

Система отопления
При монтаже самодельных индукционных нагревателей в системе отопления мастера нередко используют недорогие модели сварочных инверторов (преобразователи постоянного напряжения в переменное). Потребление энергии инвертором большое, поэтому для постоянной работы таких систем нужен кабель сечением 4–6 мм2
вместо обычных 2,5 мм2.
Такие системы отопления должны быть закрытыми и управляться автоматически. Также для безопасности работы необходим насос для принудительной циркуляции теплоносителя, приспособления для отвода попавшего в систему воздуха, манометр. От потолка и пола нагреватель должен находиться на расстоянии не менее 1 м, а от стен и мебели не менее 30 см.
Оборудование охлаждающей системы
Промышленные агрегаты для плавления металла оснащены специальными системами охлаждения на антифризе или воде. Для оборудования этих важных установок в самодельных ТВЧ печках потребуются дополнительные затраты, из-за чего сборка может существенно ударить по кошельку. Поэтому лучше обеспечить бытовой агрегат более дешёвой системой, состоящей из вентиляторов.
Полезно знать:разновидности антифриза
Воздушное охлаждение этими устройствами возможно при их удалённом расположении от печи. В противном случае металлическая обмотка и детали вентилятора могут послужить контуром для замыкания вихревых токов, что существенно снизит эффективность оборудования.
Ламповые и электронные схемы также склонны активно нагреваться во время работы агрегата. Для их охлаждения обычно используют теплоотводящие радиаторы.
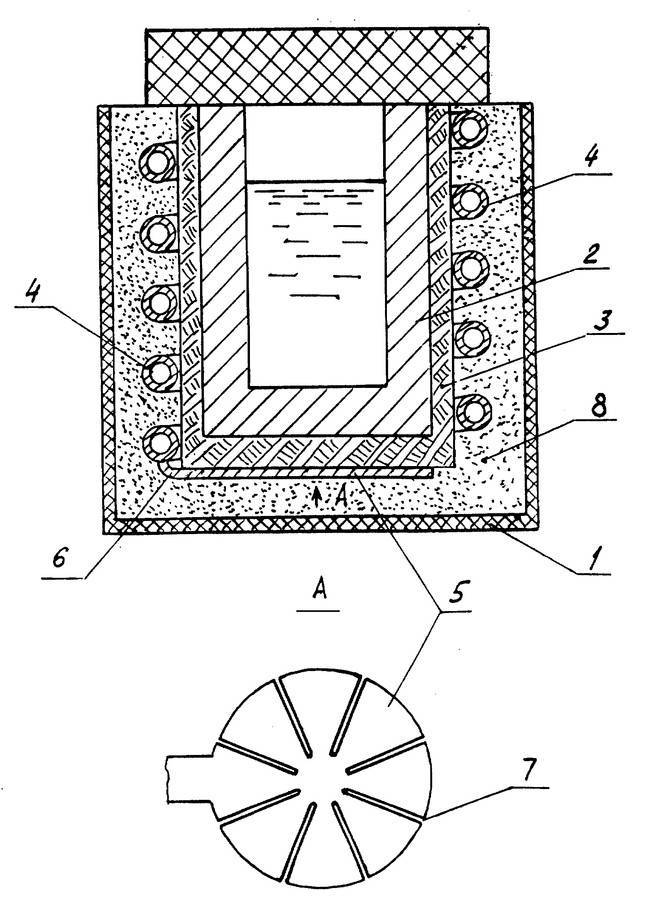
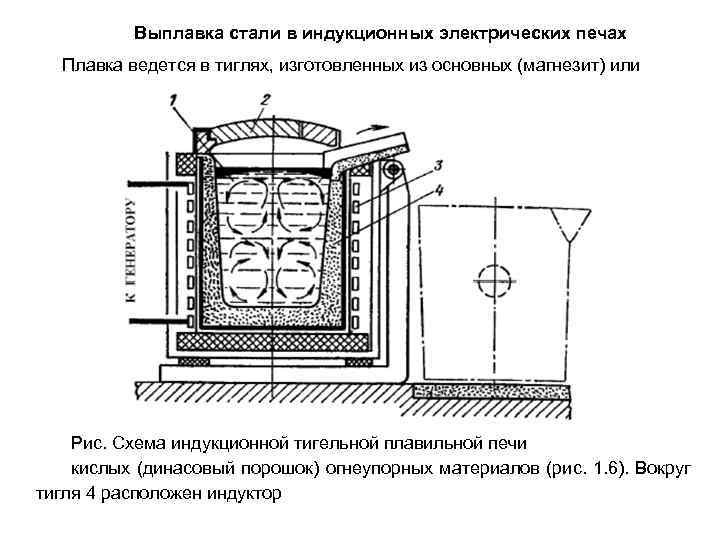
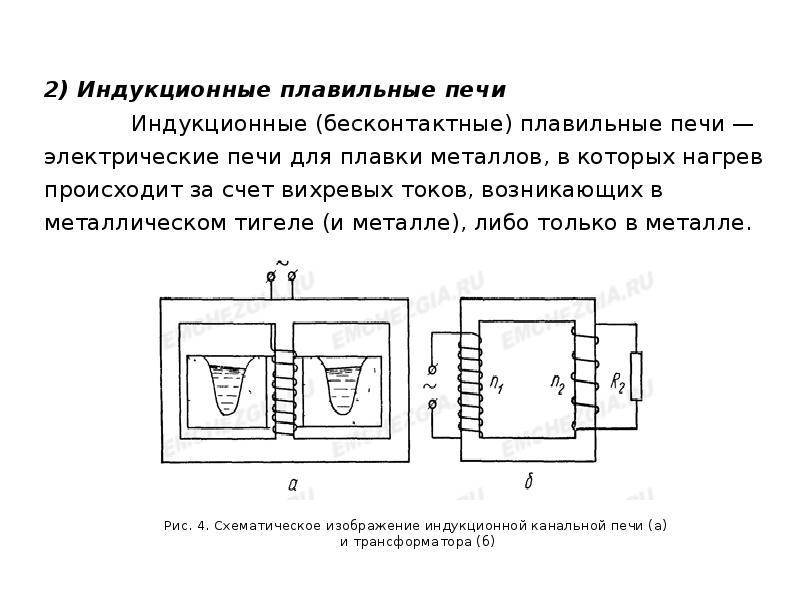
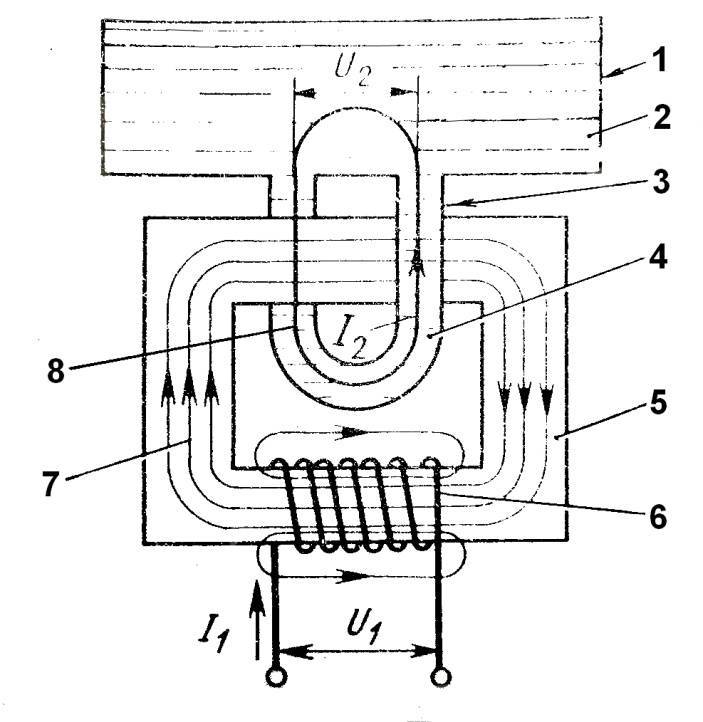
Канальные печи индукционной плавки
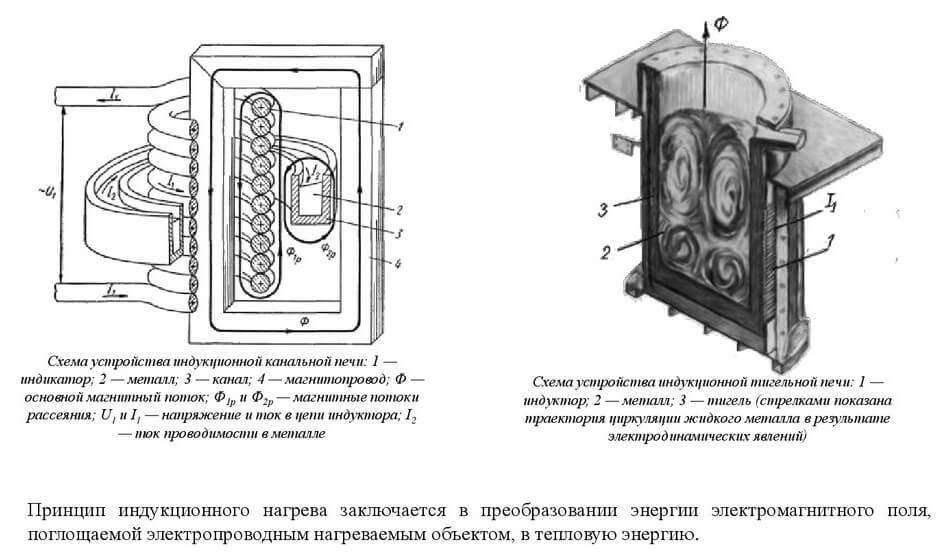
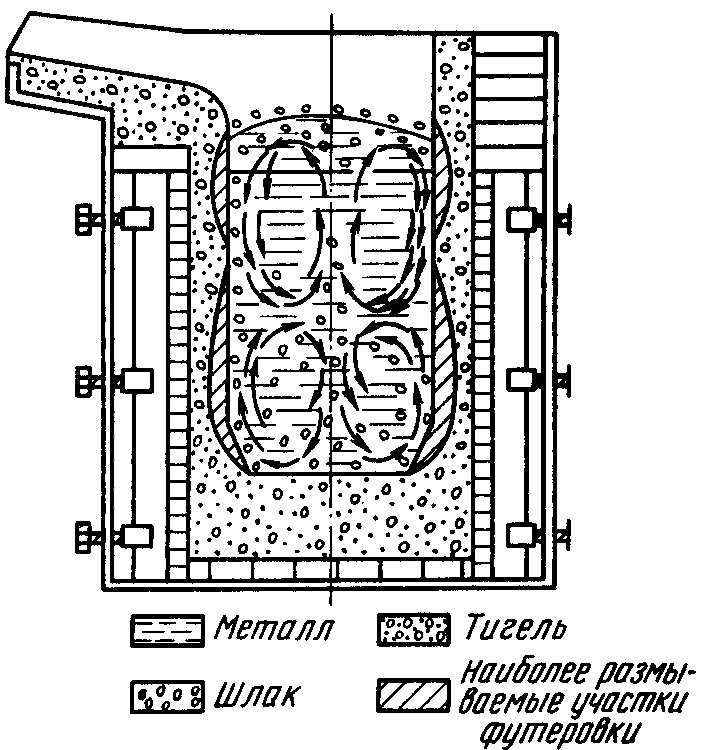
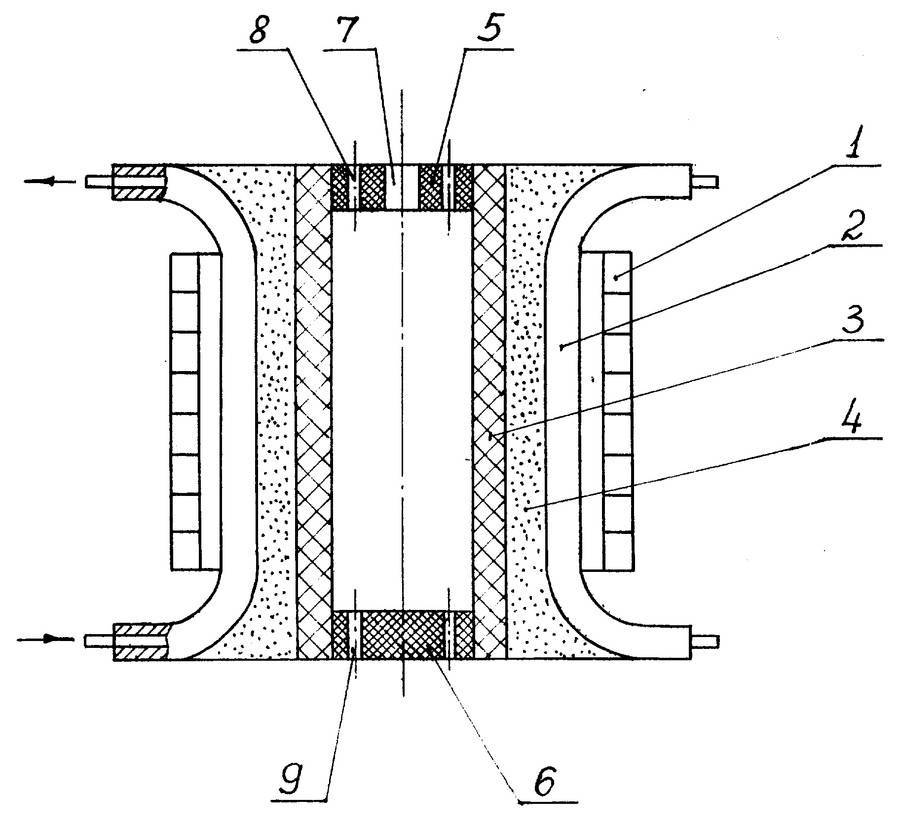
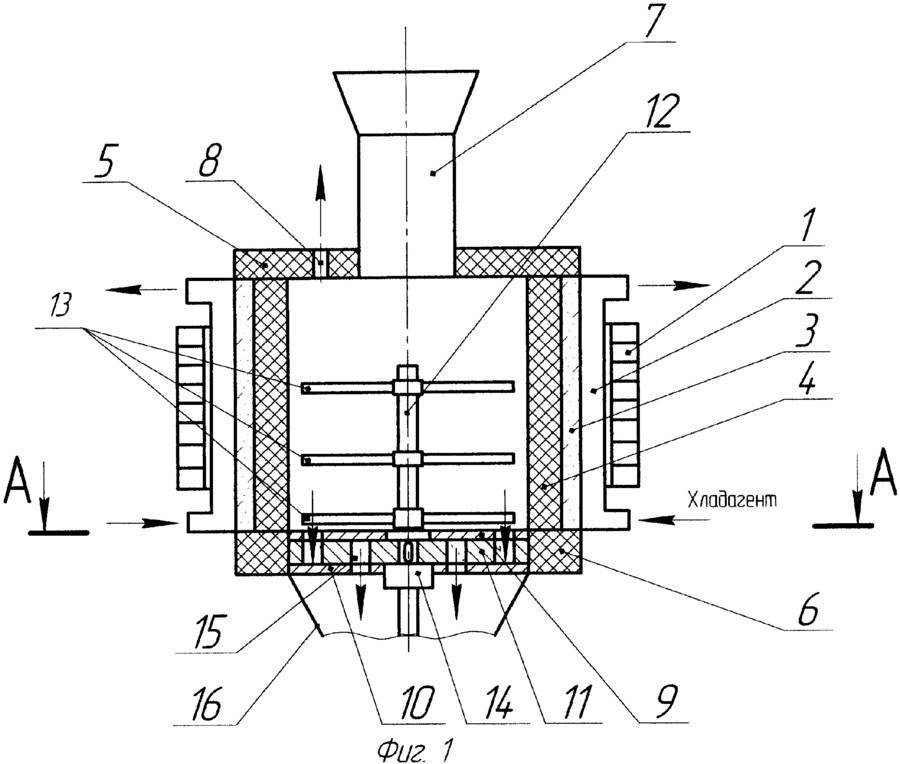
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение
, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой
, приходится делать несколько промежуточных плавок, получивших название балластных.
