

2 Кратко о популярном инструменте для накатывания резьбы
Для упорных, метрических, трапецеидальных и других по профилю резьб применяются плоские резьбонакатные плашки. Данный вид инструмента хорошо зарекомендовал себя также для выполнения винтовых и кольцевых канавок на пластичных деталях, разнообразных рифлений и шурупных резьб.
Используются не отдельные плашки, а их комплект из двух штук. Одна из них соединена с ползуном металлообрабатывающего агрегата, что позволяет ей осуществлять движение возвратно-поступательного характера. Вторая монтируется на рабочей поверхности станка неподвижным образом. Движущаяся плашка при перемещении агрегата захватывает изделие, которое требуется обработать, и по неподвижной плашке осуществляет его прокатку.
Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные стержни, на которых уже имеется резьба. Они снабжены хвостовиком, калибрующей и заборной частью. Резьба на заготовке получается за счет пластического деформирования (аналогично обработке роликами). Раскатники рекомендуется применять для работы с цветными листовыми металлами, мягкими и вязкими марками стали, материалами с высоким уровнем пластичности.
Станок (тиски) для вязания мушек своими руками
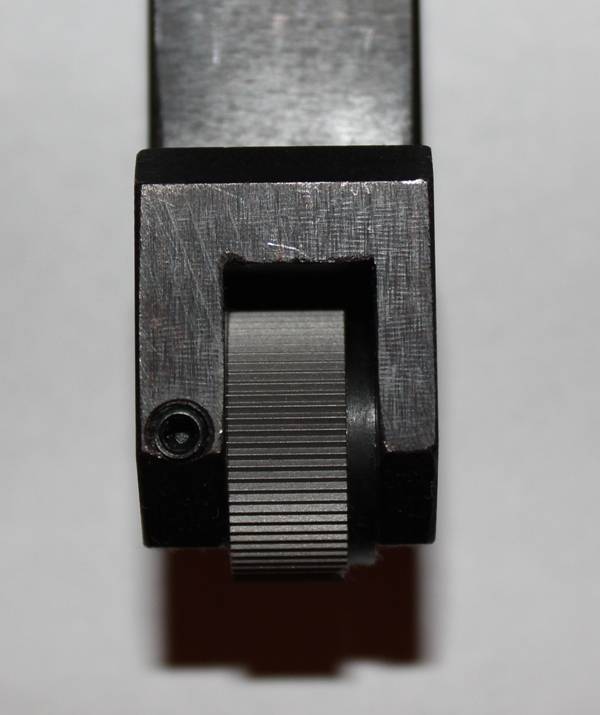
Любой начинающий рыболов, пожелавший связать мушку своими руками, столкнется с проблемой закрепления крючка для комфортной работы с материалами. Необходим станок (тиски, струбцина), но не всегда есть возможность его приобрести, особенно для жителей российской глубинки. Мне самому, в свое время, пришлось быть в такой ситуации и не было другого выхода, как сделать станок своими руками.
В конструкции предусмотрена возможность поворачивать мушку на 360 градусов. Увеличительное стекло (легко демонтируется) поставлено через некоторое время, но особого удобства не добавило. Проволочная подставка помогает, отодвигая бабинодержатель с монтажной нитью от самой мушки, при намотке люрекса, дополнительной обмотке тела разными материалами и прочими вспомогательными операциями. Тиски хотя и выглядят сложными в изготовлении, но никаких особых проблем с их созданием не было. Они сделаны, если просто сказать — «из того, что было…». Тормозная тяга от грузового автомобиля, ненужный резец, плюс небольшой лист толстого железа, несколько винтов …. И еще надо «приложить» руки… и голову… Впоследствии появилась возможность купить недорогой набор для вязания мушек, где кроме станка было еще много нужных принадлежностей.
Если бы у меня раньше была возможность видеть подобные тисочки — то конечно же я бы обязательно сделал, что-то подобное и не стал усложнять конструкцию. Проще такого станка я не видел. Все можно сделать легко дома, имея дрель со сверлами, плашку, метчик на 6 мм и 5 мм, ножовку по металлу.
Единственное, что металл для губок должен быть чуть-чуть упругим. На начальном этапе такого станка вполне хватит. Такой прибор даже при поездке на длительную рыбалку не займет много места. Я своим пользуюсь уже лет 6 и никаких нареканий к нему нет. Со своей прямой обязанностью — надежно удерживать крючок, справляется блестяще.
Продолжение следует…
1 Накатка резьбы с помощью роликов – достоинства и недостатки методики
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому давлению.
В результате этого между резьбовыми витками наблюдается явление заполнения впадины, что приводит к формированию требуемой резьбы. Причем подобное деформирование происходит без снятия стружки с заготовки.
