

Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ
Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
Читать также: Торцевальный станок по дереву
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
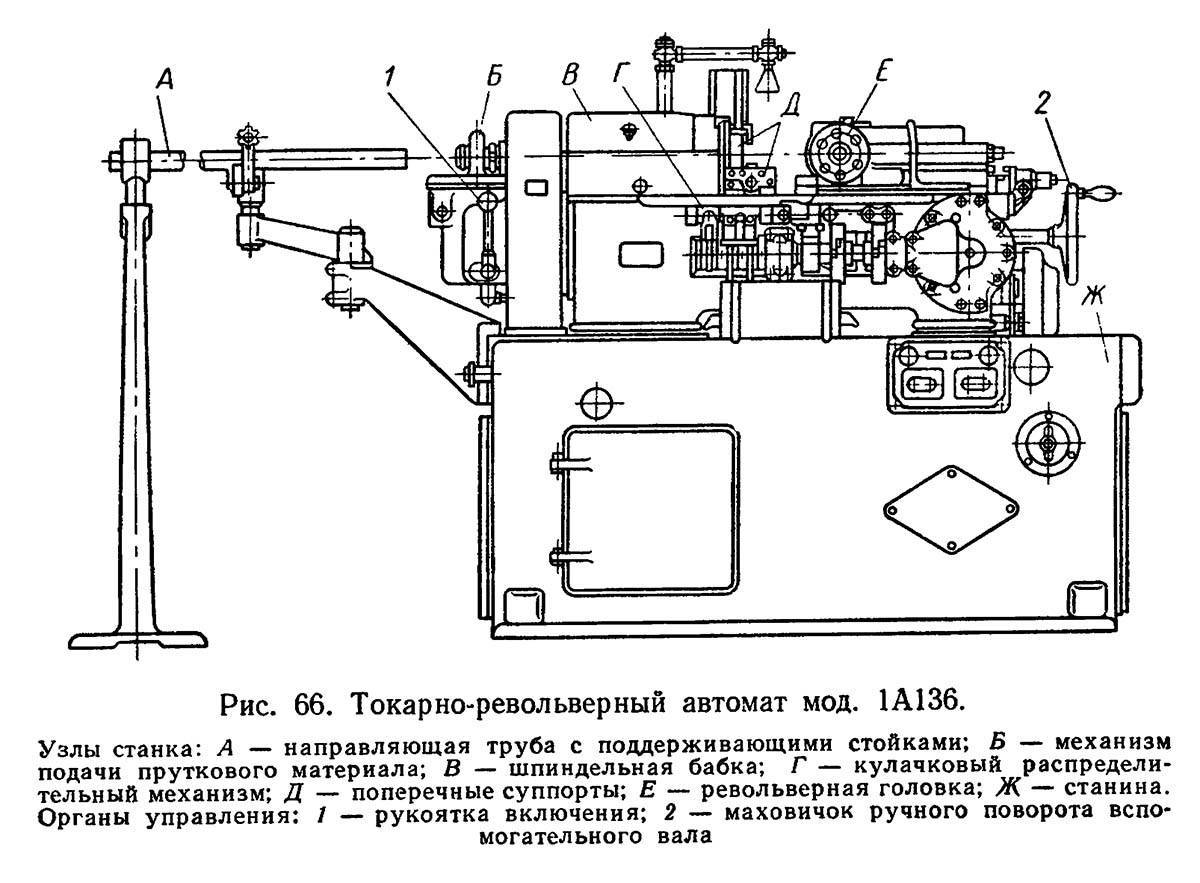
Токарно-револьверный станок является подвидом токарного станка и предназначен для обработки деревянных, металлических и прочих заготовок с использованием силы вращения. В классическом токарно-револьверном станке используется один патрон для закрепления детали и один держатель для резца.
При этом детали передаётся не только продольное движение вокруг своей оси, но и круговое. Благодаря такой особенности токарно-револьверные станки считаются универсальными – на них возможны весь диапазон работ, на которые способны остальные виды токарных станков.
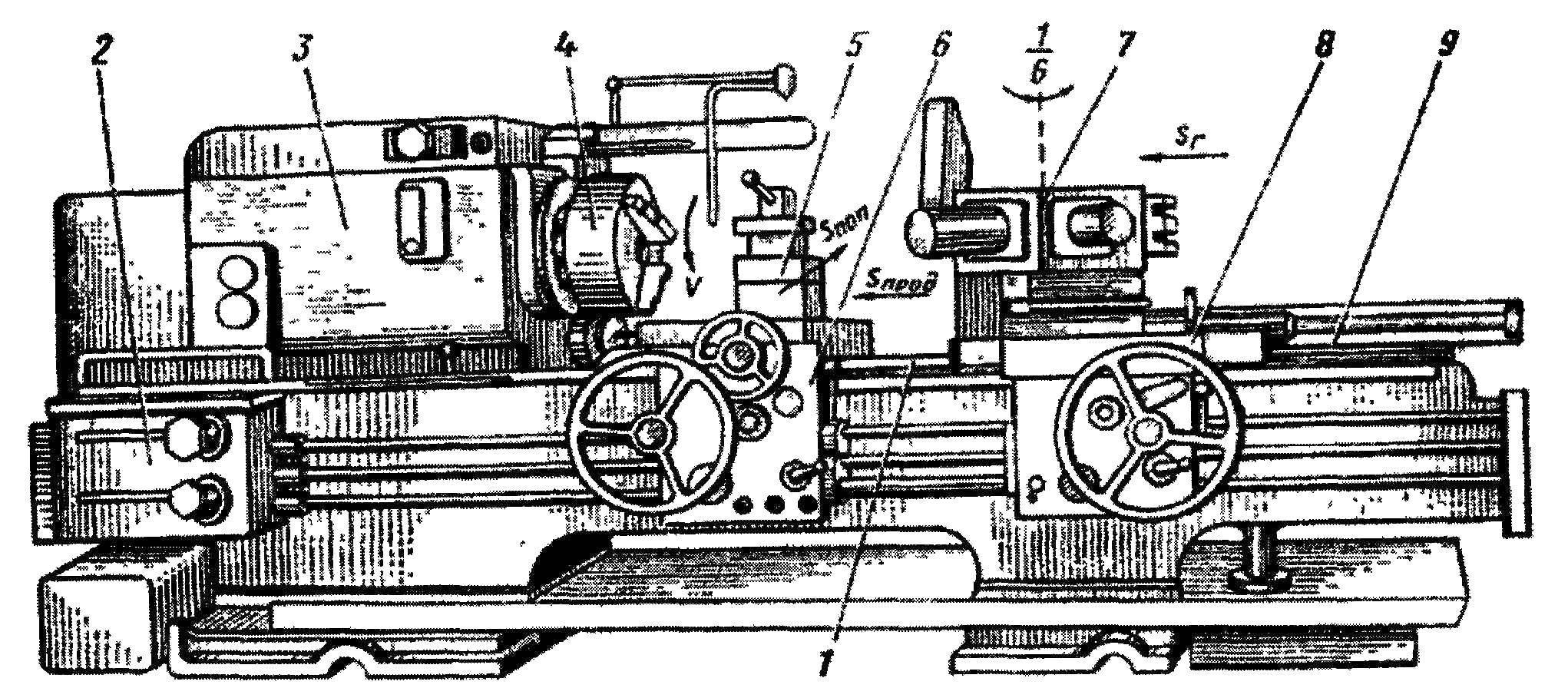
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
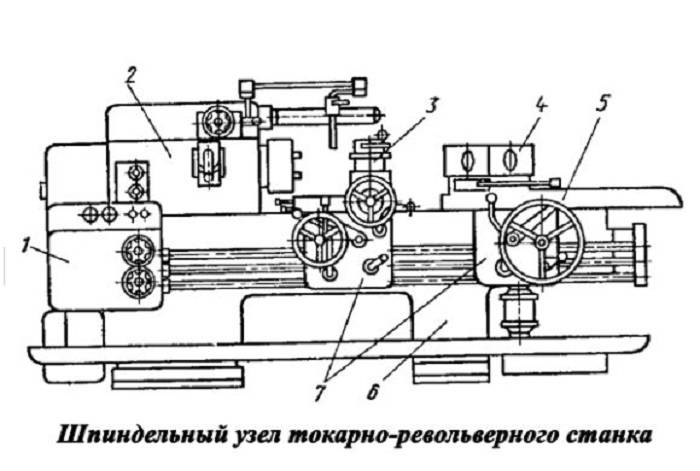
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Разновидности
Токарные револьверные станки по своим техническим характеристикам подразделяются на:
- станки с поперечным механизмом вращения;
- устройства с суппортом, перемещающимся в продольном направлении.
