

Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.

При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Качество сварки латуни различных марок
Прочностные характеристики шовного материала определяются материалом заготовок, маркой присадочного прутка и составом флюса.
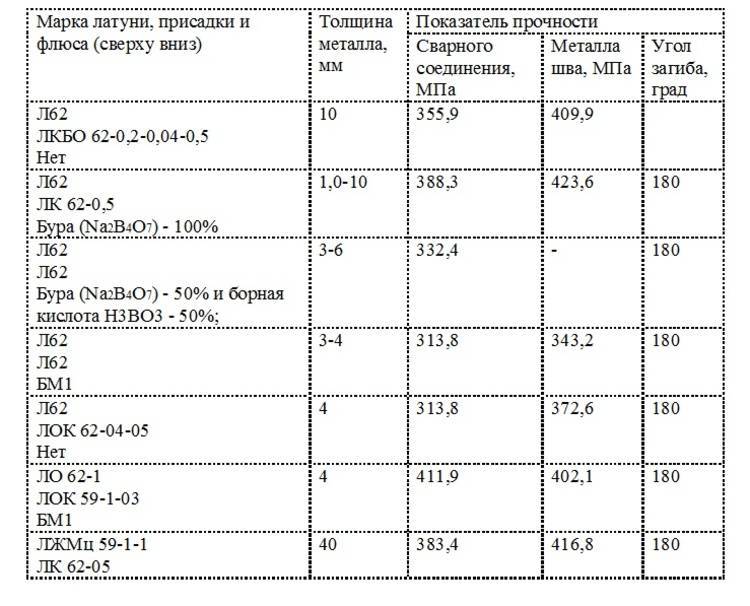
Влияние материала заготовок, присадки и флюса на прочность соединения.
При значительной протяженности сварных соединений вероятно возникновение кристаллизационных трещин. В основном они появляются не в самом шве, а в околошовной зоне, подверженной термическому воздействию в ходе работ.
Для деталей малых габаритов широко распространено отжигание детали при 550оС. Термообработка существенно улучшает однородность материала и прочность соединения.
Качественно сваривать латунь можно как на производстве, так и на дому. Для этого требуется тщательная подготовка поверхности заготовок и следование пошаговой инструкции. Важен также выбор марки присадочного прутка и состава флюса
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Выбор присадочного материала для сварки латуни
Выбор той, или иной марки присадочного материала сильно влияет на протекание процесса сварки латуни. В таблице, приведённой ниже, указан состав наиболее применяемых присадочных проволок:
№
| Марка материала | Химический состав, % | ||||||
| Cu | B | Si | Sn | Ni | Примеси | ||
| 1 | ЛКБО 62-0,2-0,04-0,5 | 60,5-63,5 | 0,03-0,07 | 0,15-0,2 | 0,4-0,6 | — | — |
| 2 | ЛК 62-0,5 | 60,5-63,5 | — | 0,3-0,7 | — | — | 0,6 |
| 3 | ЛК 62-0,2 | 60,5-63,5 | — | 0,15-0,2 | — | — | 0,6 |
| 4 | ЛКН 56-0,3-6 | 55,0-57,0 | — | 0,25-0,3 | — | 5,5-6,0 | — |
| 5 | Л 62 | 60,5-63,5 | — | — | — | — | — |
| 6 | Л 68 | 67-70 | — | — | — | — | 0,3 |
| 7 | ЛК 80-3 | 78-82 | — | 3,0 | — | — | 0,3 |
| 8 | ЛО 60-1 | 60,5-63,5 | — | — | 0,5-1,0 | — | 1,0 |
| 9 | ЛОК 59-1-0,3 | 58-60 | — | 0,2-0,4 | 0,7-1,1 | — | 0,3 |
| 10 | ЛОК 62-0,4-0,5 | 60,5-63,5 | — | 0,3-0,7 | 0,3-0,5 | — | 0,5 |
| Примечание. Остальное цинк. |
Часто для сварки обычных латуней выбирают присадочную проволоку марок Л62 и Л68. Данные марки не предотвращают выгорание цинка, но качество сварки получается хорошим, сварные швы прочные и хорошо сформированные.
Главным недостатком при сварке латуни обычных является большое количество дефектов в сварных швах в виде пор. Чтобы получить более плотный шов и улучшить прочностные и технологические характеристики, рекомендуется выбирать латунную проволоку, легированную элементами раскислителями. Хорошими раскислителями являются алюминий, кремний, никель, марганец и, иногда, серебро.
Присадочный материал №1 содержит бор и является самофлюсирующим. Выбор данного присадочного материала позволяет исключить применение флюса и увеличивает время сварки на 20-40% по сравнению со сваркой под флюсом.
Присадочные металлы № 2 и 3 — кремнистые латуни. Они обеспечивают малодымный процесс сварки. При их применении угар цинка составляет всего 2%. Присадочный материал №4 содержит цинк и обеспечивает бездымный процесс сварки. Материал №4 был разработан, в первую очередь, для сварки чугуна или стали с латунью, но может успешно применяться для сварки легированных и нелегированных латуней.
Материалы №5 и6 применяются при сварке латуней марок Л62 и Л68 с порошковыми или газовыми флюсами.
Составы №8, 9, 10 содержат олово и кремний в своём составе олово и кремний. Эти материалы показывают наилучшие результаты при ацетиленокислородной сварке латуни. Применение такой присадочной проволоки позволяет получить высокую коррозионную стойкость сварного соединения в морской воде.
Особенности сварки в среде аргона
Аргон в процессе сварочных работ может применяться как в чистом виде, так и в комплексе с другими защитными газами. Особенность аргона в том, что он является инертным газом, то есть он не вступает в химическое взаимодействие с металлическим изделием. Кроме того, он защищает сварной шов от окисления. Особенно большое значение это имеет при сварке цветных металлов. Последние без особого труда окисляются при взаимодействии с воздухом. Основными окислителями в воздухе являются азот и кислород. Аргон, в свою очередь, вытесняет эти газы из сварочной зоны, в результате чего снижается пористость свариваемого металла и получается более прочный сварной шов.
Схема струйной защиты при аргонодуговой сварке.
Сварка аргоном имеет свои характерные особенности. Во-первых, аргон используется как с плавящимися электродами (проволокой), так и с неплавящимися. Во-вторых, сварщик может не очищать поверхность свариваемого изделия от окислов. В особенности это касается алюминия. В-третьих, для сваривания алюминия подходит алюминиевая проволока. Ее диаметр составляет 1-2 мм. Что же касается режима работы, то скорость подачи проволоки должна быть равной от 150 до 650 м/ч. Сила сварочного тока составляет не более 300 А.
В-четвертых, для проведения сварки необходимо запастись достаточным количеством газа (аргона). Заполненный баллон вмещает около 6000 л аргона
Важно, что при таком режиме работы расход газа будет равен не менее 300 л/ч. Подобрать оптимальный режим оборудования можно, опираясь на инструкцию к полуавтомату
Сила тока и скорость движения проволоки при этом будут зависеть от толщины металла.
Технология сварки в среде аргона
Процесс соединения деталей в среде аргона начинается с проверки готовности оборудования. Для этого необходимо настроить режим работы полуавтомата, отрегулировать силу тока, напряжение и скорость движения проволоки. Для алюминиевой проволоки предпочтительнее использовать подающий механизм тянущего типа. Толкающий же чаще используется для стальной проволоки. Если толщина металла составляет менее 3 мм, то оптимальная сила тока 120-145 А. Скорость движения проволоки будет равной 900 м/ч.
Не нужно забывать про полярность.
Таблица физических свойств газов для сварки.
Это означает, что на изделие подается «-», а на горелку с проволокой – «+». Подготовительный этап предполагает очищение поверхности изделий. Если они сделаны из алюминия, то кромки обрабатывают ацетоном, а затем зачищают щеткой из металла. Делается это для удаления поверхностной пленки, которая затрудняет процесс сварки.










