

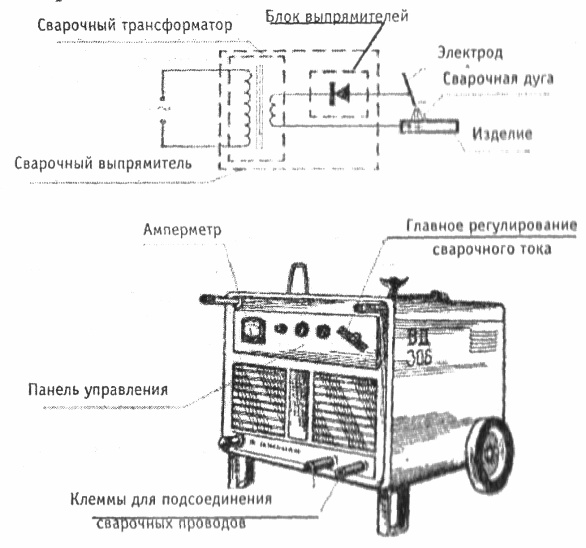
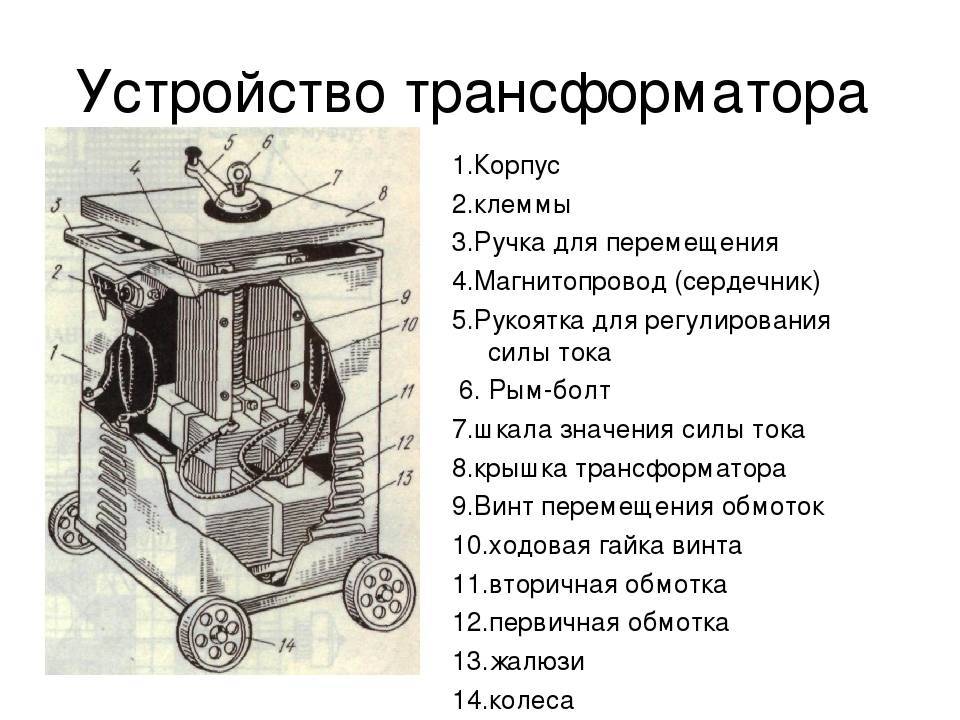
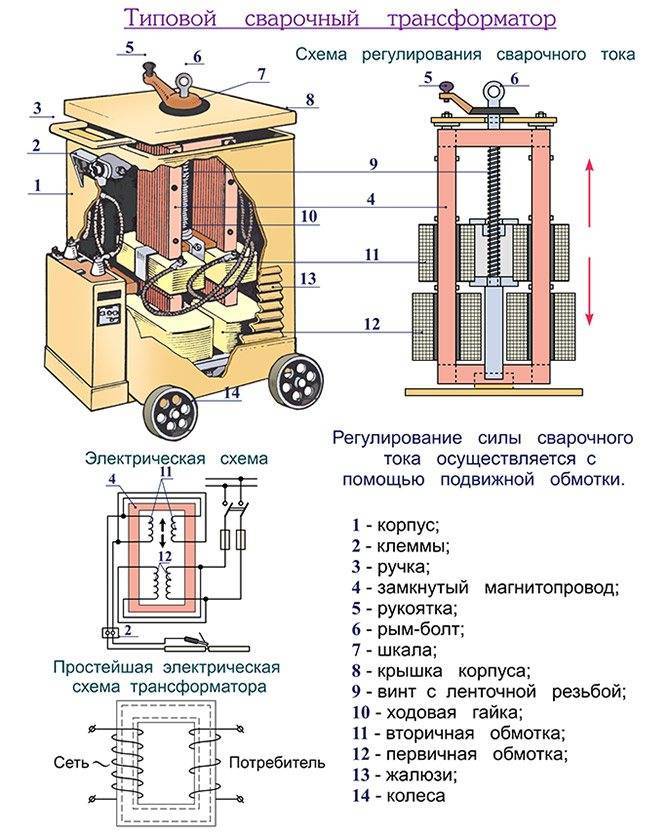
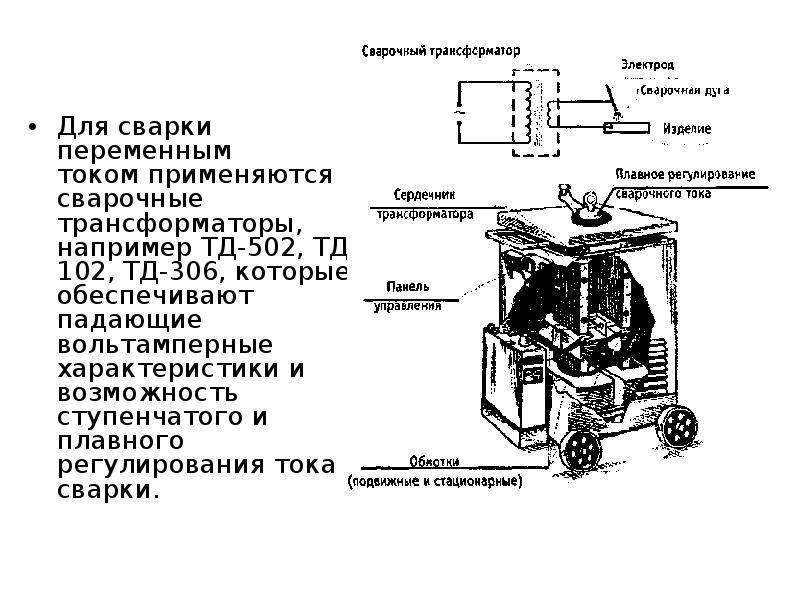
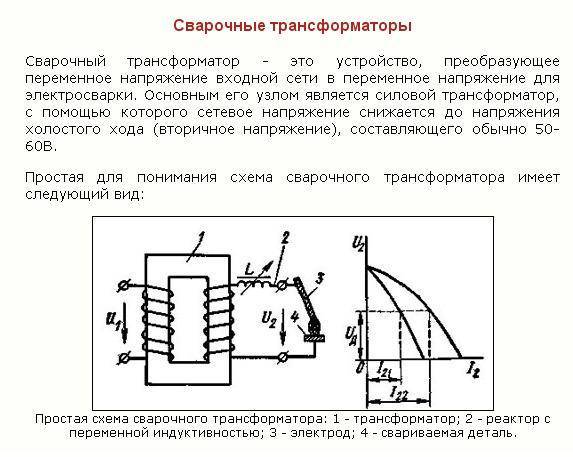
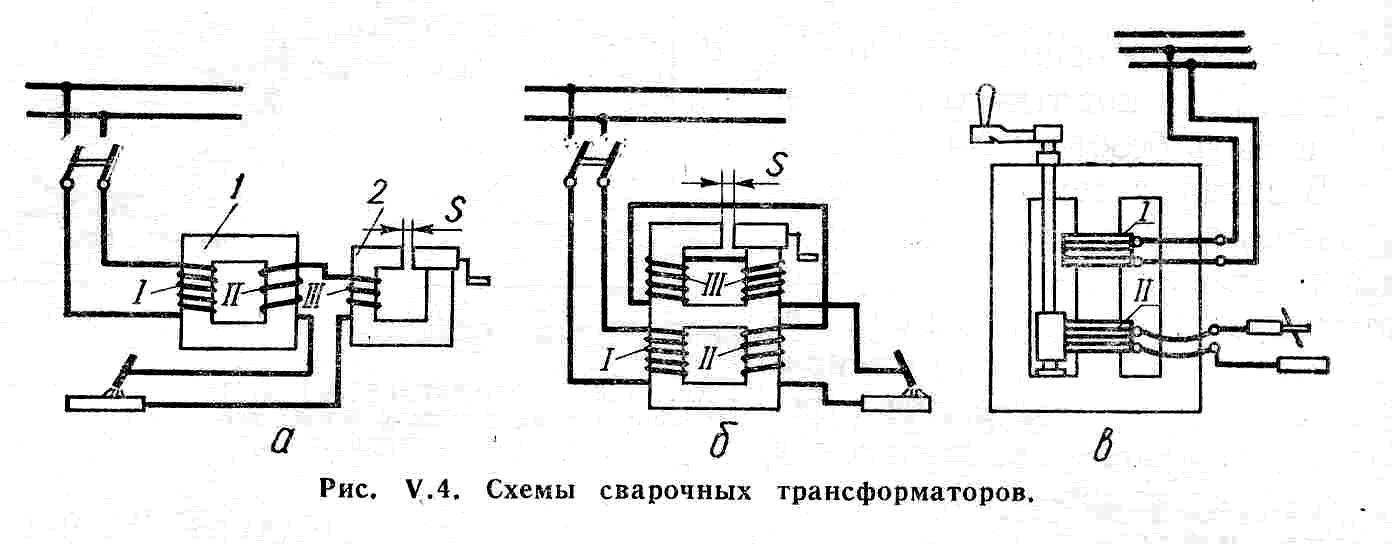
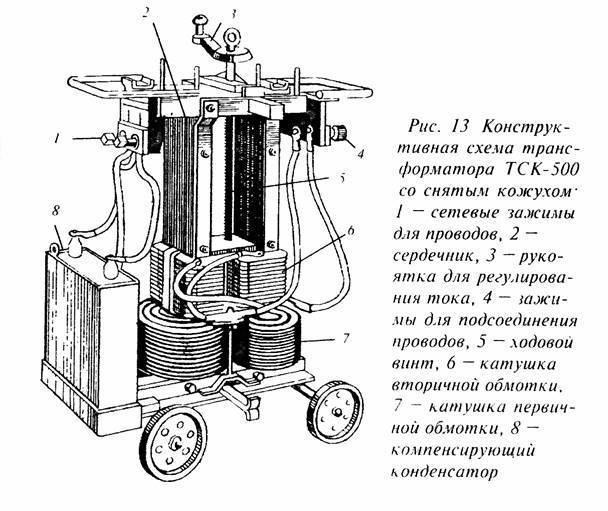
Устройство трансформатора для сварки
Самое главное в сердечниках — это форма. Она может быть стержневого (П-образный) или броневого типа (Ш-образный). Если сравнивать их, то окажется, что КПД выше у первого типа устройств для сварки. Плотность намотки тоже может быть достаточно высокой. Конечно же, они чаще всего применяются для изготовления электрической сварки. У самодельного аппарата для сварки металла могут быть обмотки следующих типов:
- цилиндрические (вторичная обмотка наматывается поверх сетевой);
- дисковые (обе обмотки располагаются на некотором расстоянии друг от друга).