На станках последней разновидности чаще всего выполняют операции по развертыванию заготовок, нарезке резьбы, сверлению и обтачиванию. Кроме того, оборудование этого типа может использоваться для выравнивания торцевой части деталей либо ее подрезки. Станки с поперечным механизмом вращения предназначены для работы с деталями, имеющими фасонные поверхности.


Помимо обычного на современных производствах часто используется такое оборудование, как станок токарный настольный. Преимуществом этого вида считаются в основном довольно-таки компактные размеры. Станки данного типа удобно использовать в небольших авторемонтных мастерских, учебных заведениях и т. д. Предназначено оборудование этой разновидности в основном для изготовления деталей малых размеров.
Станок токарный настольный может выполнять все те же функции, что и обычный. Управляются эти устройства в большинстве своем электроникой, что практически исключает возможность выпуска брака. Крепится станок этой разновидности на стол или специальную подставку.

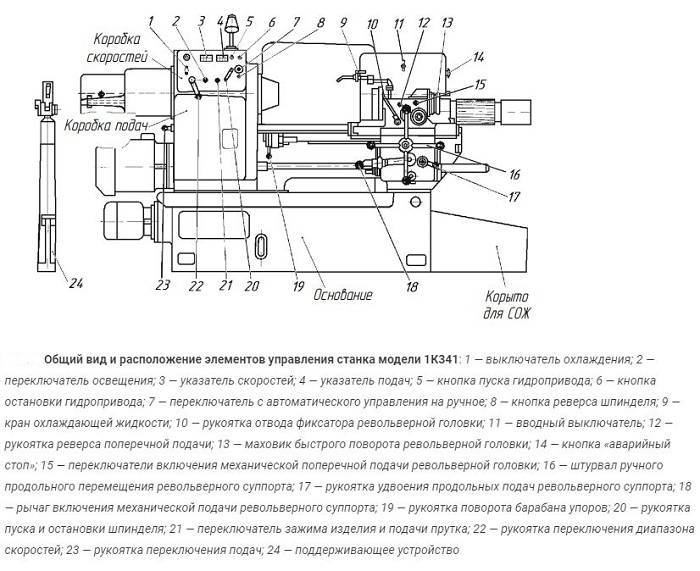
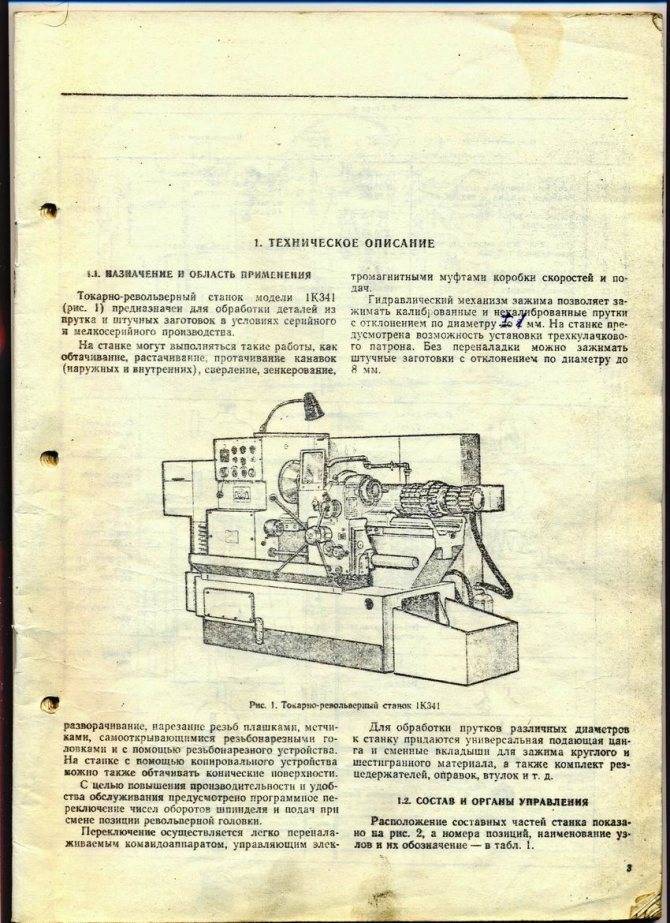