Достоинствами данной методики признаются далее приведенные факты:
- верхняя часть детали характеризуется очень малым уровнем шероховатости;
- показатель усталостной прочности изделия находится на высоком уровне;
- производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
- высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.
К недостаткам накатки роликами относят то, что, во-первых, по сравнению с процессом шлифования металла она менее точна, во-вторых, требуются достаточно дорогие приспособления для осуществления технологического процесса
Кроме того, при использовании роликов важно грамотно выбирать режим обработки и очень точно рассчитывать геометрические параметры рабочего инструмента и детали. Если эти условия не будут выполнены, возрастает вероятность образования ряда негативных явлений:
- отслаивание металла по резьбе;
- чешуйчатость заготовки;
- большой перенаклеп.
Накатные ролики для токарного станка и рифления
Накатка — это способ обработки поверхностного слоя металлических деталей. В процессе на детали формируется сетка, риски. Существует несколько ее разновидностей. Методом накатывания изготавливают, например, рифленые ручки для станков и механизмов. Осуществляется накатка с помощью специального одноименного инструмента.
Виды накатывания
Различают два вида накатки:
- формообразующую;
- упрочняющую.
Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом.
Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.
Накатка рифления
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, ммин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, ммоб | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Станки и инструменты
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.






Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Как сделать рифление в компасе
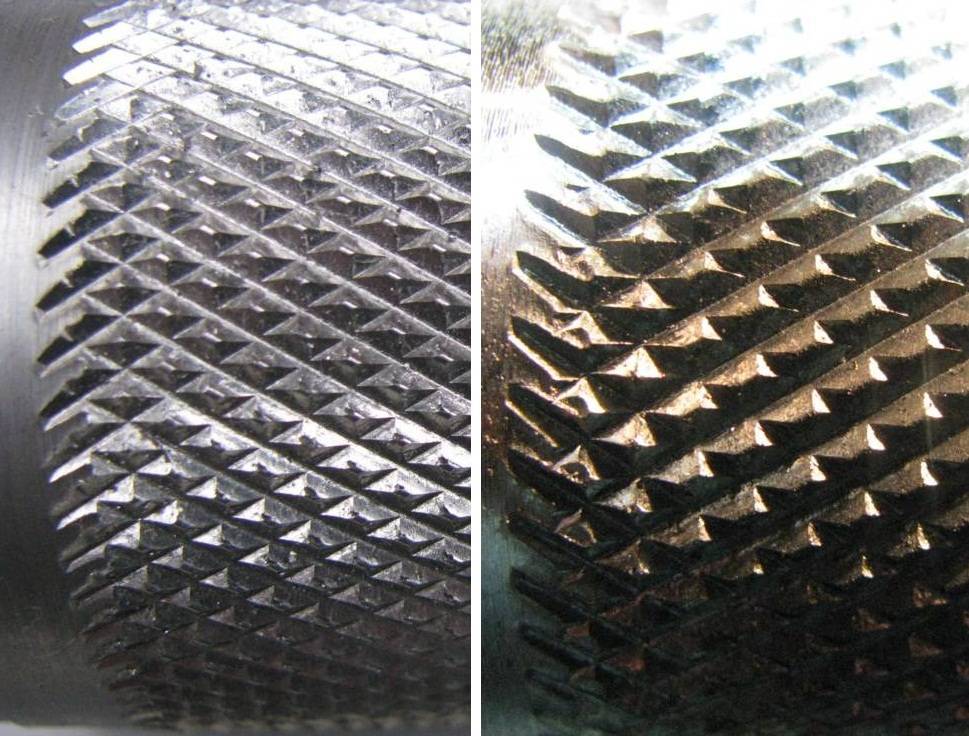
Рифления, а так же различные знаки, маркировочные клейма наносятся на элементы деталей с использованием метода холодного накатывания. Этот способ имеет весьма высокую производительность. Его основой является свойство металлов под воздействием накатников или накатных роликов образовывать локальные деформации. Рукоятки цилиндрической формы всевозможных измерительных инструментов, рукоятки высококлассных калибров, головки микрометрических винтов и прочих подобных изделий, для удобства пользования, фиксации и удержания делают не гладкими, а рифлеными.
Сам процесс получения такого рода поверхностей называется накатыванием, а инструмент, с помощью которого он производится – накатками.
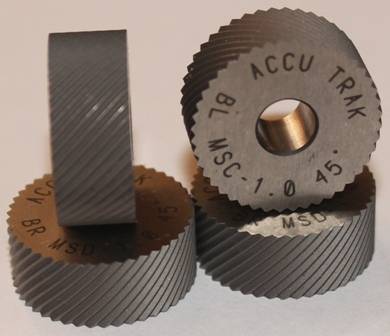
По структуре получаемой поверхности накатки подразделяются сетчатые, прямые и перекрестные.
