

В двух словах о видах
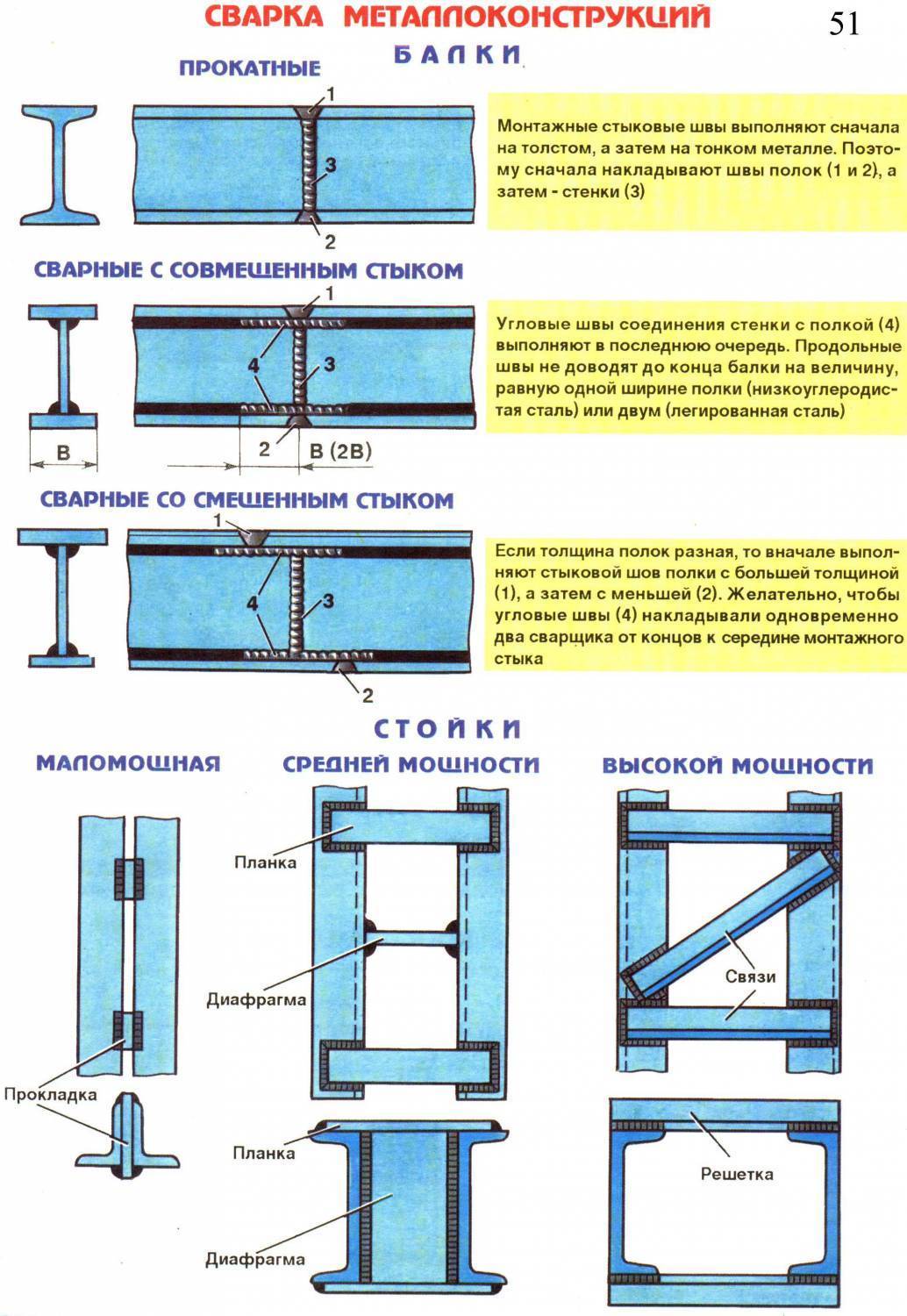
Видов металлоконструкций известно достаточно много. Первые по востребованности из них — это балки, ведь о сварке двутавровых балок чаще всего идёт речь между заказчиком и мастером.
Колонны расположены в списке самых популярных услуг на втором месте, почти не уступая в этом сварке двутавровых балок. Основное требование здесь — способность выдерживать сжатие.
Продолжает список сварка решётчатых металлоконструкций (сетки из арматуры, фермы, металлические каркасы). Для этого типа работы необходимы материалы, которые могут выдерживать сильное растяжение.
К менее популярным, но не менее важным конструкциям относятся оболочковые (трубопроводы и прочие ёмкости) и корпусные (кузовы автомобилей, составы поездов).
Требования для них — это невосприимчивость к высокому давлению вкупе с герметичностью и невосприимчивость к постоянным силовым нагрузкам соответственно.
Внимания заслуживает среда, в которую предстоит поместить конструкцию, а также характеристика нагрузок, которые будут приходиться на изделие во время эксплуатации.
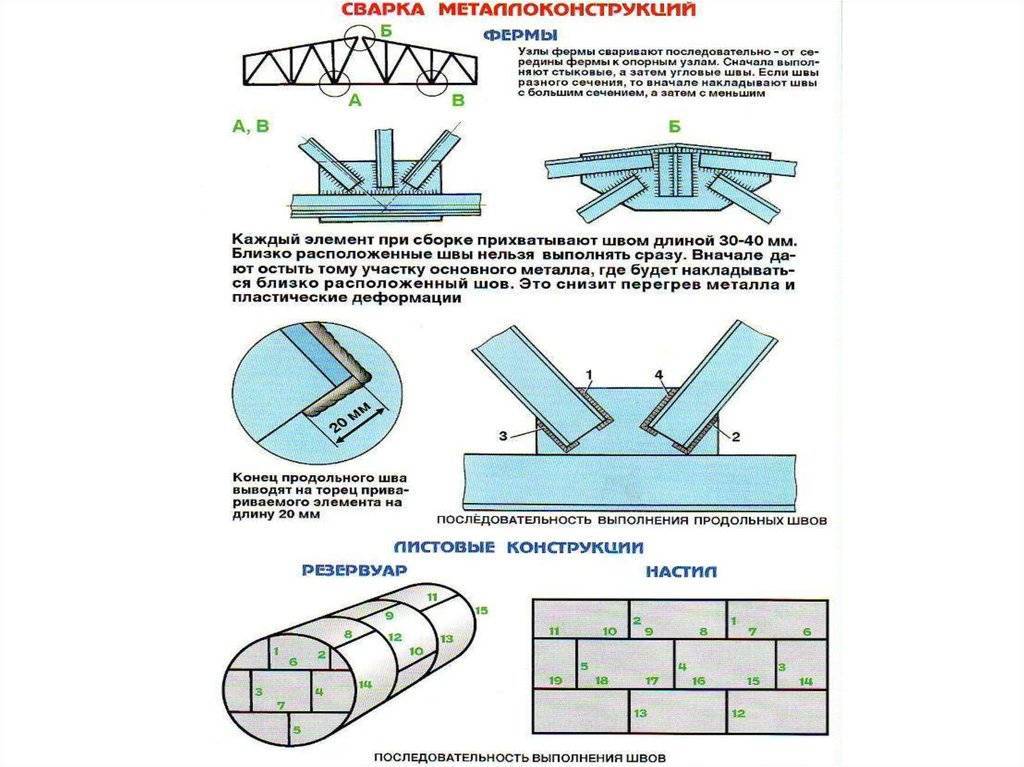
Как производится сварка металлических ферм
Сварка производится либо в заводских условиях, либо на строительно-ремонтных площадках площадке. В заводских условиях изготовление ответственных конструкций, такие как фермы для перекрытия общественных, промышленных зданий, а также объектов.
Как правило, металлические фермы большого пролета делят на отправочные марки (раздел КМ), которые доставляют на строительно-ремонтную площадку. Там производят укрупнённую сборку отправочных марки, а также монтаж согласно разработанной технологии.