Цилиндрические обмотки: а – однослойная, б – двухслойная, в – многослойная из круглого провода, 1 – витки из прямоугольного провода, 2 – разрезные выравнивающие кольца, 3 – бумажно-бакелитовый цилиндр, 4 – конец первого слоя обмотки, 5 – вертикальные рейки, 6 – внутренние ответвления обмотки.
Стоит подробнее рассмотреть каждый тип обмоток. Что касается цилиндрической намотки, то она имеет очень жесткие вольт-амперные характеристики. Но он не будет пригоден для применения в ручных сварочных аппаратах. Можно выйти из положения, применив в конструкции аппарата дроссели и реостаты. Но они только усложняют всю схему, что нецелесообразно в большей части случаев.
При использовании дискового типа намотки сетевая отдалена на некоторое расстояние от вторичной. Большая часть возникающего в устройстве магнитного потока (а если точнее, то он возникает в сетевой обмотке) никак не может быть связана (даже индуктивно) с вторичной обмоткой. Такой тип намотки лучше всего использовать в тех случаях, когда имеется необходимость в частой регулировке тока сварки. Внешняя характеристика у таких устройств имеется в необходимом количестве. А от расположения сетевой обмотки относительно вторичной напрямую зависит индуктивность рассеяния сварочного трансформатора. Но она еще зависит и от типа магнитопровода, даже от того, есть ли рядом со сварочным аппаратом металлические предметы. Вычислить точное значение индуктивности не представляется возможным. При расчете применяются приблизительные вычисления.
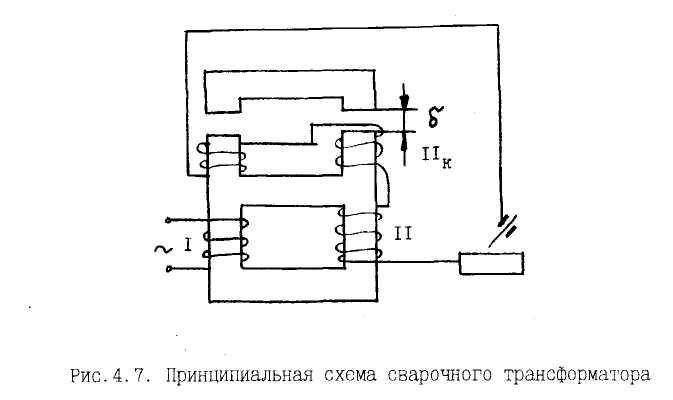
Ток, необходимый для работы сварки, регулируется путем изменения зазора между первичной и вторичной обмотками. Их, конечно же, следует делать так, чтобы можно было без труда перемещать по магнитопроводу. Вот только в условиях домашнего изготовления такое сделать довольно сложно, но можно сделать определенное число фиксированных значений тока сварки. При использовании сварки в дальнейшем, если потребуется немного уменьшить ток, нужно укладывать кольцами кабель. Учтите только, что он от этого будет греться.
Обмотки трансформатора разнесенные на разные плечи: 1 — первичная, 2 — вторичная.
Читать также: Схема регулятора для шуруповерта
Очень сильное рассеивание будет у сварочных аппаратов, которые оборудованы сердечниками П-образной формы. Причем у них сетевая обмотка обязательно должна располагаться на одном плече, а вторичная — на втором. Это вследствие того, что расстояние от одной обмотки до другой достаточно большое. Основной показатель сварочного трансформатора — это коэффициент трансформации. Он может быть вычислен путем деления числа витков вторичной обмотки на число витков первичной. Такое же значение вы получите, разделив выходной ток или напряжение на соответствующую входную характеристику (ток или напряжение).
