Требования к деталям талрепа
ГОСТ 9690-71 предусматривает следующие варианты исполнения муфт талрепов:
- Штампованные закрытые муфты.
- Штампованные открытые муфты.
- Литые муфты.
- Сварные закрытые муфты.
- Сварные открытые муфты.
В талрепах закрытого типа резьбовая часть грузового элемента полностью находится в корпусе муфты. Это считается более безопасным, поскольку при внезапном разрушении захватного приспособления (которое чаще всего случается именно по резьбе) его остатки не разлетаются в стороны. Поэтому предельно допустимое усилие натяжения для закрытых талрепов всегда больше, чем для открытых.
Читать также: Разновидности подшипников и их назначение фото

Технология изготовления муфт также во многом определяет возможности талрепа. Так, штампованные муфты (заготовками для которых служат качественные конструкционные стали по ГОСТ 1050 марок стали 20 и выше) являются прочными и надёжными. Это объясняется тем, что макроструктура штампованных изделий не имеет перерезанных волокон, и, следовательно, концентраторы напряжений отсутствуют. То же характерно и для литых муфт, однако структура литого металла – более крупнозернистая, поэтому при прочих равных условиях излом корпуса литой муфты произойдёт быстрее, чем штампованной.
Наихудшей несущей способностью обладают сварные муфты: в зоне сварного шва прочность металла снижается на 20…25% (по этой же причине категорически не допускается восстанавливать разрушенные талрепы сваркой).
Стандарт допускает два исполнения стяжных круглых муфт: со сквозным отверстием посередине корпуса, и без него. В первом случае улучшаются условия для вращения корпуса при затяжке, однако ослабляется сечение муфты. В качестве исходного материала таких муфт используется цельнотянутые стальные трубы по ГОСТ 8734 из стали 25 (в малоответственных талрепах может применяться также дюралюминий и сталь обыкновенного качества Ст.3 по ГОСТ 380).

Для компактности муфтовых талрепов имеет значение диаметр грузовых захватов. В закрытых муфтах он не превышает М42, иначе муфта становится тяжёлой и труднорегулируемой. Муфты открытого типа таких ограничений не имеют.
Талрепные муфты изготавливаются под захваты следующих типов:
- ВВ (вилка-вилка).
- ВУ (вилка-кольцо).
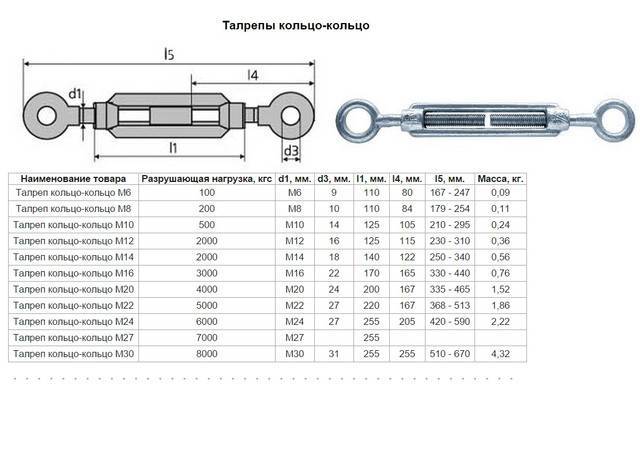
- УУ (кольцо-кольцо).
- ГГ (крюк-крюк).
- ВГ (вилка-крюк).
- ГУ (крюк-кольцо).
Скачать прайс лист
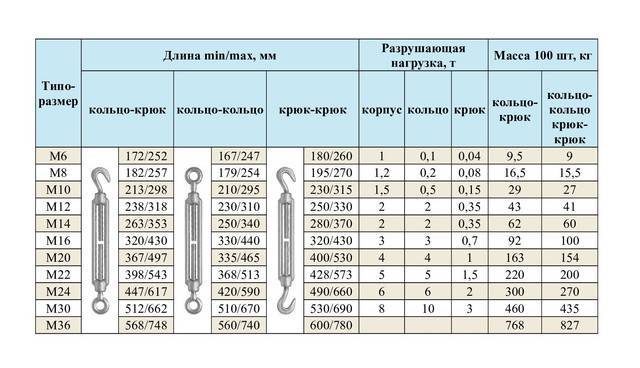
Талрепы – это высококачественные такелажные изделия. Представленные виды отличаются конструктивными особенностями, размерами, весом, рабочей нагрузкой. Модификация вилка-вилка обеспечивает наивысшую степень надежности грузоподъёмной оснастки. Остальные виды применяются только в быту.
Практическое применение талрепы во многом зависит от их конструкции. Максимальный уровень надежности растяжек и других элементов грузовой оснастки обеспечивается исполнением «вилка-вилка». Для неответственных операций и бытовых нужд применяется «кольцо-кольцо», «крюк-кольцо» или «крюк-крюк». Причем следует помнить, что у последних двух разрушающая нагрузка крюка значительно ниже кольца и корпуса.
Талреп используют для стягивания двух тросов (канатов, кабелей) и выбирания их слабины. Он имеет разные варианты конструкции в зависимости от характера крепления.
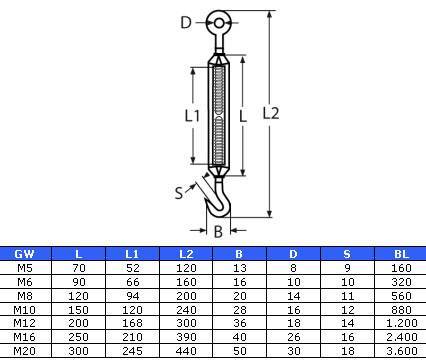
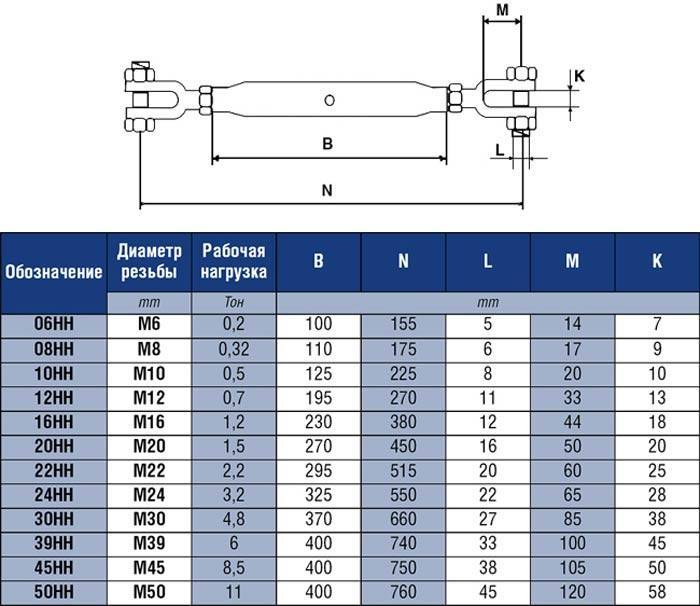
Параметры талрепов:
- Ход талрепа: 75 (мм), 112 (мм), 140 (мм), 168 (мм), 185 (мм), 212 (мм), 148 (мм), 165 (мм), 290 (мм), 308(мм).
- Резьба: М6, М8, М10, М12, М14, М16, М18, М27, М36, М42, М48, М52, М56.
- Допустимая нагрузка: 0.1 (тс), 0.3 (тс), 0.8 (тс), 1.6 (тс), 2 (тс), 3.2 (тс), 5 (тс), 8 (тс), 10 (тс), 12.5 (тс), 16 (тс), 20 (тс).
Варианты маркировки:
Обозначая талреп указывают цифрой его допустимую нагрузку, а также тип (ОШ – с открытой штампованной муфтой, ОС – с открытой сварной муфтой, ЗС – с закрытой сварной муфтой ) и вариант исполнения (ВВ – вилка-вилка, ВУ – вилка-ушко, УУ – ушко-ушко, КК – гак-гак, ВГ – вилка-гак, ГУ – гак-ушко).
Нормативные документы:
Например: так к примеру 10 ВВ-ОШ обозначает талреп с допустимой нагрузкой 10 (тс), выполнен в форме вилка-вилка с открытой штампованной муфтой, а 0.8 УУ-ЗС – талреп с нагрузкой 0.8 (тс), в форме ушко-ушко с закрытой сварочной муфтой.
