Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как выбрать хороший штангенциркуль?
Основные достоинства штангеля — его точность измерений.
По этой причине хороший инструмент, в первую очередь, обязан быть изготовлен из прочного материала, иметь легко различимую разметку и переносить активное использование.
Популярностью у опытных мастеров пользуется именно нержавеющий штангенциркуль с выгравированными делениями из-за своей высокой устойчивости к коррозии и долговечности.

Главные принципы выбора:
- Длина – определяет диапазон измерений. Подбирается в зависимости от задачи. Для использования в быту будет достаточно инструмента на 125 мм, а для строительства дома, например, потребуется 5-метровый штангель.
- Шаг измерений. Грубо говоря, результат измерений точнее у моделей с наименьшим расстоянием между соседними делениями шкалы.
- Стоимость – нет необходимости покупать дорогостоящую модель для нечастого бытового использования, однако, хороший штангель дешевым быть не может. Мастерам же, у которых штангенциркуль – основной измеритель, лучше смотреть в сторону проверенных японских, германских и швейцарских моделей. Качественный штангенциркуль, особенно электронный – достаточно дорогостоящий инструмент, который покупается один раз, можно сказать, на всю жизнь. От этого и стоит отталкиваться.
Перед покупкой штангенциркуля следует убедиться в отсутствии люфтов между подвижной и неподвижной его частями, а также в совпадении нулевых отметок двух шкал при сведенных губках.
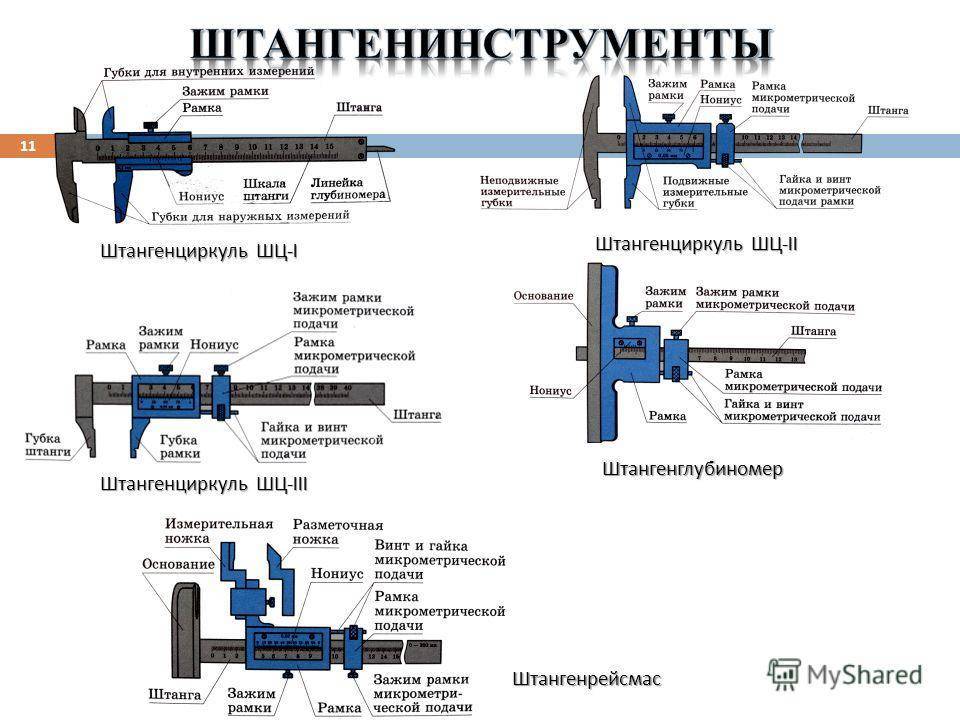
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
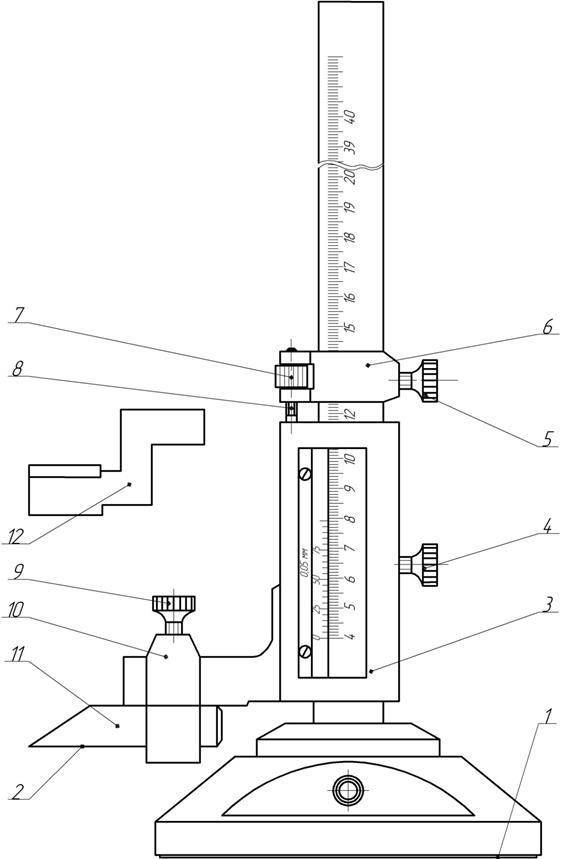
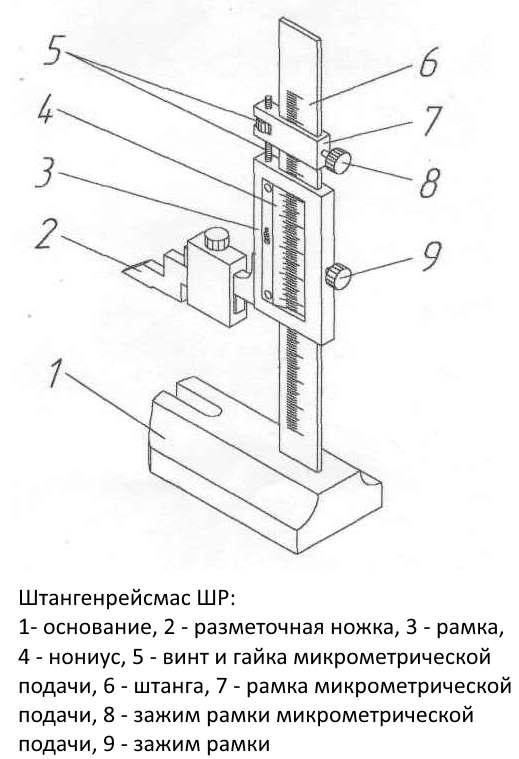
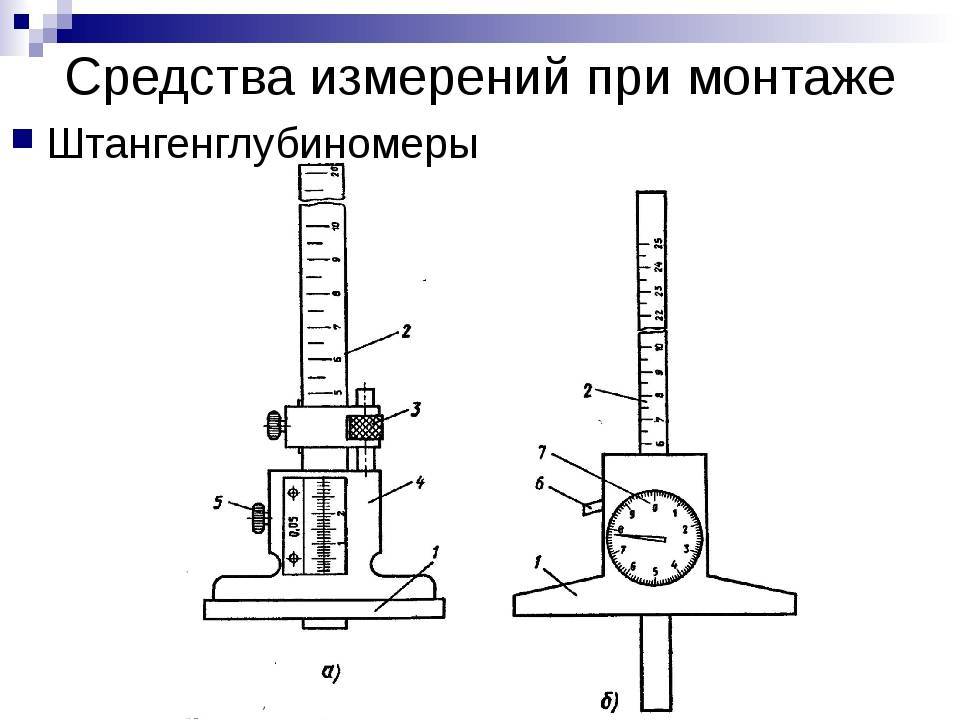
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
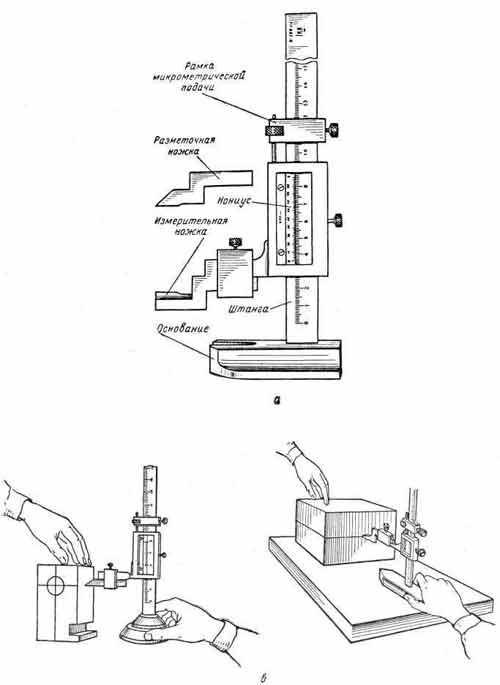
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
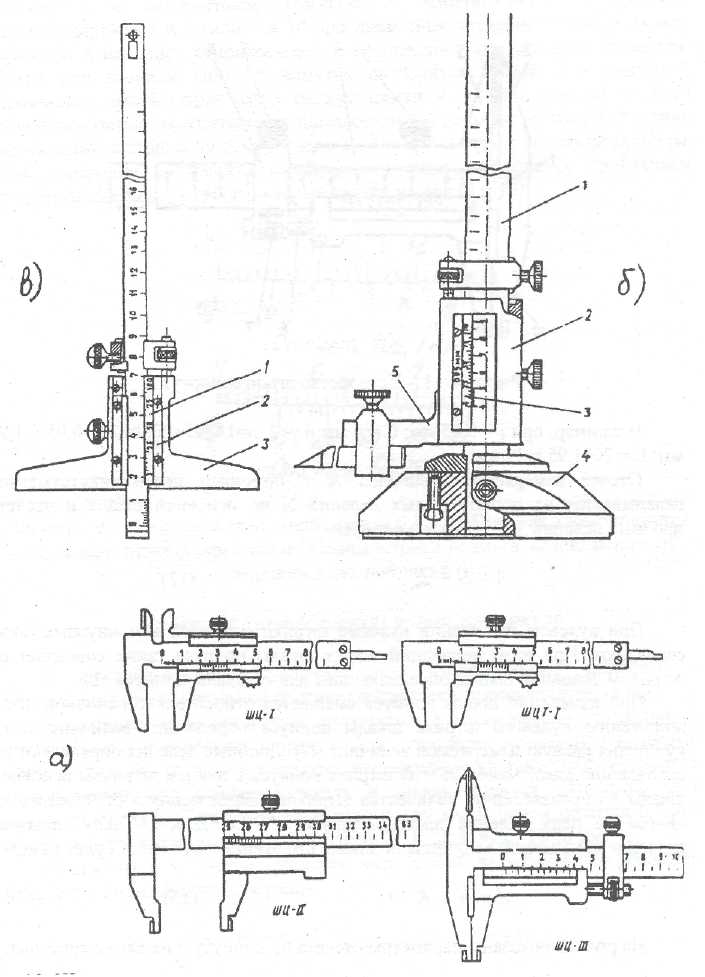
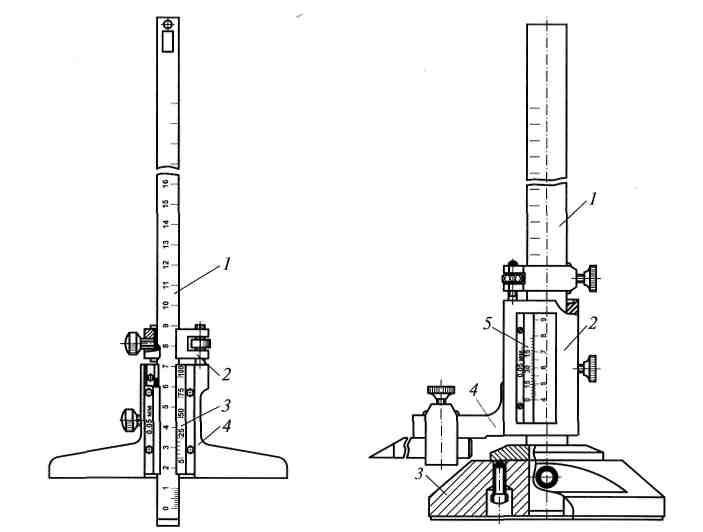
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Для чего нужен?