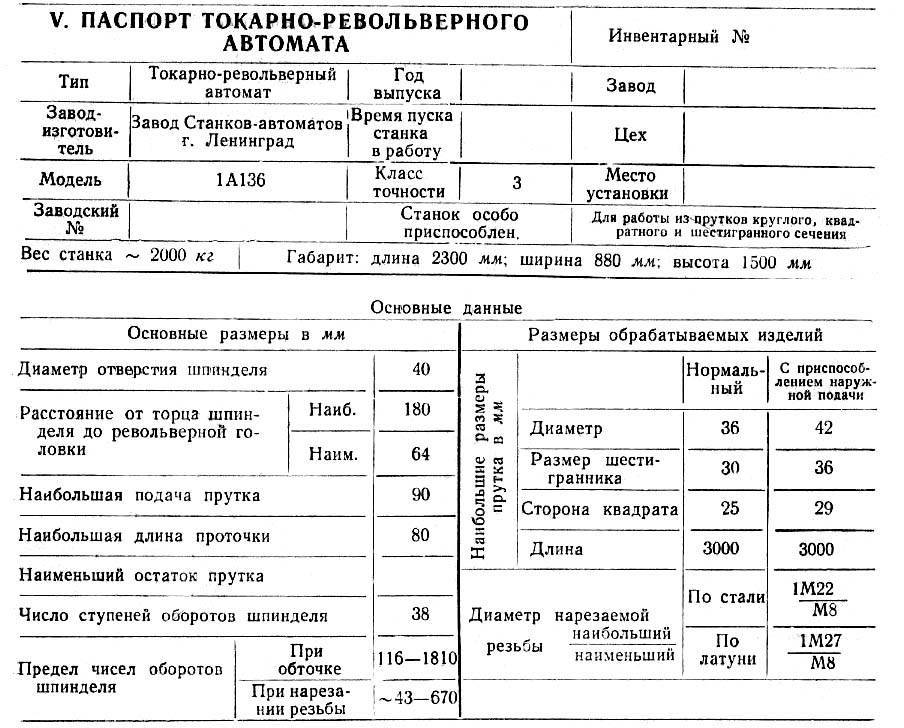
Назначение станка по металлу 1К341
Для обработки деталей из прутка и штучных заготовок в условиях серийного и мелкосерийного производства. Обтачивание, растачивание, протачивание канавок, сверление, зенкование, разворачивание, нарезание резьб плашками, метчиками
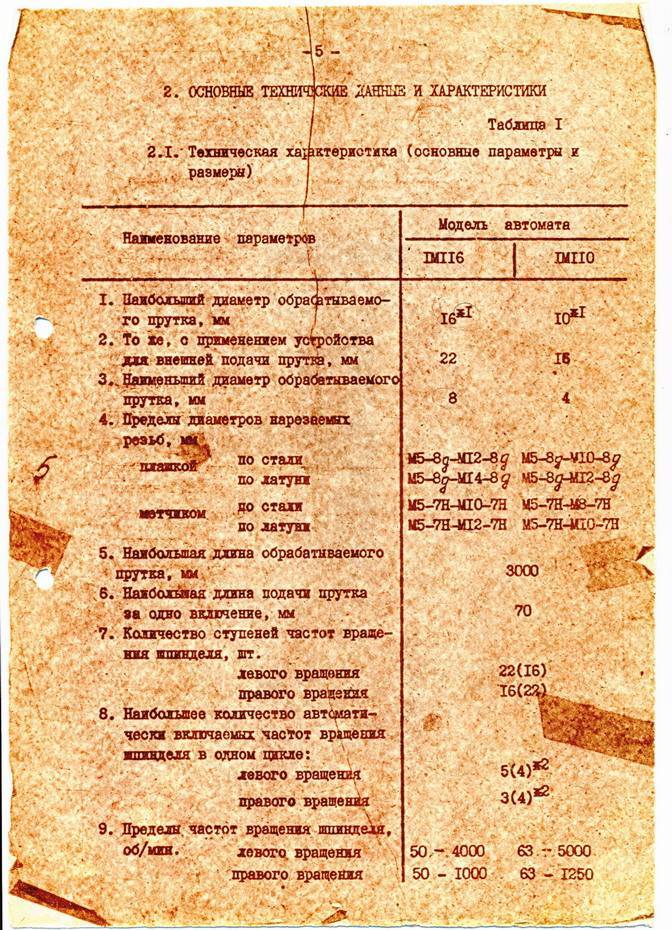
Технические характеристики станка 1К341
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-револьверный с ручным управлением 1К341 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1К341 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок токарно-револьверный с ручным управлением 1К341 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-револьверный с ручным управлением 1К341 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-револьверный с ручным управлением 1К341 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
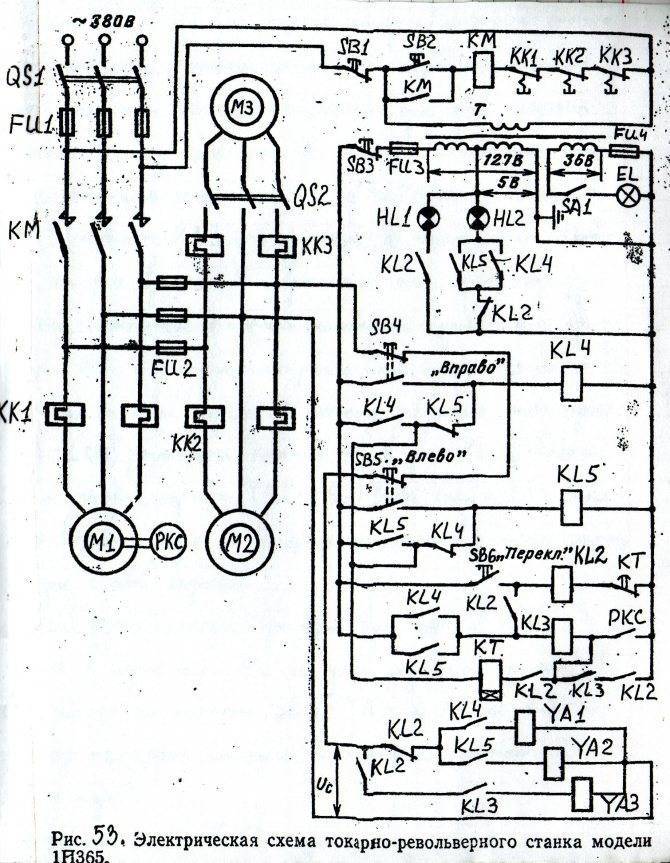
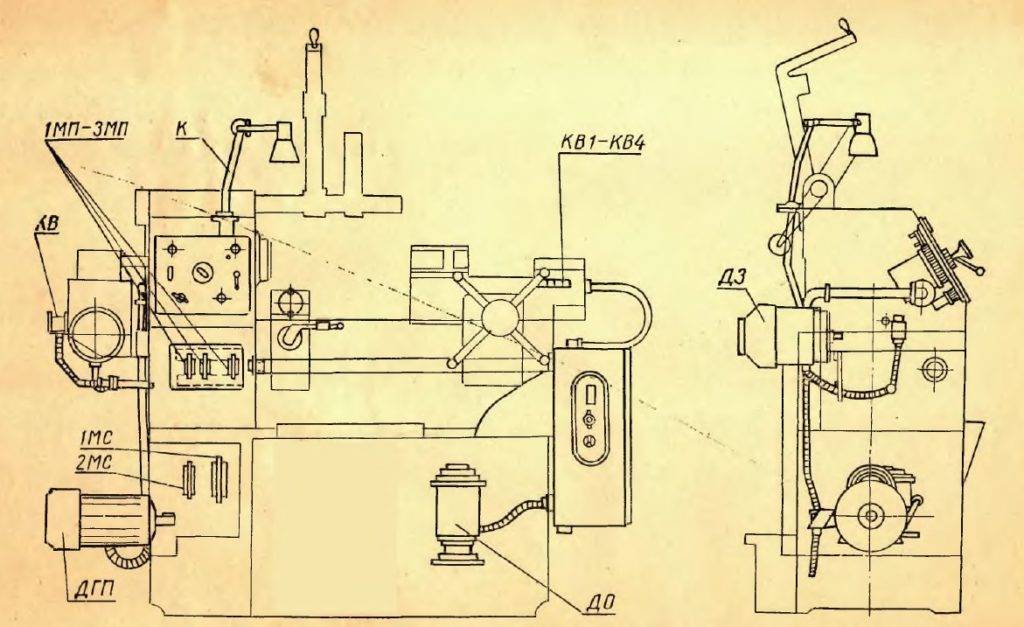
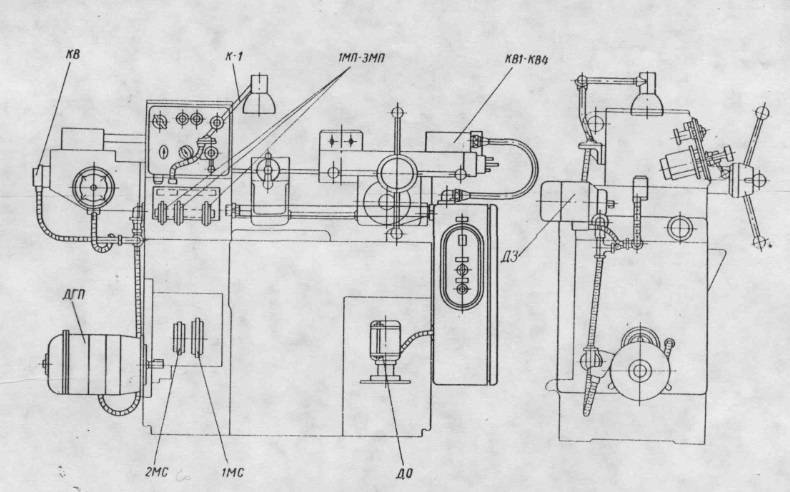
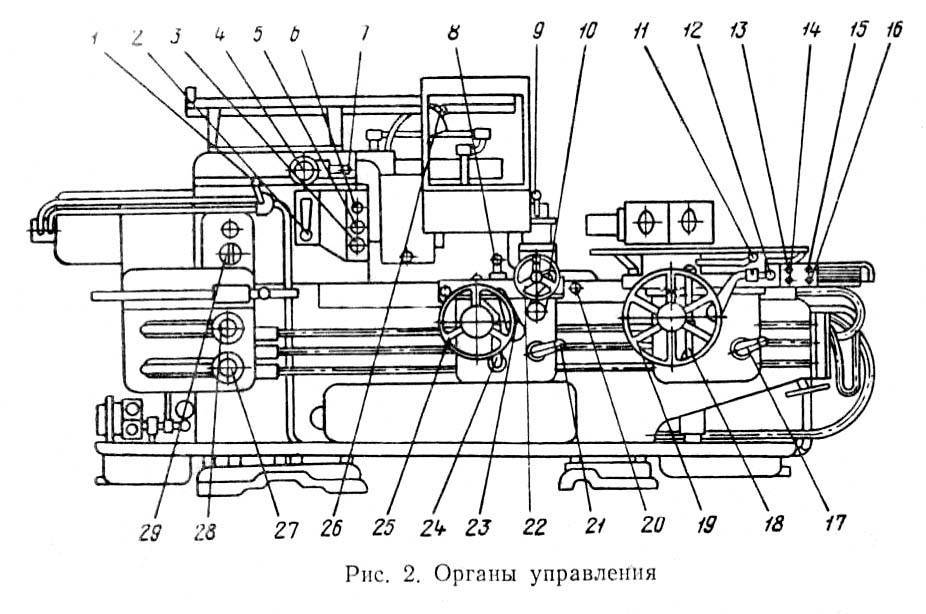
Тема 8.6 Схема управления токарно-револьверным станком.
