

Введение
В мировой практике для изготовления корпусов задвижек и угловых штуцеров высокого давления, применяемых в фонтанной арматуре нефтегазового оборудования, используют заготовки, полученные из стальных поковок и штамповок, или литые заготовки, выполненные обычным способом литья, так называемым литьем «в землю». Разработчики и изготовители корпусных заготовок традиционно отдают предпочтение кованым заготовкам. Литые заготовки используются реже, поскольку литые материалы обладают более низким комплексом механических характеристик и имеют значительно больше дефектов в виде различных примесей и включений. По плотности структуры литье также уступает кованому материалу, что особенно характерно для изделий с массивными стенками. Поэтому использование литых корпусных деталей в запорно-регулирующих устройствах (ЗРУ), как правило, ограничено невысокими давлениями (до 21 МПа).
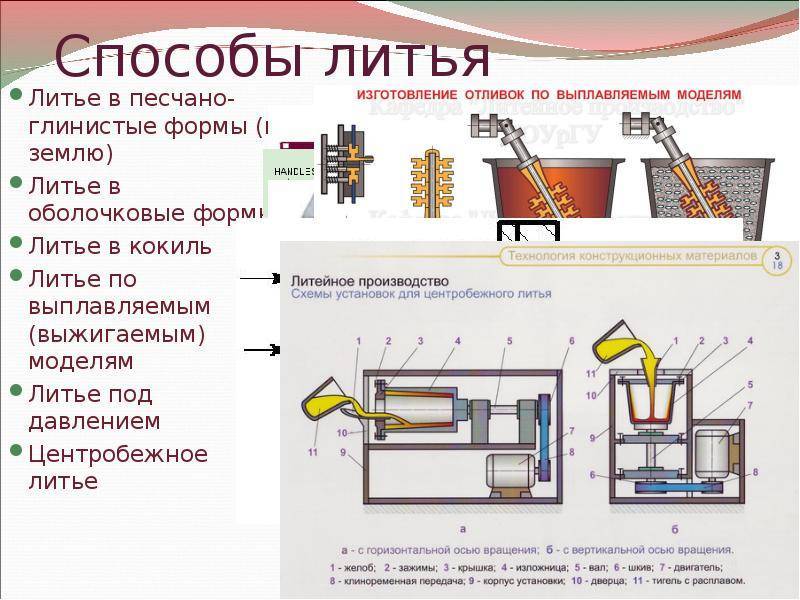
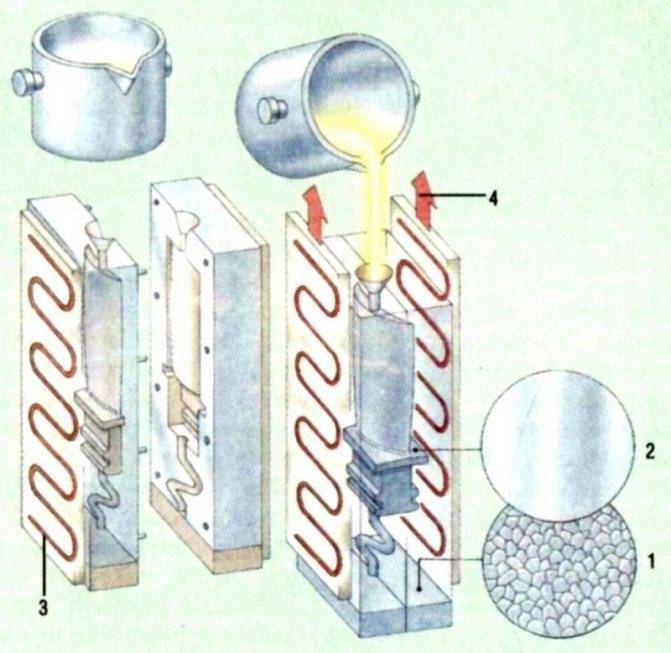
На Воронежском механическом заводе (ВМЗ) решили изменить такое положение дел. Чтобы получить литые крупногабаритные заготовки для запорно-регулирующих устройств высокого давления, на ВМЗ впервые в мировой практике применили метод литья по выплавляемым моделям (ЛВМ). Последовательное и направленное затвердевание отливок в нагретой оболочковой форме ЛВМ создает условия, благоприятные для фильтрации жидкого расплава из прибыли в двухфазную область отливки и получения плотного металла.
Обычно методом ЛВМ изготавливают тонкостенные отливки сложной конфигурации повышенной плотности, масса которых не превышает нескольких килограммов, а толщина стенок составляет от 5 до 10 мм . Освоение производства массивных отливок ЗРУ потребовало новых технологических решений, позволяющих расширить возможности традиционного процесса ЛВМ.
При заливке оболочковых форм, заформованных в опорный наполнитель и нагретых до высокой температуры, резко замедляется отвод тепла от затвердевающих стальных отливок. Возрастание толщины и массы отливок при изготовлении литых корпусов ведет к увеличению продолжительности затвердевания отливки и, как следствие, к появлению дефектов усадочного характера.
Для изготовления ЗРУ высокого давления (до 105 МПа) требовались высококачественные корпусные заготовки размером до 700 мм и более, массой до 500 кг и с толщиной стенок и фланцев до 60 и 110 мм соответственно.
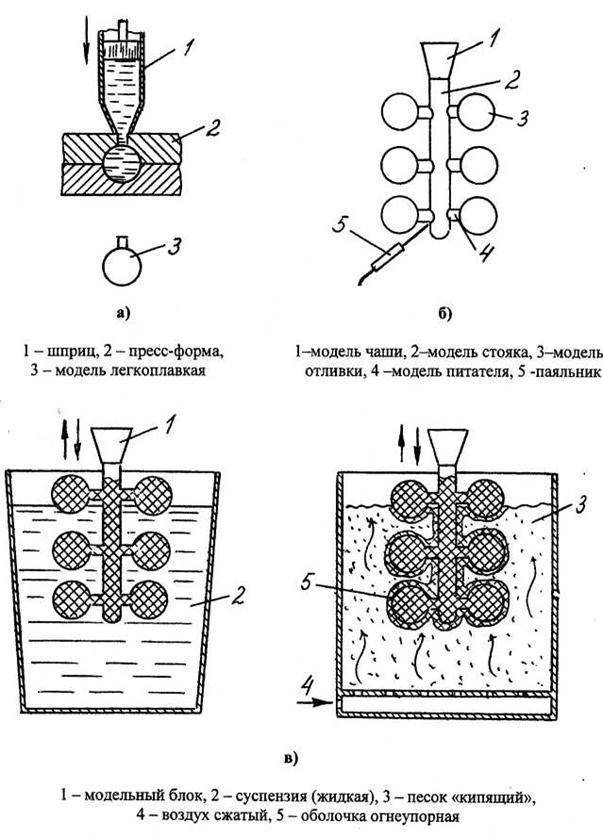
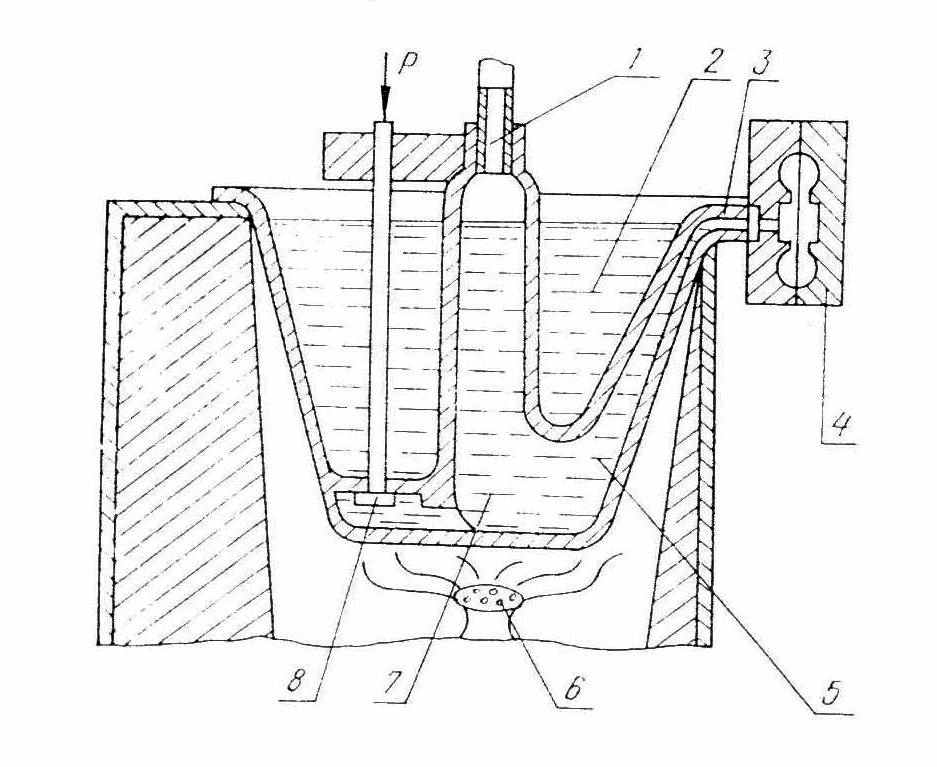
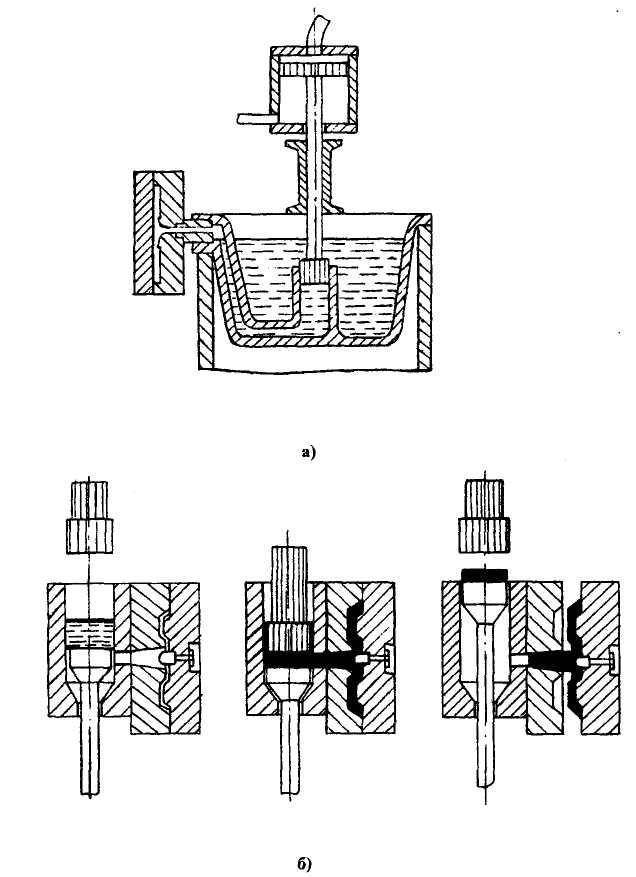
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.
Модели для литья
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.
Литье по выплавляемым моделям
В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.
Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания.
Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента.
Последний процесс, включает в себя элементы технологии первых двух.
Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.
Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика.
После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.
Огнеупоры
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.
Готовые отливки
Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Литье в землю
Это самый ранний освоенный человечеством способ обработки металлов. Он освоен нашими предками одновременно с началом применения металлических изделий в качестве оружия, инструментов или утвари, то есть около 5 тысяч лет назад. Отливают расплавленный металл в подготовленную матрицу из смеси песка и глины. Самые ранние места обработки металлов как раз возникали там, где рядом размещались залежи металлов в виде самородков и россыпей. Характерный пример — всемирно известный своим чугунным кружевным литьем Каслинский завод на Урале.