Устройство пускового механизма
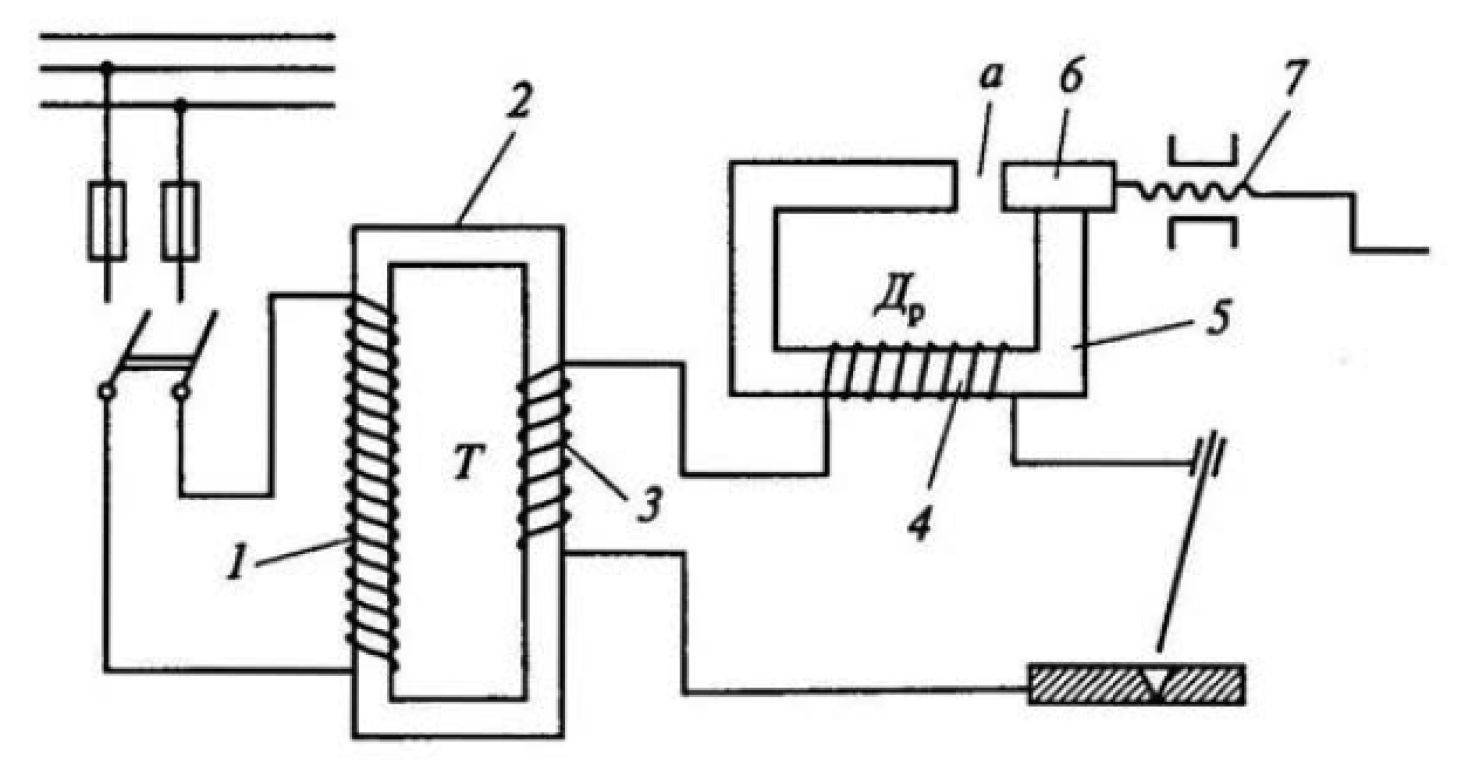
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
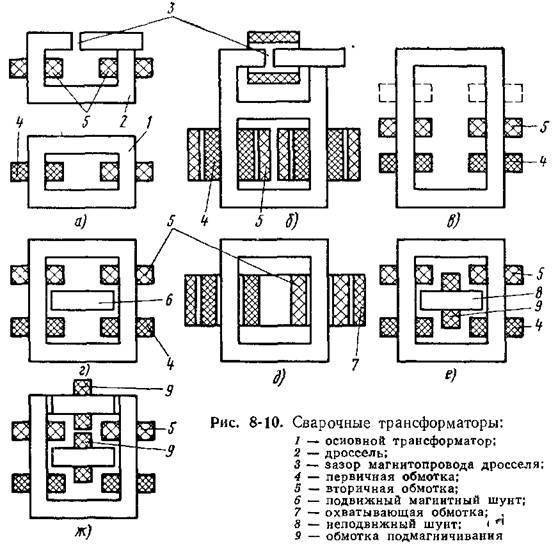
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM


Виды и характеристики сварочного трансформатора
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
По конструкции устройства выделяют:
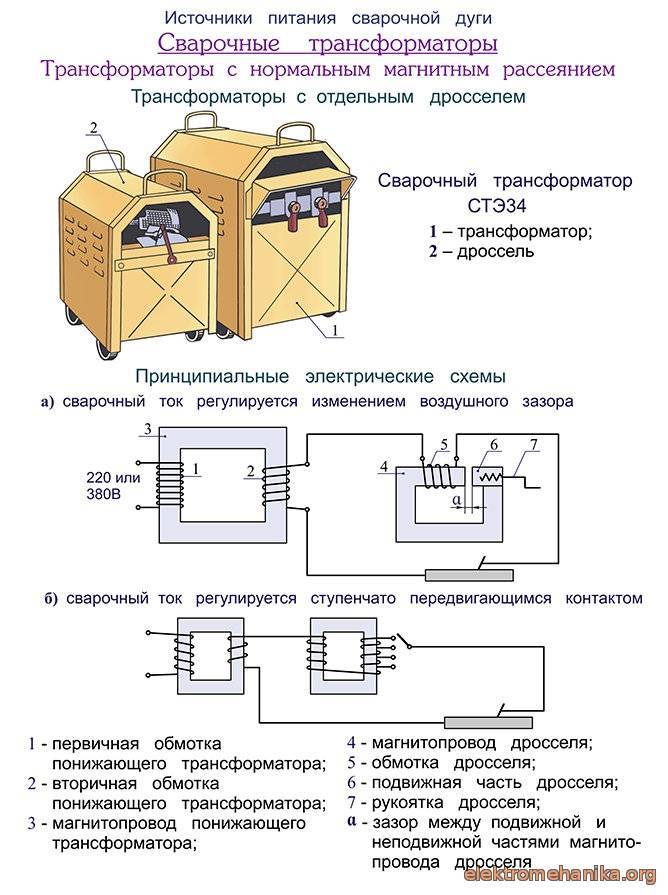
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