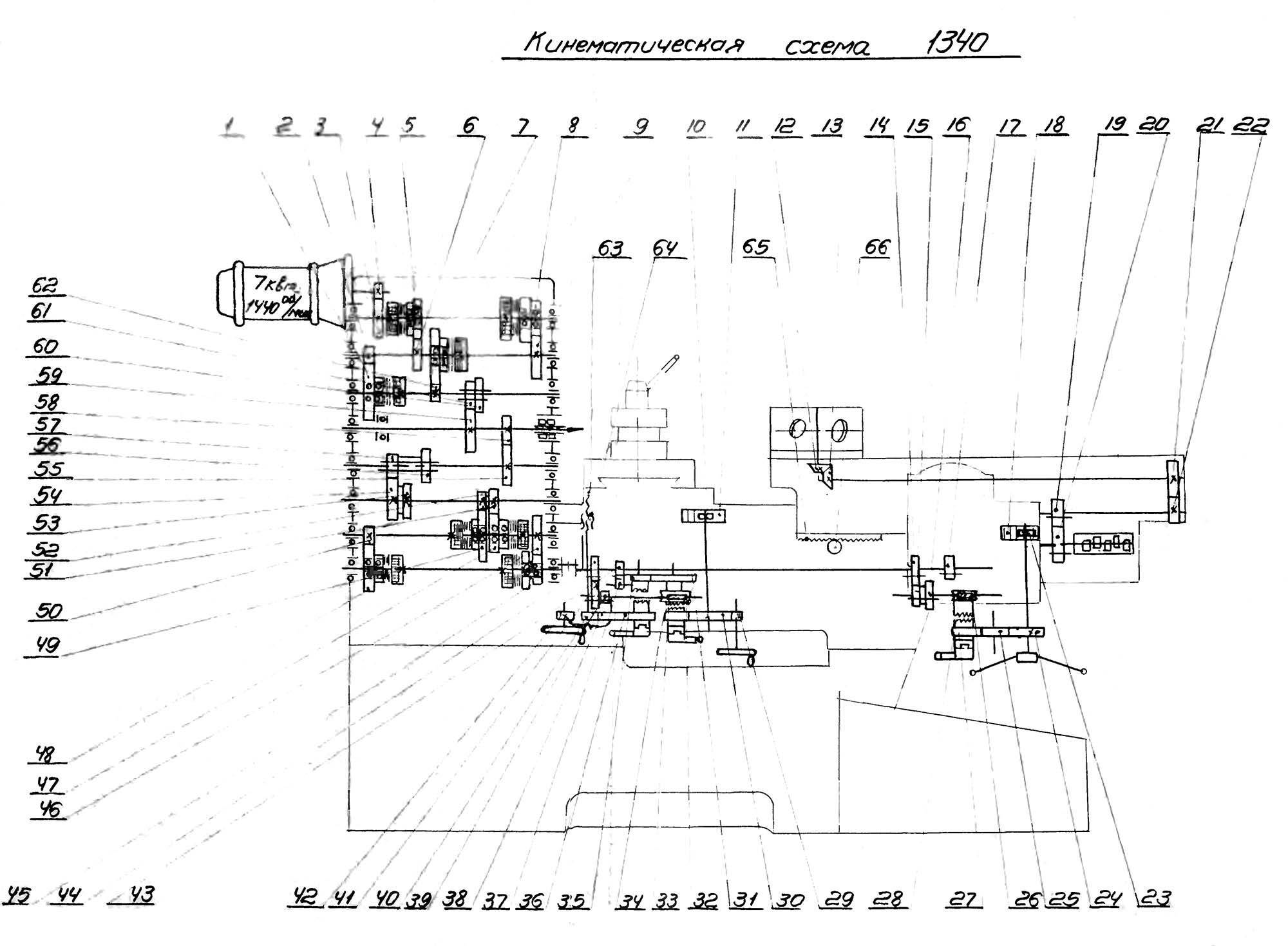
Привод главного движения и движения подач токарно-револьверного станка (рис.53) осуществляется от электродвигателя М1 мощностью 14 кВт, электродвигатель М2 (1,7 кВт) является приводом насоса гидросистемы, а также используется для быстрого перемещения обоих суппортов станка. Двигатель М3 (0,125кВт) является приводом насоса охлаждающей жидкости. Скорость шпинделя регулируется ступенчато, передвижением шестерен в коробке скоростей при помощи гидроцилиндров гидравлической системы. В коробке скоростей находится фрикцион, состоящий из двух полумуфт, для включения правого и левого вращения шпинделя. Эти полумуфты соединяют вал двигателя М1 со входным валом коробки скоростей. Включение и отключение этих муфт производится гидроцилиндрами, золотники которых открываются при помощи электромагнитов YA 1 и YA 2 (см. рис.49,б).Для быстрой остановки шпинделя в коробке скоростей установлен электрогидравлический тормоз, управление которым осуществляется также с помощью гидроцилиндра и электромагнита YA 3.
При нажатии кнопки SB2 «Пуск» подается питание на линейный контактор КМ и двигатели М1, М2 и М3 начинают вращаться. Когда угловая скорость двигателя М1 достигает значения ω = 0,25ωн, замыкается контакт центробежного (механического) реле контроля скорости РКС в цепи катушки промежуточного реле KL3, подготавливая при этом к включению цепь быстрой остановки шпинделя.
Для получения правого вращения шпинделя из неподвижного состояния, нажимаем кнопку SB4 «Вправо». Срабатывает и становится на самопитание реле KL4, своим контактом подавая питание на катушку реле KL3, которое также срабатывает. После отпускания кнопки SB4 получает питание катушка электромагнита YA1. Срабатывает правая полумуфта фрикциона, подключая шпиндель к выходному валу коробки скоростей, и он вращается по часовой стрелке на ранее установленной скорости.