Способ литья по выплавляемым моделям применяется для изготовления металлических изделий — как черных, так и цветных. И только для металлов, проявляющих повышенную склонность к реакции в жидкой фазе (таких как титан), приходится делать матрицы из других составов.
Производственный процесс литья в ПГС состоит из следующих фаз:
- изготовление модели;
- подготовка опоки;
- засыпка и уплотнение смеси в опоке;
- отливка металла;
- извлечение и очистка отливки.
Форма из ПГС — однократного применения. Чтобы достать готовое изделие, ее придется разбить. В то же время большая часть смеси доступна для вторичного применения.
В качестве материалов для ПГС применяют составы из преимущественно кварцевых песков различной зернистости и пластичных глин, содержание которых колеблется от 3 до 45 процентов. Так, например, художественные отливки производят с использованием смеси с 10-20 % содержанием глины, для особо крупных отливок содержание глины доводят до 25 %.
Применяют два подвида:
- Облицовочные смеси. Находятся на внутренней поверхности формы и взаимодействуют с расплавленным металлом. Должны быть жаростойкими, способными не разрушаться от разницы температур и возникающих вследствие этого напряжений. У таких смесей мелкое зерно, чтобы тщательно передать детали поверхности. Весьма значима и способность смеси к газопропусканию.
- Наполнительные смеси. Применяются для засыпки между облицовочным слоем и стенками опоки. Должны противостоять весу залитого металла, сохранять форму изделия и способствовать своевременному и полному отводу газов. Производятся из более дешевых сортов песка, подлежат повторному использованию.
Если же литьевые газы выходят не через массы формовочной смеси, а через литниковую систему, в отливке возникают дефекты, ведущие к браку.
Традиционная технология литья в землю детально проиллюстрирована в ленте А. Тарковского «Андрей Рублев». В новелле «Колокол» юноша Бориска, сын умершего мастера, по сюжету возглавляет литейную артель и отливает церковный колокол.
Ответ
Литье металлов — это процесс получения металлических изделий способом заливки (литья) расплавленного горячего металла в специальную форму. Такая форма, из которой родится будущая «отливка» (так называют полученное при литье металлов металлическое изделие) , получила название «литейной формы» . Рабочая часть литейной формы представляет собой полость, в которой металл при литье, охлаждаясь, затвердевает и получает вид конечного изделия.
Процессу литья можно подвергать любые металлы. Однако не все металлы обладают важным для литья свойством – жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств самого металла: его химического состава и структуры. Немаловажна температура плавления металла. Чем меньше температура плавления, тем легче поддается он промышленному литью. Из металлов самую высокую температуру плавления имеет сталь. Сталь — это черный металл, также как и чугун. Цветные металлы – это все оставшиеся металлы, которые не содержат в больших количествах железо. Для литья металлов хорошо подходят сплавы на основе меди, никеля, алюминия, магния, свинца и цинка. На сегодняшний день известно множество видов литья металлов.
Наиболее широкое применение получили следующие виды:
— литье в землю — литье по выплавляемым моделям — статическая заливка, литье в свободную металлическую форму (кокиль) — литье металлов под давлением, — литье с кристаллизацией под высоким давлением — центробежное литье, — вакуумная заливка.
Чаще всего используется метод статической заливки, когда осуществляется заливка металла в неподвижную литейную форму.