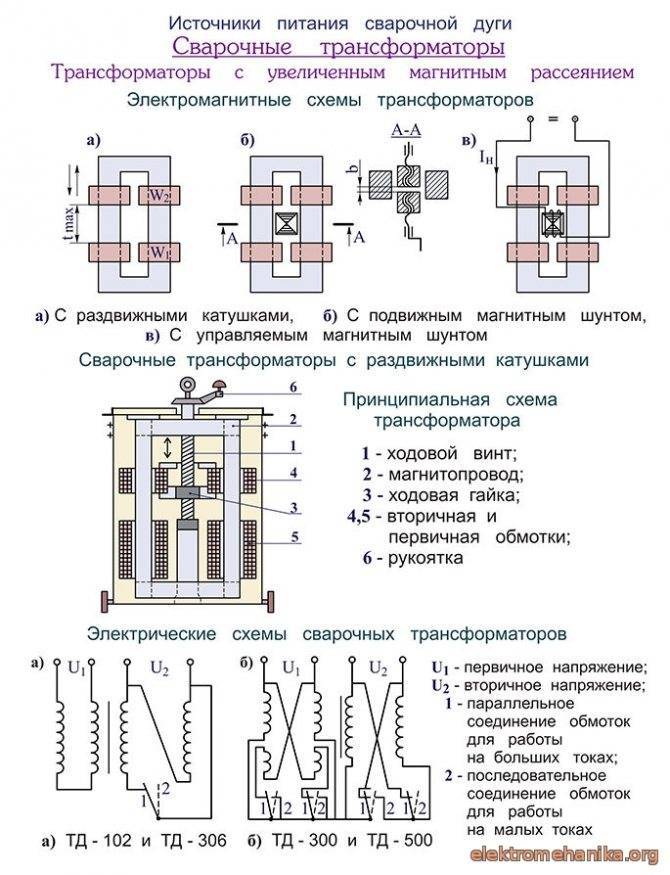
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
На чем базируется расчет сварочного трансформатора
Основными положениями, на которых состоит расчет трансформатора для сварочного полуавтомата сварочного аппарата, являются те, на которых основан принцип его действия. Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
- U2 – напряжение, которое имеется на вторичной обмотке;
- I2 – максимальный сварочный ток, который может выдать аппарат.