Длина отправочных марок обычно не превышает 12 метров, это необходимо для безопасной транспортировки отправочной марки по автомобильным дорогам или же иным способом.
На строительной площадке изготавливают менее ответственные, такие как фермы для козырьков входов, для навесов. Простую ферму можно изготовить своими руками, к примеру для гаража, или для теплицы. На сайте mrmetall.ru вы найдете полезную информацию по выбору стали, подбору электродов, а также всю необходимую технику.
Температурный режим
Надежность монтажа металлоконструкций во многом зависит от внешней температуры. Работы нельзя выполнять, если заготовка холоднее –18 градусов. Показания измеряют в месте стыка деталей. Если температура неудовлетворительна, то металл подогревают. Делают это не со всей деталью, а только на 7,6 см по всем сторонам. В других случаях достаточно прогрева на размер толщины заготовки от ее края.
При соединении сталей разных марок выбирается температура самой прочной. Также нагрев зависит и от размера стенки заготовки, которую нужно обработать. Деталь из стали марки А514 с толщиной 3,8 см достаточно нагреть до +205 ⁰С. Более крупные варианты требуется греть уже до 230 градусов.
Технология профессиональной сварки металлоконструкций
Сварка металлоконструкций, как и любой другой её вид, имеет свои нюансы. Они четко проявляются в сравнении соединений на любительском уровне и в масштабах глобального производства конструкций из металла, которые собираются на больших стапелях. Нужно понимать от чего зависит качество профессиональной работы и как им воспользоваться в своих целях. Весь процесс регулируют такие положения:
- для умения правильно формировать швы, существует соответственный раздел, с которым стоит ознакомиться. Это напрямую влияет на качество соединений, а их количество на сложность конструкции;
- ГОСТ 27772-88, а также СНИП II 23-81, эта часть рассказывает о деталях. Здесь каждый сможет ознакомиться с возможностью в тех или иных ситуациях использовать разные материалы для сварки, и понять в каких случаях их применение будет целесообразным;
- классификация сварки подразумевает раздел сварочных работ на те, что под силу любителю с базовыми знаниями и те, с которыми справится только профессионал. Вся подробная информация хранится в документе Минтопэнерго РФ РД 15.132-96.
- раздел о контроле сварочных работ, с которым также стоит обязательно ознакомиться.
Все требования будут относиться к сварщику с повышенным уровнем умений. Но если есть желание развить свои способности, ознакомится с подобной информацией, не будет лишним, это позволит расширить своё понимание процесса сварки и сборки конструкций. Также документы объяснят, какой металл подойдет в том или ином случае, и дадут понять, кто сможет выполнить требуемые виды соединений. Не стоит забывать и о контроле сварки.
Классическая технология
Классическая технология сварки металлоконструкций основана на проверенных временем методах, таких как газово-огневая и электрическая сварка. В обоих вариантах способы накладки швов делятся на :
- Автоматический.
- Полуавтомат.
- Ручной.
Автоматический способ основывается на отсутствии физического труда человека. Специальный роботизированной аппарат, в зависимости от проводимых работ, переводится в правильный режим и выполняет работу, тем самым заменяя собой человека. Подобные агрегаты имеют ограничения, прокомментированные в их инструкциях. Выгоднее всего использовать подобные машины в массовом производстве компаниями, продукция которых нуждается в большом количестве соединений.
Ручной метод подразумевает наличие физического человеческого труда. В него входят контроль над сварочными электродами и формированием соединения. Чаще всего под ручным методом подразумевается:
- Использование стандартной сварки с нанесением флюса.
- Пайка металлоконструкций газосварочным устройством.
- Электродуговая сварка.
Последний способ популярен при работе в домашних условиях под собственные нужды, либо на небольшом предприятии, так как крупное производство будет иметь большие затраты на поддержание подобного способа сварки конструкций.

Сварка полуавтоматом
Полуавтомат — подразумевает обработку швов вручную, но подача самого электрода осуществляется автоматически, благодаря чему возрастает производительность труда. И в совокупности человеческого фактора и автоматического способа сварки, роботизированный метод соединения имеет большую популярность, и получил развитие как среди любителей, так и профессионалов данного дела.
Виды сварных соединений металлоконструкций
Классификация сварных соединений разделяется по нескольким признакам.
- Расположение примыкания двух заготовок.
- Тип сварного шва.
- Технология сварочной операции.
- Условия, при которых проводится сварочный процесс.
- Толщина заготовок.
- Марка стали заготовок.
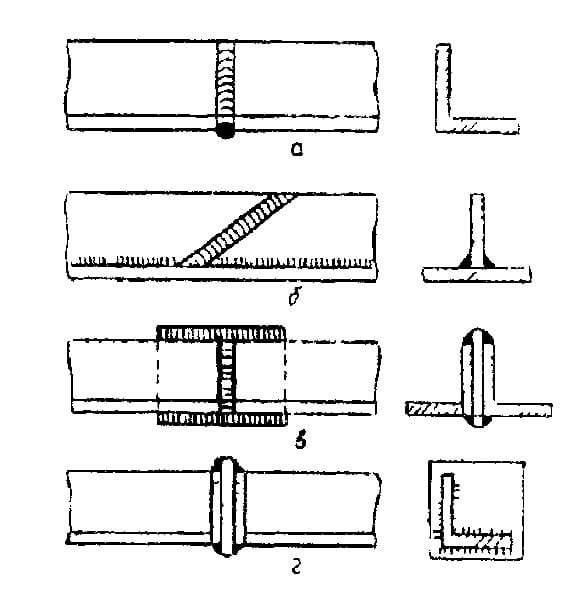
Что касается первого пункта, то есть, геометрии расположения заготовок, то здесь четыре вида стыковых соединений.
- Встык, когда две заготовки примыкают друг к другу в одной плоскости.
- Внахлест, когда две детали перекрывают своими краями друг друга.
- Угловое соединение. Это когда две металлические заготовки соединяются под каким-либо углом.
- Соединение тавровое. Это когда одна из деталей примыкает к другой своей торцевой плоскостью.
Чаще всего в металлоконструкциях применяются соединения встык и угловые. Как правильно проводить эти соединения двух заготовок.
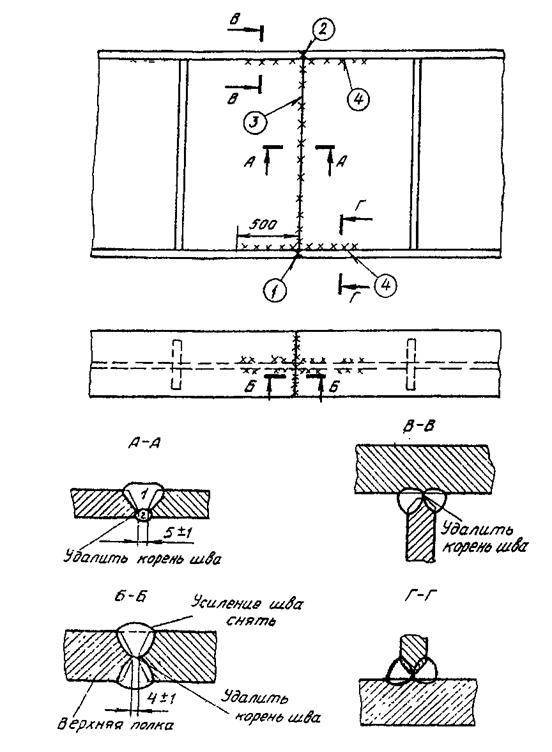
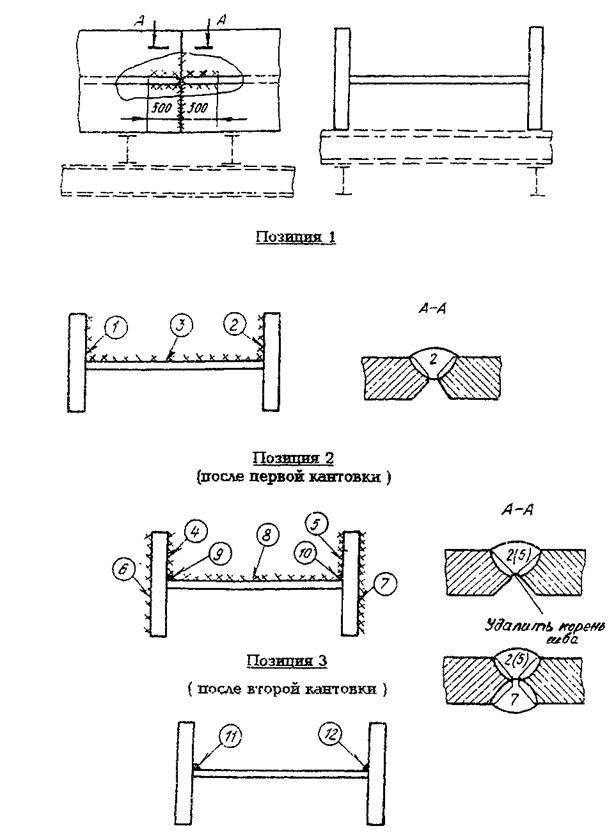
Что касается стыкового соединения, то его выполняют прямым полным проваром сварного шва на всю толщину заготовок. Или используют для сварки технологию с применением выводных планок. Если сварка проводится не в цеху, то соединение можно проводить с односторонней сваркой и с дальнейшей подваркой корня сварного шва. То есть, заполнение зазора между кромками производится по одной из кромок, постепенно заполняя весь зазор.