Отливки металлические находят применение в промышленности при изготовлении деталей в станкостроении, автомобильной промышленности, а также встречаются и в повседневной жизни: отливки из драгоценных металлов широко используют в ювелирном деле и при лечении зубов (коронки металлические, пломбы) , в современной электронике. Применяю отливки металлов и при изготовлении бытовой техники (светильниках, стационарных телефонах, пылесосах, стиральных машинах) .

Типы процессов литья
Напомним, литье металла – это процесс, который позволяет расплавленному металлу мотеля затвердевать при формовании предметов. Это процесс, который позволит инженерам изготавливать различные детали. Существуют разные методы литья.
Вот некоторые из этих процессов:
a) Пескоструйная обработка
Литье в песчаные формы – это процесс, в котором обычно используется песок с естественной связкой. Вы плотно утрамбуете песок, чтобы поверхность лепки получилась гладкой. Литье в песчаные формы снижает вероятность появления трещин, разрывов и других дефектов.
Вы все еще можете укрепить песок, добавив глину, которая способствует склеиванию частиц. Некоторые из продуктов, получаемых в результате обработки песком, представляют собой блоки двигателя.
Преимущества литья в песчаные формы
- Это недорогой метод литья металла.
- Можно изготавливать детали большого размера.
- Может лить как цветные, так и черные металлы.
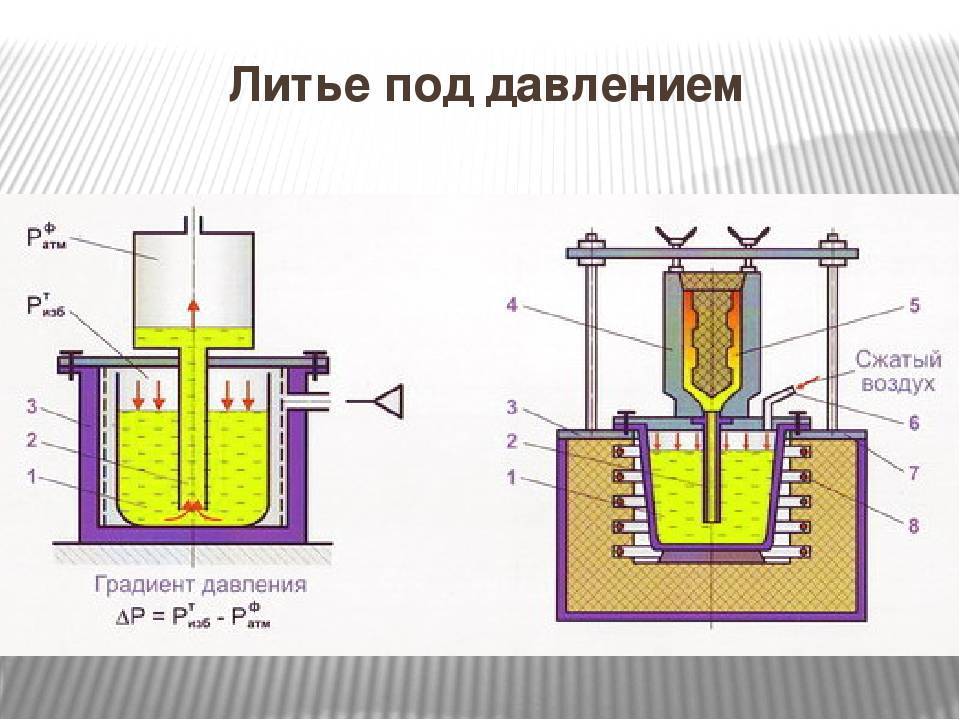
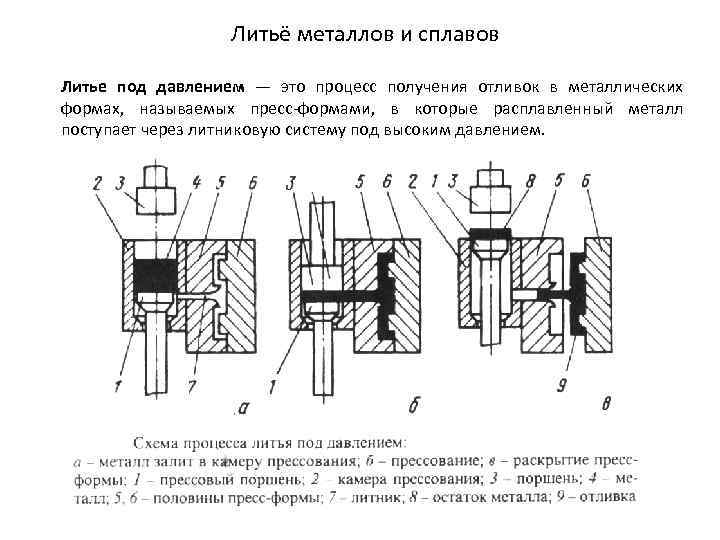
b) Литье под давлением
Литье под давлением – это метод литья металлов, при котором формовочные материалы подвергаются воздействию высокого давления. Это сплавы и цветные металлы. Вы можете регулировать температуру штампа, нанеся на него смазку.
Расплавленный металл вводят в матрицу, подвергая ее воздействию высокого давления. Процесс будет продолжаться до тех пор, пока не произойдет застывание заготовки. После завершения процесса вы удалите компонент из штампа.
Некоторые из преимуществ литья под давлением заключаются в следующем:
- Близкие допуски по форме и размеру
- Конечный объект имеет однородный дизайн с постоянством размеров.
- Шансы на обработку после литья низкие.
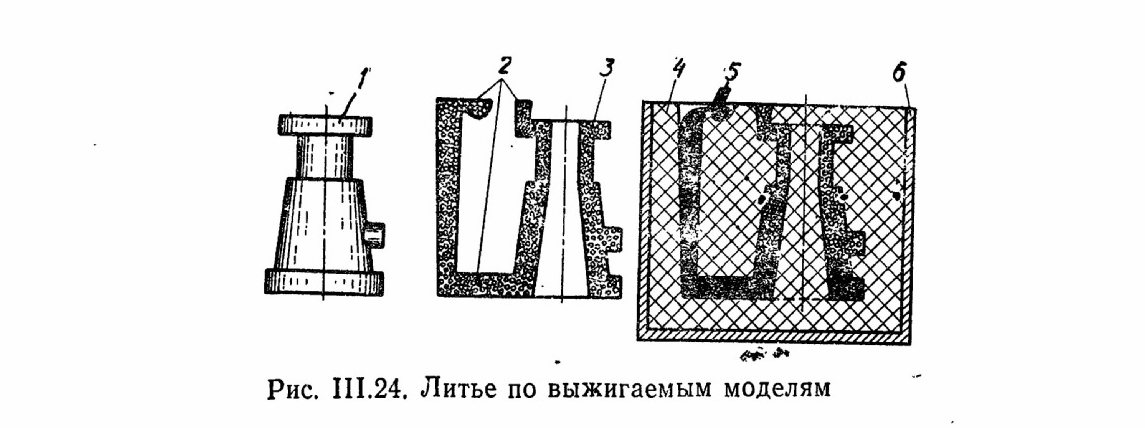
c) Литье по выплавляемым моделям
При использовании этого метода вам потребуется одноразовая восковая выкройка. Вы можете непосредственно ввести этот воск. В качестве альтернативы вы можете предварительно покрыть его жидкостью перед инъекцией. Следовательно, вы заливаете расплавленный материал в указанную металлическую литейную форму и позволяете содержимому затвердеть.
Позже выбросьте объект.
Можно расплавить восковую модель для дальнейшего повторного использования или использовать эту отливку по выплавляемым моделям для изготовления деталей авиакосмической и автомобильной промышленности. Обычно используемые материалы – алюминий и титан.
