

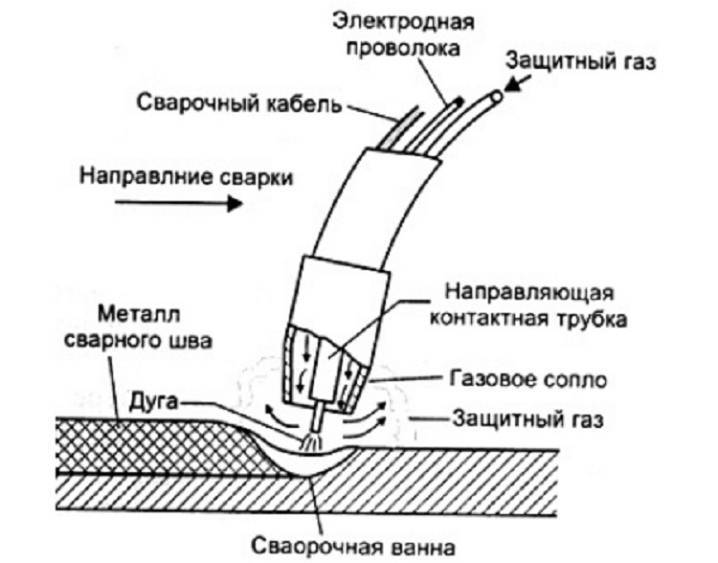
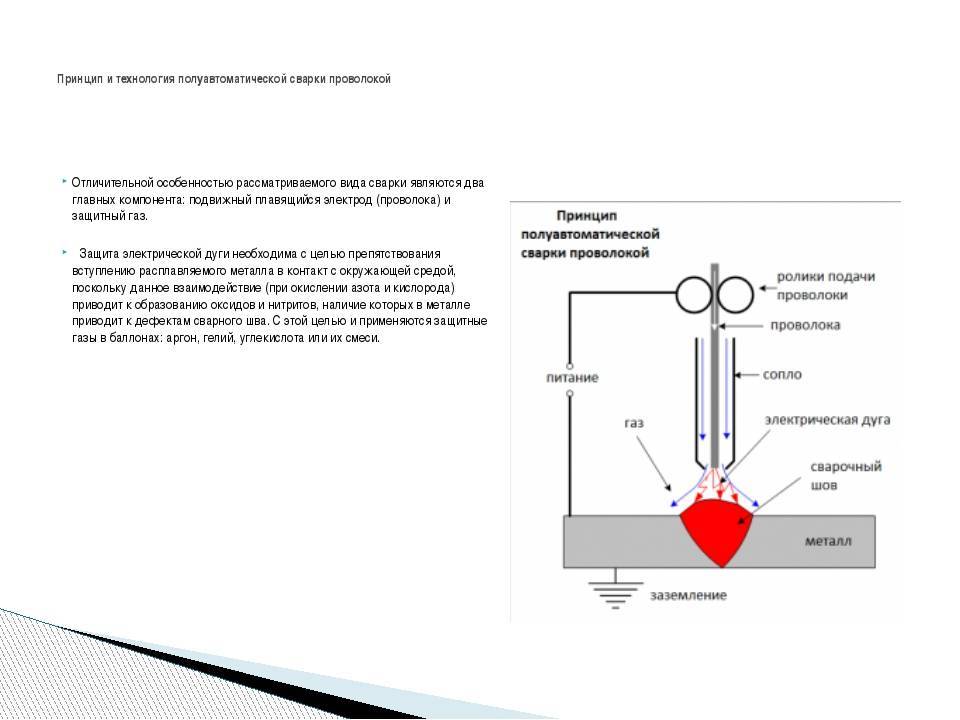
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
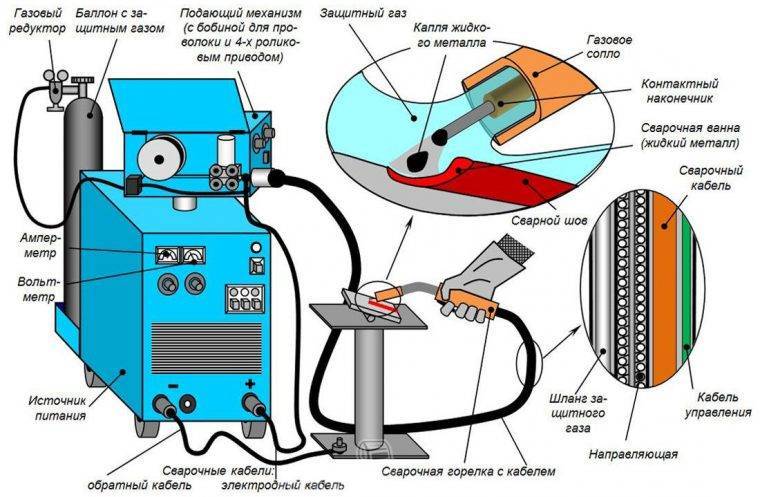
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Многие производства и ремонтные мастерские, квалифицирующиеся на проведении сварочных работ, используют баллоны с защитными газами. Таковыми представляются:
- инертные — аргон либо гелий, их смеси;
- активные — водород, диоксид углерода, азот, которые в свою очередь подразделяются на газы с восстановительными, окислительными свойствами и выборочной активностью;
- конгломерат из инертных и активных продуктов.
