

Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Термины
В русскоязычной технической литературе, особенно в Сети обычно применяется термин «колесные диски». В англоязычной нормативной и технической литературе колесные диски называют «wheels», то есть – «колеса». Каждое колесо имеет обод, то есть ту часть, на которую устанавливается шина. «Диском» называют элемент колеса, который соединяет обод с осью автомобиля. Стальные колеса грузовых автомобилей обычно не имеют ступицы, а крепятся к оси непосредственно через диск. Поэтому их называют «disk wheels» – «дисковые колеса» . Алюминиевые колеса часто вместо диска имеют «спицы», которые переходят в «ступицу». Ступица крепится к оси автомобиля. Отметим, что ГОСТ Р 50511-93 применяет международные термины «колеса» и «дисковые колеса».
Ниже во избежание путаницы будем взаимозаменяемо применять термины «колеса», «дисковые колеса» и «колесные диски».
Виды повреждений
Если сравнивать различные типы дисков, то можно заметить, что кованным дискам присуща высокая хрупкость, а литые и штампованные легко гнутся. В зависимости от этого требуются различные методы их восстановления.
Сварка дисков становится необходимой при следующих повреждениях:
- сколы;
- искривление обода;
- смещение относительно оси;
- отсутствие некоторых частей;
- разломы;
- трещины;
- царапины;
- задиры;
- повреждение поверхности.
Эти повреждения поддаются исправлению, за исключением трещин на ступице, а также критичных отклонений от геометрии. Для исправления повреждений используется сварка дисков аргоном. Особенно целесообразно использовать этот метод при образовании трещин и сколов. Правка литых дисков сваркой осуществляется именно этим способом.
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается
Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.

В расчёт берётся каждый критерий, начиная от условий погодных и заканчивая дорожным качеством. Производители литых дисков не знают, при каких именно условиях будет их изделие эксплуатироваться на дорогах бывших стран СССР.
Ремонт и варка автодисков
Самой частой проблемой, с которой сталкиваются автомобилисты, становятся именно трещины. Возможны сколы, они требуют большего внимания к себе, т. к. фактически диск приходится собирать из двух частей, следя за тем, чтобы не нарушилась его геометрия.
 Диски без дефектов
Диски без дефектов
При ремонте трещин и сколов сначала производится подготовка:
- Удаляются загрязнения в области ремонта.
- Счищается краска на расстоянии 1 см от места повреждения.
- Осуществляется пропил по трещине — так называемое «раскрытие», которое способствует выравниванию металла в области дефекта и, как следствие, обеспечит более качественный результат.
К сведению!
Продольная трещина прорезается насквозь, поперечная только расширяется. Вырезание металла в этом месте лучше проводить с небольшим запасом, так как в глубине может быть небольшое скрытое продолжение трещины.
Еще одним вариантом будет просверлить в месте, где заканчивается трещина, и вести прорезание от внешнего края к месту просверливания.
Последовательность действий при ремонте и заваривании автомобильного диска следующая:
 Ремонт диска
Ремонт диска
- После снятия покрышки надо тщательно все осмотреть, наметить все сколы, трещины (некоторые могут быть совсем небольшими).
- Очистить покрытие до голого металла вокруг места предстоящей работы.
- При помощи болгарки или другого инструмента прорезать области трещин.
- Зачистить и обезжирить место будущего сварного шва.
- Провести сваривание с помощью присадочной проволоки и аргонодуговой сварки.
- После того как остынет сварной шов, произвести его шлифовку вровень с поверхностью.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.









Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
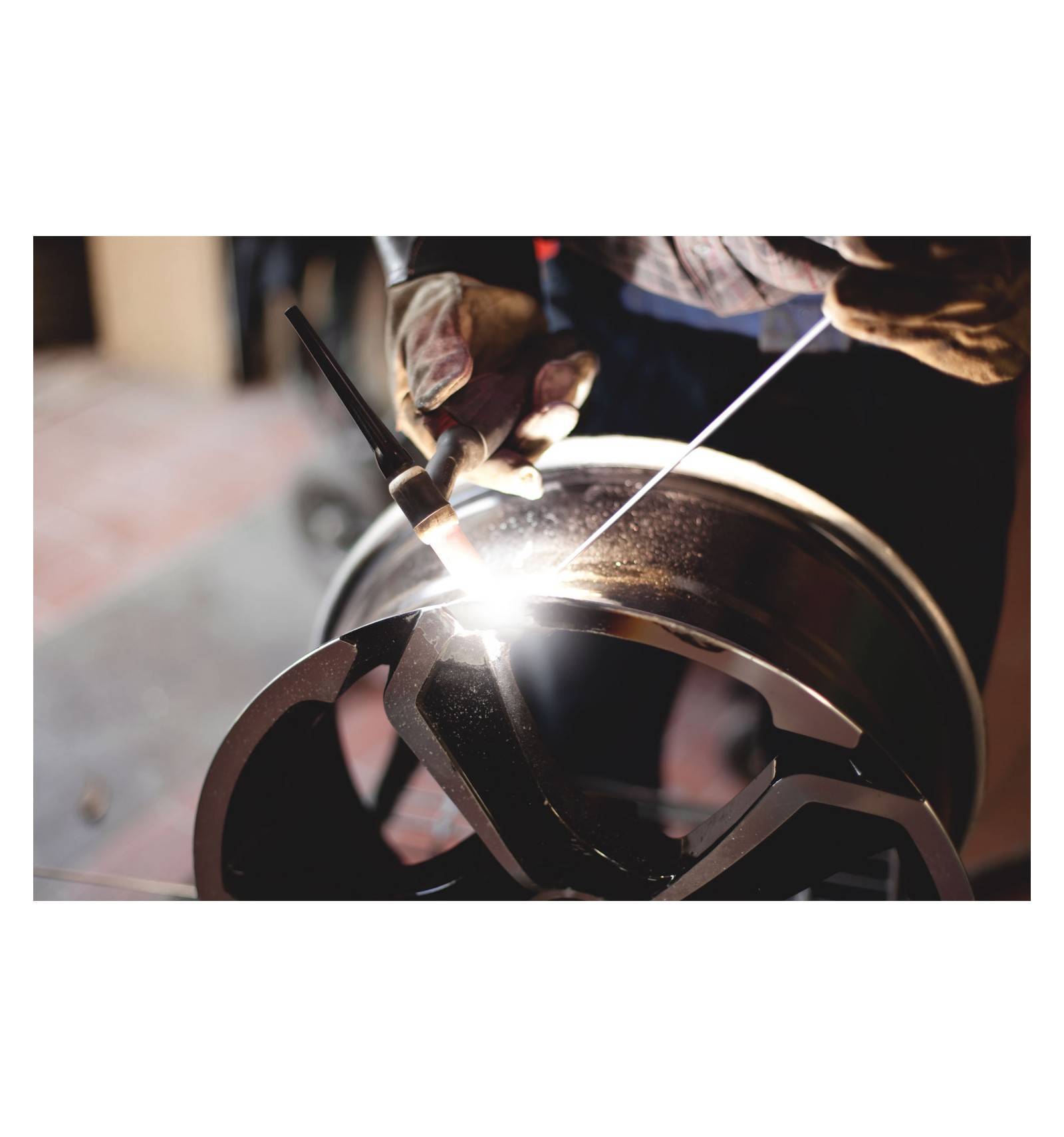
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того. У каждого сплава свой цвет нагрева
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.
Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Зона термического влияния при сварке алюминия
Металлургия сварки плавлением
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться .
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
- рекристаллизация и/или рост зерна в нагартованных материалах;
- перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки .
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.
Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
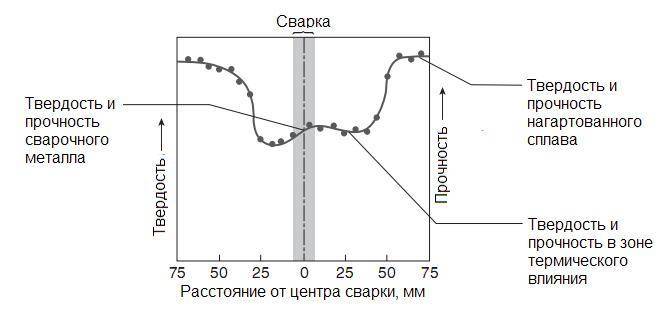
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх в зоне термического влияния сварки
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
Рисунок 4 – Механические свойства термически упрочненного сплава 6061 в зоне термического влияния сварки
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) .
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) .
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния .
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) .
Порядок выполнения работ
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.
Таблица применения присадочных прутков
Это интересно: Сварка газовых труб своими руками — все, что вам нужно знать
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 — AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |
Кабель с «массой» подключается к диску, положительный потенциал — к электроду.
 Электроды.
Электроды.
Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка
Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы — признак большого содержания магния, присадка выбирается с Mn
Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы — признак большого содержания магния, присадка выбирается с Mn.









Сварка аргоном
 Сварочный аппарат
Сварочный аппарат
Ремонт литых автомобильных дисков (когда производится сварка аргоном) имеет свои нюансы, обусловленные самой структурой алюминия. В силу его большой теплопроводности (в 5-6 раз больше обычной стали), необходимо большое внесение тепла в зону свариваемых поверхностей. Это достигается за счет мощности сварочной электрической дуги.
Чтобы качественно заварить легкосплавный диск, необходимо установить мощность аргонного сварочного аппарата в 150-170 ампер. Конкретное значение выставляется исходя из толщины металла.