Метод инвестиций имеет следующие преимущества
- Процесс очень точный с точными размерами
- Можно создавать тонкостенные детали сложной геометрии.
- Метод позволяет лить как цветные, так и черные металлы.
- Процесс имеет отличную чистоту поверхности.
d) Гипсовое литье
Процесс гипсового литья практически аналогичен литью в песчаные формы. Единственная разница в том, что вместо песка используются укрепляющие составы, смесь гипса и воды. На гипсовый узор будет нанесен слой клеящего состава, который предотвратит его прилипание к форме.
Вы можете использовать штукатурку, чтобы заполнить зазоры вокруг форм. После того, как вы воспользуетесь гипсовым материалом, по окончании процесса его необходимо заменить на новый. Основная причина в том, что он ломается или трескается. Однако гипсовый материал имеет следующие преимущества:
- Метод гарантирует получение гладкой поверхности.
- Вы можете применять его при отливке сложных металлических форм с использованием тонких стенок.
- Он формирует большие детали с меньшими затратами по сравнению с другими методами, такими как литье по выплавляемым моделям.
- Пользователю понравится высокая точность размеров.
Изготовление пресс-форм
Для производства уникальных изделий макет готовят, вырезая из куска модельного материала вручную или по шаблонам. Модели, имеющие форму тел вращения, изготавливают также на токарных станках. В последнее время получает все более широкое распространение метод 3D-печати моделей. Он подходит как для одиночных макетов, так и для небольших серий.
Стоимость современного промышленного 3D-принтера все еще высока, однако благодаря легкости перенастройки с одного изделия на другое он может стать эффективным инструментом изготовления моделей в случае большого количества разнородных заказов малых серий.
Для того чтобы изготовить большое количество одинаковых макетов, изготавливают матрицу из гипса, резины, силикона или металла. Рабочие макеты производят, в свою очередь, путем отливки в матрицу. По конструкции пресс-форма должна быть обязательно разборной, чтобы обеспечить возможность изготовления заданного количества моделей. Выбранный материал также должен обеспечивать такую возможность, поэтому к нему предъявляются такие требования, как прочность, плотность, низкая шероховатость, химическая инертность по отношению к макету. Вещество пресс-формы должно также обладать минимальной адгезией к макету для обеспечения легкости извлечения готовых макетов и соблюдения размеров

Важное свойство пресс-формы — ее прочность и износоустойчивость, особенно при крупных сериях
Изготовление литейных форм и стержней
§ 32.
Технологический процесс изготовления литейных форм называется ф о р м о в к о й. Различают ручную и машинную формовку. При ручной формовке наиболее широкое распространение получила формовка по модели. Такую формовку выполняют в почве — сплошном слое земли, находящемся на полу цеха или в опоках.
Рис. 29. Формовка по модели в двух опоках: 1 — модель, 2 — подмодельный щиток, 3 — нижняя опока, 4 — верхняя опока, 5 —модель стояка, 6 — каналы для выхода газа
Наибольшее распространение получила формовка деталей по модели в двух опоках (рис. 29, а, б, в, г). Основными операциями ручной формовки являются уплотнение формовочной смеси в опоке и извлечение модели из формы. Уплотнение формовочной смеси представляет трудоемкую работу, а извлечение модели требует умения и аккуратности.
Схемы работы различных типов формовочных машин приведены на рис, 30. В прессующей машине (рис. 30, а) сжатый воздух или масло под давлением поступает в цилиндр 7 и поднимает поршень 6 вместе со столом 5, моделью 3, опокой 4 и рамкой 2 так, что уплотняет формовочную смесь в опоке, после чего воздух или жидкость выпускаются из цилиндра 7. Встряхивающие машины применяют без подпрессовки (рис. 30, б) и с верхней подпрессовкой (рис. 30, в). Встряхивание производится сжатым воздухом, поступающим через каналы 8 и 9 под поршень 6 и поднимающим
его до уровня канала, по которому воздух выходит в атмосферу. После этого поршень вместе со столом машины, моделью, опокой и формовочной смесью падает вниз, стол ударяется о станину машины, и смесь уплотняется. Затем цикл повторяется. В машинах с подпрессовкой (рис. 30, в) встряхивающий поршень 6 поднимается внутри цилиндра 10, который сам служит поршнем при подпрессовке. Для подпрессовки под поршень-цилиндр 10 впускается сжатый воздух, который поднимает поршень вместе со всеми остальными частями и опокой до уплотняющей колодки 1, вследствие чего производится подпрессовка смеси.
Рис. 30. Схема работы различных формовочных машин: с — прессовая, б — встряхивающая, е — встряхивающая с подпрессовкой, г — пескометная
В отличие от встряхивающих и прессовых машин пескомет производит уплотнение формовочной смеси и опоке действием центробежной силы. Рабочим органом пескомета является бы-стровращающаяся лопатка, которая выбрасывает смесь с большой скоростью в опоку. Головка пескомета 3 (рис. 30, г) представляет собой кожух, в котором вращается вокруг горизонтальной оси лопатка 1. Формовочная смесь непрерывно подается внутрь головки пескомета ленточным транспортером 2, захватывается лопаткой и с большой скоростью выбрасывается через отверстие 4 в подставленную опоку, где смесь уплотняется.
Процесс изготовления стержней во многом аналогичен формовке, но в части конструкции стержней и способов их изготовления имеются специфические особенности. Стержни должны обладать высокой газопроницаемостью и прочностью, так как при заливке они окружены со всех сторон жидким металлом. Для улучшения указанных свойств стержни подвергают сушке в
печах на специальных фасонных или плоских металлических плитах Чтобы повысить прочность стержней, в них заформовыва-ют арматуру (в виде литых каркасов или металлических прутков), а для улучшения газоотвода делают вентиляционные каналы. Наиболее распространен способ изготовления стержней в стержневых ящиках, внутреннее пространство которых заполняется стержневой смесью, уплотняемой тем или иным способом.
Наиболее простые стержни изготовляют в неразъемных—-дельных ящиках. В большинстве случаев ящик состоит из двух и более частей, которые плотно соединяют на шипах, скрепляя скобами (рис. 31). Ручной способ изготовления стержней малопроизводителен и трудоемок. В настоящее время широко применяют машинные способы изготовления стержней. По способу уплотнения стержневой смеси машины подразделяют на мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометы. Наибольшее распространение имеют встряхивающие и пескодувные машины.