Технология полуавтоматической сварки для нержавеющей стали
В бытовых условиях чаще всего приходится варить детали максимального диаметра 3 мм. Поэтому для выполнения сварных работ можно использовать оборудование с максимальной мощностью 10 кВт.
А для выполнения работ на агрегате выставляют следующие параметры:
- напряжение – 19-25 В;
- ток – 95-300 А;
- скорость подачи проволочного электрода – 290-490 м/ч.
Длина электрической дуги, глубина проплава и форма шва регулируются изменением токового значения. С увеличением тока уменьшается глубина проплава, а валик на стыке получается шире.







В газовой среде
Перед выполнением сварочных работ в газовой среде осуществляются подготовительные мероприятия:
- рабочие поверхности соединяемых элементов металлической конструкции зачищаются болгаркой (используется специальный наждачный диск);
- при соединении заготовок толщиной больше 4 мм подготавливают канавки для направления расплавленной стали;
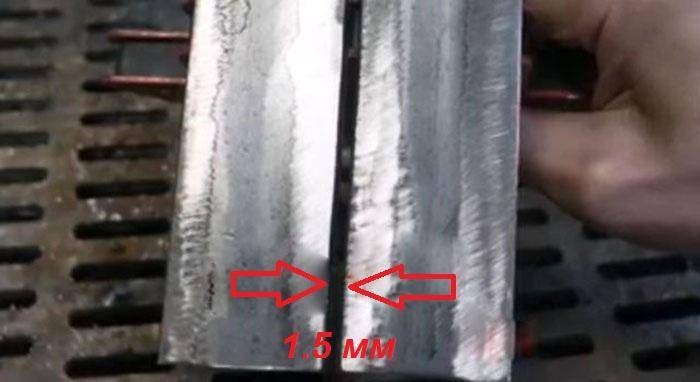
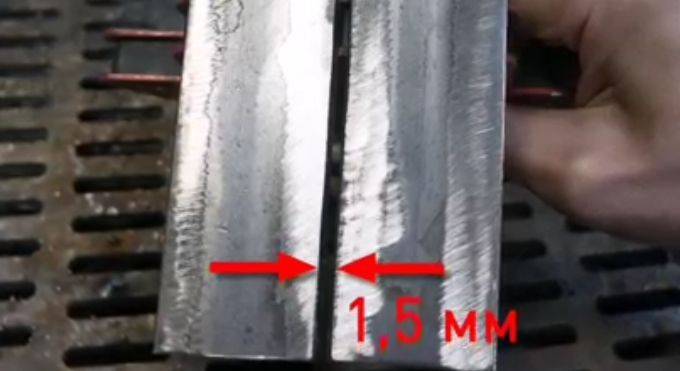
- соединяемые изделия стыкуют щипцами-зажимами между собой так, чтобы между ними оставался зазор не меньше 1,5 мм;
- на агрегате устанавливают нужные параметры для выполнения сварочных работ.
Варить нержавейку полуавтоматом надо под углом 20-60º от себя или к себе короткими прихватками, т.е. периодически нажимая и отпуская курок, постепенно заполняя расплавленным металлом нарезанные фаски. При этом между соплом и сварочной ванной нужно постоянно держать дистанцию от 10 до 20 мм.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
При выполнении соединения внахлест фаски не нарезают, только тщательно зачищают рабочие поверхности. Изделия накладывают друг на друга, осуществляя их сваривание.