Технология с выводными подкладками сильно отличается от предыдущей. Во-первых, подкладки устанавливаются со стороны кромок свариваемых деталей. Во-вторых, зазор между кромками должен быть в пределах 7 мм – это при ручной сварке. При механизированной – 16 мм. В-третьих, придется выбирать толщину подкладки так, чтобы при проведении сварки на них не образовался прожог. При этом учитывается сам режим сварочного процесса с выставлением необходимой величины тока.
Нередко в металлических конструкций в стыковых соединениях стыкуются две заготовки разной толщины. При этом способом фрезеровки или строжкой выбирается угол наклона кромки толстого металла, который равен уклону 1:8 для растянутых элементов металлоконструкции (к примеру, подвески и консоли), и 1:5 для сжатых элементов (опоры и стойки).
Угловые сварочные соединения подвергаются большим нагрузкам, чем стыковые. Особенно необходимо отметить нагрузки на растягивание по толщине заготовки. Поэтому существуют определенные требования к этому виду сварного соединения.

- Нельзя использовать односторонний угловой стык для нагружаемых металлических конструкций. Оптимальный вариант – двусторонний шов, с помощью которого уменьшается концентрация деформаций в самой верхней части валика.
- Если по каким-то причинам двусторонний шов нанести не удается, то применяют односторонний. При этом разделку кромок не применяют, а количество наплавляемого металла должно быть как можно меньше. То есть, в этом случае полная проплавка шва не применяется.
- Если металлоконструкция подвергается статическим нагрузкам, то применяется сварка неполным швом с разделкой кромок двух заготовок.
- Лучше использовать К-образную разделку кромок, а не V-образную.
- Если есть возможность, то лучше избегать углового соединения металлических деталей. Предпочтение нужно отдавать тавровому стыку.
Режим сварки также является важным фактором, который определяет качество сварного шва. Если говорить о токе, то его повышенная величина может создать неравномерное распределение металла в зоне стыка. Могут даже образоваться прожоги, если ток большой, а толщина свариваемых заготовок маленькая. Небольшой ток тоже является причиной низкого качества шва. Могут образоваться участки с недоваром, который ведет к снижению прочности соединения и образованию трещин внутри сплавляемого металла.
Скорость сварки также может повлиять на качество. К примеру, если скорость большая, то это гарантия непроварки стыка. Заполнение зазора может быть неполным. Если скорость маленькая, то могут образоваться прожоги, заполняемый зазор металл образует выпуклости и растекание. Поэтому контролировать скорость ручной сварки надо обязательно. Ее среднее значение 20 м/ч.
Сварка конструкций: особенности
Технология сварки применима не только для металла, при помощи нее можно работать также и с пластмассой, и с другими полимерами. Сама сварка подразумевает такой процесс, во время которого происходит плавление и деформирование отдельных рабочих деталей, после чего они соединяются в единое целое.
Первый этап достаточно сложен и при этом трудоемкий. Чтобы финальная конструкция была действительно надежной, необходимо, чтобы все требования выполнялись в надлежащем порядке. Если объективно оценивать, то именно на сборку конструкции и приходится больше чем половина всего затраченного времени.
Но чтобы ускорить весь процесс, стоит лишь пользоваться рядом рекомендаций.
Соединения
За период существования сварочной технологии было разработано множество методов соединения
Основным параметром, на который обращают внимание, является взаимное расположение свариваемых элементов после окончания работ. Встречаются следующие виды соединений металлоконструкций:
- встык;
- внахлест;
- угловое;
- тавровое;
Помимо типа соединения, важными факторами являются применяемое сварочное оборудование, толщина элементов, а также вид основного металла.
Инновационное развитие в сфере сварочных технологий
Со временем методы работы совершенствовались и вносили такие инновационные способы работы, как с использованием лазера, ультразвука, теплового эффекта и т. д. Такие новшества помогают специалисту облегчить и ускорить процесс сборки деталей конструкции на стапели с дальнейшим их соединением.
Особой популярностью пользуются такие технологии, как:
- электронно-лучевая;
- термитная;
- плазменная.
Любая из них имеет свои недостатки, принципы работы и особенности, с которыми нужно ознакомиться до начала их использования.
Лучевая предусматривает работу с глубоким швом, до 20 см. Но только при определённом соотношении ширины соединения и глубины погружения лазера – 20 к 1. Всё это происходит в вакуумной среде. Поэтому эта технология практически не используется в домашних условиях, а наоборот только в сферах узкопрофильного производства.
Используя плазменный способ, применяется ионизированный газ, он проходит через два электрода с высокими сварочно-техническими характеристиками и играет роль дуги, но её возможности намного шире, чем обычной электронной. Об этом говорит то, что при использовании газа плавлению поддаётся металл с любой шириной. Также это позволит, если есть такая необходимость, разрезать его.
Термитную используют в случаях нанесения специальной смеси на контуры шва соединяемых деталей. Это происходит в процессе горения. Эту технологию часто используют при сварке ответственных металлоконструкций. Когда конструкция уже готова, термитная сварка используется для устранения различного рода брака, трещин и дефектов при помощи наплавки металла.
Стандартные способы сварки
Уже давно сварку конструкций выполняют несколькими способами. При этом используется два вида энергии:
- газовое пламя;
- электрическая дуга.
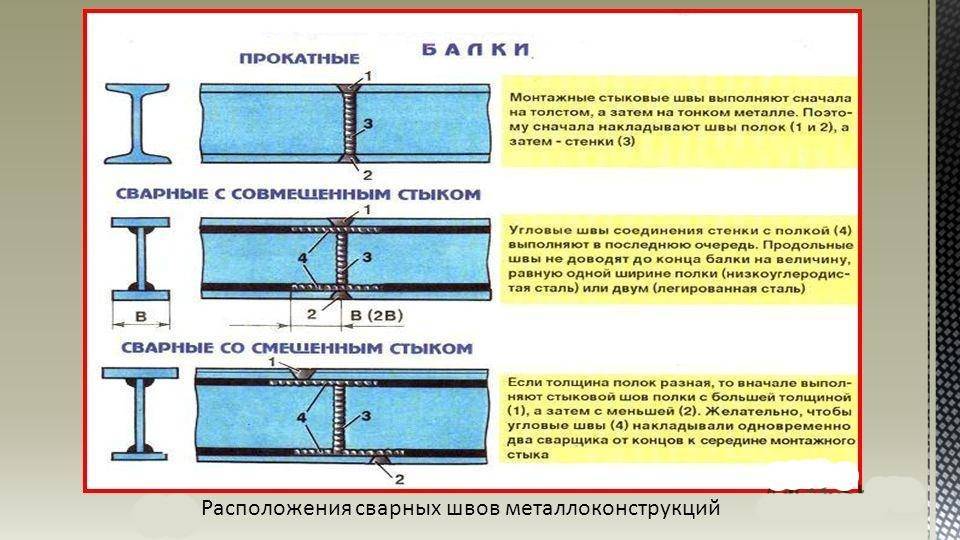
Расположения сварных швов металлоконструкций.