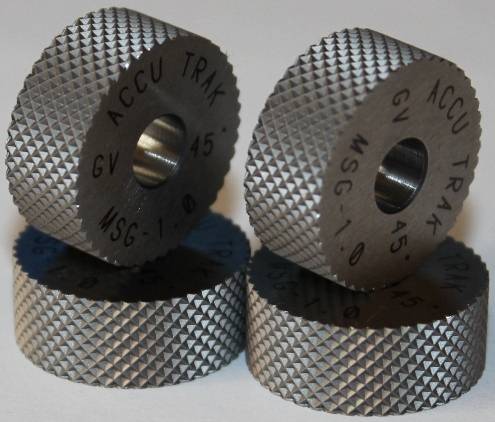
Рифление прямое 1.0 ГОСТ 21474–75
Рифления на поверхностях деталей возникают не только после накатки, но и в результате использования еще целого ряда технологий, предполагающих обработку поверхностей металлов для достижения их пластической деформации без снятия стружки. К наиболее распространенным из них относятся алмазное выглаживание, раскатывание и обкатывание поверхностей, накатывание резьб, зубчатых колес и шлицевых валов, а также калибровка отверстий.
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Самодельные станки и приспособления | Мастер Винтик. Всё своими руками!
Когда у домашнего мастера есть станки, тиски, различные приспособления и конечно, весь необходимый инструмент — то и работу выполнять приятней и быстрее. Поэтому сегодня речь пойдёт именно о них — наших помощниках! ????
Первыми подверглись модернизации настольные тиски, их крепление к столу при помощи струбцины не очень удобно, да и мебель такое крепление «коцает» изрядно.
Тем более что для меня основное использование этих тисков — «третья рука» при пайке проводов к платам, разъемам и т.д.









Основанием послужила пластина из металла толщиной 20 мм размером 8×12 см., на которой были и закреплены тиски. Снизу на пластину приклеил две полоски тонкой резины, что бы не скользили по столу, и не царапали мебель. Пользоваться тисками стало намного удобнее.
- Возможность крепления при помощи струбцины тоже сохранилась, нужно просто скрутить тиски с подставки и вместо винта крепления к подставке вкрутить винт струбцины.
Самодельный сверлильный станок
Далее настал черёд «сверлилки» для печатных плат, раньше платы сверлил шуруповертом, что было не очень удобно (скажу больше очень неудобно).
Решил сделать небольшой настольный сверлильный станочек.
Конструкцию подсмотрел в интернете. Двигатель нашел в своих залежах, цанговый патрон купил в магазине, остальное из подручных материалов.
Получилось вот такой сверлильный станочек.
Размеры станка (Д.Ш.В.) 15×7х22 см.
Самодельное точило
Следующим пунктом было изготовление небольшого точила для заточки сверл, правки отверток, заточки ножей и т.д.
Здесь основная проблема была в поисках двигателя. Двигатель нашел от устройства считывания перфолент — мощностью 250вт 900 об/мин. Корпус изготовил из текстолита, насадку для крепления точильного камня выточил знакомый токарь.
Размеры 17×15х12 см. Работа точила мне понравилась, небольшие обороты двигателя позволяют затачивать мелкие инструменты не пережигая металл.
В. Болдырев (сайт:FOTOTANK.RU)
- Магнитный фильтр для воды своими руками
Живу в местности где водопроводная вода очень жесткая. Замучился каждый месяц выковыривать накипь с чайника, очищать ТЭН стиральной машинки. Газовый котел с колонкой до сих пор вспоминаются в страшном сне. Что делать? Интернет на тот момент только зарождался и вспомнились мне полученные знания в Бауманке – омагнитить воду, сделать её мягкой. Собрал магнитный фильтр на водопровод, установил его на входе воды в помещение и… проблема накипи пропала. Небольшой осадок в чайнике легко смывается водой, в газовый котел, стиральную машинку я уже много лет и не заглядываю.
Подробнее…
Как сменить (сбросить) пароль в Mac OS Lion?
Что делать, если забыли пароль? Простое решение
Существуют несколько возможностей сбросить (сменить) пароль в Mac OS Lion. Сегодня я расскажу об одном интересном способе, позволяющем сбросить настройки учетной записи (сменить пароль), без перезагрузки вашего Мака. Подробнее…
Ремонт и обслуживание швейной машинки своими руками
Швейная машинка — нужный прибор у домохозяек. Сейчас выпускают швейные машинки с электроприводом и дополнительными возможностями, не то что раньше… Но тем не менее старыми машинками ещё часто пользуются. Они надёжнее, чем современные. У многих бабушкин раритет хранится бережно, как память, а также как шедевр нашей советской промышленности. Им много лет и им нужно провести техобслуживание, а может и ремонт.