Для получения левого вращения шпинделя из неподвижного состояния (против часовой стрелки), нажимаем кнопку SB5 «Влево». Срабатывают реле KL5 и KL3, а после отпускания кнопки SB5 через замкнутый контакт KL5 получает питание катушка электромагнита YA2. Включается левая полумуфта фрикциона и шпиндель начинает вращаться против часовой стрелки с той же скоростью.
Для остановки правого или левого вращения шпинделя нажимают кнопку SB3 «Стоп». При этом теряют питание KL4, KL3 и YA1 или KL5, KL3 и YA2. В результате реверсивный золотник муфты устанавливается в среднее положение, давление на поршнях гидроцилиндров отсутствует и фрикцион отключает шпиндель от коробки скоростей.
Для изменения установленной скорости вращения шпинделя (без отключения двигателя и при вращении шпинделя) необходимо сначала на коробке скоростей соответствующей рукояткой установить новую скорость. После нажатия кнопки SB6 «Перекл.» срабатывает и становится на самопитание промежуточное реле KL2, которое своими контактами подает питание на катушку реле времени КТ. Одновременно размыкающий контакт KL2 разрывает цепь питания YA1 (или YA2), а замыкающий контакт KL2 подает питание на YA3 (контакт KL3 уже замкнут). Происходит отключение одного из фрикционов (правого или левого), шпиндель отключается от коробки скоростей и останавливается гидравлическим тормозом. После этого гидроцилиндры в коробке скоростей переключают шестерни на новую скорость. К моменту завершения этого переключения (0,5-1 секунда) размыкается контакт реле времени КТ в цепи катушки KL2. KL2 и YA3 отключаются, а YA1 (или YA2) вновь включается. Шпиндель вновь подключается к коробке скоростей, вращаясь в прежнюю сторону, но уже с новой скоростью. Если переключение скорости шпинделя производится при отключенном двигателе М1, а также в случае, если М1 не успел разогнаться до скорости 0,25 (контакт РКС не замкнут), то при нажатии SB6 YA3 и КТ не включаются, поскольку торможения шпинделя не требуется.
Защита от токов КЗ и длительных перегрузок осуществляется предохранителями FU1÷FU4 и электротепловыми реле КК1, КК2 и КК3.
В целях безопасности питание схемы управления осуществляется от пониженного напряжения 127 В, питание лампы местного освещения EL — напряжением 36 В, питание сигнальных ламп HL1 и HL2 — напряжением 5 В от вторичных обмоток трансформатора Т.
Практическая работа № 9.
Технические особенности установок
Токарные агрегаты данной группы также имеют некоторое дополнительное оснащение – планшайбы, трех или четырехкулачковые патроны. Последние работают благодаря встроенному приводу, который может быть ручным или гидравлическим. Это позволяет осуществлять обработку заготовок, имеющих большие габариты. Чаще всего такие детали можно получить при помощи литья, ковки или штамповки.
Некоторые технические особенности имеют агрегаты револьверного типа, которые предназначены для работы с прутковым элементами. Они оснащены шпинделем с небольшим отверстием. Также данные агрегаты имеют специальный механизм, который обеспечивает подачу и последующую фиксацию заготовки в нужном положении. Если такие станки оборудовать подходящим патроном, они подойдут для обработки других деталей, которые получены способом литья, штамповки или ковки.
Расположение оси, относительно которой вращается рабочая головка устройства, влияет на количество суппортов. Если она находится горизонтально, тогда устанавливается элемент, который способен совершать только круговые и продольные движения.
Когда ось размещается вертикально или под уклоном, тогда на ней могут монтироваться два суппорта – револьверный и поперечный. На последнем элементе станка можно устанавливать два резцедержателя. Они обеспечивают одновременное нахождение до шести рабочих инструментов, что очень удобно во время эксплуатации оборудования.
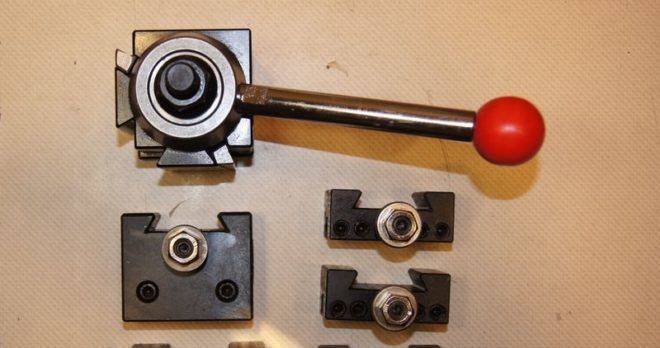 Резцедержатель
Резцедержатель
Технические характеристики станка 1Г325
| Наименование параметра | 1Н325 | 1Г325 | 1Д325п |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка Н по ГОСТ 8—71 | Н | Н | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр круглого обрабатываемого прутка на переднем зажиме (в цанге), мм | 25 | 25 | 25 |
| Наибольшая сторона квадрата обрабатываемого прутка, мм | 17 | 17 | 17 |
| Наибольший размер шестигранного прутка (диаметр вписанной окружности), мм | 22 | 22 | 22 |
| Наибольший диаметр обрабатываемого изделия в патроне, мм | 120 | ||
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | ||
| Наибольшая рекомендуемая длина обрабатываемого изделия в патроне, мм | 50 | ||
| Наибольшая длина подачи прутка, мм | 0..80 | 0..80 | |
| Наибольшая длина обработки прутка в цанге или в патроне, мм | 140 | 140 | 100 |
| Наибольшая длина обрабатываемого прутка в зажимной и подающей трубе, мм | 3000 | 3000 | |
| Рекомендуемая длина обрабатываемого прутка в зажимной и подающей трубе, мм | 1200 | ||
| Диаметр отверстия в шпинделе, мм | 40 | 40 | |
| Высота центров, мм | 180 | 170 | |
| Расстояние от торца шпинделя до плоскости револьверной головки, мм | 70..400 | 70..500 | |