Характеристики меди
Медь является одним из первых металлов, которые человек научился добывать и перерабатывать. Изделия из меди и ее сплавов использовались еще в 3 веке до н.э., о чем свидетельствуют исторические данные и результаты археологических раскопок. Широкому распространению меди во многом способствовало то, что она достаточно легко поддается обработке различными механическими способами. Кроме того, ее можно легко расплавить.
Медь, поверхность которой отличается явно выраженной желтовато-красной окраской, в силу своей мягкости легко поддается обработке методом пластической деформации. Поверхность меди при ее взаимодействии с окружающим воздухом покрывается оксидной пленкой, которая и окрашивает ее в такой красивый цвет.
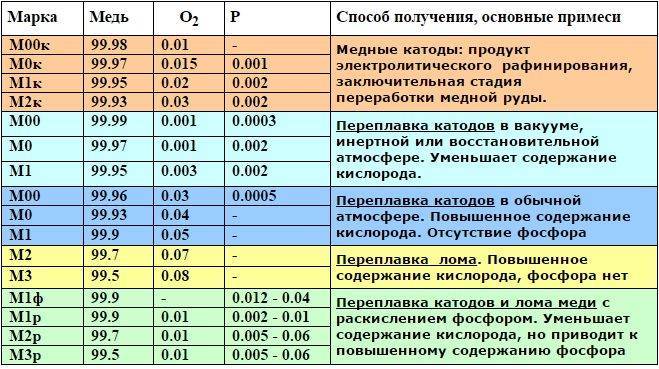
Марки технической меди и их химический состав
Большое значение имеют и такие характеристики меди, как электро- и теплопроводность, по которым она занимает второе место среди всех металлов, уступая только серебру. Благодаря таким свойствам изделия из нее активно используются в электротехнической промышленности, а также в тех случаях, когда необходимо обеспечить быстрый отвод тепла от нагретого предмета.
Еще одним важным параметром меди, напрямую влияющим на объем энерго- и трудозатрат, расходуемых при производстве изделий из нее, является температура плавления. Для чистой меди температура, при которой металл переходит из твердого состояния в жидкое, составляет 1083°. Если смешать медь с оловом и получить бронзу, то температура плавления такого сплава будет составлять уже 930–1140° в зависимости от содержания в нем основной легирующей добавки. Такой сплав меди, как латунь, который получают путем добавления к основному металлу цинка, обладает еще меньшей температурой плавления, которая находится в интервале 900–1050°.
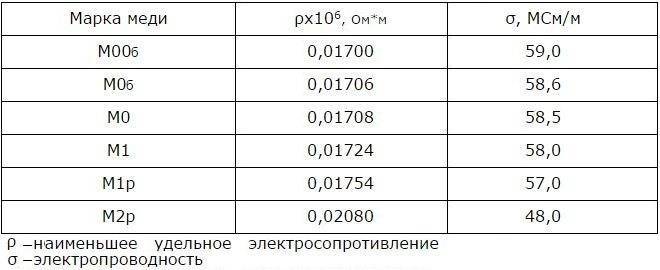
Электрические свойства меди при температуре 20°
Если вы решили реализовать в домашних условиях такой технологический процесс, как литье меди, важно знать еще один параметр – температуру ее кипения. При 2560° медь начинает буквально кипеть, что хорошо заметно по видео данного процесса
Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве.

При соблюдении технологии плавки на поверхности медного слитка могут остаться неглубокие поры, легко удаляемые шлифовкой
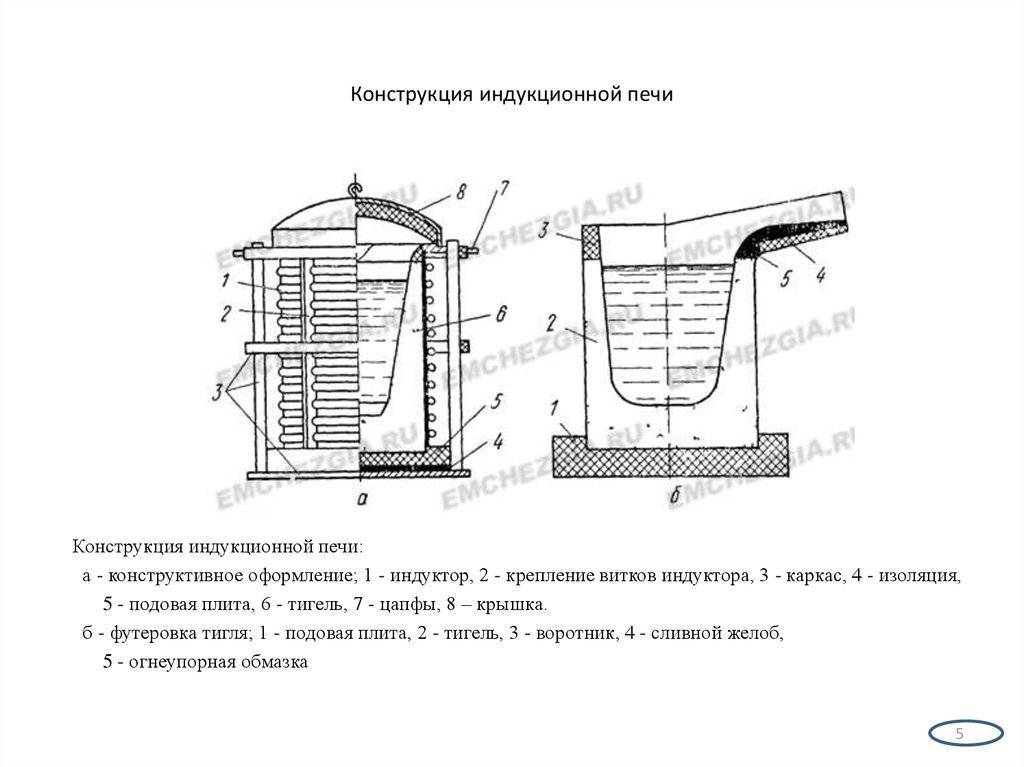
Устройство
Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
генератор переменного тока высокой частоты;
индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:
- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
два полевых транзистора типа IRFZ44V;
два диода UF4007 (можно также использовать UF4001);
резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
медный обмоточный провод в эмалевой изоляции Ø2 мм;
два кольца от дросселей, снятых с компьютерного блока питания.
Принцип работы индукционной печи
Нагревание происходит благодаря свойствам вихревых токов, материалы для плавления помещают в специально отведенное место. Создать ток, возможно с помощью индуктора, который достаточно просто устроен. В него входит катушка индуктивности, на которой расположено несколько витков провода, поперечное сечение которого должно в обязательном порядке быть большим.
Подключается агрегат к сети с переменным током, он создает магнитное поле со сменной частотой, благодаря этому фактору, внутреннее пространство индуктора пронизывается. Как только материал попадает в отведенное для процесса место, происходит нагревание тела с дальнейшим расплавлением, за процесс отвечают вихревые токи.