Рис. 31. Основные типы стержневых ящиков: а — цельный, б — разъемный, в — вытряхной; 1 — стержень, 2— корпус ящика, 3, 4, 5 — вкладыши
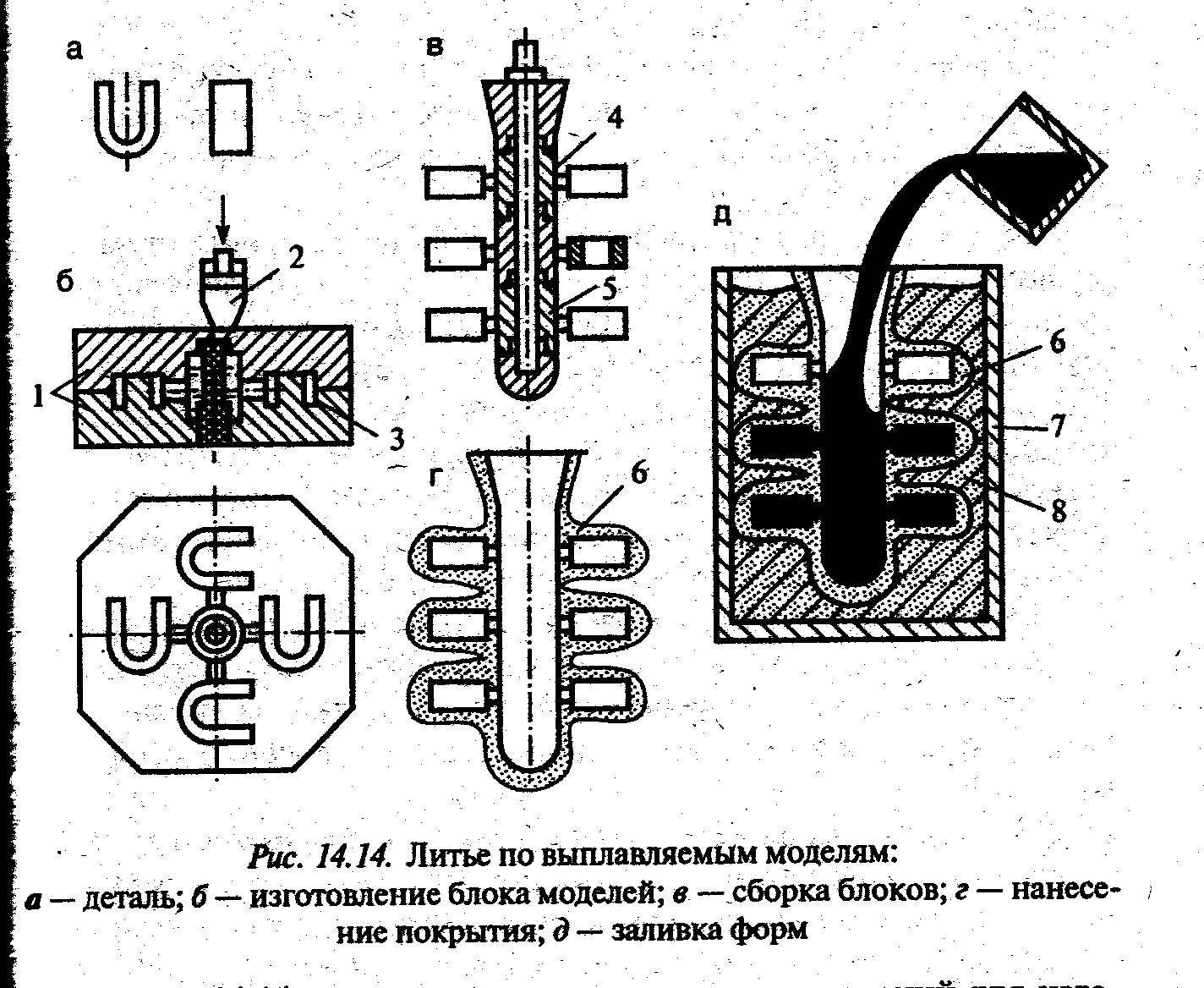
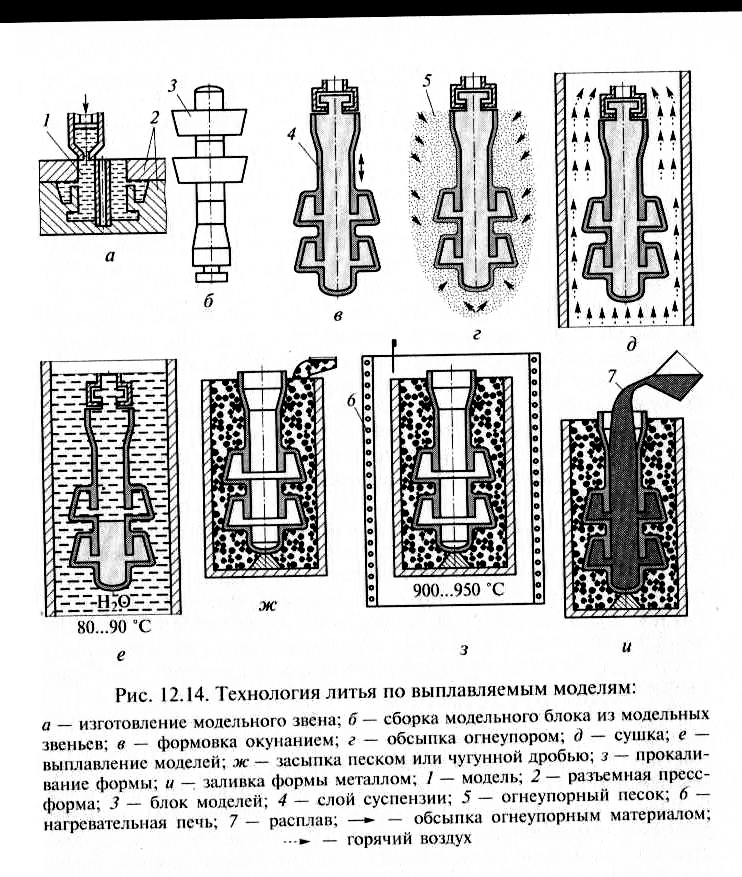
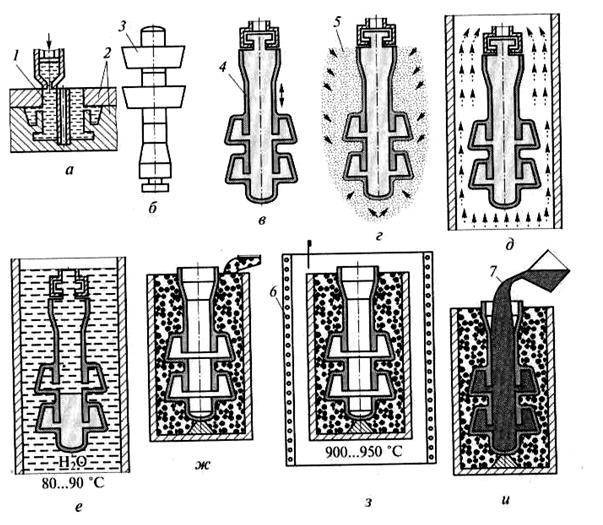
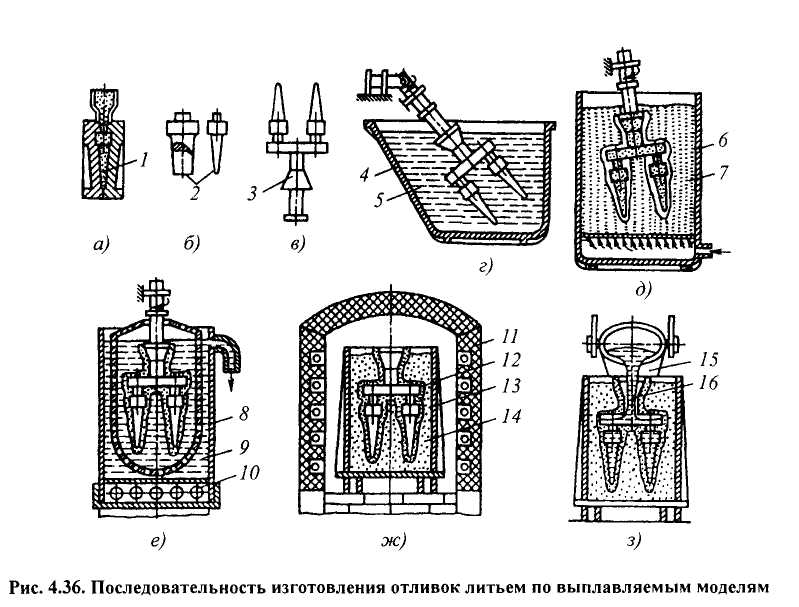
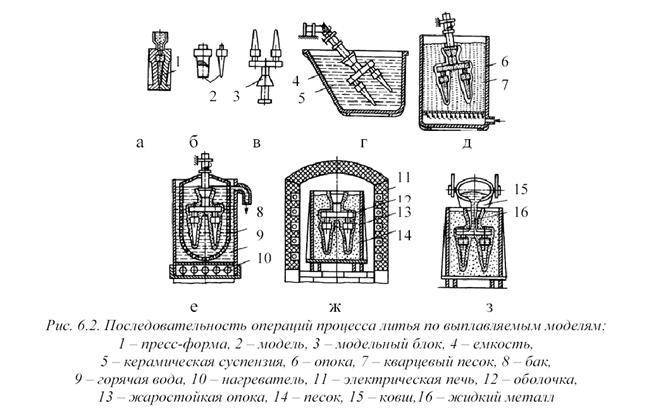
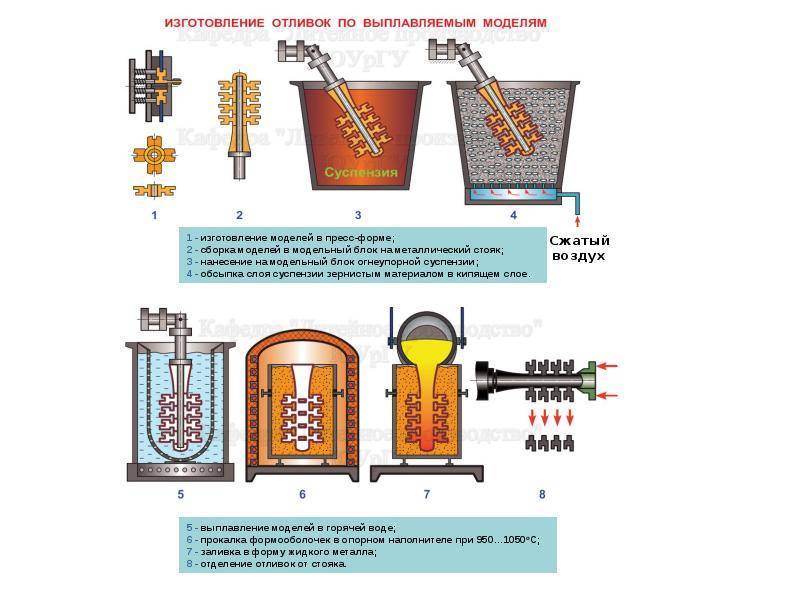
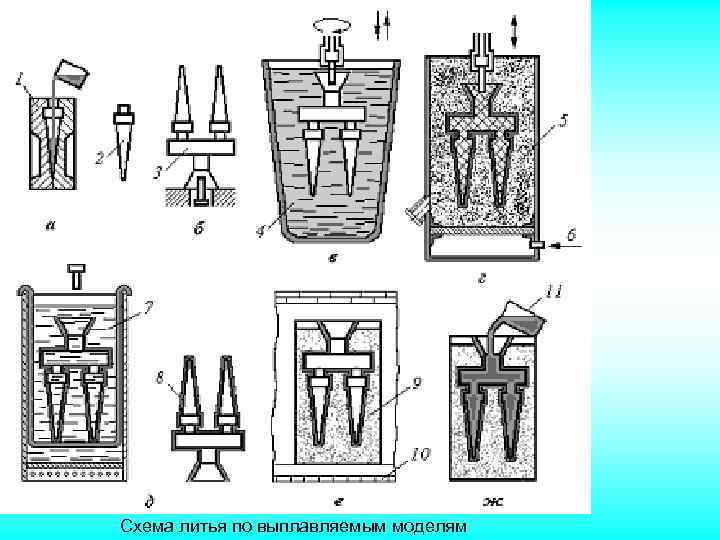
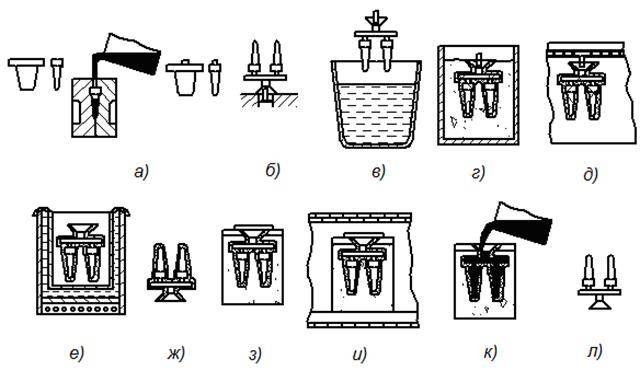
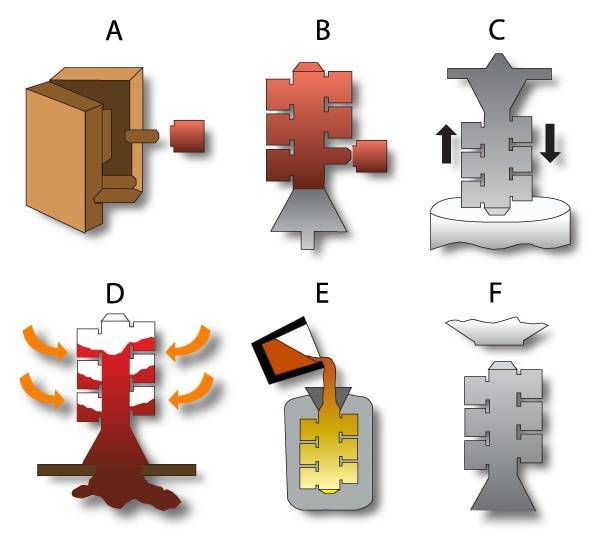
Технология
Технология литья по выплавляемым моделям — это многоэтапный производственный процесс, который отличается сравнительно высокой трудоемкостью. На первом этапе выполняют мастер-модель, она станет эталоном для изготовления рабочих моделей и после прохождения всех этапов конечного изделия. Для производства мастер-модели используют как специальные модельные составы, так и традиционные — гипс или дерево. Материал мастер-модели должен сочетать в себе прочность и легкость обработки.
Далее технология литья по выплавляемым моделям предусматривает создание пресс-формы, в которую и будут отливаться все рабочие модели. Пресс-формы изготавливают из гипса, резины, силикона, реже из металла. Конструктивно она должна обязательно быть разъемной и рассчитанной на многократное использование. Пресс-форму заполняют модельным составом, после его отвердения ее разбирают и извлекают очередную рабочую модель.
При производстве уникальных деталей или небольших тиражей этапы создания мастер-макета и пресс-формы пропускают, а макет (или несколько) делают, формуя материал вручную.
Следующий этап процесса литья по выплавляемым моделям — изготовление вокруг макета (или блока макетов) отливочной формы. Эти матрицы конструктивно уже неразборные и одноразовые, что позволяет добиться тщательности соблюдения размеров и шероховатости изделия. В современной промышленности применяются два вида форм — традиционные песчано-глиняные для литья в землю и оболочковые формы — для производства точных и дорогостоящих деталей.
После завершения формы макет из нее выплавляют путем нагрева или продувки перегретым паром. Оболочковые формы дополнительно укрепляют путем прогрева до 1000 ˚С.
В финальный этап процесса входит собственно заливка изделия, его охлаждение в естественных условиях либо по специальной методике в термостате, разрушение формы и очистка изделия. Способ позволяет получать высококачественные отливки весом от нескольких грамм до десятков килограмм.