| Наибольший диаметр резьб, нарезаемых плашками по стали средней твердости, мм | М14 | М14 | |
| Наибольший диаметр резьб, нарезаемых метчиками по стали средней твердости, мм | М10 | М10 | |
| Наибольшая длина нарезаемой резьбы по копиру, мм | 50 | 50 | |
| Шпиндель | |||
| Количество рабочих скоростей шпинделя | 16 | 24 | |
| Количество автоматически переключающихся скоростей шпинделя прямых/ обратных | 4/ 1 | ||
| Пределы чисел оборотов шпинделя, об/мин | 80..3150 | 80..3150 | 82..3250 |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 160..630 | ||
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 2-5Ц | ||
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 60 | ||
| Подачи. Револьверный суппорт | |||
| Наибольшее перемещение револьверного суппорта: продольное (Z), мм/ Круговое, град | 325/ 360° | 430/ 360° | |
| Продольное перемещение револьверного суппорта за один оборот штурвала, мм | 75 | ||
| Число упоров | 12 | ||
| Количество продольных подач револьверного суппорта | 3 | 8 | |
| Количество круговых подач револьверного суппорта | 3 | 8 | |
| Диапазон скоростей продольных подач револьверного суппорта, мм/об | |||
| Диапазон скоростей круговых подач револьверного суппорта, мм/об | 0,028..0,3 | ||
| Быстрое перемещение револьверного суппорта, мм/мин | |||
| Количество инструментов в револьверной головке | 12 | 16 | |
| Диаметр отверстий в револьверной головке, мм | 20Н7, 30Н7 | ||
| Диаметр расположения отверстий для инструмента в револьверной головке, мм | 170 | ||
| Перемещение продольное револьверной головки на одно деление лимба, мм | 0,5 | ||
| Цена деления лимба грубой круговой подачи револьверной головки на диаметр изделия, мм | 1 | ||
| Цена деления лимба тонкой круговой подачи револьверной головки на диаметр изделия, мм | 0,05 | ||
| Поперечное перемещение головки на радиусе расположения гнезд под инструмент за один оборот лимба при тонкой круговой подаче, мм | 1,48 | ||
| Наибольшее усилие подачи, допустимое механизмом продольной подачи, Н | 4000 | ||
| Наибольшее усилие подачи, допустимое механизмом круговой подачи, Н | 4000 | ||
| Электрооборудование станка | |||
| Количество электродвигателей на станке, кВт | 3 | 4 | |
| Электродвигатель главного привода, кВт (об/мин) | 2,6/ 3,0 (1400/ 2800) | 3,2/ 5,3 (750/ 1495) | |
| Электродвигатель гидропривода (зажим и подача прутка), кВт (об/мин) | 0,6 (1350) | 0,55 (1370) | |
| Электродвигатель смазочной станции, кВт (об/мин) | нет | 0,25 (1380) | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,14 (2800) | |
| Габариты и масса станка | |||
| Габаритные размеры станка (длина, ширина, высота), мм | 3915_925_1555 | 3980 х 1000 х 1555 | 2283 х 1035 х 1255 |
| Масса станка, кг | 1300 | 1300 | 1635 |
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
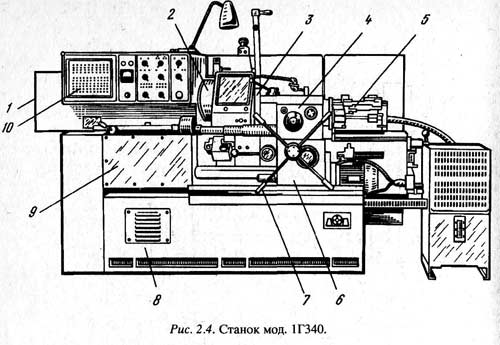
1Г340П, 1Г340 станок токарно-револьверный с горизонтальной осью револьверной головки. Назначение и область применения
Станок токарно-револьверный 1Г340П заменил в производстве устаревшую модель , а на основе станка 1Г340П спроектирован целый ряд моделей с программируемым управлением: 1Г340ПЦ, 1Г340ПФЦ, .
Токарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340П и 1Г340 является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Принцип работы и особенности конструкции станка 1Г340П
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки 1Г340П изготовляются в двух исполнениях:
- для обработки прутковых материалов шестигранного и круглого сечения диаметрами 25…40 мм
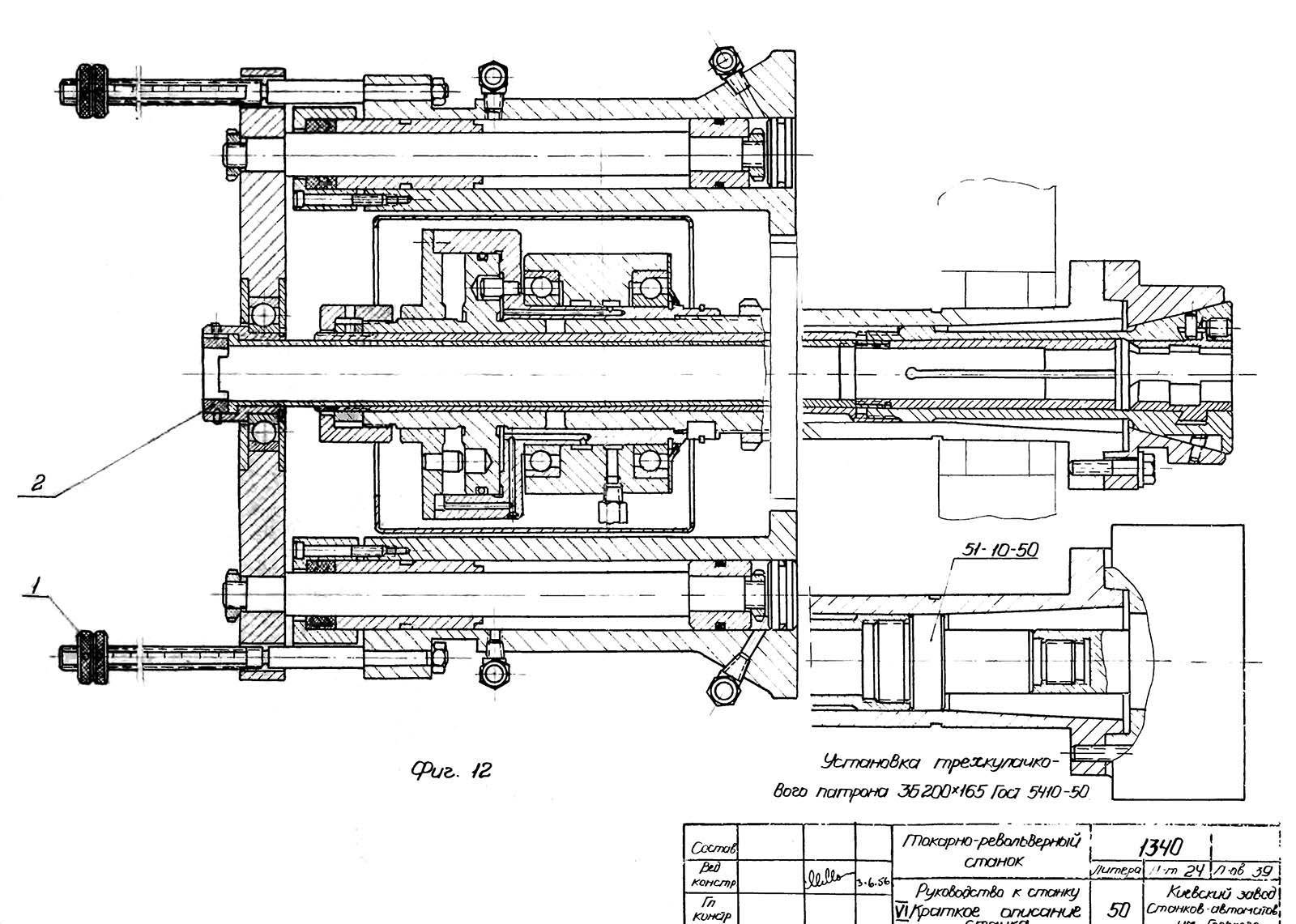
- для обработки штучных заготовок диаметрами до 200 мм в трехкулачковом патроне.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом. Наибольшее допускаемое колебание сечения прутка ± 1 мм, а диаметра штучных заготовок ±3 мм.
Токарно-револьверный станок 1Г340П может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную подачи.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Особенности токарно-револьверных станков 1Г340п и 1Г340:
- автоматический гидрофицированый механизм зажима круглых (20-40 мм) и шестигранных (S = 19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
- по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Техническая характеристика станка:
- Наибольший диаметр прутка.. 40 мм;
- Наибольшая длина прутка.. 3000 мм;
- Наибольший диаметр заготовки, устанавливаемой над станиной.. 400 мм;
- Наибольшая подача прутка.. 100 мм;
- Расстояние от переднего торца шпинделя до револьверной головки.. 128-630 мм;
- Число частот вращения шпинделя: прямое.. 12;
- Число частот вращения шпинделя: обратное.. 6;
- Частота прямого вращения шпинделя: прутковое исполнение.. 45—2000 об/мин;
- Частота прямого вращения шпинделя: патронное исполнение.. 36—1600 об/мин;
- Частота прямого вращения шпинделя: скоростное исполнение.. 56—2500 об/мин;
- Число подач револьверного суппорта: продольных.. 12 (0,035—1,6 мм/об;)
- Число подач револьверного суппорта: поперечных.. 12 (0,02—0,8 мм/об).