Жидкость, которая находится в системе охлаждения, способна закипать от повышения температур. Индукционные плавильные печи делятся на типы:
- С наличием магнитопровода.
- Без магнитопровода.
В первом варианте исполнения индуктор помещен в металл, благодаря чему создается особый эффект, плотность магнитного поля максимально повышается. Нагреть материал получится намного быстрей и качественней. Во втором типе конструкции индуктор располагают снаружи, что лишает возможности воспользоваться дополнительным эффектом.
Нагреватель из микроволновки
В кладовке долго лежала без дела старая сломанная микроволновка. Решил из нее сделать, что нибудь полезное. В микроволновке есть мощный трансформатор, если его правильно доработать, то получится мощный резистивный нагреватель для нагрева заржавевших гаек, и других небольших металлических деталей. Для этой самоделки подойдет практически любой трансформатор от микроволновой печи, даже неисправный, главное чтобы была цела первичная сетевая обмотка. Мне достался 700 ваттный экземпляр, впрочем чем мощнее тем лучше.

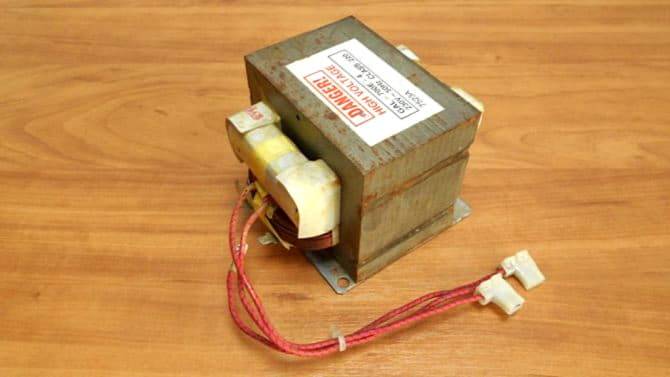
Переделка трансформатора заключается в удалении вторичной обмотки. И намотке двух витков медного провода большого сечения. То есть нам надо перемотать трансформатор таким образом, чтобы понизить выходное напряжение до 1.2 вольта, а силу тока повысить до 600 ампер.