После того как все подготовлено, включается переключатель, подающий проволоку, в рабочее положение. Далее зажигается электрическая дуга. При наличии плавящейся проволоки достаточно прикоснуться к металлу. Когда дуга зажжена, рекомендуется проверить выбранный режим сварки на каком-либо ненужном изделии. Если все в норме, то сварку продолжают. Движения сопла горелки не должны быть поперечными, двигать ее нужно только в одном направлении. Оптимальный вариант – сваривание деталей на высокой скорости с однослойным швом. При большой толщине металла его требуется подогреть. Температура должна достигать 150-300°. Если требуется сваривать вертикальные изделия, то сопло нужно двигать сверху вниз.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
ВАЖНО ЗНАТЬ: Контактная стыковая сварка
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
Видео:
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.
Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Газовая сварка латуни
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные Si и В. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется оксидная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600°С.
Подготовка свариваемых кромок под газовую сварку зависит от толщины металла: металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от 6 до 15 мм — с V-образной разделкой кромок на угол 70-90°, при толщине от 15 до 25 мм — с Х-образной разделкой на угол 70-90° с притуплением 2-4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени, несмотря на то что теплопроводность латуни на 7% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100-120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Газовую сварку латуни выполняют с максимальной скоростью окислительным пламенем. Конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс газовой сварки латуни. Согласно ГОСТ 16130-90, в качестве присадки при газовой сварке латуни применяют следующие марки присадочной проволоки: Л63, ЛО60-1, ЛК62-0.5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,2-0,04-0,5, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в средней 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла: d=S+1, где S-толщина свариваемого металла, мм, но не более 8 мм.