Класс точности станков:
- Модели 1Г340 — Н по ГОСТ 8—77
- Модели 1Г340П — П по ГОСТ 8—77
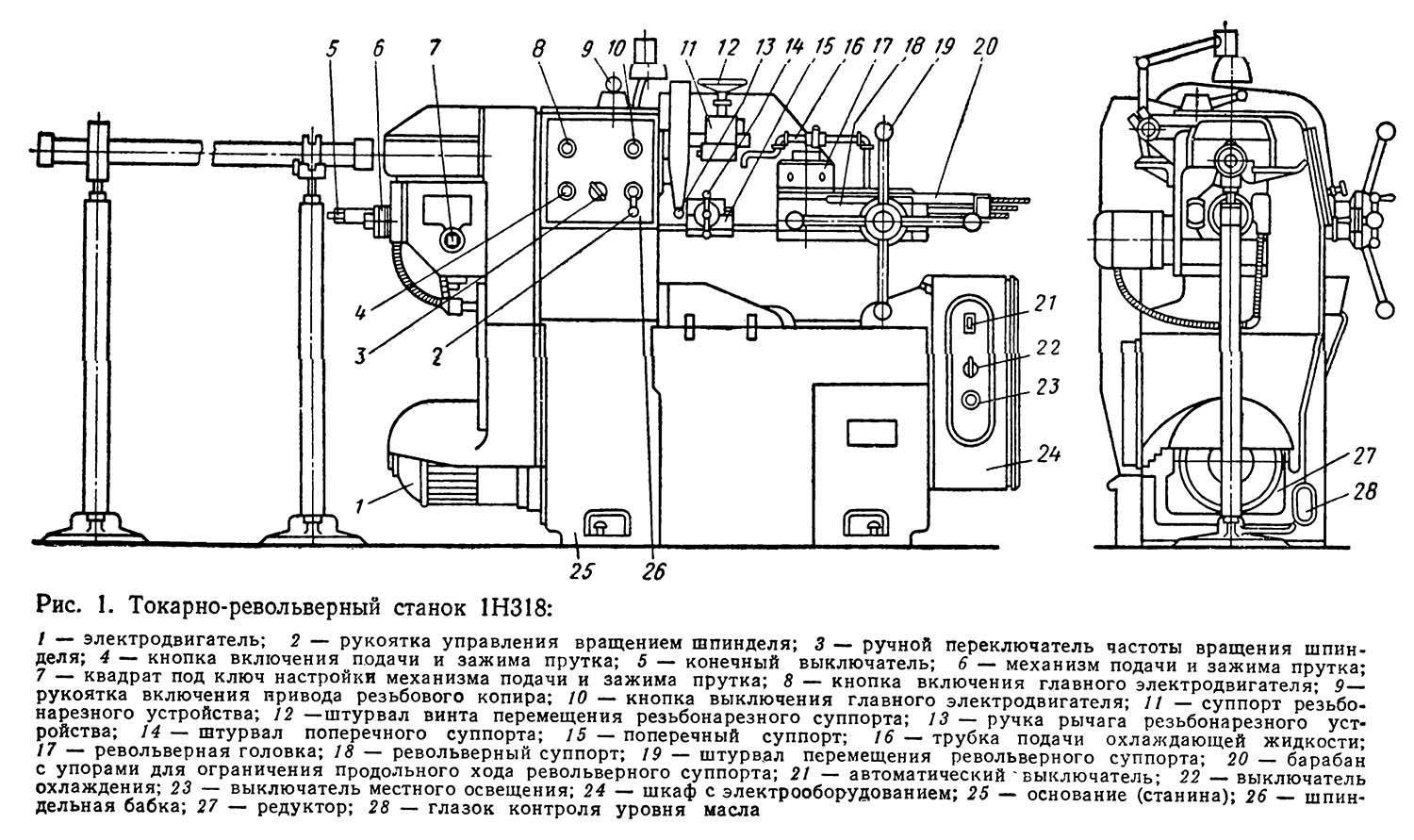
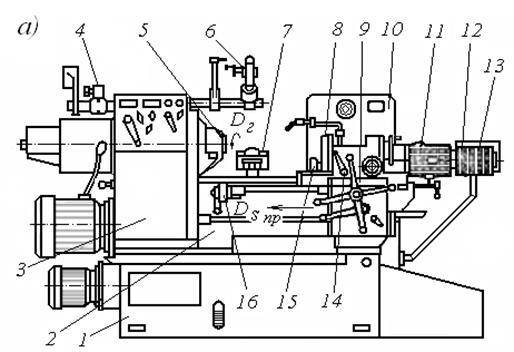
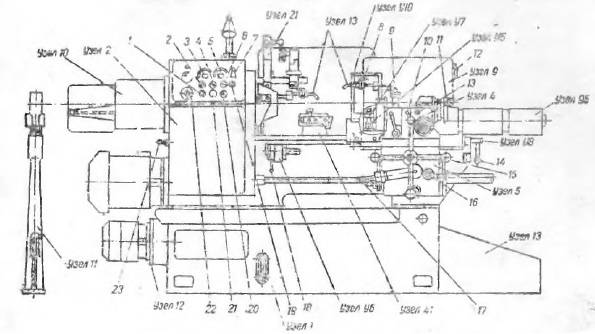
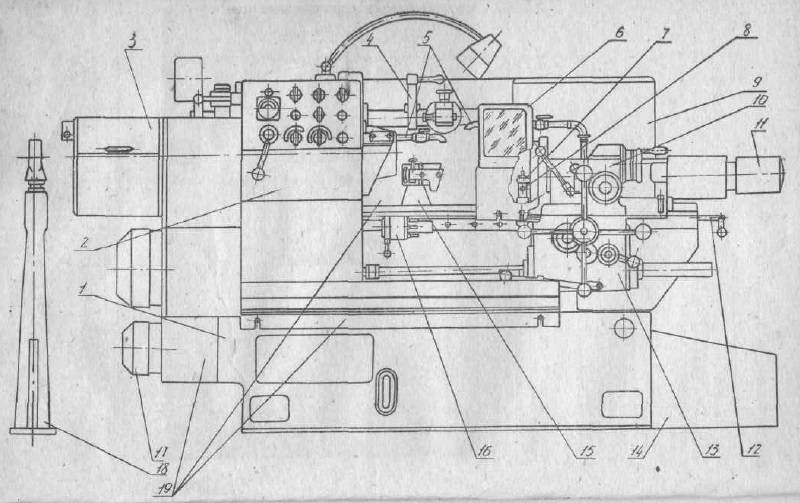
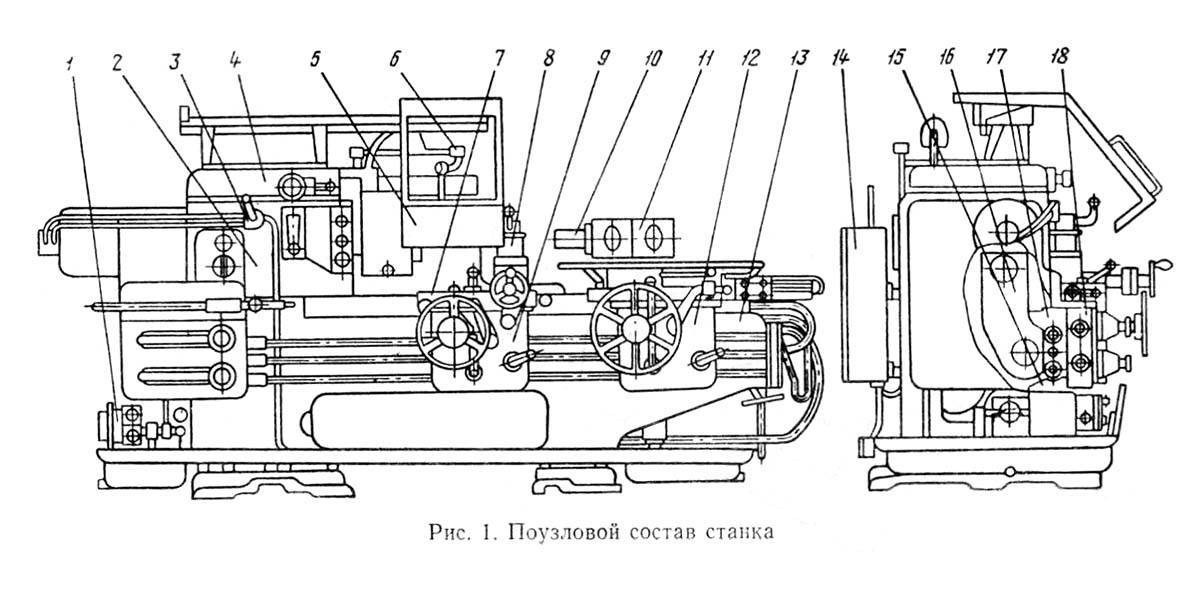
Важные элементы станин
На ключевой или нижней станине закреплено:
- литое корыто для охлаждающей жидкости;
- запасная станина с направляющими для расположения, перемещения суппорта;
- коробка скоростей со шпинделем;
- коробка подач;
- электрошкаф;
- устройство нарезания резьбы;
- копировальное устройство:
- емкость под масло, применяемого гидравлическим приводом;
- электрические двигатели шпинделя и насоса;
- ящик для сбора стружки.