Приступим к делу, берем ножовку по металлу и пилим вторичную обмотку. Пилить надо с двух сторон и очень аккуратно, чтобы случайно не повредить сетевую обмотку.

Теперь надо закрепить трансформатор в тисках и через металлическую наставку с помощью молотка выбить внутреннюю часть вторичной обмотки.

Новую обмотку надо мотать толстым медным проводом. Идеальным вариантом будет сварочный кабель с сечением жилы 16 мм 2 толщина жилы по меди около пяти миллиметров. Желательно брать сварочный кабель в толстой резиновой изоляции.

Делаем два витка. Сварочный кабель плотно входит в окно трансформатора. На этом переделка трансформатора от микроволновки завершена. На концы сварочного кабеля надо одеть медные трубчатые клеймы и расплескать.

Измеряем напряжение на выходе, с двух витков сварочного кабеля получилось 1.2 вольта, а сила тока при такой толщине кабеля будет примерно 600 ампер.

Ну и конечно тесты. Тестировать будем на гайке, собственно для нагрева гаек эта самоделка и предназначена. Буквально за пару минут гайка М8 нагрелась до бела. А, это пожалуй хороший результат.

Нагреватель из микроволновки будет очень хорошим помощником, как для домашнего мастера, так для мастера по ремонту автомобилей. Ведь очень часто приходится откручивать заржавевшие гайки методом нагрева с резким охлаждением холодной водой.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать нагреватель из микроволновки
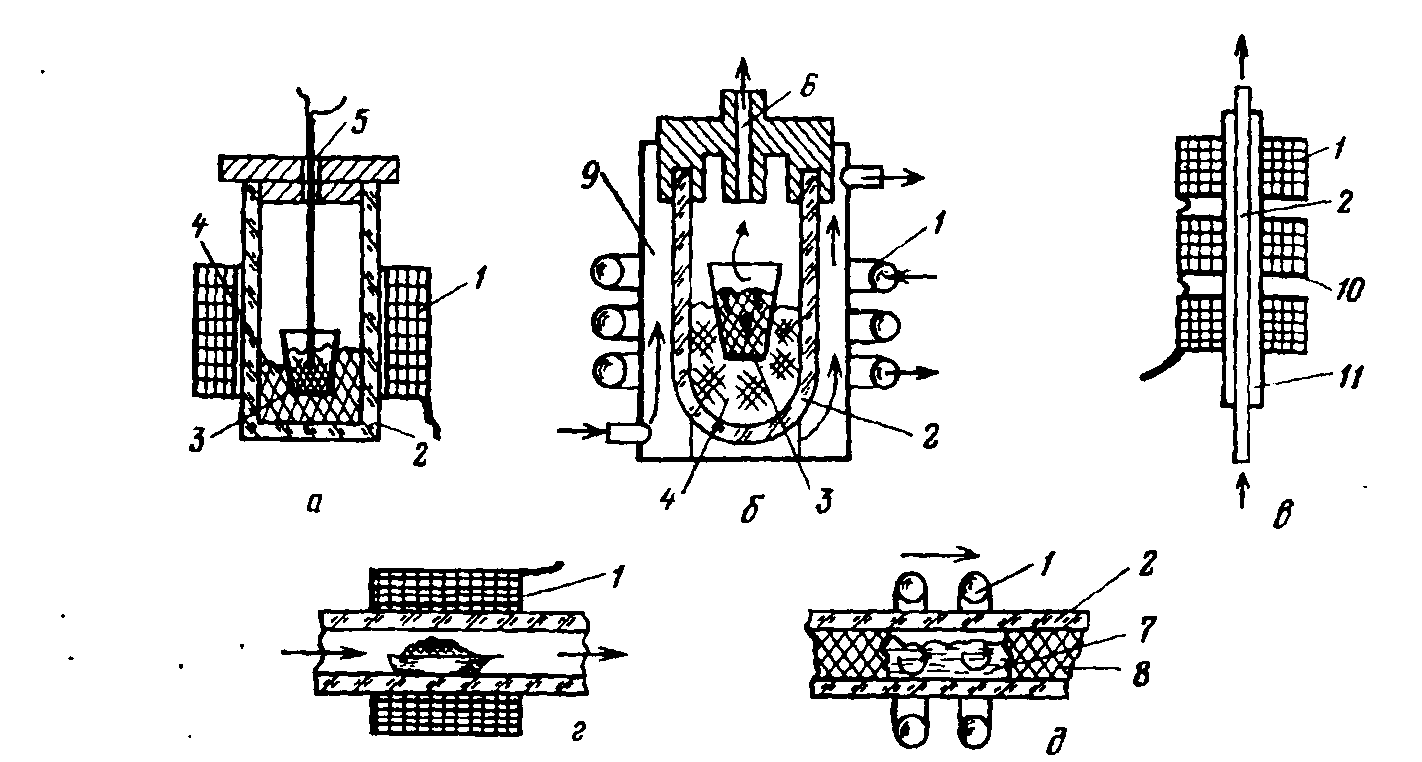
Разновидности индукционных печей
В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
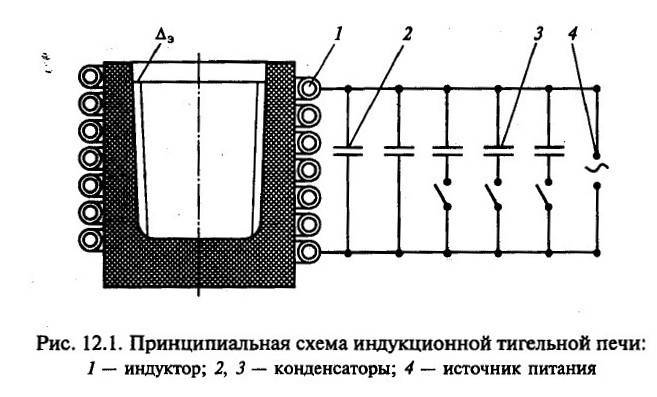
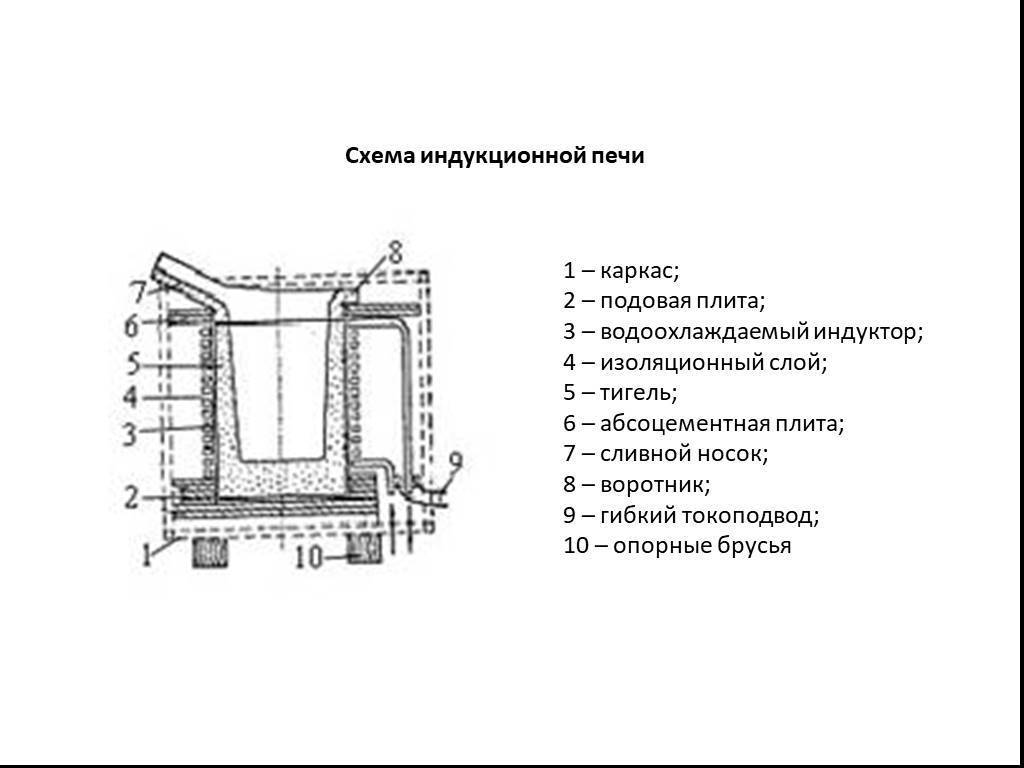
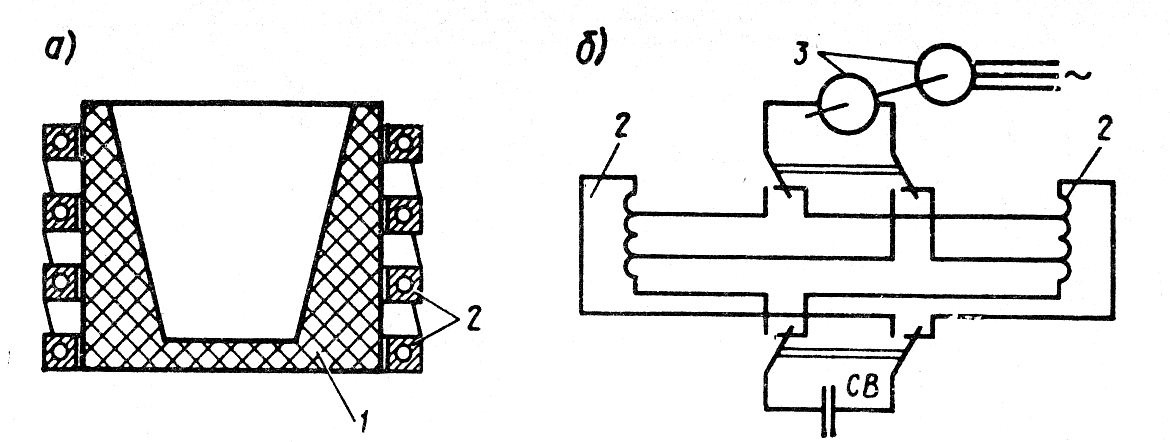
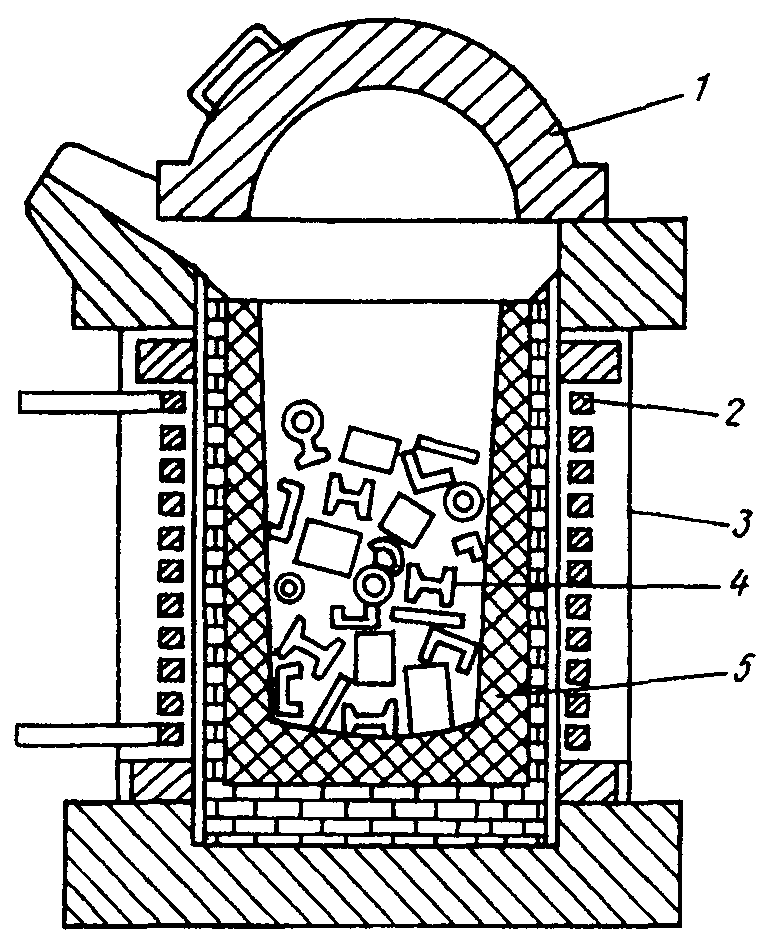
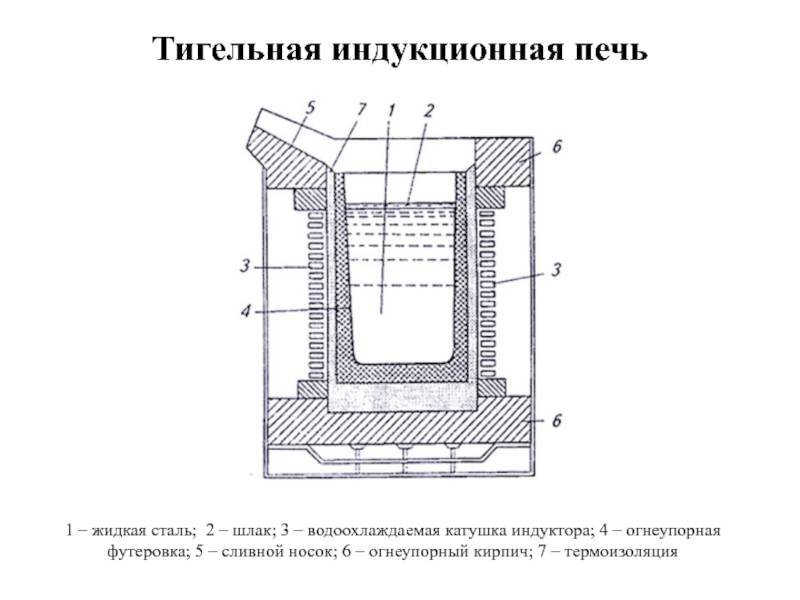
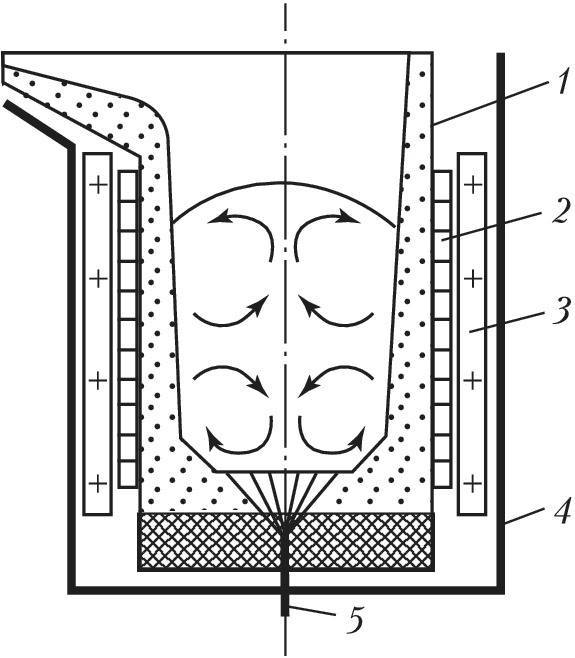
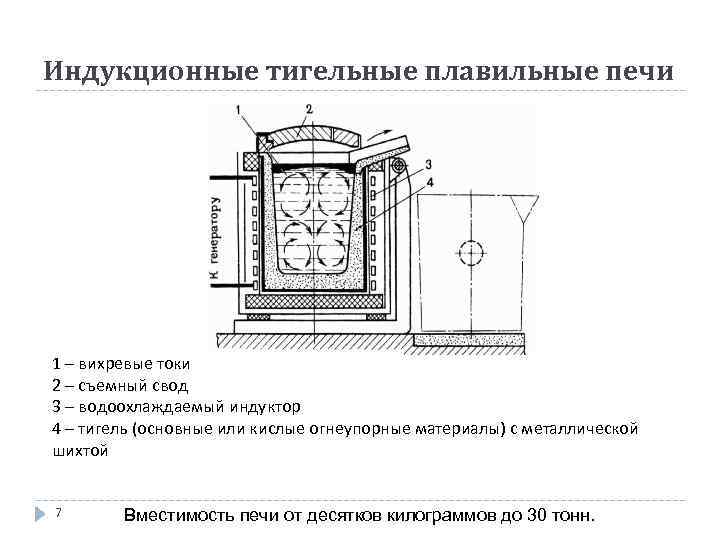
Тигельные.
Один из самых распространенных в металлургии видов.
В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
Достоинства тигельных плавильных печей:
- Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
- Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
- Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
- Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
- Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
- Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;
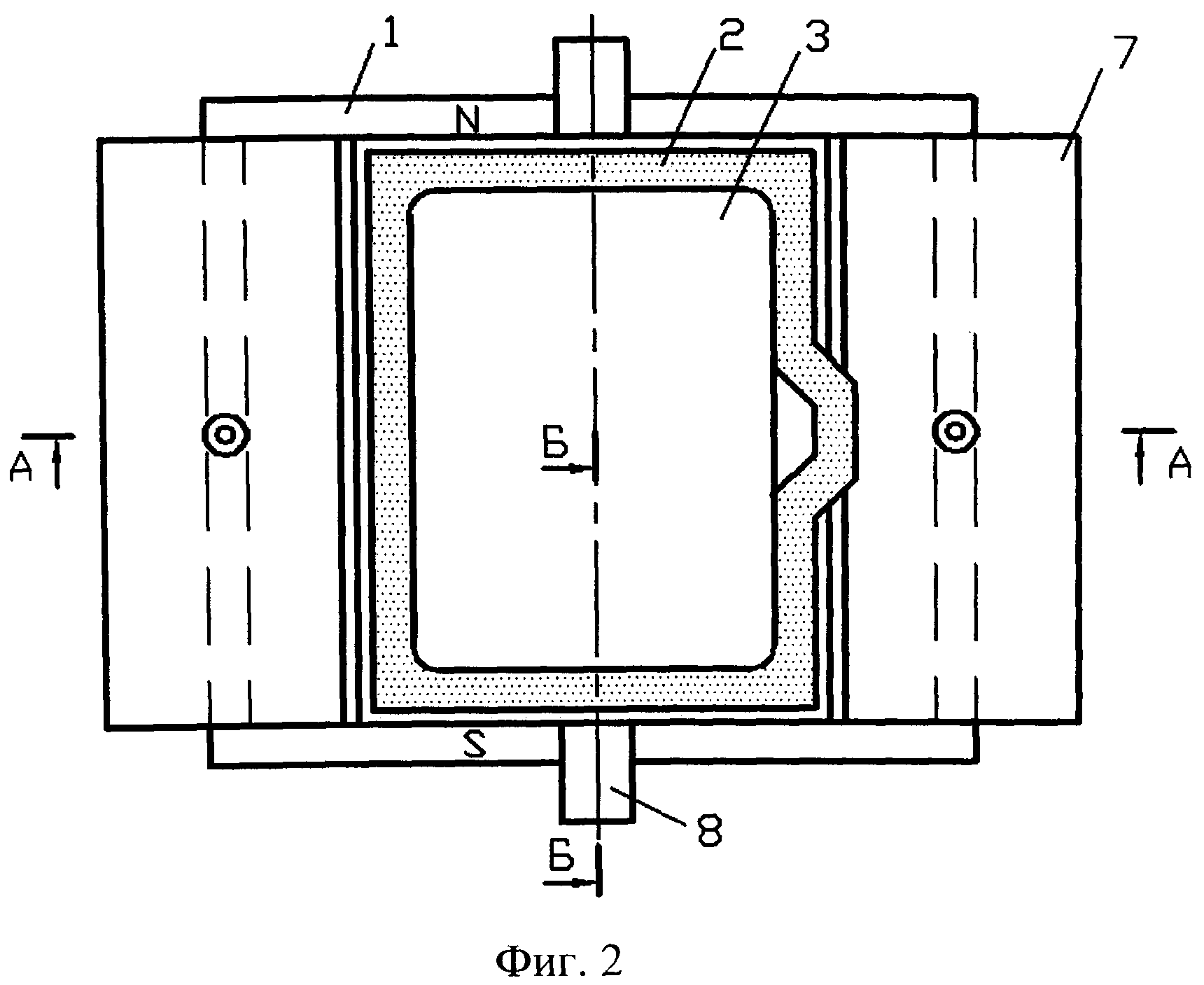
Канальные.
По конструкции напоминают трансформатор.