Важно!
При проведении сварки не стоит крепить «массу» аргоно-дугового сварочного аппарата на внешнюю сторону колеса, касаясь лакокрасочного покрытия. Иногда это может привести к порче покрытия
Лучше для этого использовать неокрашенное место под крепежные болты.
Если аргоновое заваривание полости, оставшейся после пропила, выполняется, используя сплавный электрод, необходимо использование присадочной проволоки. Она подается в место дефекта, и, расплавляясь, заполняет полость, замещая собой утраченный металл. Горелка при этом ведется впереди присадочной проволоки. Лучшим вариантом является возможность проварить дефект с двух сторон. Но для этого сам диск должен обладать большой толщиной. Если металл слишком тонкий, есть риск перегреть, и это скажется на его эксплуатационных качествах.
При проведении заваривания скола предварительно производится подгон «донорской» части к форме скола. В идеале, это должен быть отколовшийся фрагмент.
Важно!
Сплав, из которого изготовлена «донорская» часть и диск, должен быть одинакового состава. Условно, нельзя фрагмент из основы с кремнием приваривать к диску из сплава с магнием.. Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона
После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки
Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона. После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки.
После того как остынет сварочная ванна, шов необходимо зашлифовать и покрасить диск в оригинальный цвет.
Заварить литой диск — процесс не очень легкий, подойти к делу стоит ответственно. Главное, взвешенно оценить степень повреждений и принять решение, стоит ли его «спасать».
Разварки становятся все более популярными и в связи с этим многих начинает интересовать вопрос — что такое разварки?
Разварки это в первую очередь — совершенно другой облик автомобиля.
Любой автомобиль выглядит лучше на широких дисках и разварки — самый недорогой способ сделать это. Стандартный штампованый диск, к примеру, 6,5J, после разварки становится 10J, причем, итоговая ширина не ограничена размером 10J, она вообще ничем не ограничена!
В том числе — арками крыла автомобиля. Иногда их просто вырезают, чаще — раскатывают, если размер разварок позволяет их там “спрятать”.
Для чего нужны такие диски ?
в последнее время, тенденцию поддержали многие владельцы стильных авто: поставить на разварки резину домиком, выдвинуть их за пределы арок и сделать занижение подвески — три слагаемых успеха!
Описание способов изготовления
Первый способ — два диска разрезаются вдоль в определенном месте и свариваются между собой. При этом способе потребуется вдвое больше дисков (на схеме добавлена желтая часть от диска-донора)
Второй способ — вваривание полосы между предварительно разделенными наружней (зеленой) и внутренней (желтой) частями диска. Ширина готовой разварки не ограничена
Третий способ — комбинированный. Вварка полосы между предварительно разделенными наружней (зеленой) и внутренней (желтой) частями диска, а также перенос ступичной части (красной), иногда — обмен местами наружней (зеленой) и внутренней (желтой) частей диска. Самый сложный и долгий способ
В данной статье опишу вам первый способ создания разварок а именно создание разварки из двух дисков .
Чтоб сделать один широкий диск, понадобятся:
— диск стандартный стальной(штампованный) – 2 штуки
— болгарка
— сварочный аппарат
— герметик шовный (не обязательно, об этом в самом конце статьи прочитайте)
Берем два диска и у 2 диска насквозь прорезаем болгаркой по красной линии, отсекая наружный обод и выкидываем его.У 1 диска только надрез по красной линии наружного обода до внутренней части диска чуть ближе к середине, отсоединив наружный обод выкидываем его.
У второго диска убираем ненужные остатки болгаркой.
Оставшуюся часть диска 1 одеваем на ступицу заднего моста, фиксируем гайками и надеваем вторую часть. Выравниваем второй обод относительно первого, устраняем биение, прихватываем сваркой в четырех точках в местах стыка
Обычно стандартный диск, сейчас говорим про штамповку, имеет размер колеса — равный 6,5J. Если перевести на русский язык, то это ширина – 6,5 дюйма, то есть от передней до задней стенки. А вот буква «J» обозначает профиль боковой закраины обода, на данный момент времени он самый распространенный. Для примера могут быть JJ, JK, K или просто L.
Соответственно можно поставить только стандартной ширины резину, но вот что делать — когда хочется больше, чтобы она выходила за пределы арок и кузова автомобиля, например — хочется поставить резину 10J? Все же разница получается в 3,5 дюйма, а это 2,5 Х 3,5 = 8,75 см!
Спросите – «чем ограничена ширина разварки»? ДА ничем ребята, можете сделать практически любой ширины диск, какой вам нужно, поэтому часто встречаются варианты с размерами более 10J, размер ничем не ограничен — только вашей денежной политикой, ведь такая резина будет стоять недешево.