Эти виды сварки подразделяются на:
- ручную;
- полуавтоматическую;
- автоматическую.
При ручной сварке сварочный шов образуется вручную. Все управление сварочным процессом, его настройки, подача присадочного материала или электрода делаются только руками.
Когда используется ручной режим, применяется технология сварки металлоконструкций, которая подразумевает:
- сварку под флюсом;
- сварку газосварочным аппаратом;
- газовую пайку.
Такой режим больше всего применяется в бытовых условиях.
Сварка тонкого и толстого металла
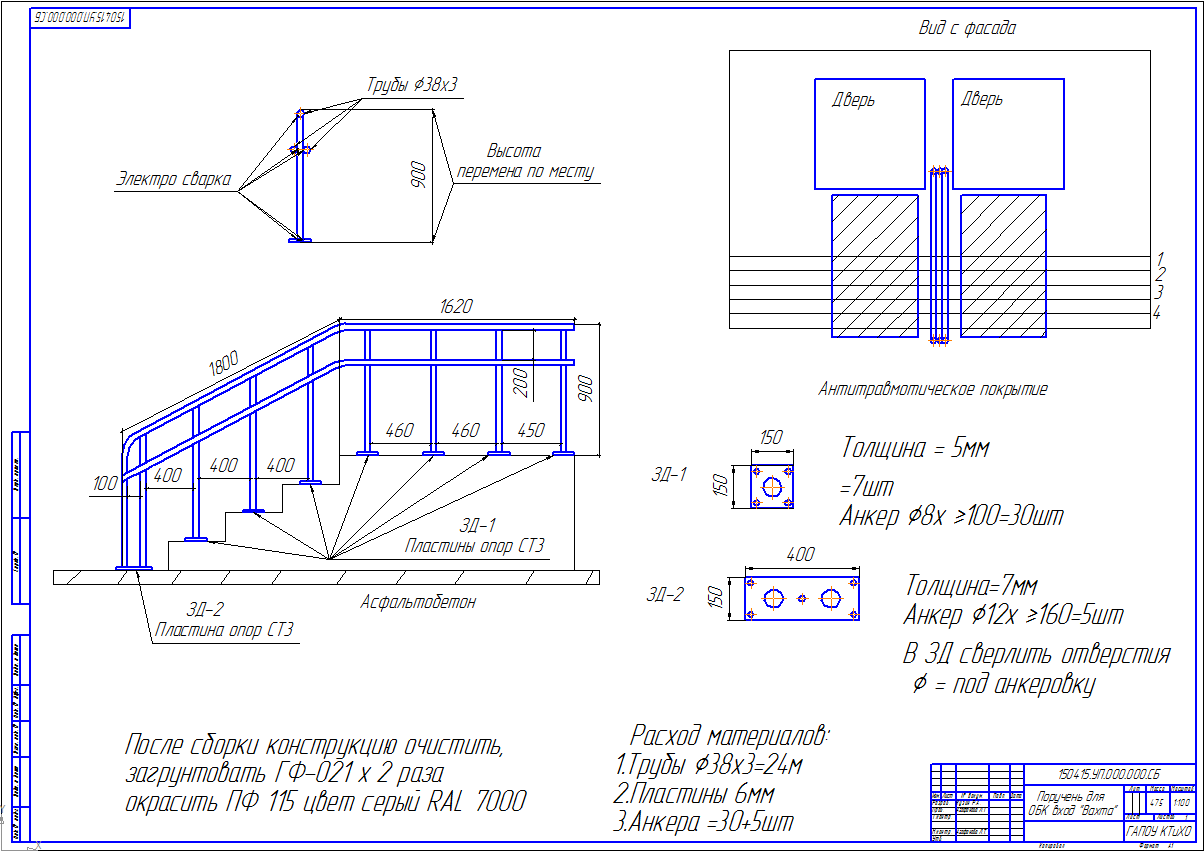
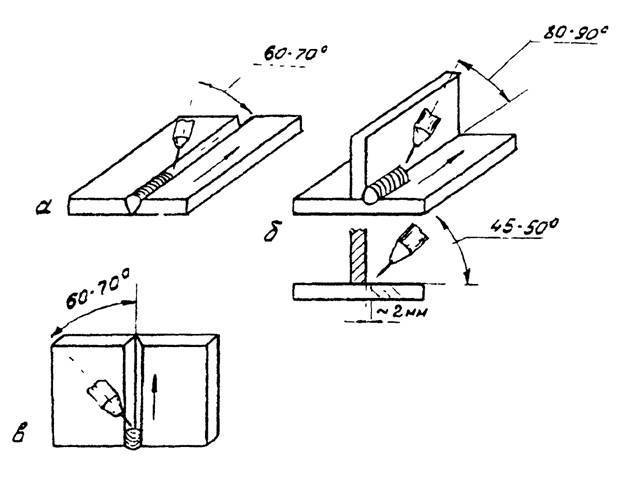
В качестве объекта выберем фрагмент толстостенной (более 5 мм) круглой и профильной трубы с толщиной стенок в 1,5 мм. В жизни это может быть опора ограждения и приваренный встык поперечный профиль. Чтобы наш эксперимент приблизить к реальности, сварку будем вести между заготовками с зазором. На практике это может быть следствием неточности разметки, при котором поперечный элемент оказывается на несколько миллиметров короче, чем нужно. Зачищаем поверхность толстостенной трубы до блестящего металла и прихватываем прямоугольный профиль к трубе. Варить лучше электродами АК-53-70 или АК-46 с основным или рутиловым покрытием.
Причем сварку ведем с использованием отрывного движения, зажигая дугу на толстой трубе, и сплавляя металл движением электрода от толстого металла к тонкому, стараясь не заводить электрод далеко на тонкий профиль, чтобы он не прогорел. Электрод должен доходить только до кромки тонкого металла и там отрываться.
Наложив сварочный шов с одной стороны профиля, отбиваем с помощью молотка образовавшийся при сварке шлак и зачищаем его металлической щеткой.
Так вкруговую завариваем и остальные три стороны.
Если зазор меньше трех миллиметров, то сварку можно вести без отрыва электрода. Причем, прихватывать профильную трубу или уголок лучше и надежней по углам, где металла побольше.
Есть свои особенности сварки поперечной кромки профильной трубы к цилиндрической поверхности, т. к. в этих местах зазор от центра к краям увеличивается и может достигать 5-6 мм.

Прихватку и сварку начинаем с краев, где зазор максимальный.
В этом случае электрод с зажженной дугой держим на толстом металле несколько дольше, чтобы образовалось побольше жидкого металла и только после двигаем электрод поперечно в сторону тонкого металла. Также после завершения сварки отбиваем шлак и чистим шов.