Кокильное литье

Все виды литья в кокиль – это группа методов, особенно подходящих для получения отливок из цветных сплавов – алюминия, магния и латуни. Перед отливкой функциональные поверхности форм обрабатываются специальным каолином или аналогичным покрытием, которое позволит эффективно разделить поверхности. Формы, которые не могут быть извлечены из изложницы, часто изготавливаются с применением, песчаных стержней. После литья стержни уничтожаются.
По сравнению с литьём в песчаные формы, затвердевание кристаллизатора происходит быстрее за счет лучшей теплопроводности. Образуется отливка с относительно мелкой и плотной структурой материала, которая, в то же время, имеет лучшие механические свойства по сравнению с отливкой из того же материала, но отлитой в песчаную форму.
Преимущества кокильного литья:
- вследствие более быстрого затвердевания кокильное литье обладает лучшими механическими свойствами и относительно мелкой и плотной структурой материала;
- небольшая пористость поверхности;
- высокая точность размеров и уменьшенные показатели шероховатости поверхности;
- уменьшение коэффициента потерь металла.
Литье в кокиль представляет собой хороший выбор для производства отливок среднего размера для серий от 1000 до 10000 штук при минимальной производственной партии в 100 штук.
Процесс применяется для изготовления отливок средних по размерам корпусов приборов, крышек приводов, стоек, вставок латунных или стальных уплотнителей (гайки, корпуса подшипников, штифты и т. д.).
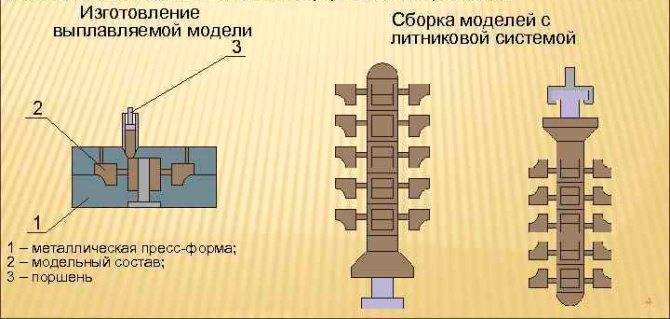
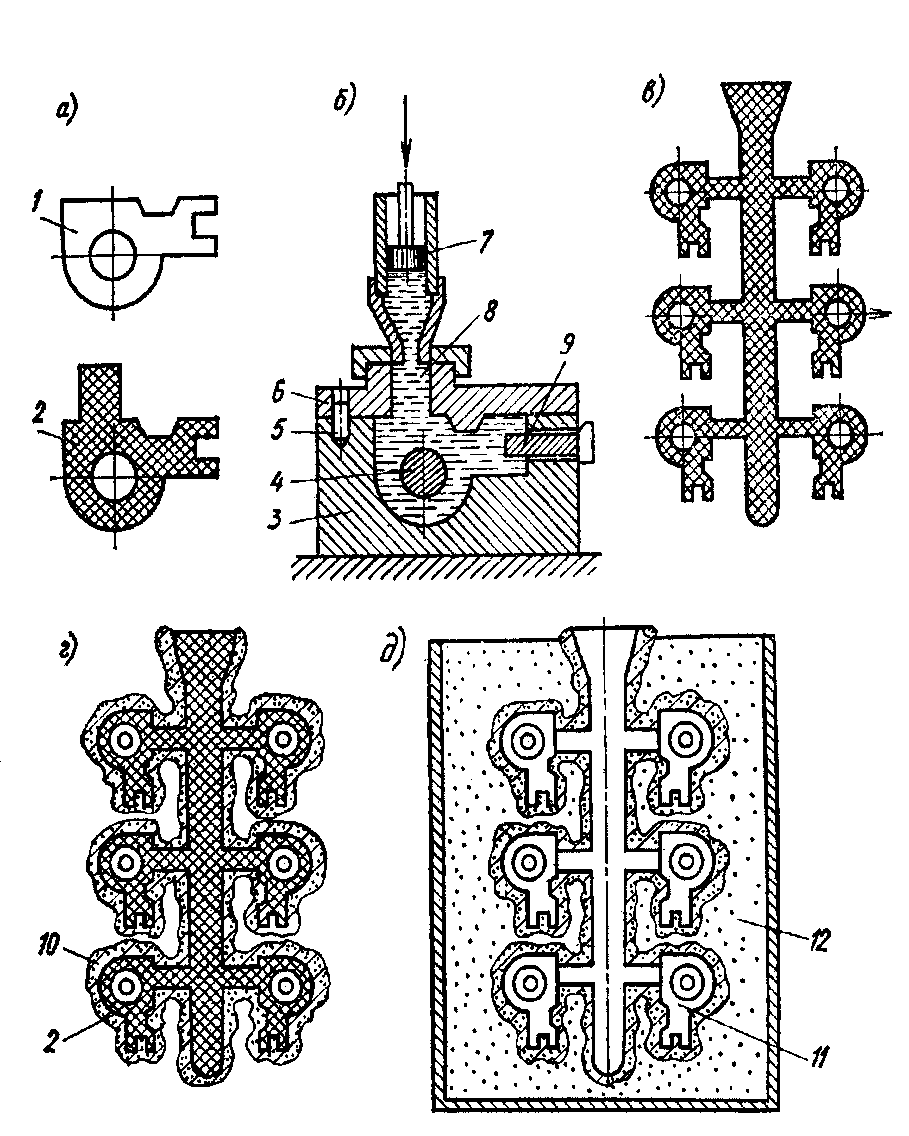
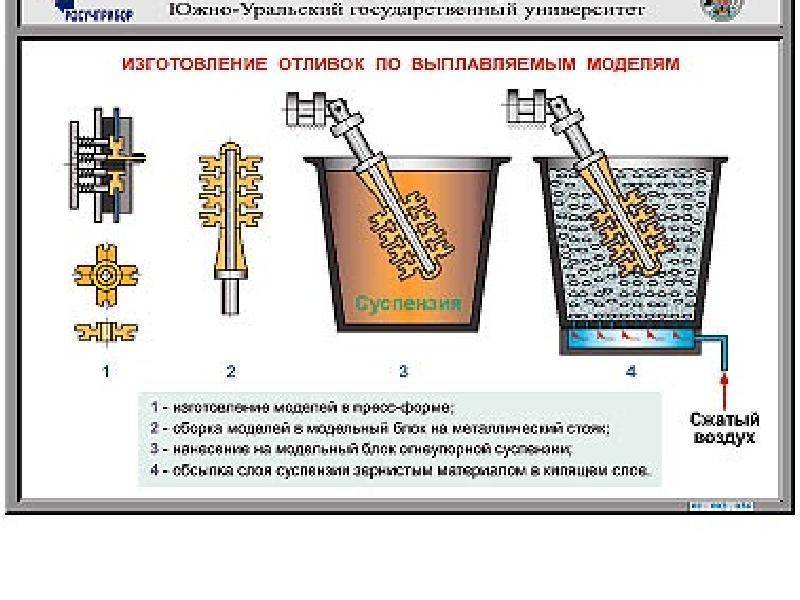
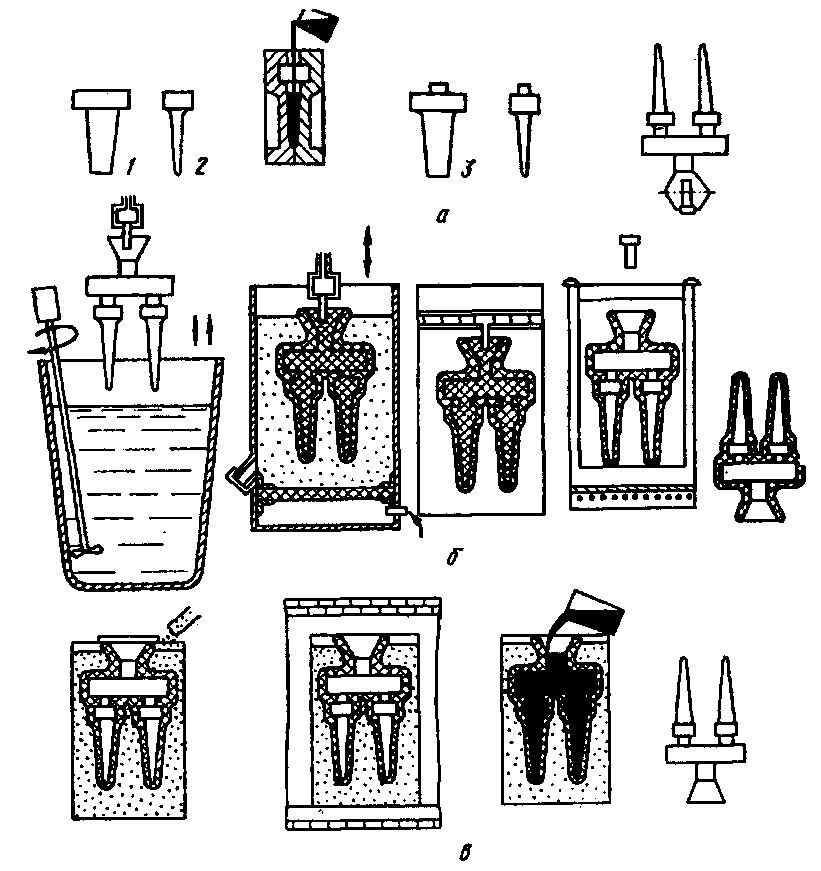
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Чугунные отливки
Чугунные отливки бывают разных размеров — от мелких деталей до многометровых станин крупных станков. Конфигурация их тоже бывает самая разнообразная — от простеньких втулок до изысканных литых решеток и ворот.

