрязнений, металлических частиц и пыли.
Для электрического станка СМЖ-172А под заказ поставляются запасные части.
Вся продукция имеет необходимые сертификаты, паспорта и разрешения. Гарантия распространяется на весь срок, заявленный производителем. Постпродажное обслуживание осуществляется в сервисных центрах наших партнеров и мастерских заводов изготовителей.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка.
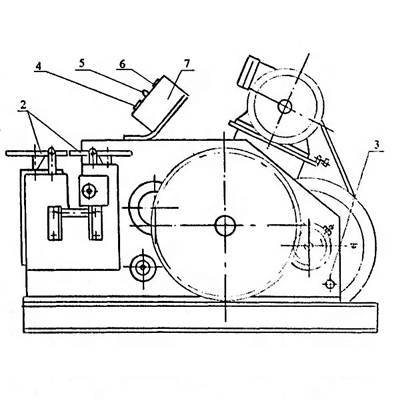
Кинематическая схема правильно-отрезного станка ГД-162
Кинематическая схема правильно-отрезного станка ГД-162
Описание кинематической схемы правильно-отрезного станка ГД162
Автомат представляет собой правильно-отрезной станок с вращающейся правильной рамкой, роликовой подачей и рычажным резом.
Привод подачи и реза осуществляется от двух скоростного электродвигателя 1 через клиноременную передачу (обозначение ремня приведено в приложении А) вращение передается маховику 3, который установлен на промежуточный вал I. Через цилиндрические шестерни 6,7, 8, 9, 10, 11 и 12 вращение передается двум парам подающих роликов заднего механизма подачи. А затем через цепную передачу и шестерни 16, 17, 18, 19 и 20 вращение получают две пары подающих роликов механизма подачи.
Отключение механизма подачи в момент реза производится посредством зубчатой муфты 31. Одна полумуфта 31 на шлицах посажена на валу III, вторая жестко связана с шестерней 7, которая постоянно вращается на валу III. При включенной муфте 31 вращение получает вал III и происходит подача материала. Включение и выключение муфты производится посредством кулака 41, закрепленного на валу Х и воздействующего на муфту через рычаг.
Правка материала осуществляется в направляющих втулках и в правильной рамке во всех плоскостях путем его многократного поперечного пластического изгиба волоками-заготовками, закрепленными в сухарях которые установлены в гнездах быстровращающейся правильной рамки.
Для регулировки зазора между нижними и верхними подающими роликами в зависимости от размера сечения материала оси роликов выполнены эксцентриковыми.
Привод правильной рамки осуществляется от электродвигателя 21 через клиноременную передачу.
Отрезка прутков осуществляется с помощью отрезной втулки, закрепленной в корпусе заднего механизма подачи и открытого ножа, закрепленного на двуплечем рычаге, свободно качающемся в оси.
Качание рычага производится посредством осевого кулака 24 жестко закрепленного на валу Х и воздействующего на консольный конический ролик рычага реза.
Включение механизма реза производится посредством пальцевой муфты 26. Одна часть с подпружиненным пальцем жестко закреплена на валу Х, вторая часть муфты сблокирована с шестерней 5, которая постоянно свободно вращается на валу Х.
При включении муфты реза получает вращение вал Х, после отключения муфты останов вала осуществляется дисковым тормозом постоянного действия.
Управление пальцевой муфтой осуществляется электромагнитом 28 который включается выключателем 40, связанным с механизмом отмеривающим.
Отрезанные прутки из канала приемного устройства сбрасываются вниз. Планка, закрывающая канал устройства, открывается в момент реза посредством кулака 25, который жестко закреплен на валу Х.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.