Если честно то и достать такую резину сложно, обычно заказывают из-за рубежа США, страны Европы и т.д. после того как сделан такой диск и куплена резина можно собирать конструкцию, что тоже не так то и просто.
Как сделать своими руками?
На данный промежуток времени существует всего три основных типа изготовления таких дисков:
- Соединение двух дисков. Разрезаются определенным образом, чтобы средняя часть у одного была шире и затем соединяются методом сварки. Таким образом, из двух получается только один диск.
- Вставка в середину полосы металла. Диск разрезается, дальше в середину устанавливают лист (полосу) металла (обычно сталь), схожий по характеристикам с основным материалом. Затем все это дело сваривается.
- Комбинированный способ. Нужно отметить, что его практически не применяют, потому как он самый сложный и ошибиться очень легко. Разделяется внутренняя и наружная часть диска вваривается полоса, и переносится ступичная часть, иногда меняется внутренняя и наружная части.
Скажу так сейчас самые популярные первых два пункта, именно при помощи их сейчас делаются большая часть «разварок» для автомобилей. Особенно популярен способ вставки полосы в диск разварки. Сейчас небольшое видео.








Хочется отметить, что самому сделать очень сложно, практически не реально, нужно соблюдать пропорции, нужно соблюдать размер ввариваемой полосы, правильно сварить диск, обработать и покрасить его. Если что-то нарушается, то вся работа может пойти насмарку.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Процесс сварки
Для сварки легкосплавных дисков используется режим с обратной полярностью.
| Прут | Применение |
| 1070 | АД1, Амц |
| 1100 | АД1, Амц |
| 1450 | С добавлением титана. Применяется для сварки алюминия и его сплавов в авиастроении и пищевой промышленности. |
| 4043 | Для сварки литейных Al и Si сплавов АД31, АД33, АД35 (Блоки ДВС, опорные плиты, рамы и тд.) |
| 4047 | С добавлением кремния, для увеличения текучести и снижение усадочных деформаций |
| 5087 | С добавление Zn, для снижения вероятности возникновения горячих трещин. Применяется для сварки сплавов AL с содержанием до 5% Mg |
| 5183 | Пищевая промышленность, морское судостроение. Для сварки Al-Mg; Al-Mn сплавов. |
| 5356 | AMg3, AMg4, AMg5, AMg6 |
| 5554 | Ёмкости для хранения химических материалов, рамы и колесные диски авто. |
| 5556 | Для сварки тавровых соединений Al-Mg. |
| 5754 | Для сварки Al-Mg сплавов. Шов обладает высокой прочностью и стойкостью к коррозии. |
К диску подключается «масса», а к электроду подается положительный потенциал. В этом случае область повышенной температуры локализуется возле электрода, исключая чрезмерное перегревание свариваемой области диска.
На инверторе устанавливается сила тока сварки. Сваривание тонких областей диска выполняется на токе до 120 А, а для утолщенной части он увеличивается до 140 А.
Чтобы сформировать защитную инертную среду подача аргона включается за 15…20 сек до начала сварки. Выключать аргон также следует немного позже завершения сварочного процесса – ориентировочно через 5…10 сек.
После подачи рабочего тока горелку с электродом максимально близко преподносят к свариваемым поверхностям, но без контакта. Оптимальным расстоянием будет около 2 мм. Удерживание электрода на таком расстоянии позволит хорошо прогреть соединяемые части (не перегрев их), получая качественный и высоконадежный шов.
Горелку с присадочной проволокой следует медленно перемещать вдоль направления формируемого шва. Присадочная проволока вводится в область действия дуги без резких движений.
В ходе сварки нужно следить, чтобы не касаться электродом свариваемых поверхностей. Контакт электрода с поверхностью может привести к загрязнению дуги и затруднению выполнения сварки.
Для розжига рабочей дуги пользуются осцилляторами, которые преобразуют сетевой ток в высокочастотные импульсы с напряжением 2…6 кВ и частотой 0,15…0,5 кГц. Импульсы с такими параметрами позволяют быстро поджечь дугу без потребности в контакте электрода со свариваемой поверхностью.
Сварка алюминиевых изделий
Перед тем как начинать сварку поврежденного места на диске, изготовленном из алюминия необходимо подготовить место. Для этого с его поверхности необходимо удалить грязь, следы масел.
Для этого можно использовать практически любой растворитель. Разделка кромок поврежденного места необходима при толщине металла не менее 4 мм. Для того, что выполнить правильную разделку имеет смысл использовать ручной электроинструмент.
Необходимое оборудование
Для сварочных работ по ремонту литого диска потребуется следующий набор оборудования и приспособлений:
- Генератор сварочного тока, оснащенный механизмом подачи проволоки или горелкой оснащенной неплавящимся электродом.
- Стальной баллон, предназначенный для хранения газа.
- Средства индивидуальной защиты.