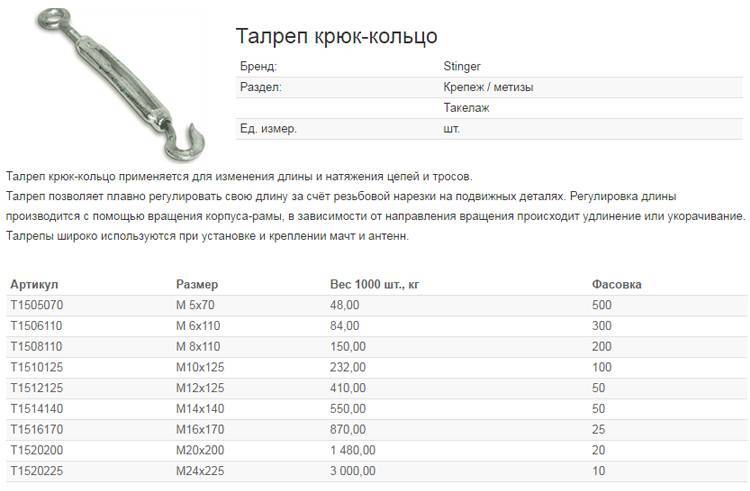
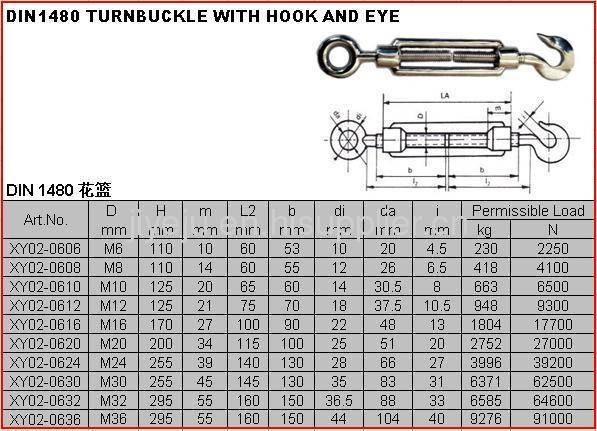
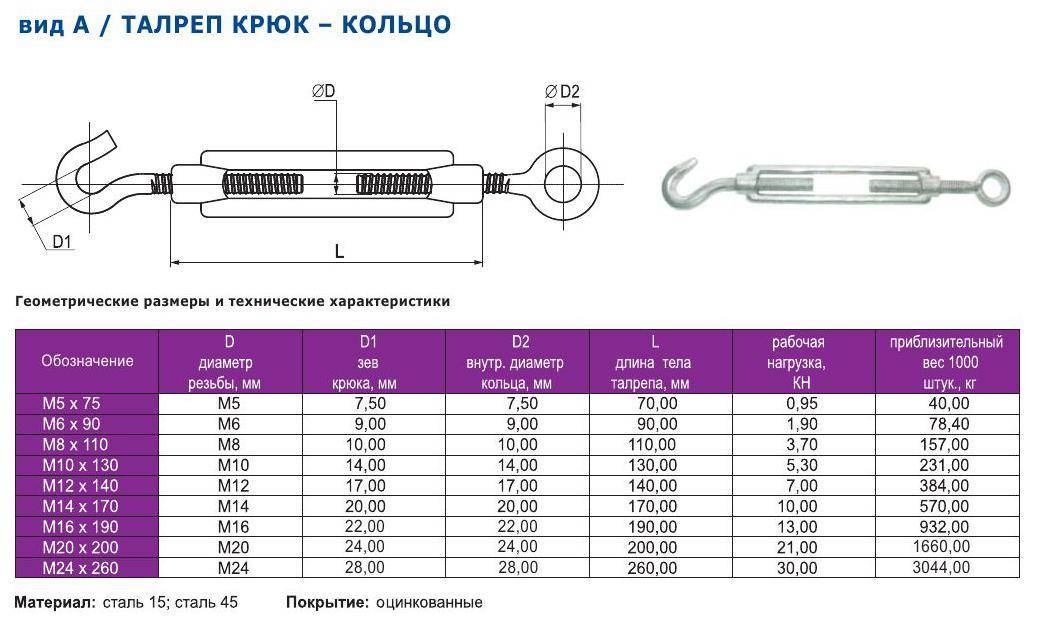
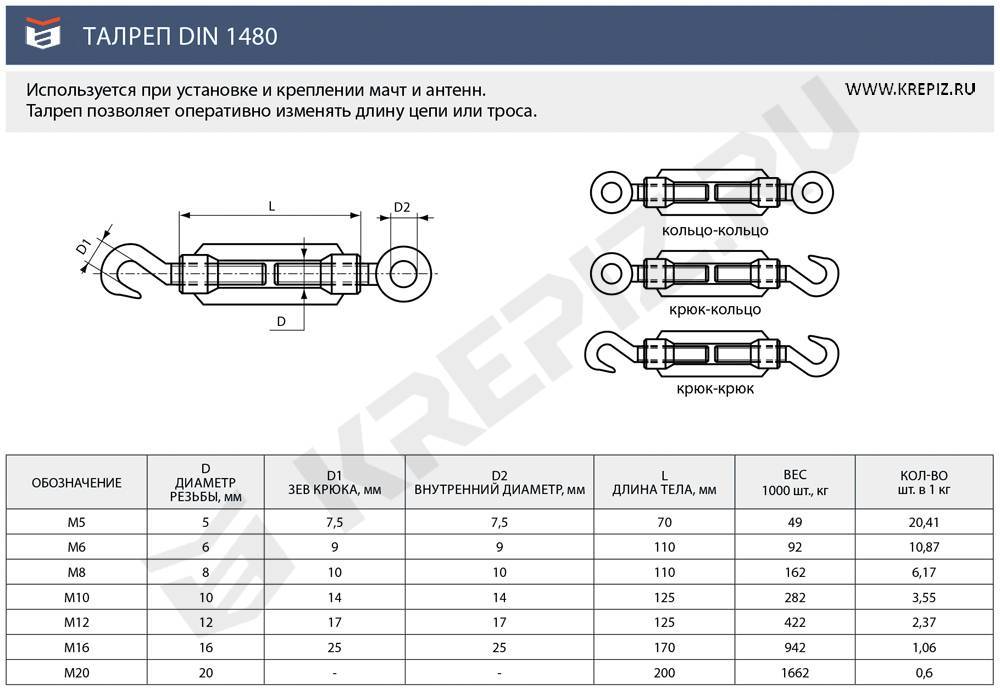
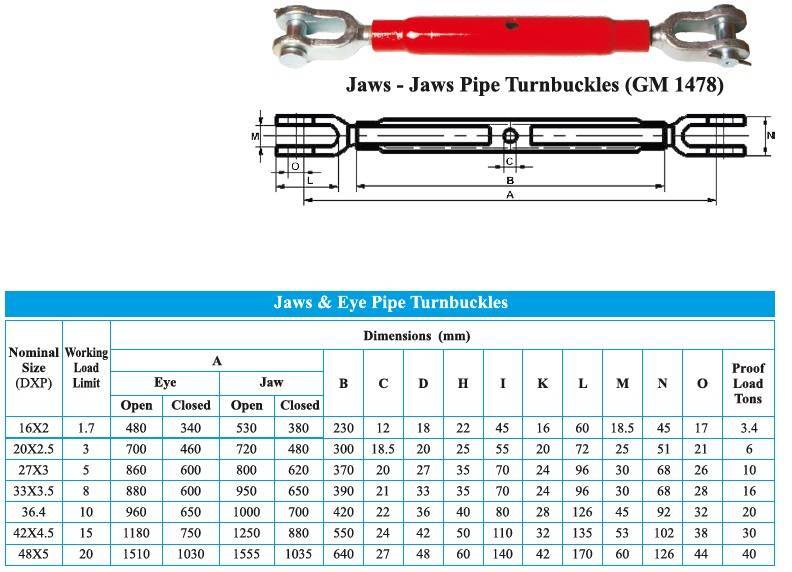
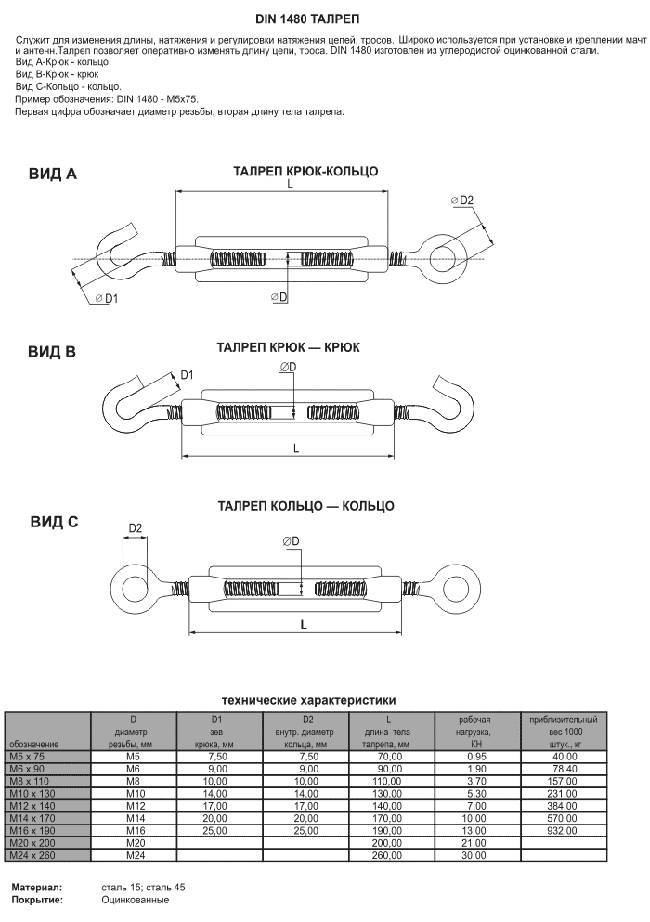
Талреп крюк-кольцо DIN 1480: назначение, особенности, применение
Талреп – это устройство для регулирования силы натяжения тросов и цепей. Название «талреп» происходит от нидерландского слова tаlrеер
. Другое название этого крепежного элемента — стяжка.