Пользоваться этим видом разметочно-измерительных инструментов можно в слесарных и токарных мастерских для определения линейных геометрических размеров различных деталей, глубины пазов и отверстий, а также при выполнении разметки заготовок и деталей во время сборочных и ремонтных работ в соответствующих отраслях промышленности (машиностроении, металлообработке, автомобилестроении). Кроме того, штангенрейсмас предназначен для точного измерения высоты деталей, размещённых на разметочной площадке. При этом метрологические характеристики инструмента подвергаются периодическим поверкам, методика которых определена государственным стандартом.
Им можно произвести вертикальные, горизонтальные и даже наклонные измерения. Правда, для последних необходим дополнительный узел.


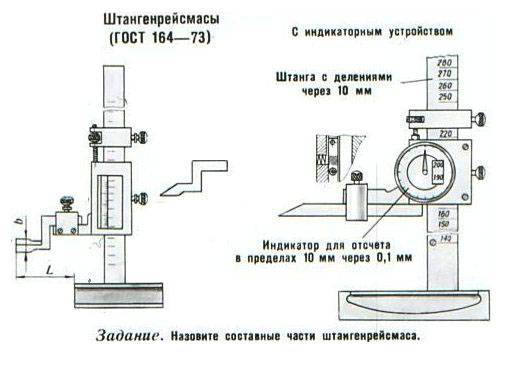
Штангенрейсмасы. Основные виды, характеристики и сферы использования
Первые измерительные инструменты, такие как измерительная линейка, появились в арсенале мастеровых много тысяч лет назад. Но постепенно развитие техники требовало все большей точности при изготовлении деталей, а значит и новых, все более точных измерительных приборов и инструментов. Так постепенно появился целый класс штангенинструментов, представителем которого являются и штангенрейсмасы. Штангенинструменты сочетают в себе два качества, делающие их незаменимыми на производстве: простота использования и достаточно высокая точность измерений.
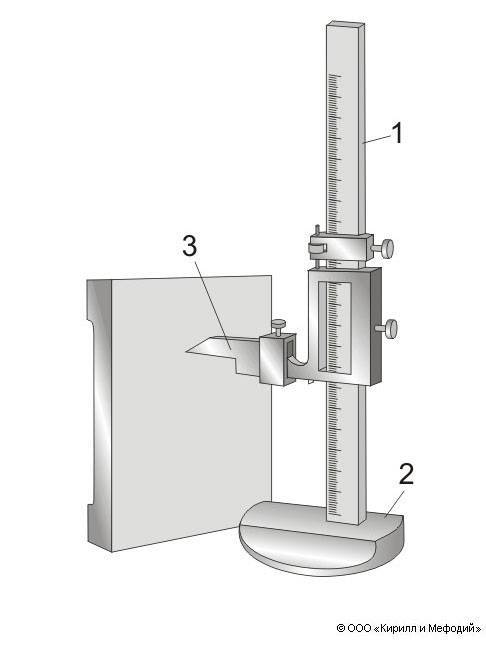
Штангенрейсмас служит для замера или разметки высоты. Так как штангенрейсмас относится к классу штангенинструментов, по принципу действия и внешнему виду он напоминает более известный штангельциркуль. Отличие состоит в том, что вместо неподвижной губки штангенциркуля штангенрейсмас имеет массивное основание. Разметочные чертилки или ножи для разметки (при замере высоты – измерительные головки или губки), крепятся в специальной державке на подвижной рамке с нониусом.