Это интересно: Как сварить ворота для забора своими руками — подробная иструкция
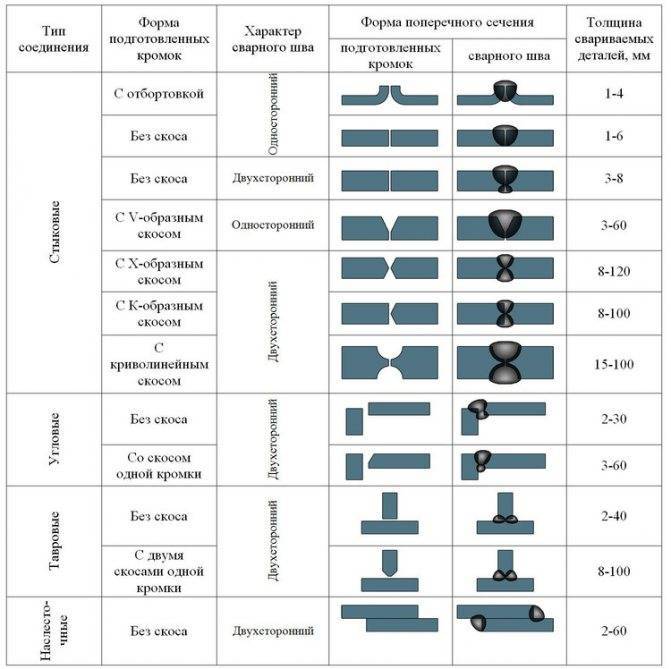
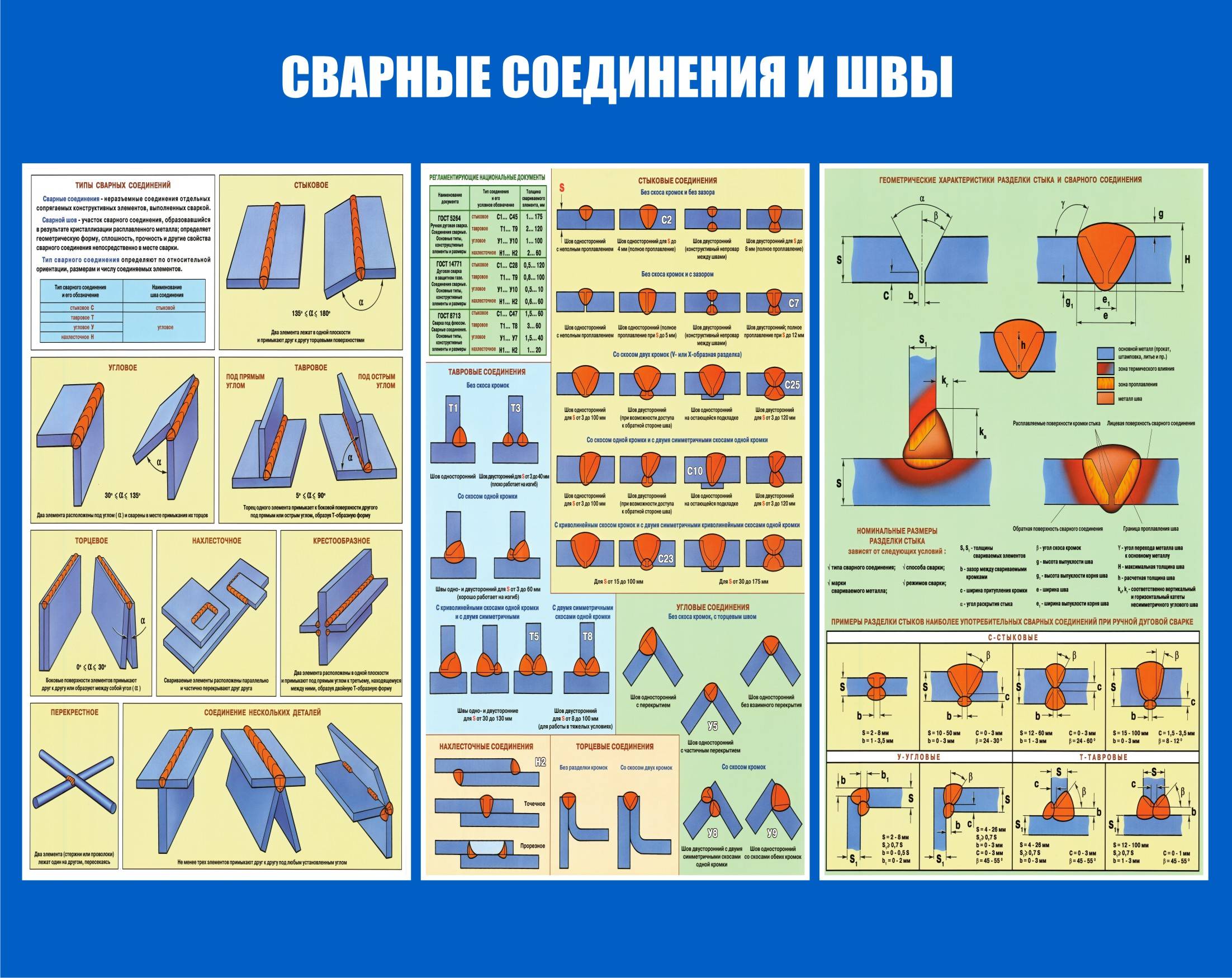
Какие типы сварных соединений существуют
Шов образующиеся в результате кристаллизации или пластической деформации (сварка давлением) материала стыкуемых элементов. Представляет же собой пространство на стыке. Сварные швы можно поделить на:
- Заводские.
- Монтажные.
Они имеют разные обозначения на чертежах, поэтому внимательно изучите проектную документацию, до такого как приступить к выполнению работ по возведению данной сварочной конструкции. Независимо от того заводской шов или монтажный, он должен соответствовать предъявляемым требованиям и обеспечивать равнопрочность соединения. Существует много типов сварных соединений, предлагаем наглядно ознакомиться с наиболее применяемыми и распространенными:
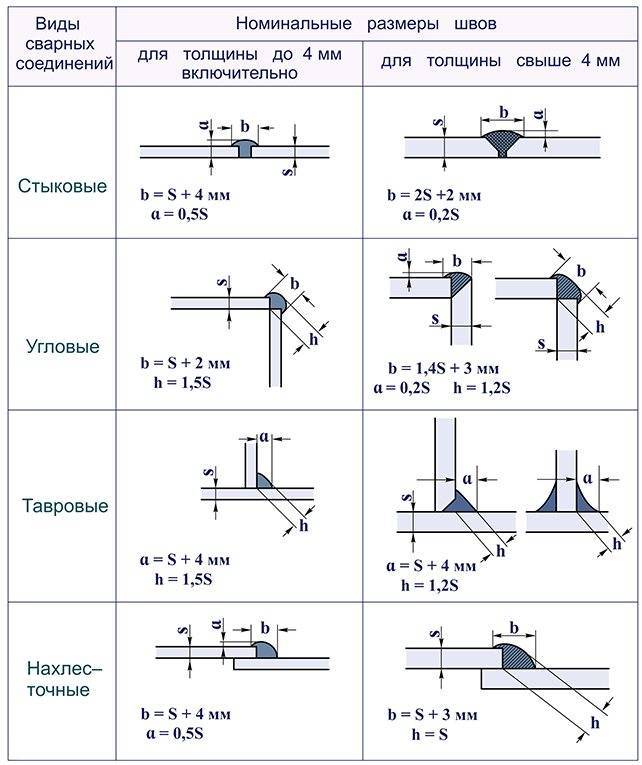
- Стыковое соединение.
- Угловое соединение.
- Тавровое соединение.
- Нахлёсточное соединение
Допуски указываются в нормативной документации, а именно в ГОСТ Р 13920-2017.