В процессе спайки элементов полуавтоматическим оборудованием в газовой среде рекомендуется периодически менять скорость подачи проволоки. Это поможет добиться более прочной стыковки заготовок. А перед началом каждого нового шва нужно откусывать плоскогубцами наплавление, образовавшееся на конце электрода.
Без защиты
Соединение деталей полуавтоматом выполняют и без использования защитной газовой среды с помощью порошковой проволоки. Ее специальное покрытие после расплавления формирует защитную оболочку.
Но готовые конструкции, соединенные таким способом, не отличаются высокой коррозионной стойкостью. В местах сварных швов может появляться ржавчина. Поэтому для получения шва, более устойчивого к коррозии, рекомендуется использовать дополнительные присадки с защитным газом.
Как варить с другими типами металлов
Современные технологии сварки предоставляют возможность сваривать нержавеющую сталь с другими материалами, например, с алюминием, низко- и высоколегированными металлическими сплавами.
Для сваривания с алюминиевыми заготовками используют импульсный режим аппарата, аргон и медные порошковые электроды. Такой способ позволяет улучшить качество спайки, повысить коррозионную стойкость готового шва.
Для соединения с медными элементами используют флюс, легкоплавкие припои.
При спайке с Ст40 используют проволоку 08Г2С. Она предотвращает разрыв сварных швов после охлаждения.

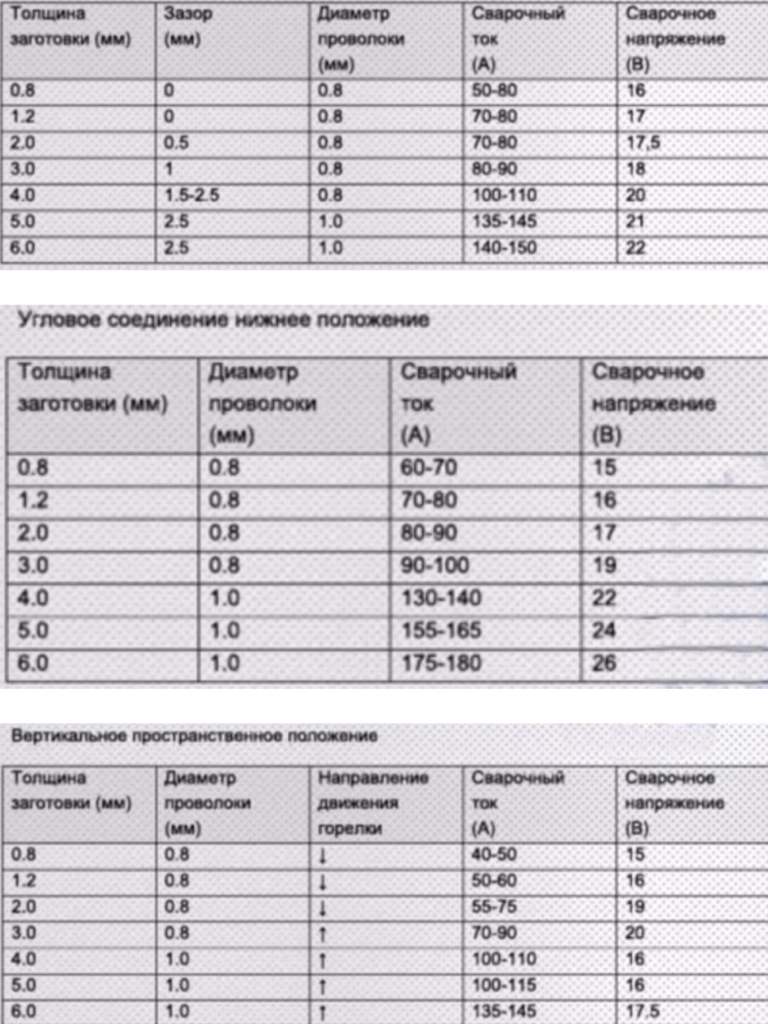
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
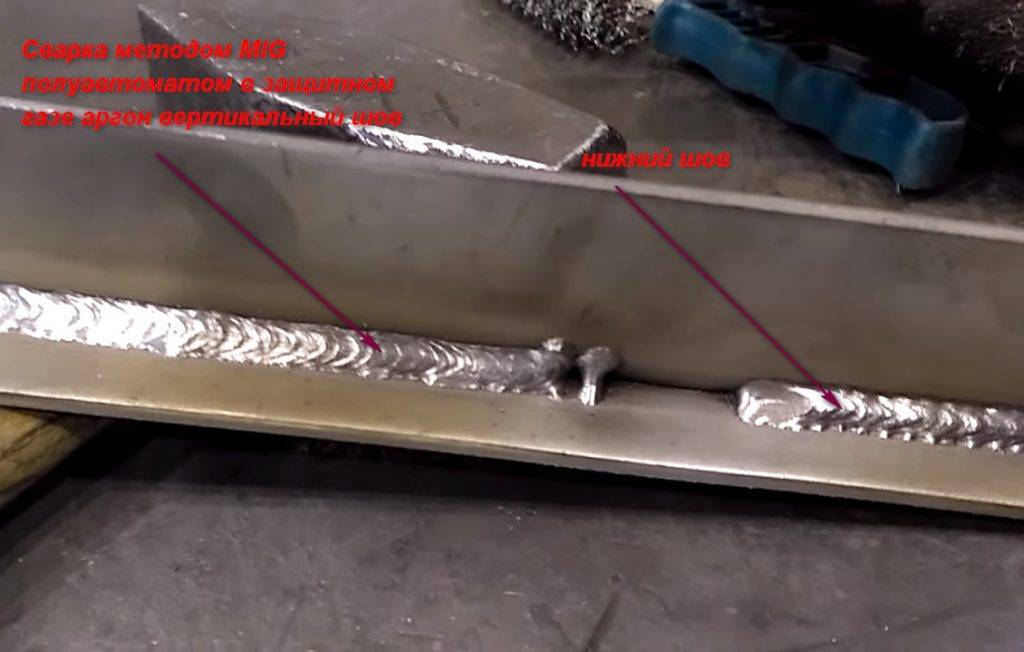
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Все основные режимы сварки можно увидеть в таблице.
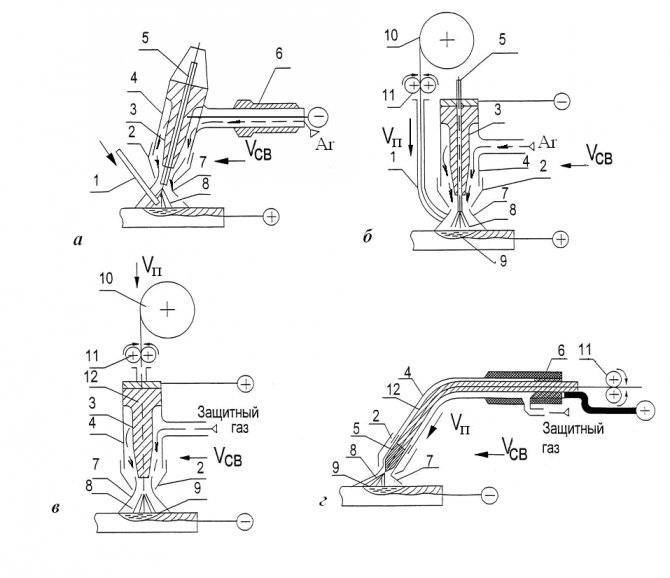
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей
Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
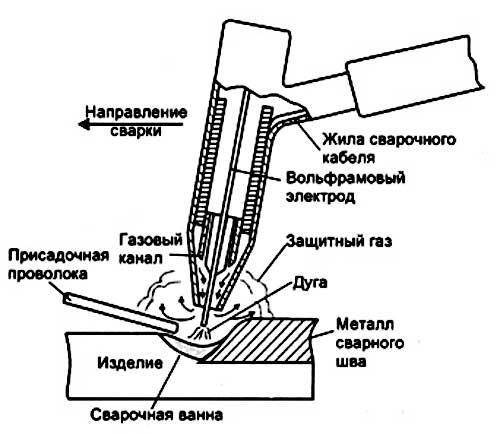
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.


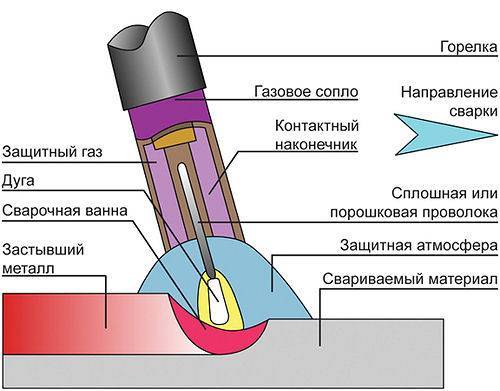



Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Сварка нержавейки полуавтоматом
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.