Чугунные отливки
Отливки из чугуна также подразделяются:
- по назначению – на общие и специальные, такие, как антифрикционные, жаропрочные и т.п.
- по структуре материала – на ферритные, перритные и смешанные
- По виду содержащегося графита — на шаровидные, пластинчатые, хлопьевидные и вермикулярные
- По содержанию углерода — на белые, серые и отбеленные
В металлургической науке существуют и другие классификации чугунных отливок.
Плавка алюминия в индукционных печах – Справочник металлиста
Для плавки алюминия в крупносерийном производстве используют индукционные тигельные печи промышленной частоты. Также применяются среднечастотные печи для плавки алюминиевых сплавов.

Индукционная печь для плавки алюминия представляет собой практически аналог устройств, используемых для плавления чугуна и стали. Современное производство требует от металлических изделий высокого качества, и при этом без сильного повышения цены.
Именно таких результатов можно достичь при помощи нашего оборудования для плавки алюминия.
По вопросам приобретения оборудования и обращайтесь в отдел маркетинга ООО «Термолит»
Тел./Ф.:; 42-02-19; 42-03-14
Моб.:; (098)63-502-63;
Индукционная печь состоит собственно из плавильной установки и вспомогательного оборудования. Установка – это опорный каркас из двух стоек с гидравлическими плунжерами, а также узловая составляющая индуктора. Установочный механизм изготовлен из листовой нержавеющей стали. Катушка индуктора выполнена из медной трубы, которая охлаждается холодной водой.
Через последовательно соединенные гибкие кабели к индутору подключается электричество и вода. Наклон установки 95 градусов обеспечивается гидравлическими плунжерами. Питание оборудования происходит от частотного преобразователя тиристорного типа, благодаря которому трехфазный ток преобразуется в однофазный.
Частота регулируется автоматически на протяжении всей плавки. Система контроля протока и температуры процесса охлаждения печи, установлена на сливном коллекторе.
В комплект поставки ИТПЭ — ХХ/ХХ ТГ* входит:
| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Тиристорный преобразователь частоты ТПЧ | 1 | 1 |
| 3 | Батарея конденсаторная ИТПЭ | 1 | 1 |
| 4 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 5 | Пульт управления и сигнализации ШУС с гидростанцией | 1 | 1 |
| 6 | Шкаф теплообменный ИМ | 1 | 1 |
| 7 | Комплект трубошин ИТПЭ | 1 | 2 |
| 8 | ЗиП к ТПЧ | 1 | 1 |
| 9 | Комплект монтажных принадлежностей | 1 | 1 |
| 10 | Комплект эксплуатационной документации | 1 | 1 |
* возможна комплектация двумя и тремя плавильными агрегатами
В комплект поставки ИТПЭ — ХХ/ХХ ТрМ* входит:
| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Транзисторный генератор ВТГ | 1 | 1 |
| 3 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 4 | Комплект монтажных принадлежностей | 1 | 1 |
| 5 | Комплект эксплуатационной документации | 1 | 1 |
Способ и технология для плавки металла в индукционной печи
Индукционная печь используется для плавки цветных и черных металлов. Агрегаты такого принципа действия применяют в следующих сферах: от тончайшего ювелирного дела до промышленной плавки металлов в крупных размерах. В данной статье будут рассмотрены особенности различных индукционных печей.
Принцип работы
Индукционный нагрев положен в основу действия печи. Другими словами, электрический ток образовывает электромагнитное поле и получается тепло, которое используется в промышленных масштабах.
Этот закон физики изучается в последних классах общеобразовательной школы. Но понятие электрического агрегата и электромагнитных индукционных котлов нельзя путать. Хоть в основе работы и там и тут лежит электричество.
Как это происходит
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся внутри. Конденсатор задействуется для создания контура колебания, в основе которого лежит постоянная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до предела в 200 В индуктор создает магнитное поле переменного действия.
Поставка отливок из нержавеющей стали
Наше предприятие поставляет произведенную продукцию из нержавеющей стали во все города России при помощи транспортных компаний. Литье нержавеющей стали отправляется в: Агинское, Адлер, Александровск, Амурск, Ангарск, Арзамас, Армавир, Арсеньев, Астрахань, Ачинск, Ахтубинск, Ачинск, Байкальск, Балашиха, Барнаул, батайск, Белгород, Белорецк, Березники, Биробиджан, Благовещенск, Брянск, Бугульма, Великий Устюг, Владивосток, Владимир, Владикавказ, Волгоград, Волгодонск, Вологда, Волхов, Воронеж, Воткинск, Воскресенск, Вязьма, Глазов, Голицыно, Гусь-Хрустальный, Дзержинск, Дубна, Егорьевск, Екатеринбург, Елабуга, Ейск, Енисейск, Ершов, Железногорск, Зеленоград, Звенигород, Иваново, Йошкар-Ола, Казань, Калуга, Каменск-Уральский, Каспийск, Киров, Клин, Коломна, Ковров, Кострома, Краснодар, Кузнецк, Липецк, Лабинск, Люберцы, Можга, Москва, Муром, Мурманск, Набережные Челны, Назрань, Нефтегорск, Нефтекамск, Нижневартовск, Нижний Новгород, Нижнекамск, Новокузнецк, Новороссийск, Новочеркасск, Новосибирск, Орел, Орехово-Зуево, Оренбург, Орск, Павловский Посад, Пенза, Петропавловск-Камчатский, Псков, Рыбинск, Рязань, Самара, Сарапул, Санкт-Петербург, Саратов, Саранск, Сасово, Саров, Сергиев Посад, Снежинск, Смоленск, Стерлитамак, Тамбов, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Хабаровск, Якутск, Ярославль, Челябинск и другие.