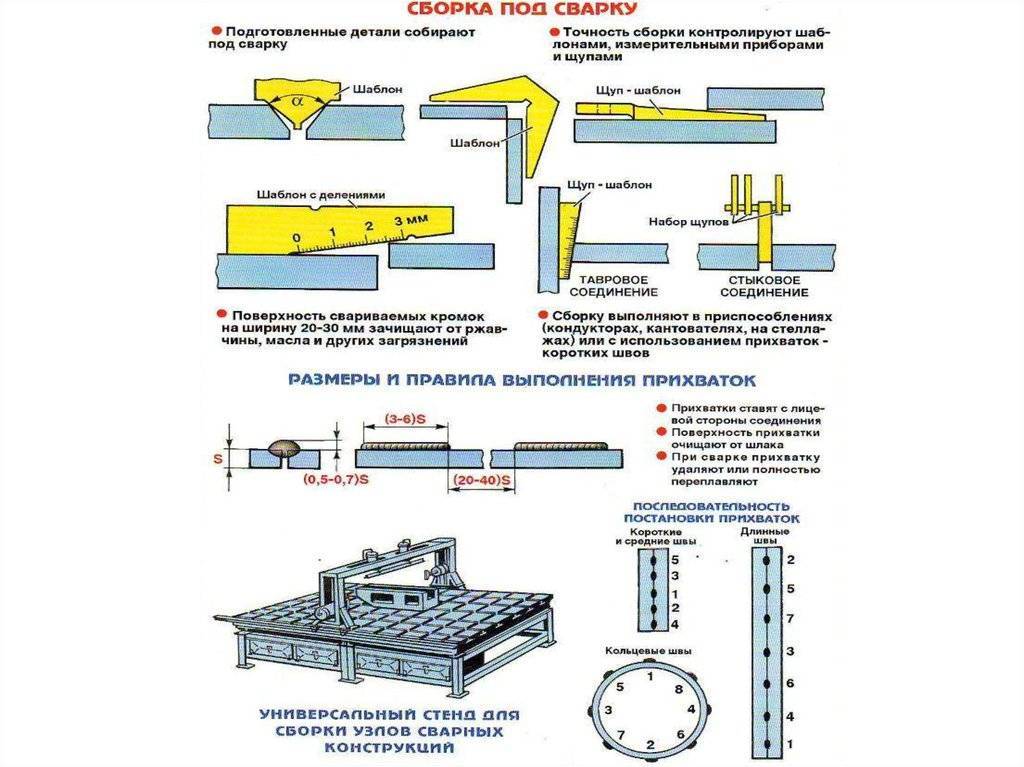
Сборка деталей
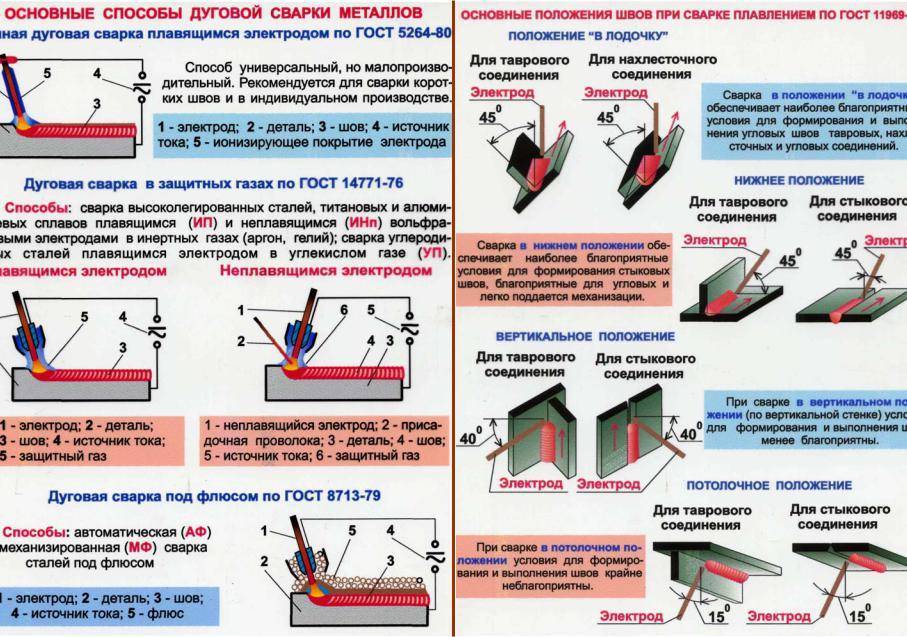
Сварка металлоконструкций, подготавливаемых в виде отдельных сборных узлов, осуществляется согласно ГОСТ 5264-80, в котором определяются принципы монтажа на основе электродугового метода.
В соответствии с положениями этого документа определяется порядок подготовки металлоконструкции к сборке, включая способы подачи его отдельных элементов к месту сварки.
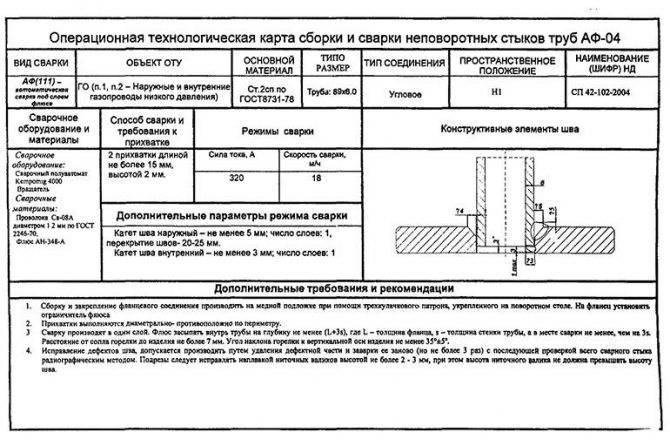
Устанавливаются режимы сплавления отдельных узлов металлоконструкций, которые выбираются в соответствии с данными, указанными в составленной ранее технологической карте на этот вид сварных работ.
Окончательный монтаж металлоконструкции осуществляется в определённой последовательности, включающей предварительную зачистку кромок и ближайших к ним участков. При этом подгонка элементов под сварку производится либо с помощью механических средств, либо посредством газовой резки.
При сборке уже подготовленного изделия руководствуются не только чертежами, но и уже упомянутыми ранее технологическими картами. В них, помимо режимов работы и порядка сборки должны указываться способы крепления деталей, а также методы контроля собранных изделий.
В процессе подготовки металлоконструкций следует исходить из того, что при их сварке предполагается использовать электрическую дугу, температура плавления которой может достигать 7000 °.
К особенностям этого метода сборки сложных объектов следует отнести и то, что при его реализации применяются специальные приспособления для сварки.
Это интересно: Сварка арматуры своими руками — что нужно знать
Требования к сварке металлических конструкций
Цель созданных нормативов – обеспечение безопасности и качественного монтажа конструкций из металлов и сплавов. На них следует ориентироваться и при сборке бытовых изделий на даче, в гараже, подсобных хозяйствах. Важные моменты:
- обеспечение защиты сварщика от поражения электрическим током, для чего необходимо защитить его от дождя, облучения ультрафиолетовым и инфракрасным излучением, коротких замыканий при подключении оборудования;
- правильная подготовка и сборка конструкций – требуется для создания прочных соединений с заданными характеристиками;
- подготовка сварочных материалов и деталей – прокалка электродов, грамотное их хранение, зачистка поверхностей от грязи и ржавчины.
Ошибки, допущенные при сборке и обваривании деталей, могут привести к разрушению металлоконструкций, что представляет опасность для людей, работающих в непосредственной вблизи с ними.
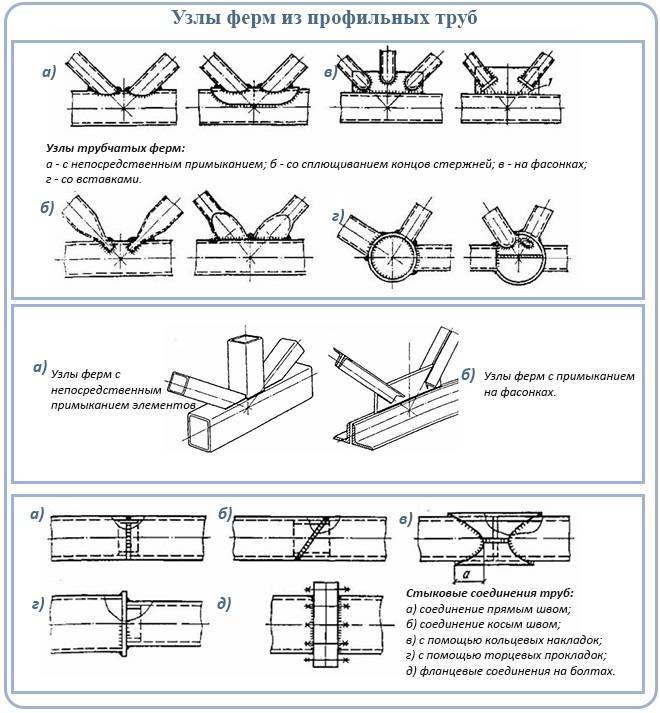
Узлы
Сварные металлоконструкции используются гораздо чаще, чем металлопрокат на болтовом крепеже. К ним предъявляются требования, согласно СНиПов, которые действуют на конкретном производственном участке. Например, надежность узла при строительстве мостов должна быть более высокой, чем при монтажных работах на печной трубе котельной.