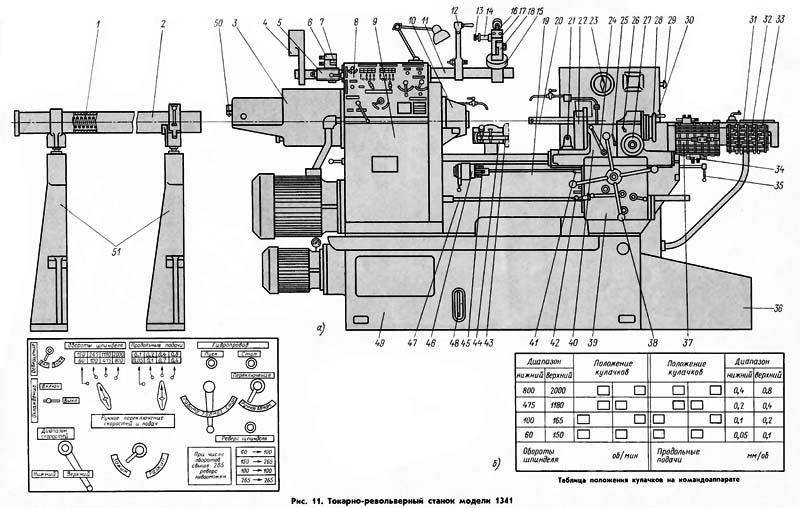
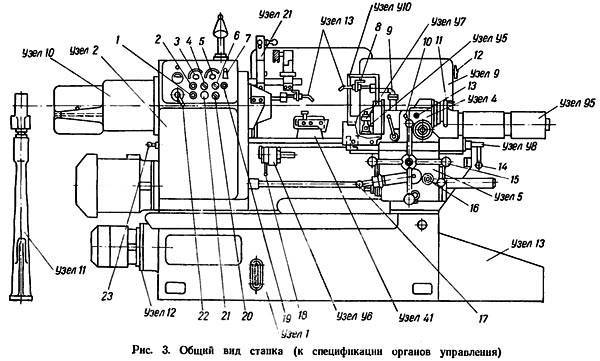
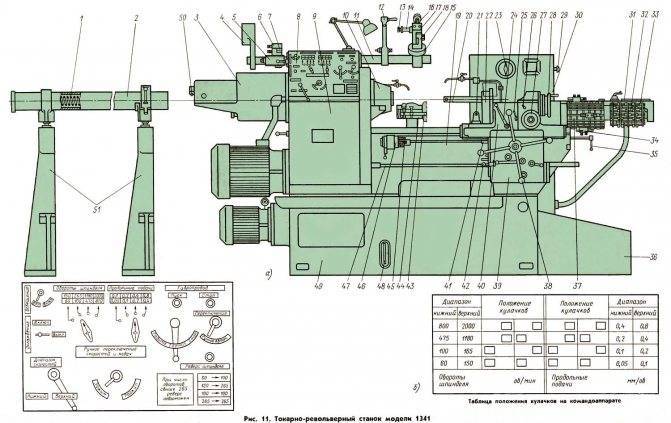
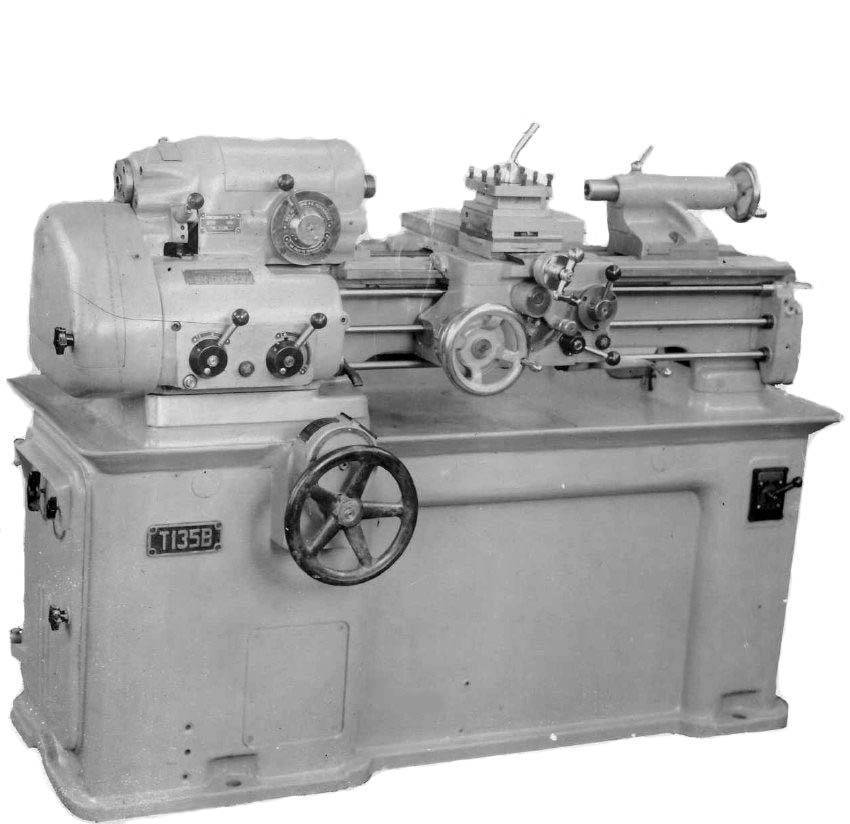
Весь вид токарно-револьверного станка 1341
На дополнительной станине на кронштейне фиксируется копирная линейка. Откидывающийся упор находится с правой стороны суппорта. Он предназначается для выключения подачи. Переход его в рабочее или нейтральное положение выполняют ручкой.

Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ

Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью