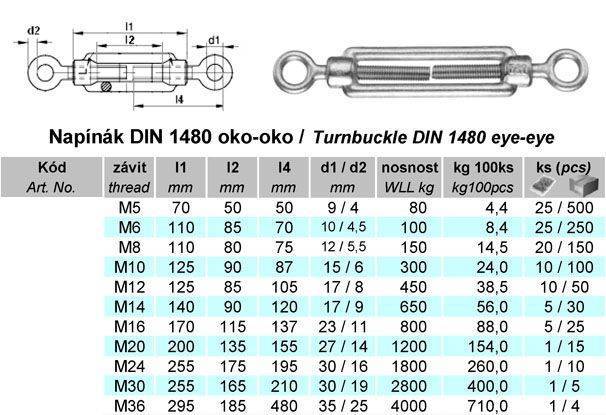
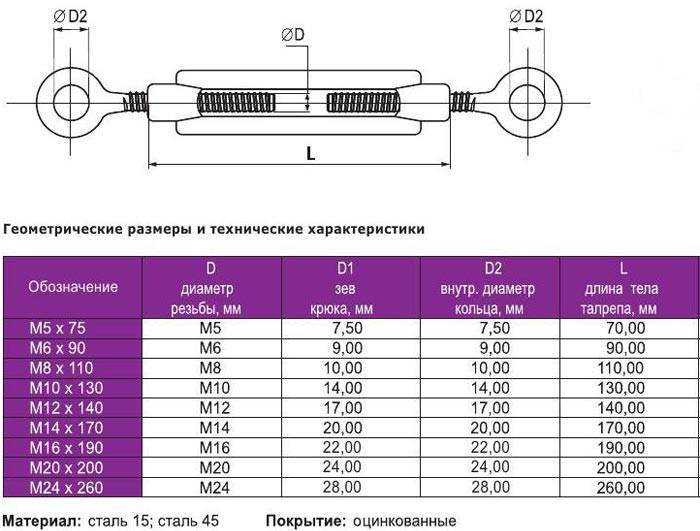
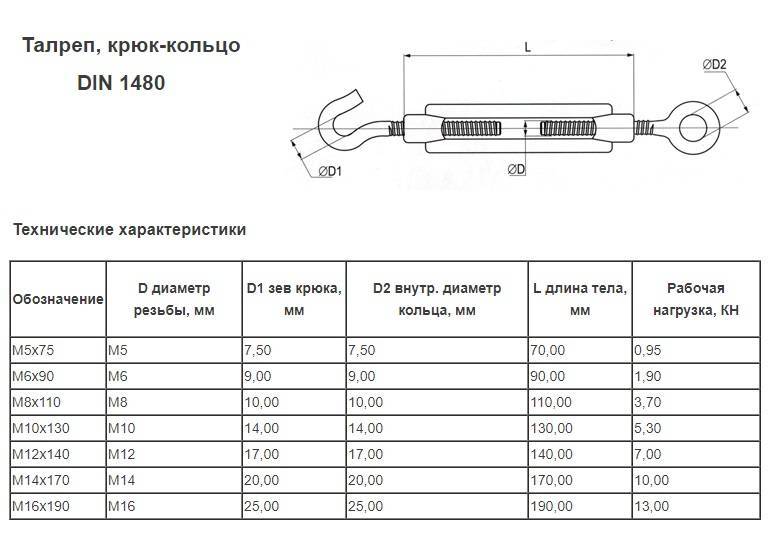
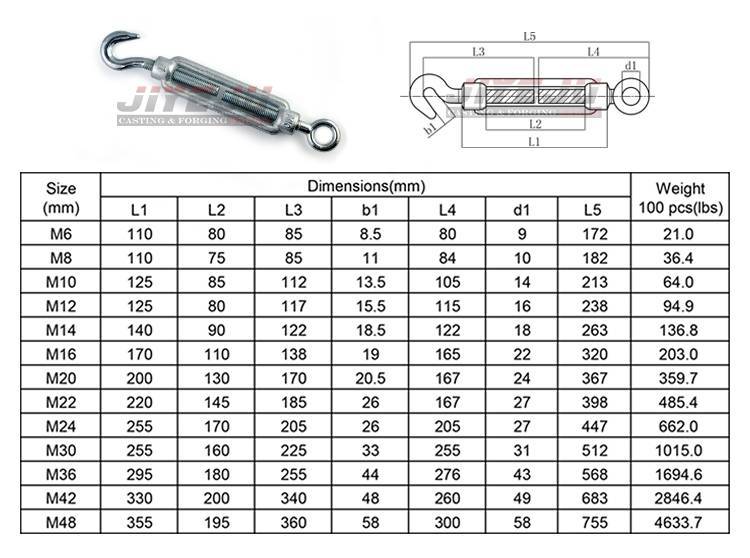
Конструктивно талреп крюк-кольцо DIN 1480
состоит из трех деталей: муфты, крюка и кольца. Муфта на своих противоположных концах имеет по одному отверстию с левой и правой резьбой, которые позволяют максимально совместить оси резьбовых частей крюка и кольца. В местах расположения отверстий конструкция муфты усилена.
Резьбовые части стержней крюка и кольца изготовлены с левой и правой резьбой. Для наглядности их можно сравнить с болтами , имеющими удлиненные стержни, в которых вместо головок обычной шестигранной формынаходятся кольца или крюки. При вращении муфты в направлениях, перпендикулярных ее собственной оси, происходит натяжение или ослабление троса. Концы резьбовых частей кольца и крюка в этом случае сближаются внутри муфты или удаляются по отношению друг к другу, в зависимости от направления вращения муфты.
Кольцо талрепа обычно крепится к прочно закрепленному опорному основанию. На крюк талрепа надевается петля стального троса (каната) или одно из звеньев натягиваемой цепи, противоположные концы которых закреплены на такелажном изделии.
Для усиления прочности петли стального троса для талрепа обычно используют специально предназначенные для этих целей зажимы для стальных канатов DIN 741. Зажимы DIN 741 имеют простую конструкцию. Их использование позволяет значительно сократить время и сэкономить материальные расходы.
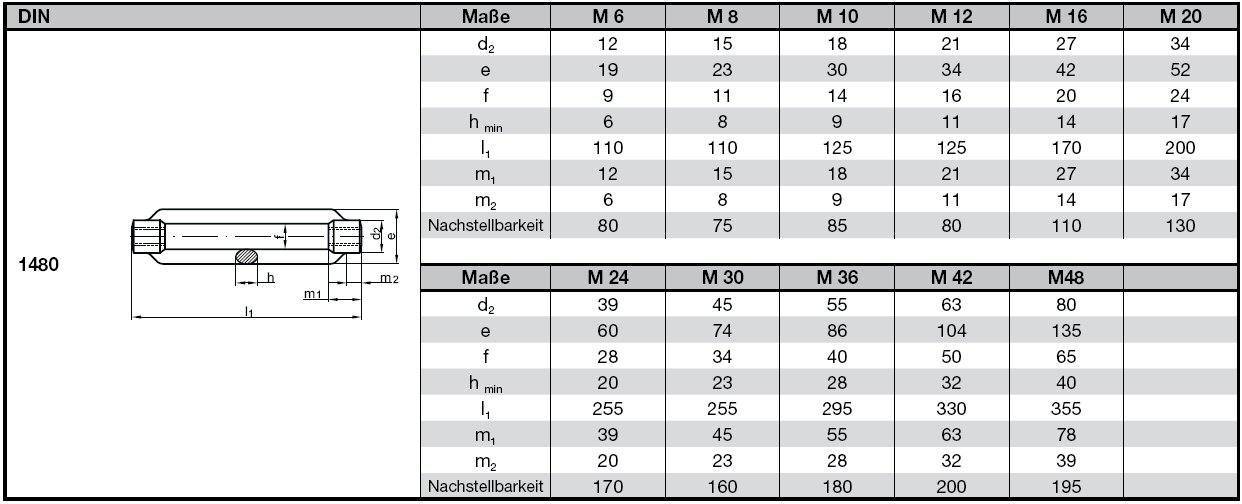
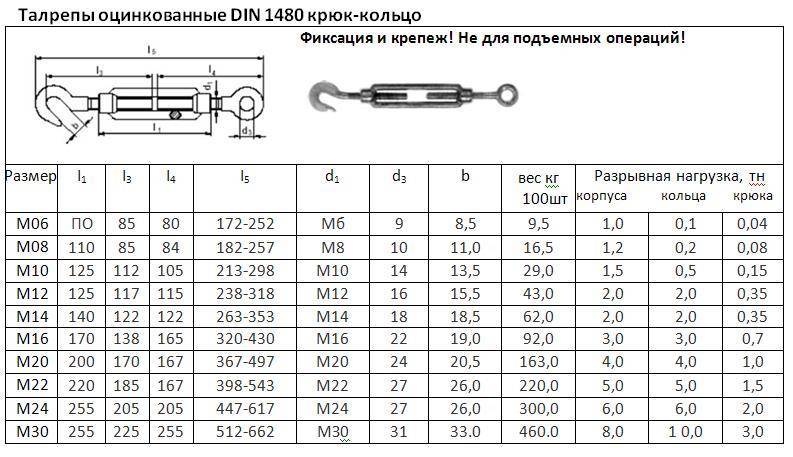
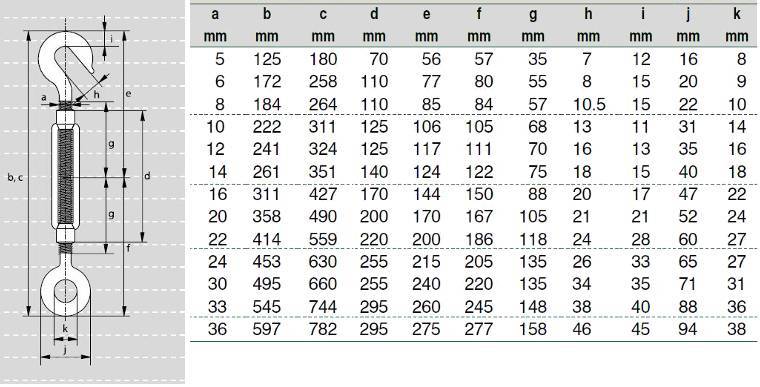
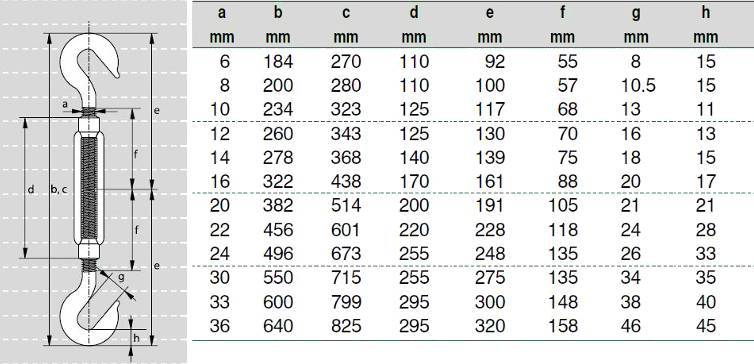
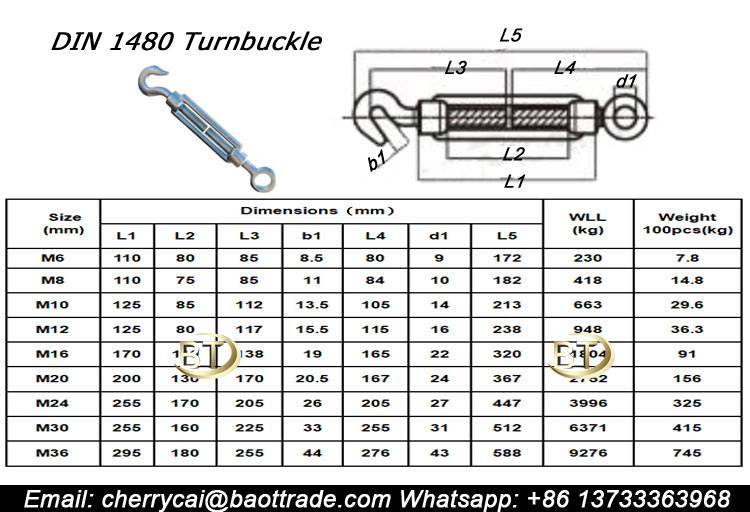
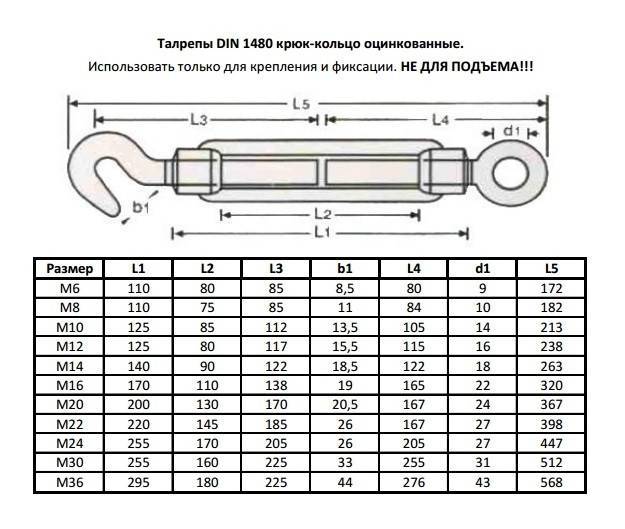
Материалом для изготовления талрепов является сталь с нанесенным защитным цинковым покрытием. Согласно требованиям стандарта DIN1480 это сталь типа S235JR, соответствующая DIN EN 10025. Основными размерами талрепов крюк-кольцо DIN1480 являются: размеры внутренней метрической резьбы талрепа и длина талрепа (расстояние между наружными концами отверстий муфты). Размеры резьбы талрепа – стандартные, от М6 до М56. Длина талрепа – от 110 мм до 355 мм. На поверхности крепежа в месте расположения правой резьбы нанесена маркировка размера резьбы талрепа (М10, М12 и т.д.). На конце с левой резьбой маркировка имеет знак левой резьбы (L). Таким образом, если имеет место такая запись:
Талреп крюк-кольцо, DIN 1480,оцинкованный М12х125
то это означает, что данный крепеж выполнен из стали с оцинкованным покрытием, с номинальным размером внутренней резьбы, равным 12 мм, и длина его равна 125 мм (без учета длин крюка и кольца).
Талрепы крюк-кольцо DIN 1480 должны использоваться по своему прямому назначению. Применять их для подъема и перемещения грузов недопустимо. Это может привести к разрушению крепежного изделия.
Товары каталога:
| Зажим для стальных канатов DIN 741 |
| Талреп крюк-кольцо DIN 1480 |
| Шайба А4 ГОСТ 11371-78, DIN 125 |
| Шайба ГОСТ 11371, DIN 125 горячий цинк |
| Шайба ГОСТ 11371, DIN 125 плоская |
| Твитнуть |
comments powered by Disqus
Конструкция и особенности производства
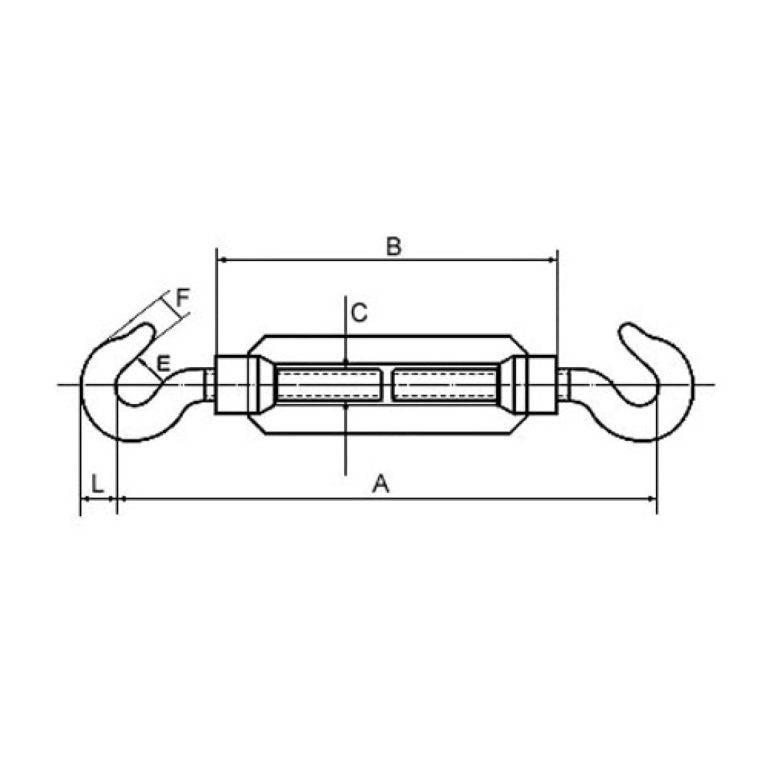
Конструкция этого приспособления довольно проста и состоит всего из двух частей, при этом ее надежности можно только позавидовать. Итак, основными ее элементами являются два винта с резьбой противоположных направлений и скоба-кольцо. Конец одного стержневого крепежного элемента имеет вид крюка, а второго – кольца, что значительно упрощает процесс работы с ним и расширяет область применения. Правда, существуют и иные виды, такие, как талреп кольцо-кольцо или же крюк-крюк, но это отдельная статья.
В основном используют талрепы для того, чтобы натянуть цепь, трос или же канат. Осуществляется этот процесс довольно просто, следует всего лишь вращать скобы кольца, тогда винты благодаря противоположному направлению резьбы начнут двигаться навстречу друг к другу, т. е. закручиваться, тем самым сокращая расстояние между крюком и кольцом и, соответственно, общую длину всего изделия. Так что, как видно, проще механизм придумать будет тяжело. Причем такая простота является одним из главных достоинств, ведь тогда деталь не только легче починить, в случае если она вышла из строя, но и сама вероятность поломок значительно сокращается.

В принципе, изготовление этих деталей не представляет собой ничего сверхсложного. Муфта производится тремя способами: литьем, штамповкой или же ковкой. Она имеет вид вытянутого прямоугольника, углы которого скошены. С торца в середине этой части наносится резьба, как говорилось выше, с одной стороны правая, а с другой – левая.
В качестве материала используют низкоуглеродистые стали, содержание углерода в которых не превышает 0,25 %. С увеличением количества углерода улучшаются прочностные характеристики, а также повышается твердость. Правда, такие изменения негативно отразятся на пластичности материала. Но сами по себе эти стали не могут обеспечить необходимую износостойкость и устойчивость против столь разрушающей коррозии, поэтому на поверхность готовой детали необходимо еще нанести слой цинка.

Данный процесс называется цинкованием и заключается в том, что на металле изделия образуется защитная пленка. Она препятствует проникновению кислорода и тем самым предотвращает процесс окисления. Существует несколько способов нанесения цинка. Один из них – гальванический, когда речь идет об электрохимическом осаждении цинка, пока деталь находится в специальном растворе. Если же защита создается посредством обработки в порошке, то такой вид имеет название диффузионное цинкование. Еще можно нанести на деталь специальный раствор способами, которые применимы при простой покраске. В общем, не столь важен метод, главное, конечный результат – изделие обладает улучшенными характеристиками.
Талреп его виды, назначение и рекомендации по выбору
Практически любые такелажные работы не обходятся без использования специального ручного устройства называемого талреп.
Система этого инструмента предельно проста, и надежна, т.к. обеспечивает высокую прочность соединений и удобство работы с ними.

Этот натяжитель троса используется там, где человеческой силы попросту недостаточно, причем натяжка сохраняется продолжительное время.
Кроме сферы строительства, талреп применяется на судах, при создании между домами кабельных сетей, и даже для натяжения канатов на спортивных рингах.
Когда-то эти устройства использовали и в авиации.
Разновидности устройства

Разные виды талрепа отличаются друг от друга типами используемых стержней. Наиболее распространенными считаются крюки и кольца, но также в некоторых отраслях задействуют механизмы с вилками. Соответственно, различия в модификациях обуславливают и комплектации талрепа с обеих сторон. Например, самым востребованным считается механизм «крюк-кольцо». В работе с тяжелыми и крупногабаритными грузами чаще задействуют устройство «вилка-вилка», которое является статичным и ориентировано на длительное удержание. Можно встретить на рынке и талреп цепной, который скорее заточен на динамическое удержание с возможностью приближения и удаления груза. В таких моделях цепь выступает еще одним звеном, которое соединяет один из стержней и муфту.
Разновидности талрепов
Не смотря на кажущуюся простоту конструкции, талрепы для троса бывают разных видов и различаются, как по размеру, так и по типу корпуса, виду исполнения, материалу.
Размер и вес талрепов разнится от нескольких грамм (например, для натяжения шторных струн), до нескольких тонн.

По типу корпуса
выделяют следующие виды:
- Талреп ОС — с открытой муфтой, сварной
- Талреп ЗС — с закрытой муфтой, сварной
- Талреп ОШ — с открытой муфтой, штампованный (din 1480)
- Талреп ЗШ — с закрытой муфтой, штампованный
- Талреп цепной (рэтчет, цепной натяжитель)
Талрепы с закрытой муфтой предназначены для длительного использования при проведении наружных работ, так как их конструкция предотвращает попадание влаги и мусора внутрь корпуса. Цепные рэтчеты используются для натяжения грузов при обвязке и фиксации их на транспортной платформе.
По виду исполнения:
- Талреп ВУ — вилка-ушко
- Талреп ВВ — вилка-вилка
- Талреп УУ — ушко-ушко
- Талреп ВГ — вилка гак;
- Талреп ГГ — гак-гак;
- Талреп ГУ — гак-ушко.

Так как талрепы часто используются в сложных климатических условиях, при их изготовлении используется высокоуглеродистая сталь, либо метод оцинковки для защиты от внешних факторов. Наибольшее распространение получил оцинкованный талреп.
Инструкция по применению
Когда наконец-то стало понятно, что же за зверь такой – талреп, выясним, как правильно его устанавливать:
- возьмите бензин и протрите им натяжитель. Это необходимо для того, чтобы смазать части и детали.
- Отполируйте войлоком, чтобы убрать пыль и грязь.
- Нанесите смазку, которая продается в любом строительном магазине. Она нужна, чтобы талреп лучше растянулся.
- Опробуйте детали на работоспособность – хорошо ли двигаются винты, закручиваются ли гайки?
- Если в ходе установки на натяжитель попала жидкость, отличная от пресной воды, талреп нужно промыть проточной чистой водой, чтобы детали не слиплись между собой.
- Установка талрепа осуществляется путем вращения винтов в противоположные стороны до тех пор, пока не удастся добиться требуемой фиксации.
- Нельзя перетягивать трос – он быстро придет в негодность. Если это произошло, ослабьте талреп.
- Если некоторые элементы конструкции были повреждены – устанавливать натяжитель нельзя.
- Проверять устройство специалисты рекомендуют раз в полгода или чаще при необходимости (если есть сомнения в правильности монтажа).
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Талрепы должны изготовляться следующих типов:
ОШ – с открытой штампованной муфтой;
ОС – с открытой сварной муфтой;
ЗС – с закрытой сварной муфтой.
1.1.1. Основные параметры, теоретическая масса и исполнения талрепов с открытой штампованной муфтой должны соответствовать указанным на черт. 1 и в табл. 1.
Исполнение ВВ (вилка-вилка) Исполнение ВУ (вилка-ушко) Исполнение УУ (ушко-ушко)
Исполнение ГГ (гак-гак) Исполнение ВГ (вилка-гак) Исполнение ГУ (гак-ушко)
Черт. 1
Таблица 1
Наименование параметра | Нормы | ||||||||||||
Допускаемая нагрузка, тс | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 |
Теоретическая масса, кг не более: | |||||||||||||
для исполнения ВВ | 0,14 | 0,37 | 0,50 | 0,92 | 1,10 | 1,90 | 2,26 | 3,00 | 3,80 | 5,80 | 6,90 | 12,80 | 13,90 |
» » ВУ | 0,13 | 0,35 | 0,45 | 0,90 | 1,00 | 1,85 | 2,10 | 2,80 | 3,60 | 5,60 | 6,60 | 12,30 | 13,60 |
» » УУ | 0,12 | 0,33 | 0,42 | 0,85 | 0,95 | 1,80 | 2,00 | 2,70 | 3,40 | 5,40 | 6,20 | 11,90 | 13,10 |
» » ГГ | 0,15 | 0,50 | 0,70 | 1,28 | 1,45 | 2,40 | – | – | – | – | – | – | – |
» » ВГ | 0,14 | 0,45 | 0,60 | 1,10 | 1,26 | 2,15 | – | – | – | – | – | – | – |
» » ГУ | 0,13 | 0,42 | 0,56 | 1,10 | 1,20 | 2,10 | – | – | – | – | – | – | – |
(Измененная редакция – «Информ. указатель стандартов» № 12 1973 г).
1.1.2. Основные параметры, теоретическая масса и исполнение талрепов с открытой сварной муфтой должны соответствовать указанным на черт. 2 и в табл. 2.
Исполнение ВВ (вилка-вилка)
Исполнение ВУ (вилка-ушко)
Исполнение УУ (ушко-ушко)
Черт. 2
Таблица 2
Наименование параметра | Нормы | ||||||||||
Допускаемая нагрузка, тс | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | 12,5 | 16,0 | 20,0 |
Теоретическая масса, кг, не более: | |||||||||||
Для исполнения ВВ | 3,6 | 4,2 | 6,0 | 7,1 | 12,8 | 14,0 | 20,8 | 23,6 | 33,4 | 42,9 | 55,3 |
» » ВУ | 3,5 | 4,0 | 5,9 | 6,8 | 12,3 | 14,7 | 20,0 | 22,7 | 32,4 | 40,8 | 53,0 |
» » УУ | 3,3 | 3,8 | 5,6 | 6,4 | 11,9 | 13,3 | 19,1 | 21,8 | 31,4 | 38,7 | 50,8 |
1.1.3. Основные параметры, теоретическая масса и исполнение талрепов с закрытой сварной муфтой должны соответствовать указанным на черт. 3 и в табл. 3.

Исполнение ВГ (вилка-гак)
Исполнение ВВ (вилка-вилка)
Черт. 3.
Таблица 3
Наименование параметра | Нормы | ||||||
Допускаемая нагрузка, тс | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 1,6 |
Теоретическая масса, кг, не более: | |||||||
Для исполнения ВГ | 0,14 | 0,36 | 0,52 | 0,95 | 1,10 | 1,80 | – |
» » ВВ | 0,14 | 0,30 | 0,42 | 0,76 | 0,95 | 1,52 | 1,90 |
1.2. Основные размеры талрепов должны соответствовать указанным в табл. 4.
Таблица 4
Размеры в мм
Допускаемая нагрузка тс | Резьба талрепа d | Ход талрепа L – L1 | Исполнение | |||||||||||
ВВ | УУ | ГГ | ВУ | ВГ | ГУ | |||||||||
L | L1 | L | L1 | L | L1 | L | L1 | L | L1 | L | L1 | |||
0,1 | М6 | 75 | 230 | 155 | 244 | 109 | 236 | 161 | 237 | 162 | 233 | 158 | 240 | 165 |
0,2 | М8 | 112 | 324 | 212 | 344 | 232 | 360 | 248 | 334 | 222 | 342 | 230 | 352 | 240 |
0,3 | М10 | 112 | 341 | 229 | 365 | 253 | 383 | 271 | 353 | 241 | 362 | 250 | 374 | 262 |
0,5 | М12 | 140 | 421 | 281 | 449 | 309 | 461 | 321 | 435 | 295 | 441 | 301 | 455 | 315 |
0,8 | М14 | 140 | 434 | 294 | 466 | 326 | 472 | 332 | 450 | 310 | 453 | 313 | 469 | 329 |
1,2 | М16 | 168 | 524 | 356 | 558 | 390 | 558 | 390 | 541 | 373 | 541 | 373 | 558 | 390 |
1,6 | М18 | 168 | 542 | 374 | 582 | 414 | – | – | 562 | 394 | – | – | – | – |
2,0 | М20 | 185 | 603 | 418 | 653 | 468 | – | – | 628 | 443 | – | – | – | – |
2,5 | М22 | 185 | 629 | 444 | 681 | 496 | – | – | 655 | 470 | – | – | – | – |
3,2 | М24 | 212 | 719 | 507 | 787 | 575 | – | – | 753 | 541 | – | – | – | – |
4,0 | М27 | 212 | 757 | 545 | 821 | 609 | – | – | 789 | 577 | – | – | – | – |
5,0 | М33 | 248 | 881 | 633 | 949 | 701 | – | – | 915 | 667 | – | – | – | – |
6,3 | М36 | 248 | 900 | 652 | 976 | 728 | – | 938 | 690 | – | – | – | – | |
8,0 | М39 | 265 | 987 | 722 | 1083 | 818 | – | – | 1035 | 770 | – | – | – | – |
10,0 | М42 | 265 | 1027 | 762 | 1121 | 856 | – | – | 1074 | 809 | – | – | – | – |
12,5 | М48 | 290 | 1133 | 843 | 1231 | 941 | – | – | 1182 | 892 | – | – | – | – |
16,0 | М52 | 290 | 1159 | 869 | 1261 | 971 | – | – | 1210 | 920 | – | – | – | – |
20,0 | М56 | 308 | 1247 | 939 | 1391 | 1083 | – | – | 1319 | 1011 | – | – | – | – |
Пример условного обозначения талрепов с открытой штампованной муфтой, с двумя вилками, на допускаемую нагрузку 10,0 тс:
Талреп 10,0 ГОСТ ВВ-ОШ ГОСТ 9690-71
То же, с открытой сварной муфтой, с двумя ушками, на допускаемую нагрузку 4,0 тс:
Талреп 4,0 УУ-ОС ГОСТ 9690-71
То же, с закрытой сварной муфтой, с двумя вилками, на допускаемую нагрузку 0,8 тс:
Талреп 0,8 ВВ-ЗС 9690-71
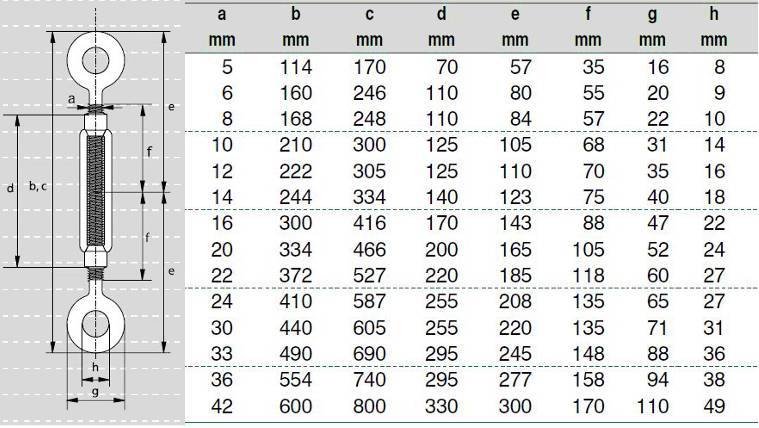
1.3. Основные размеры деталей талрепов должны соответствовать указанным на черт. 4 – 7 и в табл. 5.
Штампованная муфта
Открытая сварная муфта
Закрытая сварная муфта
1 – струна; 2 – гайка; 3 – шайба; 4 – труба
Черт. 4
Вилка
1 – вилка; 2 – ось с буртиком по ГОСТ 9650-71; 3 – шплинт по ГОСТ 397-66.
Черт. 5
Ушко
Конструкция
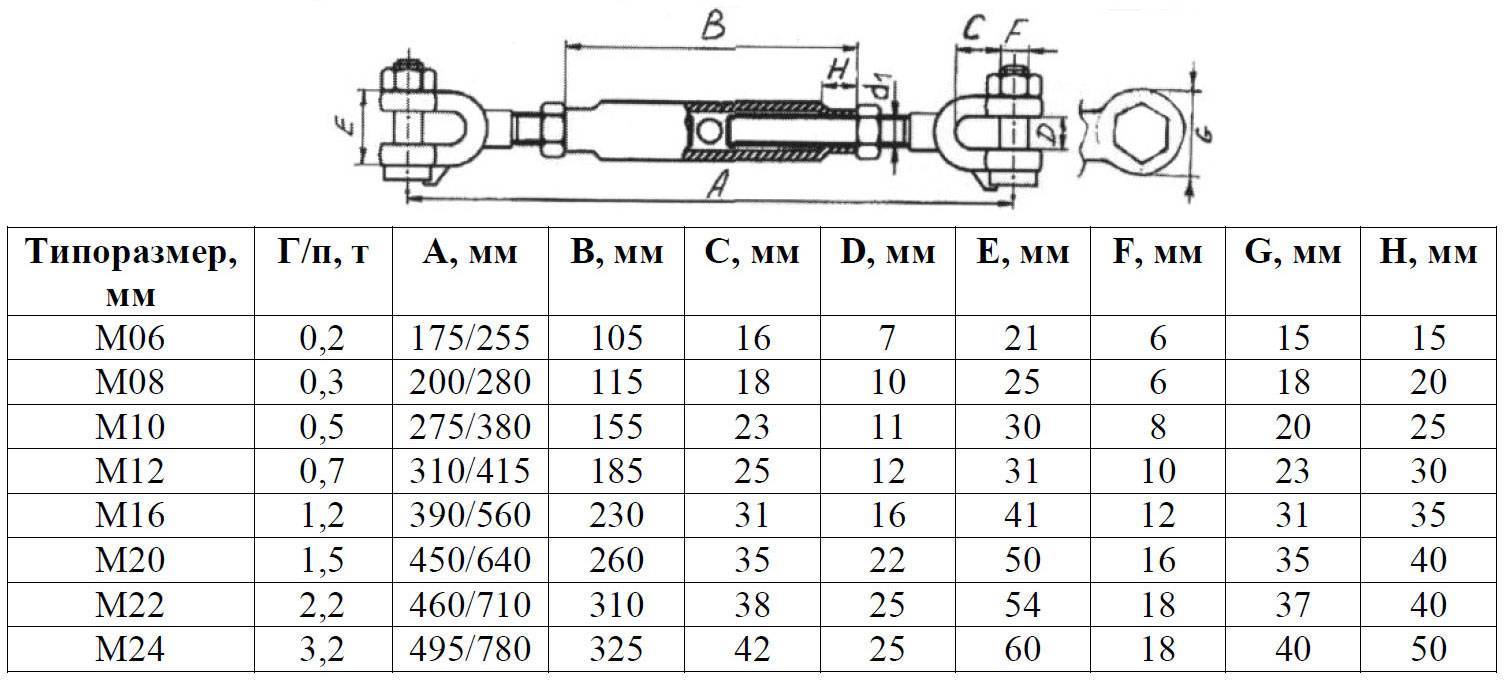
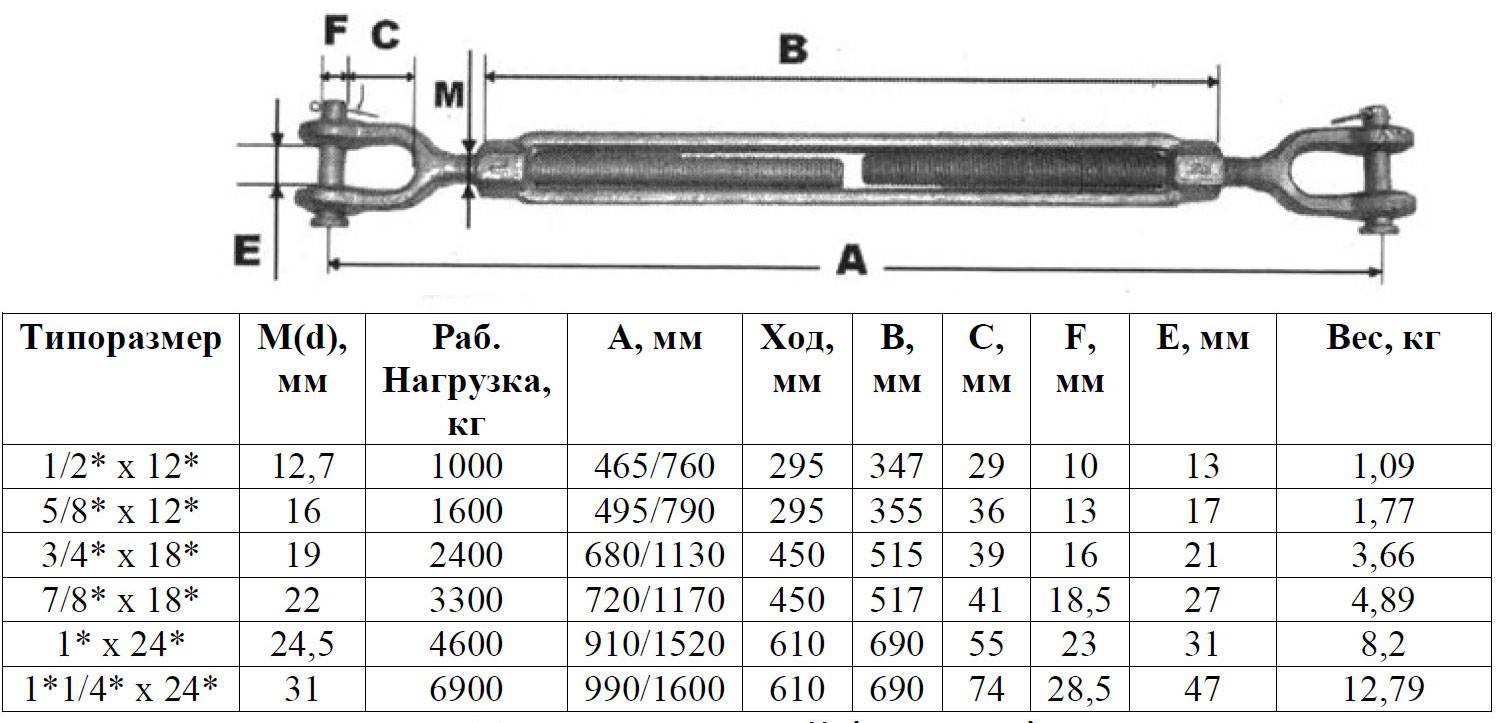
Главная эксплуатационная особенность такого талрепа заключается в том, что фиксирование происходит при помощи специального подузла – вилки, которая плотно охватывает смежный крепёжный элемент со всех сторон. Поэтому выскальзывание удерживаемого груза может произойти лишь в результате разрушения самой вилки. Исполнение муфты при этом аналогично другим исполнениям талрепов.
Вилка закрытого талрепа представляет собой стержневой элемент с U-образным разветвлением на одном из торцов (хвостовик второго торца при этом имеет резьбу, соответствующую резьбе в отверстии муфты). Хвостовик одной вилки имеет правую резьбу, второй – левую: это предотвращает самоотвинчивание вилки в процессе натяжения талрепа.
Вилка изготавливается методом горячей объёмной штамповки из прутковой заготовки, материалом которой служит качественная конструкционная сталь марки 20 и выше по ГОСТ 1050. Выбор материала обуславливается несущей способностью вилки: для талрепов повышенной нагружающей способности вилку штампуют из стали 35 или 45, а для талрепов вилка-вилка меньших типоразмеров можно использовать и сталь 20. После штамповки вилку подвергают термообработке: нормализации – для среднеуглеродистых сталей, либо цементации – для низкоуглеродистых.

Выбор технологии получения вилки весьма существенен. Сварной вариант вилки не может гарантировать прочность фиксации смежного крепёжного элемента (крюка или кольца), а литая вилка, ввиду неблагоприятной макроструктуры металла станет источником концентраторов напряжений.
В вилке пробивкой получают два отверстия, куда вводится закалённый палец – гладкий стержень с головкой. На стержне пальца имеется отверстие, для последующей установки фиксирующего шплинта. Все детали вилки стандартизованы: палец изготавливается по ГОСТ 9650, а шплинт – по ГОСТ 397. Таким образом, все детали вилки имеют должный уровень качества.
ГОСТ 9650 и DIN 1478 предусматривают также и упрощённый, открытый вариант талрепа вилка-вилка, который состоит из:
- Резьбовой шпильки, в средней части которой имеется шестигранная неподвижная гайка.
- Двух круглых гаек, резьба на которых соответствует резьбе на шпильке (на одном конце – левая, а на противоположном – правая).
- Двух U-образных дуг, изготавливаемых из калиброванного прутка.
Последовательность производства такого талрепа такова. Смежные концы обеих шпилек соединяют особо прочной гайкой по ГОСТ 5931, которую затем тщательно обваривают по всему периметру. Класс прочности гайки должен соответствовать эксплуатационному усилию, прикладываемому к талрепу. U-образные дуги приваривают к одной или к обеим круглым гайкам, после чего сварочные швы тщательно зачищают.

Устройство и характеристики
Изделие состоит из 4 элементов, а именно:
- Литой муфты, имеющей два резьбовых отверстия. Может быть в форме эллипса или прямоугольной рамы.
- Нескольких элементов для захвата грузов (стропы). Каждый из элементов представляет собой стержень с резьбой на противоположной части. На этих сторонах имеется оголовок в виде вилки, петли или крюка.
- Подкладных шайб, которые необходимы для того, чтобы действующая нагрузка распределялась равномерно.
- Стопорных гаек, которые способны предотвратить самостоятельное ослабление натяжителя.
Классификация и маркировка
Так как талреп используется в условиях неблагоприятных атмосферных воздействий, то выбирают крепеж:
- Из нержавеющей стали;
- Из металла с оцинкованным покрытием.
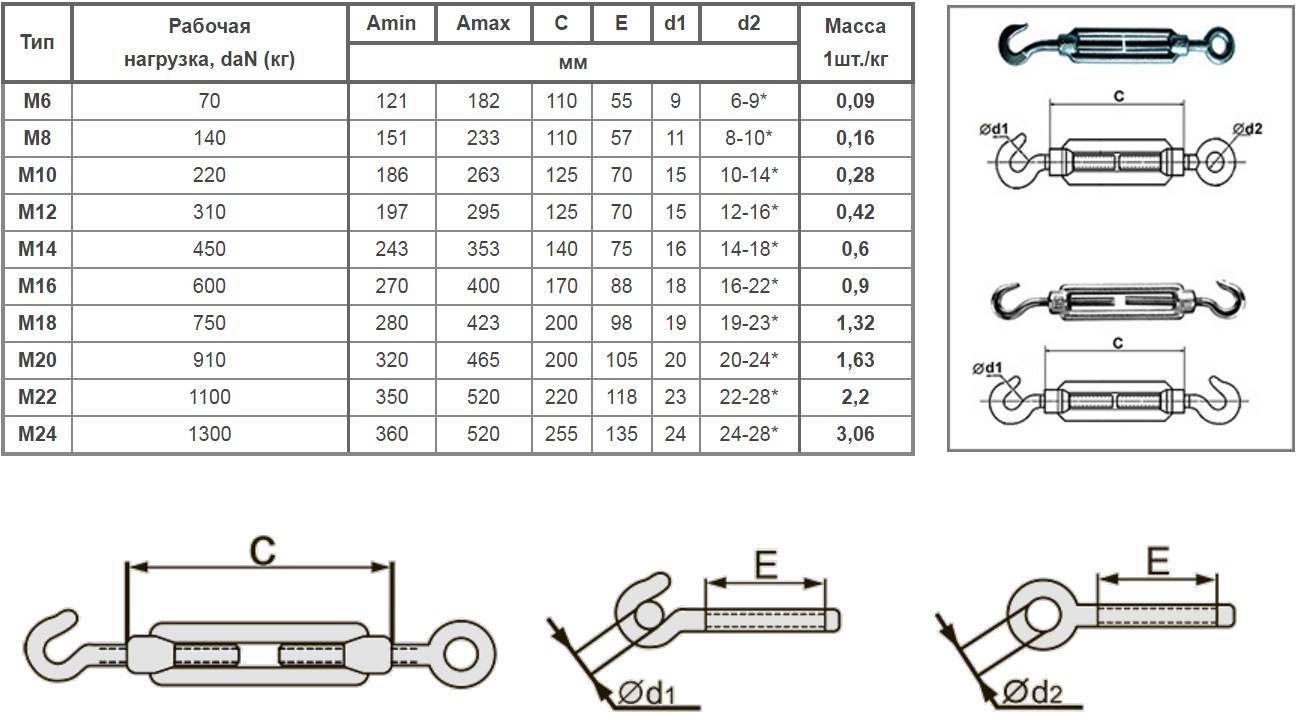
Также, изделия классифицируют в зависимости от типа крепления на концах винтов:
- С+О (крюк/кольцо);
- О+О (кольцо/кольцо);
- С+С (крюк/крюк).
ДЛЯ СПРАВКИ! Тип крюк-кольцо может быть закрытым или открытым. Закрытый используется в большинстве современных моделей, применяется в основном для закрепления оптоволоконных кабелей.
В маркировке талрепа содержится информация о длине и типе муфты, типе оголовка, размере резьбы с указанием расположения левой нарезки. Также указывается значение допустимой нагрузки. Покрытие и тип конструкции отражается в технической документации.
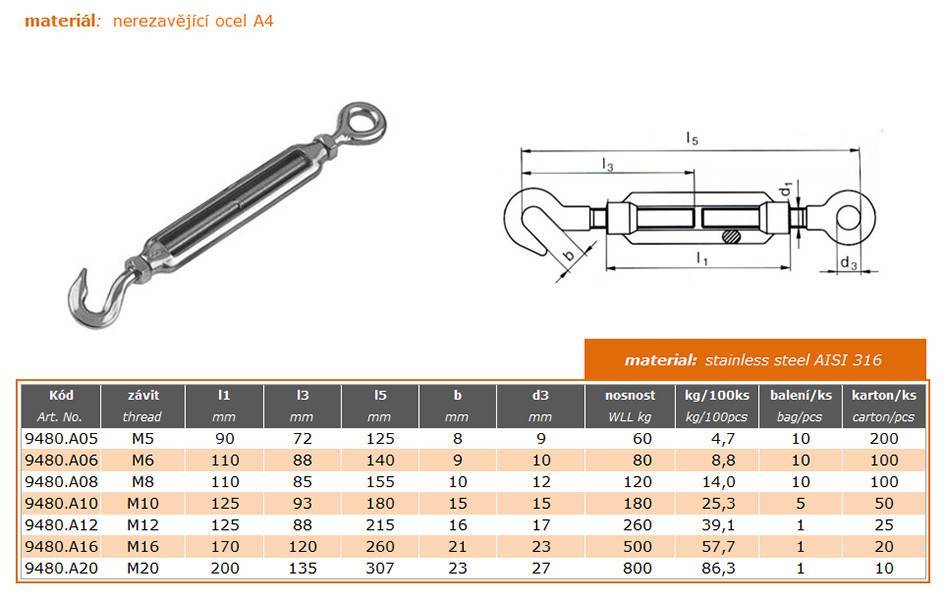
Материал
Для производства данного крепежа используют только сталь высокого качества. Само изделие получают методом ковки, затем наносится защитный слой. Такая процедура получила название «пассивация», она осуществляется методом горячей оцинковки. Благодаря пассивации крепеж защищен от коррозии и его можно использовать длительное время в условиях повышенной влажности без потери качества.
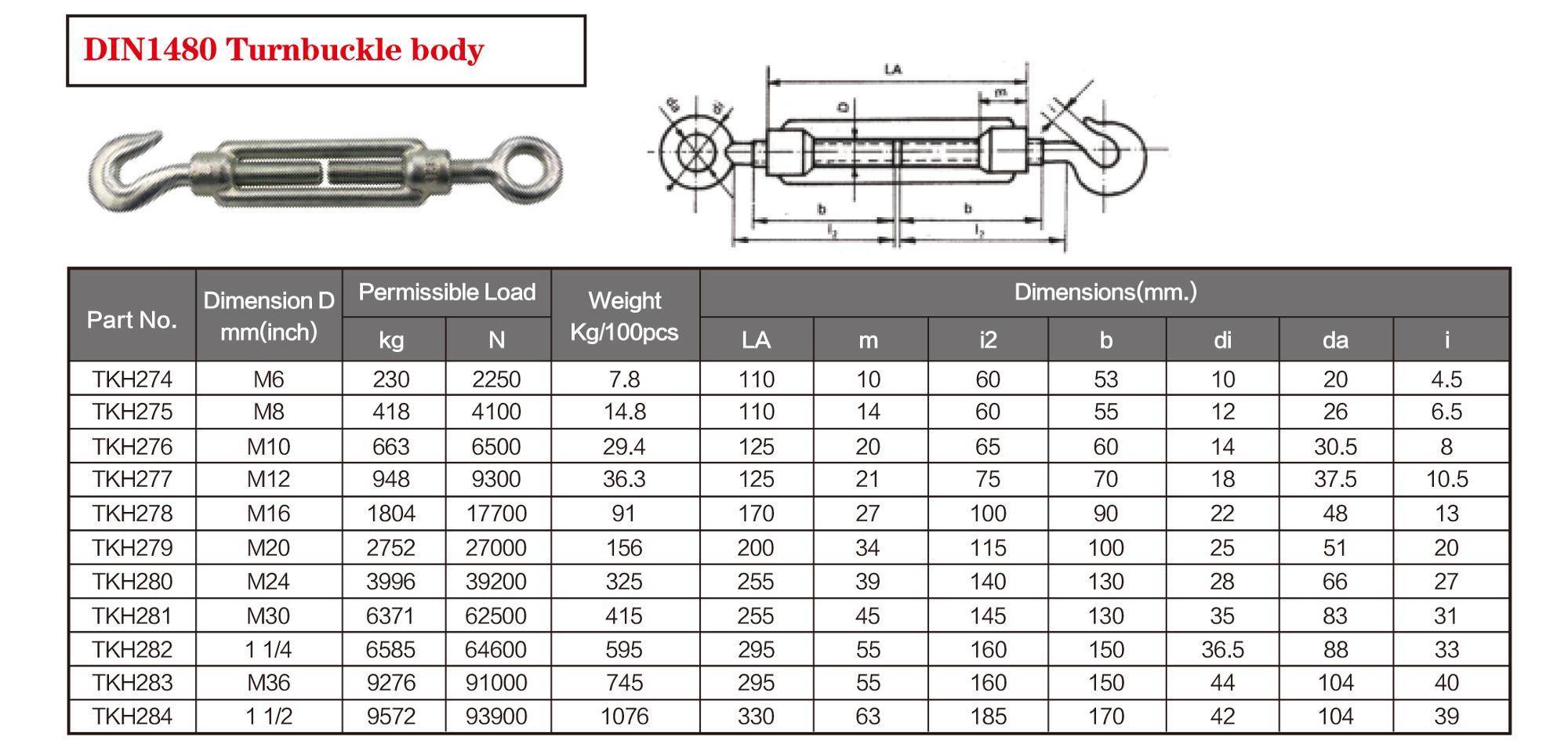
Муфты
Муфты изготавливают тремя способами (ГОСТ 9690-71):
- Сваркой;
- Литьем;
- Штамповкой.