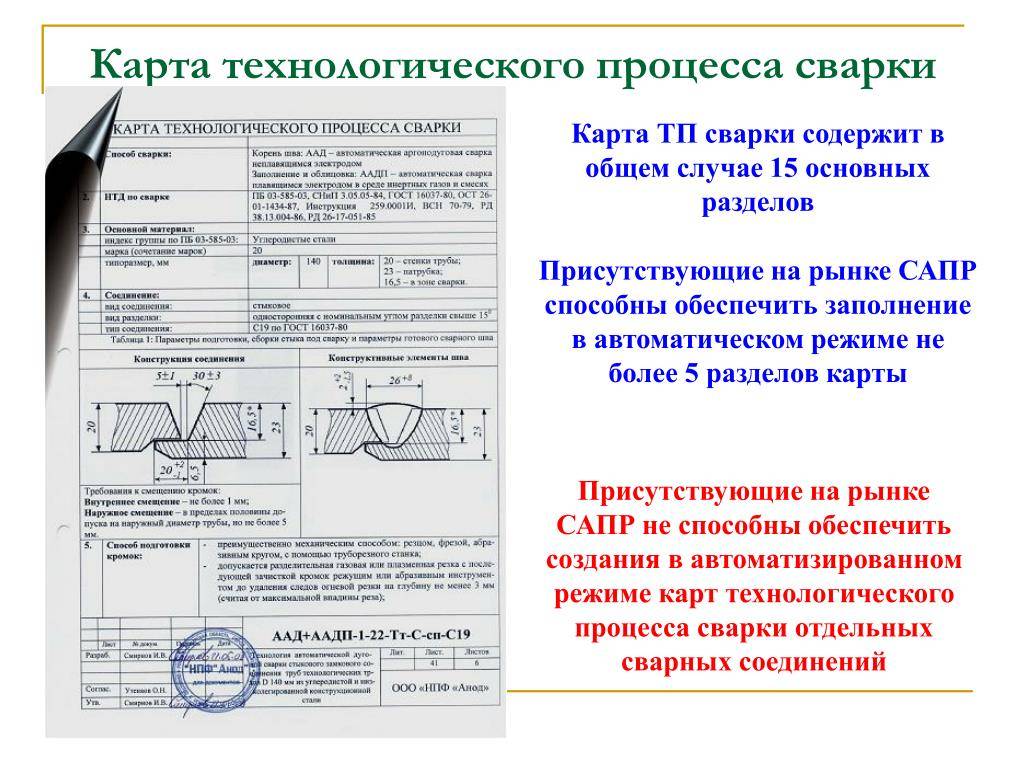
На стадии разработки плана организации работ, инженеры составляют технологическую карту на сварочные работы металлоконструкций, в котором указан оптимальный способ стыковки отдельных элементов. При этом необходимо руководствоваться требованиями ГОСТов. В смету заносится уже чистовой вариант. Идеальными условиями для сварки являются следующие факторы:
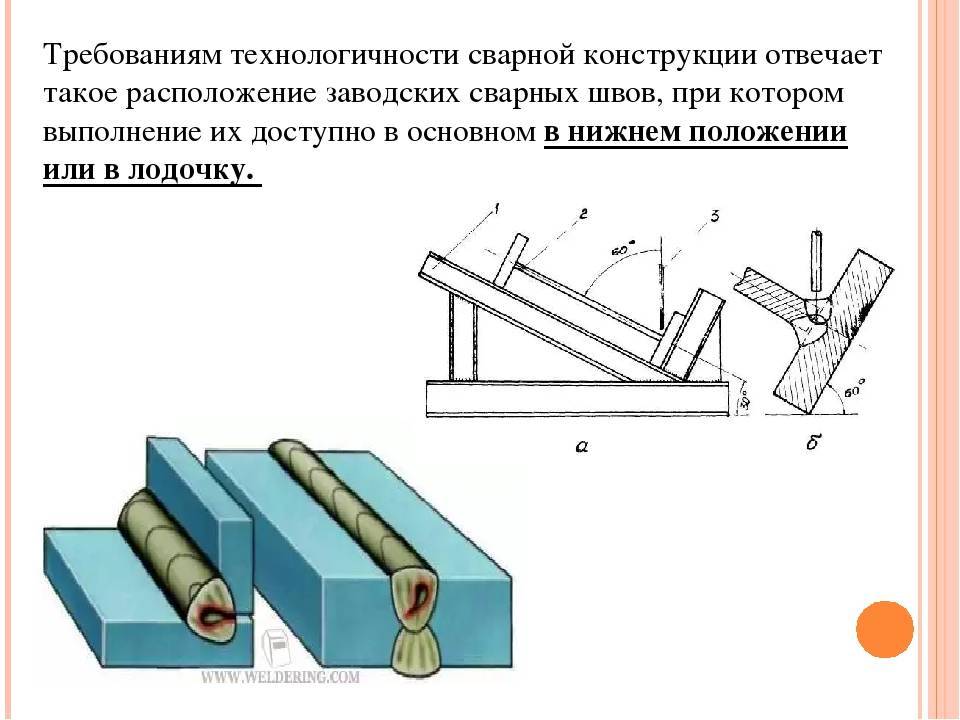
- Подавляющее большинство швов выполняются в горизонтальном положении.
- Сварка выполняется специальными роботами с функцией контроля рабочих параметров. Процент выполнения ручных работ минимален.
- При соединении отдельных элементов преобладает стыковой или угловой методы сварки.