![Сварка полуавтоматом с газом и без газа: [режимы, советы]](https://labequip.ru/wp-content/uploads/c/3/8/c3818b1191e6b070d51dab391b66f6fc.jpeg)






Для газовой сварки латуни в основном применяют флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы № 1, 2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% Zn, проковывают при температуре выше 650°С, а латуни, содержащие менее 40% Zn,- в холодном состоянии. После проковки применяют отжиг при температуре 600-650°С с последующим медленным охлаждением для получения мелкозернистой структуры.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.

Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели
Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Технология сварки
Популярность монтажа и реставрации чугунных изделий свариванием в среде аргона объясняется высоким качеством образуемых соединений и простотой применяемой технологии. При использовании присадки нужной марки в процессе сварки чугуна аргоном формируется ровный и прочный шов.
Подготовка кромок
Незначительные масляные пятна удаляют растворителем или выжигают органические соединения на пористой поверхности кромок воздействием пламени. От следов ржавчины и других загрязнений чугун очищают механически
Важно учитывать, что чугун имеет пористую структуру. Жировые следы могут располагаться глубоко
Трещины предварительно рассверливают по краям, затем на всю глубину. Углубление для шва тщательно очищается от опилок и окалины, образуемой в процессе сверления. Для обработки используют шлифовальную машинку или наждачную бумагу.
 Для чугуна обязательно необходимо качественно подготовить кромки под сварку
Для чугуна обязательно необходимо качественно подготовить кромки под сварку
Процесс сваривания
Для получения прочного шва важно придерживаться определенной последовательности действий. Сначала осуществляется проверка рабочих поверхностей, от качества подготовки заготовок зависит однородность шовного валика
Сначала осуществляется проверка рабочих поверхностей, от качества подготовки заготовок зависит однородность шовного валика.
Рабочий ток подбирается с учетом толщины заготовок:
- для деталей до 10 мм максимальный ампераж 350 А;
- для чугуна толщиной от 10 до 20 мм ручку настройки выставляют на отметке 400 А;
- заготовки свыше 2 см сваривают при 600 А.
Присадочный пруток размещают в рабочей зоне под углом 25–30°, в другой руке сварщика находится горелка полуавтомата.
В течение 20 секунд над рабочей зоной формируется облако защитного газа. Только после этой процедуры включают сварочное оборудование.









Оптимальное расстояние между заготовкой и электродом – 2 мм. Шов формируют участками длиной 2,5 – 3 см.
Остаточные напряжения устраняют проковкой шовного валика молотком после каждой проходки.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
https://youtube.com/watch?v=Pm1t2EITbPI
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.