Подробнее…
Популярность: 52 824 просм.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Какие инструменты необходимы?
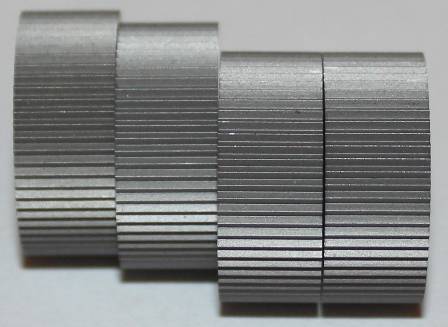
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.









Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.
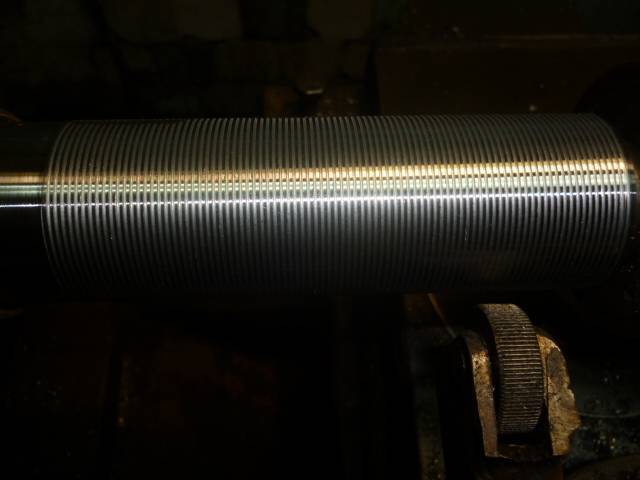
Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
3 Особенности использования роликов для накатки резьбы
Все описанные выше способы выполнения резьбы по своим технологическим возможностям ощутимо уступают методике, при которой используются ролики. Как правило, применяется два ролика (иногда их может быть три или четыре). А сам рабочий процесс производится на универсальных либо специальных станках для накатки резьбы.
Существует три варианта накатывания резьбы роликами в зависимости от того, каким образом резьбонакатной станок подает рабочий инструмент и изделие: с тангенциальной подачей детали; с радиальной подачей роликов; с осевой подачей заготовки.
Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
- двух роликов цилиндрической формы, каждый из которых имеет собственную окружную скорость;
- двух пар роликов затылованного типа либо просто двух таких роликов;
- двух роликов затылованного типа в центрах.
Отличие цилиндрических приспособлений от затылованных заключается в том, что у вторых имеется не только калибрующая и заборная части, но еще и сбрасывающая. По стоимости затылованные ролики дороже обычных, а использовать их можно как на простых станках, на которых шпиндельные узлы находятся в фиксированном положении, так и на специальных полуавтоматических резьбонакатных установках.
В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания резьбы ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. А при монтаже заготовки в центрах станка следует пользоваться крупными по сечению роликами (от 20 до 30 сантиметров).
Более популярным способом накатки резьбы является вариант, когда ролики подаются радиально. Востребованность этой методики обусловлена в первую очередь простотой используемого инструмента и необходимой для выполнения операции оснастки. Обычно накатка производится при помощи двух вращающихся роликов. Радиальную подачу при этом имеет лишь один из них.
При радиальной подаче применяются только цилиндрические ролики, которые соответствуют положениям Государственного стандарта 9539. Они бывают нормальной и повышенной точности, предназначены для нарезания резьбы сечением от 3 до 68 миллиметров (шаг варьируется от 0,5 до 6 миллиметров). Посадочное отверстие таких цилиндрических приспособлений может иметь следующие размеры – 45, 80, 54 или 63 миллиметра.
Геометрические параметры роликов цилиндрической формы устанавливают посредством проведения специальных расчетов, при которых во внимание принимается уровень точности, шаг, сечение и протяженность резьбы, которую требуется произвести. Очень важным представляется и то, чтобы винтовая линия на резьбе и на роликах характеризовалась идентичными углами подъемов
Именно по этой причине на роликах резьба выполняется многозаходной.
Если на изделие необходимо накатать длинную резьбу, в большинстве случаев применяется схема осевой подачи детали. Она производится на средней скорости порядка 9 тысяч миллиметров в минуту. Данная схема реализуется крайне редко, так как при ней отмечается уменьшение прочности инструмента, вызванное проскальзыванием витков обрабатываемого изделия и роликов, а также наличие погрешности шага (на каждые 10 сантиметров длины около 10 микрометров).