 сварка нержавейки полуавтоматом
сварка нержавейки полуавтоматом
Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
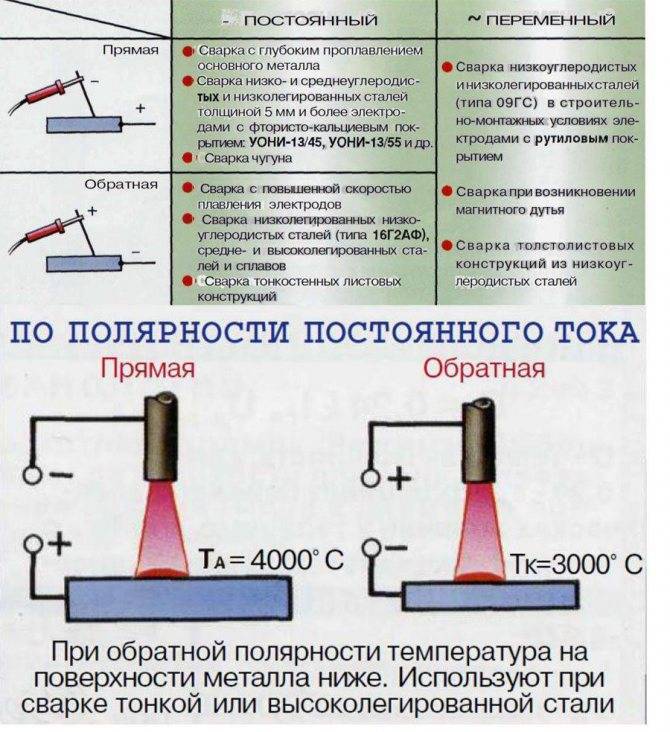
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным
Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл
СВАРКА ПОЛУАВТОМАТОМ С ПРОВОЛОКОЙ
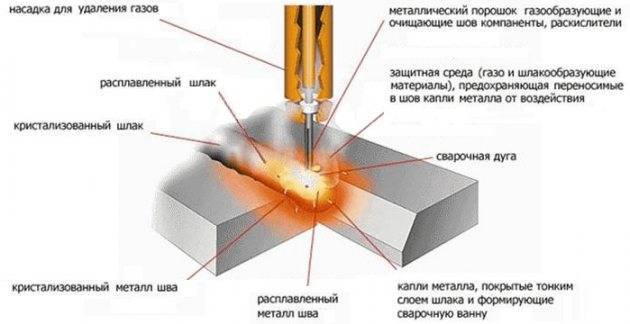
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Как варить полуавтоматом без газа ?
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Технические требования
Стальные сосуды под давлением объёмом 0,4–50 л используются без малого век. Отечественный ГОСТ 949-73 распространяется на ёмкости для транспортировки промежуточного хранения, технологической раздачи потребителям.
Цельнотянутые бесшовные баллоны малого и среднего объёма из конструкционной стали 45Д и легированной 40ХГСА рассчитаны на рабочее давление 15 и 20 МПа для сосудов 50–20 л и 15 МПа для меньших, которые допускается выпускать с плоским дном.
Отличительная маркировка – жёлтая надпись эмалью «углекислота», «СО2» «двуокись углерода» по чёрному полю. Основные физические параметры и типоразмеры представлены в таблице:
| Давление, МПа | 50 л, |
Сталь 45Д/30ХГСА
40л
Сталь 45Д/30ХГСА
20 л
Сталь 45Д
Ø, мм
L, мм
M, кг
Ø, мм
L, мм
M, кг
Ø, мм
L, мм
M, кг
15
219
1685/1660
71,3/62,5
219
1370/1350
58,5/51,5
219
740
32,3
20
1755/1650
93,0/62,5
1430/1350
76,5/51,5
770
42,0
Сосуды меньших объёмов выполнены из стали 45Д, рабочее давление 15 МПа
| Ø, мм | 12 л | 10 л | 8 л | 5 л | 4 л | 2 л | ||||||
| L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | Ø, L, мм | M, кг | |
| 140 | 1020 | 17,6 | 865 | 13,0 | 710 | 12,4 | 475 | 8,5 | 400 | 7,3 | 108/330 | 3,7 |
В комплектацию входят:
- запорный вентиль кислородный с правой резьбой латунный;
- предохранительные кольца из резины на цилиндрическую часть;
- опорный башмак прямоугольной формы для устойчивости;
- колпак предохранительный стальной либо формованный из неметаллов.