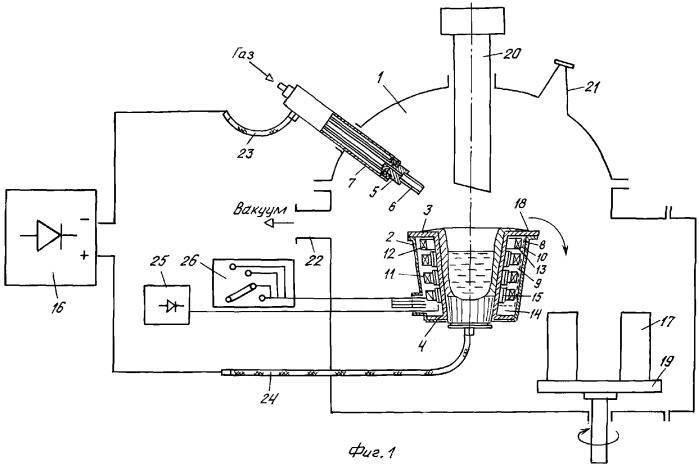
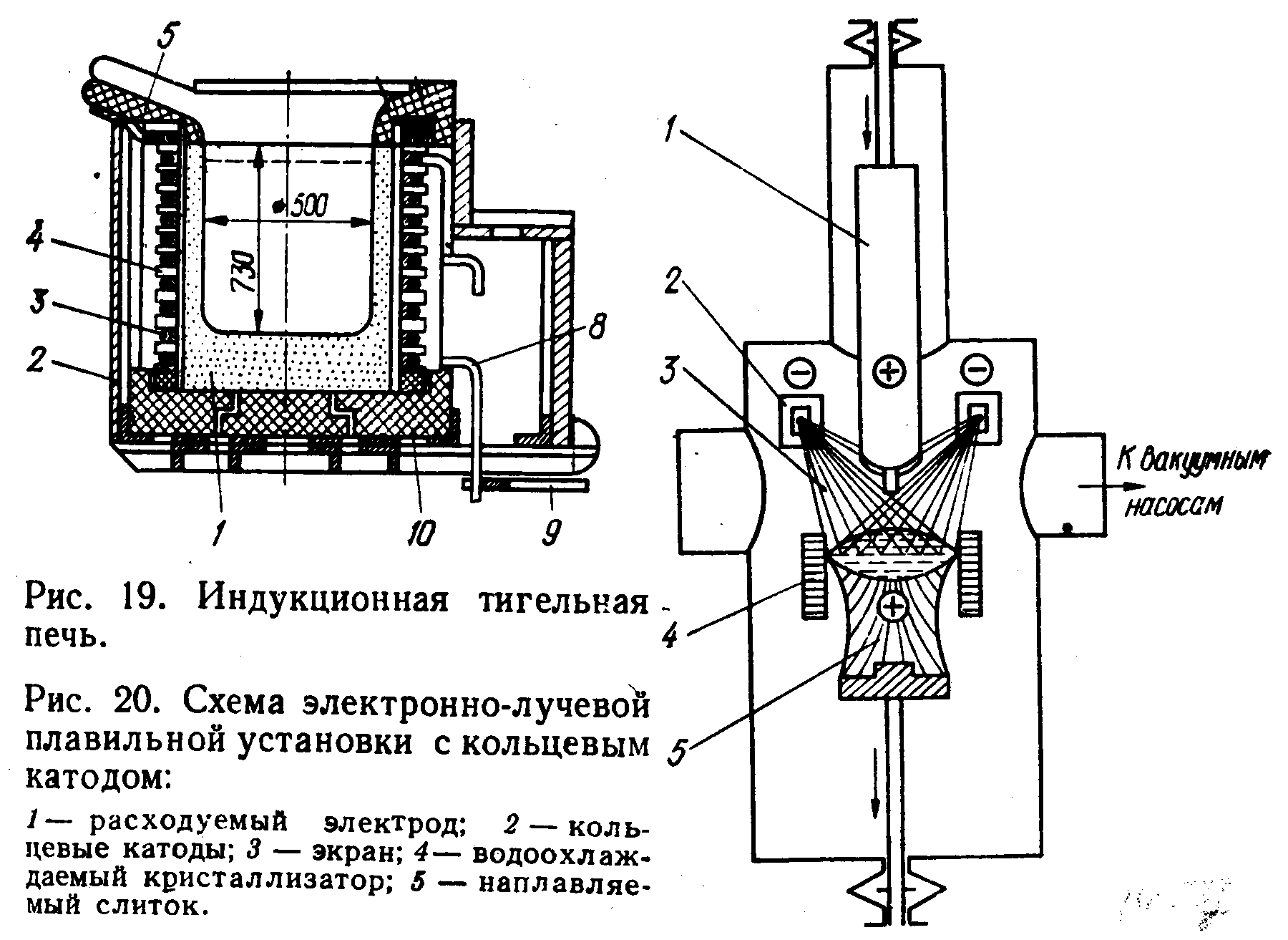
Вакуумные.
Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
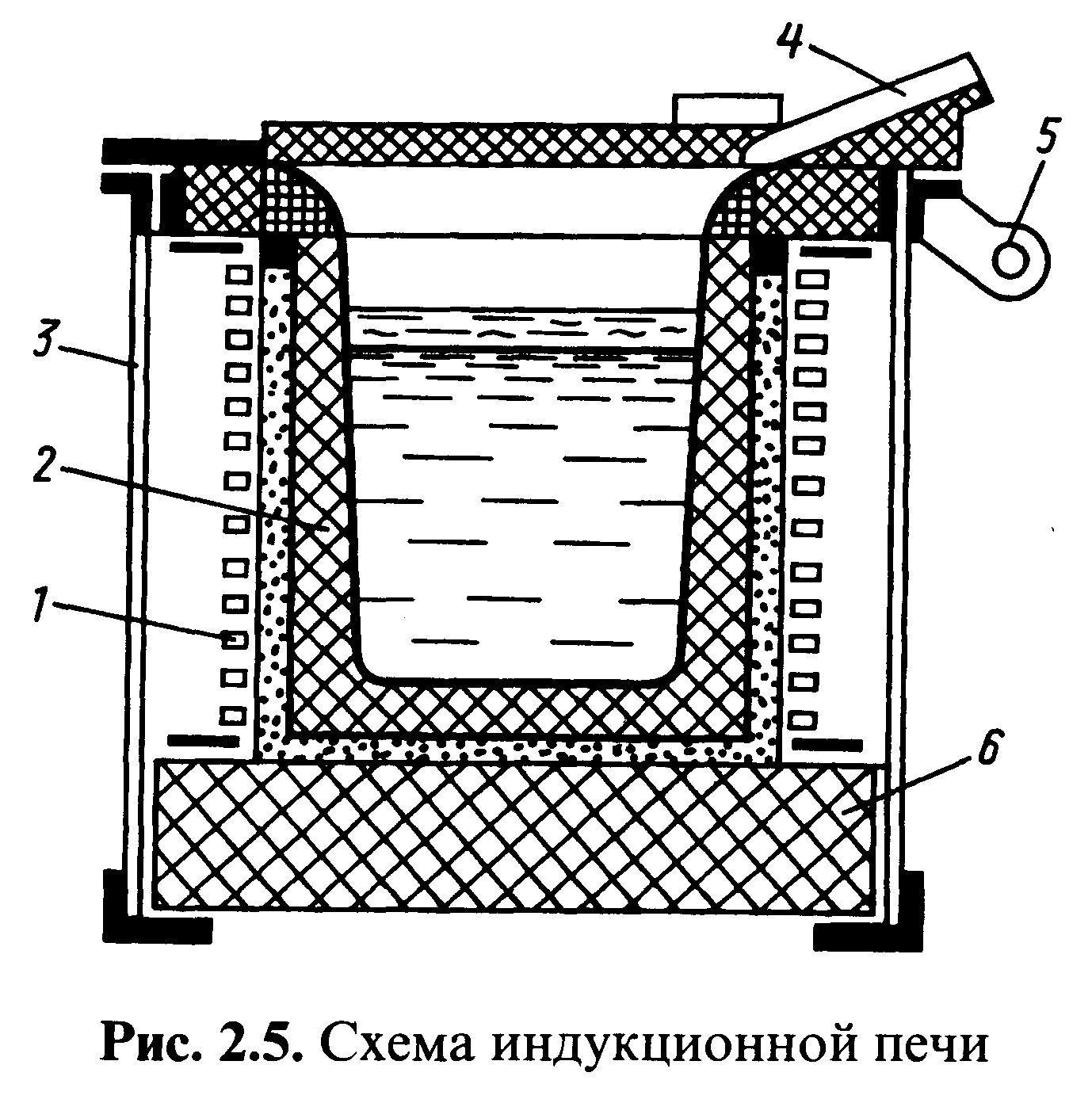
Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.
Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.
Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
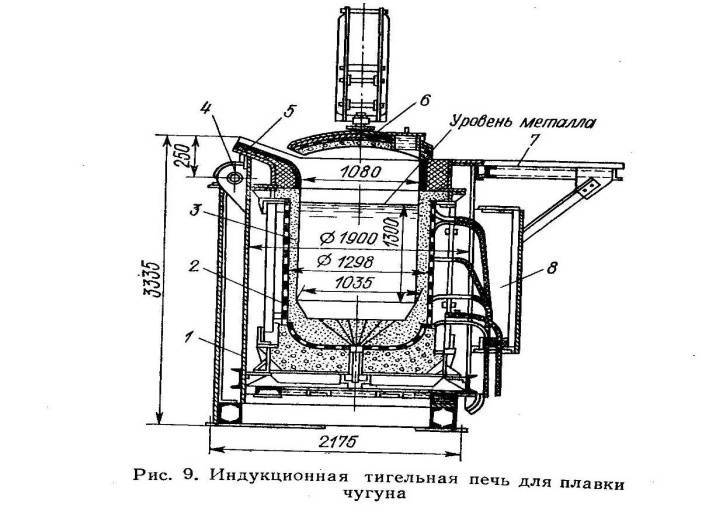
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов.
Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
Технология использования
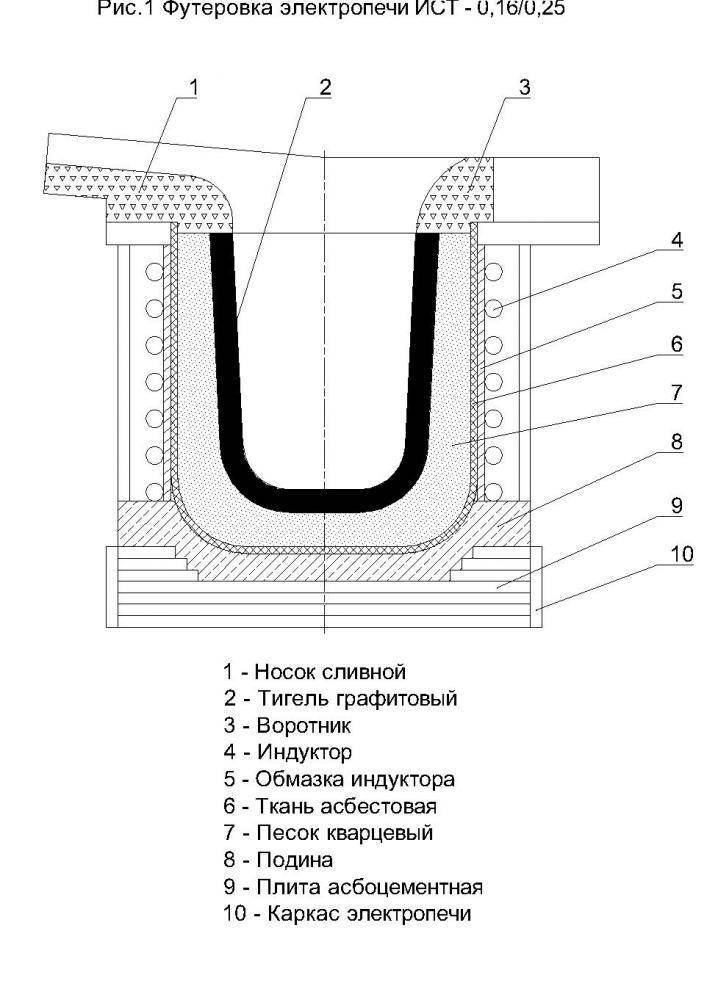
Перед началом работы с тигельной электропечью следует обязательно проверить состояние тиглей и футеровки — внутренней защитной теплоизоляции. Если она рассчитана на применение двух видов тиглей: керамических и графитовых, необходимо выбрать по инструкции соответствующий загружаемому материалу.
Порядок работы:
- Тигель вставить внутрь индуктора и, загрузив рабочим материалом, накрыть теплоизоляционной крышкой.
- Включить водяное охлаждение. Многие модели электроплавильных агрегатов не запустятся, если нет необходимого давления воды.
- Процесс плавки в тигельной ИПП начинается с ее включения и выхода на рабочий режим. Если есть регулятор мощности, перед включением установить его в минимальное положение.
- Плавно поднять мощность до рабочей, соответствующей загруженному материалу.
- После расплавления металла мощность снизить до четверти от рабочей для поддержания материала в расплавленном состоянии.
- Перед разливом убрать регулятор до минимума.
- По окончании плавки — обесточить установку. Водяное охлаждение отключить после ее остывания.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
Изготавливается обмотка
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Преимущества перед другими видами плавильных печей
Индукционные печи – не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.

Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата.
Обязательное условие эффективной работы печи – продуманная система охлаждения. К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
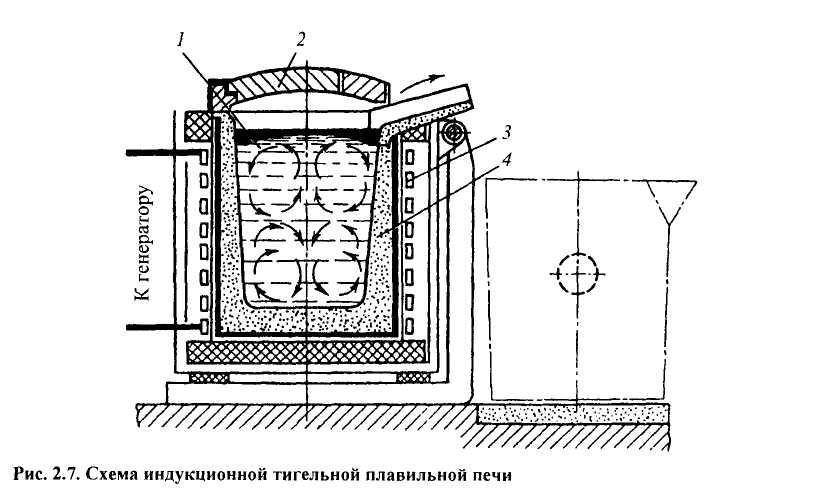
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция.
Это способствует повышению однородности полученного в результате плавки металла.
Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности.

Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов.




Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты.
Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза.
Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного).
Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.

В целом преимущества использования индукционной переплавки металла повышаются за счет использования разных типов агрегатов.
Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки.
В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки.
Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор
Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы
Выводы и полезное видео по теме
Как самому собрать котел индукционного типа:
Как работает самодельный индукционный нагреватель:
Что такое индукционный нагрев:
Индукционный котел – наиболее экономичный и эффективный из всех отопительных приборов, работающих от электричества. Существует множество модификаций самодельных индукционных устройств, можно выбирать любое, наиболее подходящее к условиям эксплуатации.
Чтобы купить такое устройство в магазине придется потратить значительную сумму, поэтому домашние умельцы научились изготавливать их самостоятельно.
Вы используете в качестве отопительного прибора самодельный индукционный котел? Поделитесь фотографией свой самоделки и рекомендациями по сборке в блоке комментариев.