Также, производят муфты как открытого, так и закрытого типа. Изделия открытого типа могут выдерживать до 6,3т, а закрытого – до 20т.
Характеристики талрепа:
ВАЖНО! Вес типового изделия зависит от материала конструкции и от способов изготовления.
Грузоподъемность
В технической документации на изделие указывается его грузоподъемность. Она может зависеть от вида захватывающего устройства.
Талреп своими руками фото чертежи
Самодельное натяжное устройство (талреп) для антенных оттяжек конструкции RA9FCP Принимая во внимание высокую стоимость талрепов и их отсутствие в армейских «заначках» (столько лет прошло после Союза), предлагаю самодельную конструкцию, при изготовлении которой не требуются токарные работы
, при этом талреп удобством и прочностью в эксплуатации не уступает имеющимся в продаже. Смотрел различные публикации, аналогов не встретил, хотя идея лежит на поверхности.
Последовательность изготовления талрепа:
1. Изготовив шпильку, навинчиваем на нее две гайки на расстоянии 55 мм от края шпильки до ближайшей гайки, затягиваем гайки плотно друг к другу, до совмещения граней (или почти, не сорвать резьбу!
)
Закрыв резьбу, свариваем между собой гайки.Осторожно! Если брызги сварки попадут на резьбу, то шпильку, скорее всего, придется выбросить! 2. По размерам обрезаются нижний и верхний корпуса из трубы подходящего диаметра, соблюдая перпендикулярность реза (вот здесь бы станок!)
3. При необходимости пара «нижний корпус – гайка» подбираются припиливанием углов гайки или (и) продольными симметричными пропилами (2-4) ножовкой нижнего корпуса (обрезка трубы) на достаточную длину (20-40 мм) с последующей частичной запрессовкой гайки ударами молотка в корпус.
4. Накручиваем на шпильку вспомогательную гайку и, положив на нее шайбу, вставляем в нижний корпус со стороны противоположной привариваемой гайки. Закрутив шпильку в привариваемую гайку, затягиваем ее до того момента, пока основная гайка не сядет на свое место в корпусе. Проверяем симметричность гаек относительно корпуса, при необходимости правим. Закрыв резьбу, проводим кольцевую сварку гайки с корпусом. После сварки вывинчиваем шпильку и привариваем проушину из проволоки «катанки» диаметром 8 мм.
Рис. 1 Эскиз талрепа. Сечения корпусов показаны желтым цветом, черным показаны места сварки.
5. Привариваем шайбу к верхнему корпусу (небольшая фитюлька, но как-то надо ее обозвать), после чего привариваем к нему проушину.
Перед окончательной сборкой проводим покраску талрепа, наносим смазку, собираем, завинчивая шпильку до упора, при этом конец шпильки выходит за пределы корпуса. Аккуратно деформируем конец шпильки, повреждая резьбу (лучше сваркой), это необходимо для недопущения ошибочного разъединения частей талрепа при регулировке натяжения оттяжек мачты.
Не забудьте во избежание накопления воды в корпусах, крепить к оттяжке, идущей в сторону мачты верхнюю проушину талрепа.
Изменение длины талрепа максимальное до 220 мм
Хочу порекомендовать самодельную «колхозную краску», которую изготавливали электромонтажники «Сельхозэнерго» г. Константиновска Ростовской обл. в советские времена, при покраске трубной электропроводки в химически агрессивных средах-помещениях птицефабрик, свинокомплексах, там она выдерживала около 5лет. У меня мачта антенны была покрашена этой краской в один слой без обработки поверхности и простояла 8 лет, следов ржавчины через краску видно не было. Состав ее следующий: на 1 литр бензина (керосина, солярки) около 200-400 г. битума размельчить и перемешивая состав 2 раза в день в течение 2-х недель, получим дешевую и качественную краску! Этот процесс при желании можно значительно ускорить. Краска сохнет дня три (на солярке дней 5) при 25 градусах. Для пробы можно попробовать сделать баночку и покрасить.
Трубы ½; ¾; 1 дюйм или любые подходящие по размеру, подбираются совместно с гайками, допустимо использовать и бывшие в употреблении, в зависимости от их состояния.
Проушины изготавливаются, согнув проволоку «катанку» диаметром 8 мм или пруток, таким же или большим диаметром.
Конструкция талрепа достаточно технологичная, при желании ее можно поставить на поток, скооперировавшись нескольким радиолюбителям, особенно при доступе к токарному станку, можно точить втулки с резьбой вместо гайки, точно под размер трубы – подгонка в этом случае исключается. Ничто не мешает изготавливать мощные талрепы, используя шпильки более 12 мм с усиленными резьбовыми втулками.
Если у кого-то есть предложения по доработке, пишите!
Подробно расписал потому, что не все имеют слесарный опыт, а сделать хочется, успехов!
Источник
Как выбрать талреп?
Особое внимание во время выбора изделия нужно уделить такому параметру как максимально допустимая нагрузка. Если талреп используется для фиксации груза в вертикальном положении, то необходим большой запас, примерно 600-900%
Также важным пунктом является безопасность. Необходимо понимать, насколько надежно канат или трос обхватывают зажим.
ВАЖНО! Типы конструкции с двумя гаками обладают наименьшей безопасностью. При выборе стоит внимательно изучить маркировку изделия, которая указана на корпусе или техническую документацию, она должна быть у любого сертифицированного продукта
При выборе стоит внимательно изучить маркировку изделия, которая указана на корпусе или техническую документацию, она должна быть у любого сертифицированного продукта.
Помимо нагрузки, нужно учитывать размер элемента. Например, если монтаж будет производиться в стесненных условиях
Обратить внимание нужно и на наличие антикоррозионной защиты. Перед использованием нужно проверить талреп следующим образом:
Перед использованием нужно проверить талреп следующим образом:
- Проверить совпадают ли резьбы;
- Осмотреть на предмет механических повреждений, деформаций;
- Выявить отсутствие трещин, борозд.
ВАЖНО! В комплект обязательно должны входить стопорные гайки. Без них работа талрепа может быть бессмысленной, так как под влиянием нагрузки он будет раскручиваться
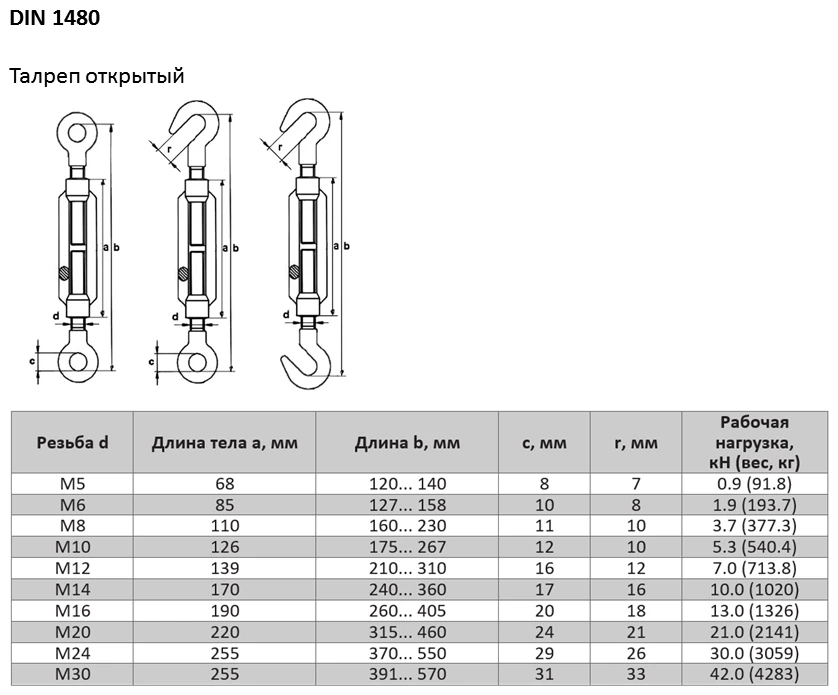
ГОСТы и другие нормативные документы стандартизации
Требования к талрепам отражены в стандартах:
- ГОСТ 9690-71 – отечественный стандарт;
- DIN 1748, DIN 1480 – европейские стандарты.
Принцип работы и регулировки натяжения
Правильная работа натяжителей должна обеспечивать одновременное вращение двух винтов в противоположных направлениях. Как только натяжение достигает допустимой силы, процесс останавливается. Регулируется натяжение просто. Его в любой момент можно ослабить, не прилагая больших физических усилий.
Требования к деталям талрепа
В конструкциях закрытого типа резьба должна располагаться в корпусе муфты. Такой вариант является безопасным, так как при разрушении захватного устройства оно не разлетится во все стороны. Именно поэтому допустимое значение натяжения для закрытых талрепов больше.
Большое значение имеет технология изготовления муфт. Штампованные муфты обладают большей прочностью. А сварные имеют самую низкую несущую способность.