Эксплуатирующиеся баллоны проходят через 5 лет периодическую переаттестацию, включающую техосмотр и испытание избыточным давлением, превышающем рабочее на 50%. Информация с датой освидетельствования наносится ударными клеймами на зачищенную горловину, обрамляется жёлтой полосой по периметру.








Это «паспорт углекислотного баллона» с полным перечнем информации:
- дата выпуска, переаттестации;
- № баллона, присвоенный производителем;
- литраж наполнения;
- технологическое гидродавление;
- марка стали и физические величины веса и размеров.
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
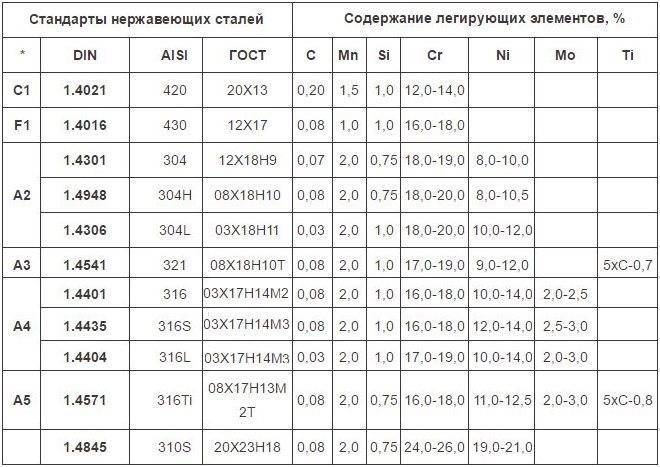
Химический состав основных марок нержавеющей стали
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
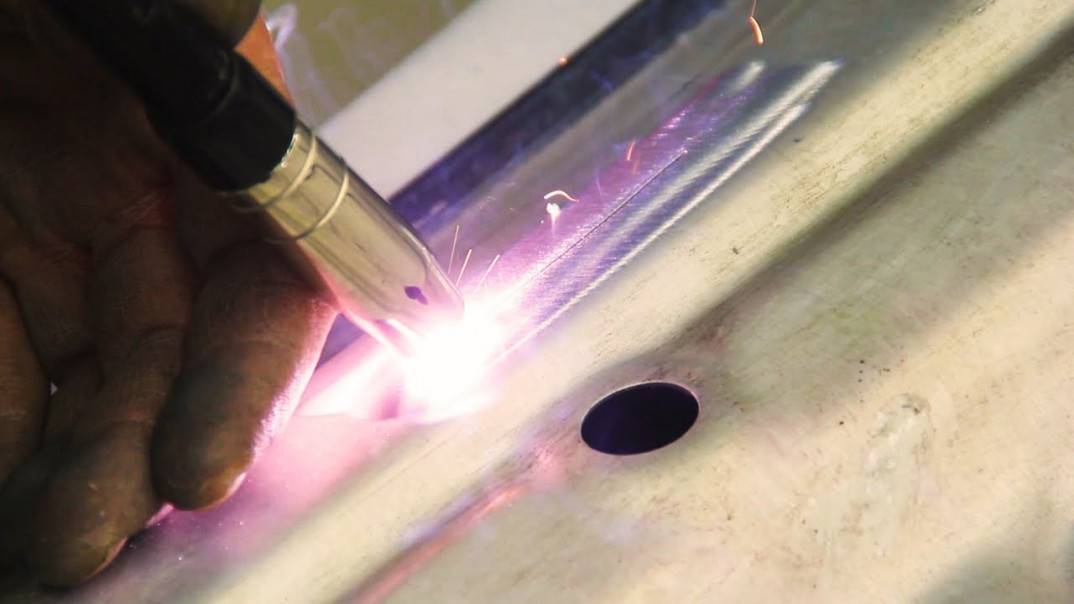
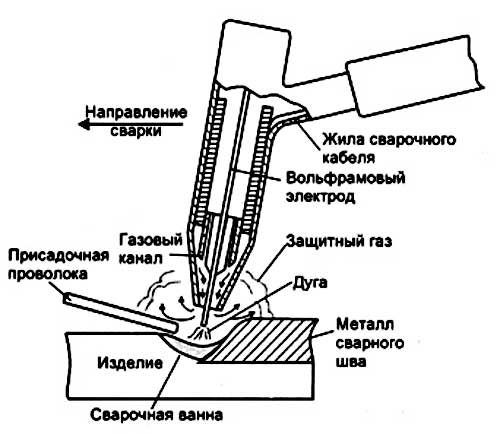
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом
Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.