Простой расчет трансформатора для сварки
Стандартные методы расчета трансформаторов неприемлемы в большинстве случаев, так как применяется и железо нестандартных форм, и провод с неизвестным сечением, вычисленным приблизительно. При расчете были получены такие характеристики сварочного трансформатора, как площадь сечения магнитопровода и количество витков. Стоит заметить, что при увеличении площади сечения вдвое характеристики самого трансформатора не ухудшатся. Придется только изменить число витков первичной обмотки, чтобы добиться требуемой мощности.
Чем больше у магнитопровода сечение, тем меньше витков придется наматывать. Используйте такое качество, если испытываете затруднения с обмоточным проводом. Для расчета числа витков первичной обмотки можно воспользоваться простыми формулами:
Зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
- N1 = 7440×U1/(Sиз×I2);
- N1 = 4960×U1/(Sиз×I2).
Первая применяется при расчете сварочных аппаратов, у которых обе обмотки располагаются на одном и том же плече. Для разнесенных обмоток применяться должна вторая формула. В этих формулах Sиз – это сечение магнитопровода, измеренное перед проведением расчетов. Учтите, что при разнесении обмоток на разные плечи вы не получите на выходе сварочного аппарата ток свыше 140 А. А для любого типа устройств принимать в расчет значение тока, которое больше 200 А, тоже нельзя. И не забывайте о том, что у вас есть множество неизвестных:
- сорт трансформаторного железа;
- напряжение в сети и его изменение;
- сопротивление в линии электропередач.
Чтобы исключить возможность влияния таких второстепенных факторов на работу сварочного трансформатора, необходимо через каждые 40 витков делать отвод. Вы сможете в любой момент изменить режим работы трансформатора, подав напряжение питания на меньшее или большее число витков.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
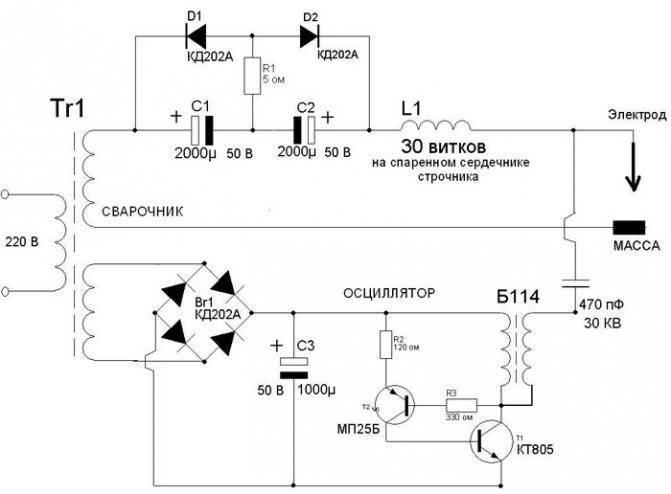
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.



![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://labequip.ru/wp-content/uploads/8/f/0/8f0ab29202453d5ac993e4808e120d75.jpeg)
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.




Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной
Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе
Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.