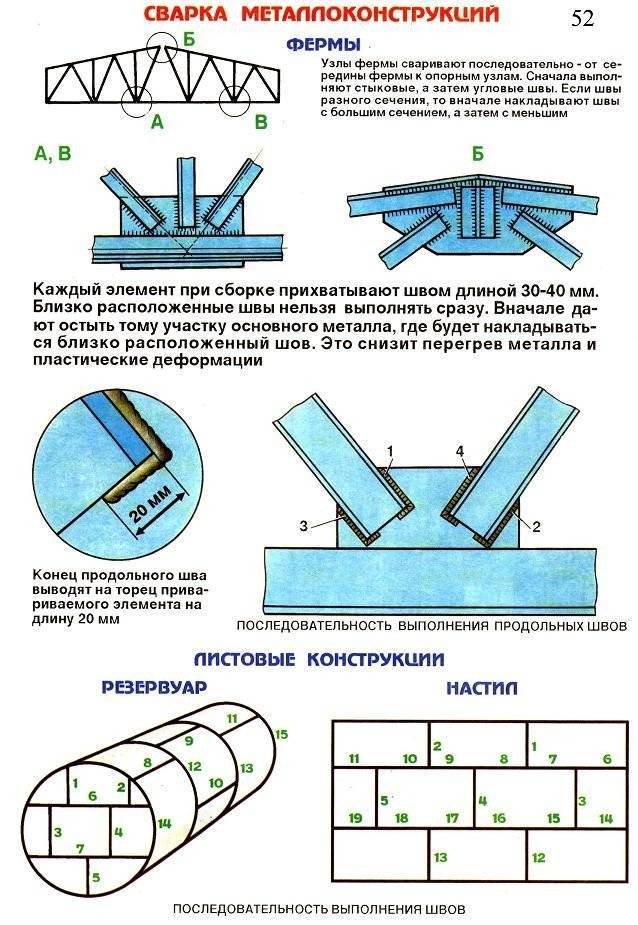
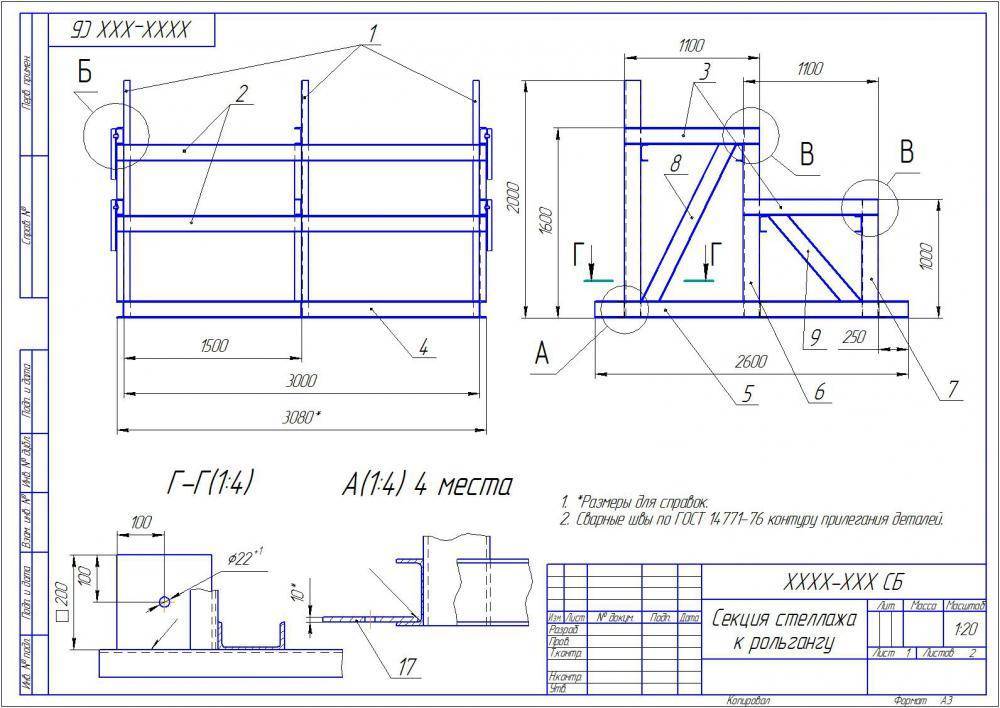
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений.
Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки.
Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
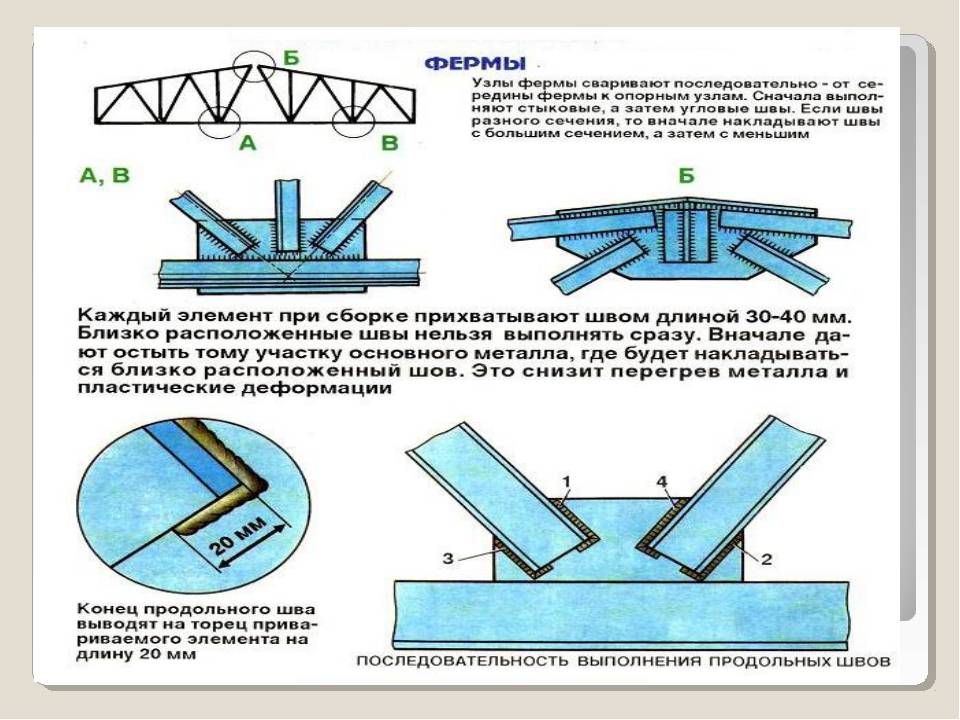
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали).
Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Дефекты в сварочных швах
Дефекты сварочных швов.
Когда создается металлоконструкция, для удобства и получения более точных размеров применяется кондуктор. Однако во время сварки металлоконструкций очень часто возникают определенные дефекты:
- наплывы;
- прожог;
- непровар;
- трещина;
- пористость;
- пережог;
- подрез;
- шлакоотложение;
- возникновение кратера.
Появление наплывов происходит из-за натекания расплавленного металла на торцы плохо прогретого металла. В большинстве случаев такой дефект имеет место при получении горизонтальных швов. Получившиеся наплывы удаляют молотком, а затем проверяют наличие непровара.


Под прожогом понимается сквозное проплавление, когда на обратной стороне появляются натеки жидкого металла. Причиной такого дефекта является:
- увеличенный зазор;
- плохая обработка кромок;
- увеличенная мощность пламени;
- низкая скорость.
Такие прожоги исправляется вырубкой и последующей заваркой.
Причиной появления такого дефекта считаются:
- плохие кромки деталей.
- низкая сила пламени;
- большая скорость;
- наличие окалины;
- наличие ржавчины;
- оставшаяся грязь.
Непровары – это самый опасный дефект, влияющий на прочность и надежность сварочного соединения. Все непроваренные участки полностью вырубают, все заново зачищают и снова заваривают.
Схема полуавтомата для сварки в защитных газах.
Возникновение трещин возможно не только при сварке. Наличие трещины может обнаружиться и после окончания сварочной операции. Причиной возникновения трещин считается:
- невыполнение требований технологии;
- неправильный сварочный режим;
- неверное расположение швов.
Заметим, что швы, неправильно расположенные в металлоконструкции, становятся концентраторами напряжения, которые постепенно разрушают всю конструкцию. Очень большие значения напряжений наблюдаются там, где не соблюдается очередность наложения швов.
Трещины, образовавшиеся на поверхности сварочных швов, полностью удаляют и затем заваривают. Для ограничения распространения трещины по шву на ее концах делаются отверстия.
Иногда сварочные швы становятся пористыми. Причина этого явления – газы, которые находятся в расплавленном металле. Они просто не успевают покинуть шов до его затвердевания. Появившиеся поры снижают прочность сварочного шва. Причиной образования пор являются:
- плохо зачищенные свариваемые кромки;
- грязная присадочная проволока;
- наличие ржавчины;
- масло;
- много углерода в основной детали;
- большая скорость;
- марка проволоки;
- выбор силы сварочного пламени.
В некоторых случаях поры появляются прямо на поверхности, возникают свищи. Такие места вырубаются и снова завариваются.
Когда происходит пережог, начинают образовываться окисленные зерна, у которых очень низкая сцепляемость, так как их поверхность закрыта окисной пленкой. Пережженный металл очень хрупок, его нельзя исправить.
Заключение
Сварка металлических конструкций относится к категории ответственных работ, которые контролируются органами технологического надзора. На крупных предприятиях сварочные операции выполняются на роботизированных установках, с автоматической регулировкой всех параметров. При небольших объемах работы выполняются вручную.
Сварщик 6-го разряда Головань Алексей Вадимович. Опыт работы – 13 лет: «Я работаю на заводе по производству металлических конструкций. Несмотря на наличие автоматических сборочных линий, подавляющее большинство работ выполняется руками сварщиков, ввиду низкого процента заказов на крупные партии одинаковых конструкций. В таких условиях настройка и регулировка робота нецелесообразна, поскольку его использование приведет к удорожанию готовой продукции