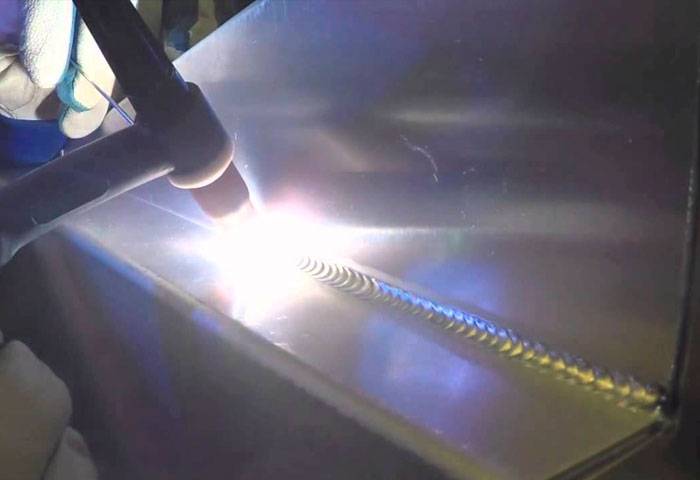
![Сварка нержавейки полуавтоматом [в среде углекислого газа]](https://labequip.ru/wp-content/uploads/3/6/f/36f7bf86d3eb8bb2359f106148c4dab3.jpeg)



Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Расход углекислоты
Чтобы не быть голословным в оценке выхода диоксида углерода для производственной нужды, следует привести конкретный пример. Стандартная газовая емкость — 40-литровый баллон, содержит 24 кг чистого диоксида углерода, который на выходе образует 12 кубометров защитной среды.
Однако рабочие смены с такой продолжительностью работы почти не встречаются, возьмем обычную смену — 8 час. Разделив объем газа на один рабочий день, получим 8 л контролируемой атмосферы.
Справочник указывает, что 1 кг наплавки потребует 1100 г углерода и 1300 — присадочного материала. Путем несложных вычислений можно прийти к следующему выводу: 1200 г присадки возьмут из баллона 1000 г газа.
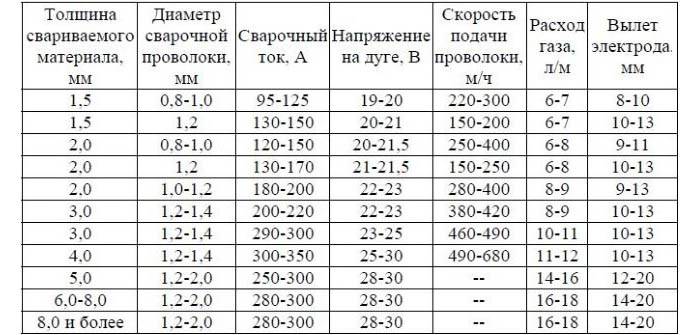
Разумеется, это примерные сведения, однако они часто совпадают с фактическими данными. Для сварщиков-новичков приводится таблица расхода углекислоты, в зависимости от диаметра нити и показателя силы тока.
Виды стали
 Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Ферритная нержавеющая сталь может вариться электродами TIG или MIG/MAG под флюсом. Для того чтобы избежать гиперплазии зёрен металла и образования холодных трещин, следует использовать ток небольшой силы. В качестве защитного газа следует применять аргон, гелий или смесь, не содержащую диоксид азота и водорода. Электроды должны быть щелочные.
Аустенитную сталь можно сваривать всеми широко известными и применяемыми методами. Рекомендуется избегать сильного разогрева для снижения риска образования трещин, роста зёрен, межкристаллической коррозии. Рекомендуется аргон, смесь аргон-гелий или аргон-водород.
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.






steelguide.ru
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином
Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).. В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы
В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.
- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.
Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.
- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.