Изготавливаются штангенрейсмасы из высоколегированной инструментальной стали. Все детали инструмента тщательно полируются, иногда наносится специальное антибликовое покрытие для повышения точности измерений.
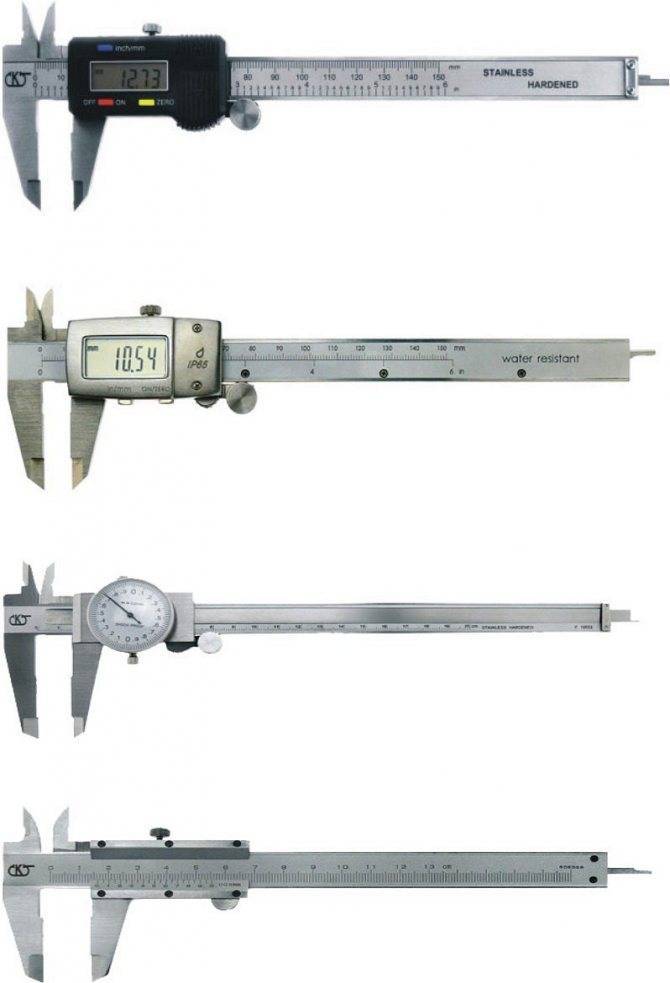
По типу отсчетного устройства различают три основных типа штангенрейсмасов, каждый из которых имеет соответствующее обозначение. Различаются эти типы и по точности измерений. — Классические штангенрейсмасы с отсчетом по нониусу. Имеют обозначение ШР и точность измерений 0,05 – 0,1 мм. Штангенрейсмасы с отсчетом по нониусу получили наибольшее распространение благодаря своей надежности и простоте использования. — Штангенрейсмасы с отсчетным устройством в виде круговой шкалы. Обозначаются как ШРК и имеют точность измерений 0,02 – 0,05 мм. — Наиболее современные и точные штангенрейсмасы с электронным устройством отсчета. Имеют обозначение ШРЦ и шаг дискретности электронного устройства 0,01 мм. На сегодняшний день ШРЦ обеспечивают наиболее высокую точность измерений. Используются электронные штангенрейсмасы на производстве, где предъявляются повышенные требования к точности измерений. К недостатку таких инструментов можно отнести их более высокую стоимость. Более подробно о ценах на различные типы и модели штангенрейсмасов Вы можете узнать в следующей статье.
При изготовлении штангенрейсмасов предприятия – изготовители руководствуются требованиям ГОСТ 164 – 90. Штангенрейсмас ГОСТ 164 – 90 должен полностью соответствовать всем требованиям, предъявляемых этим документом.
Сегодня штангенрейсмасы производят достаточно большое количество предприятий – изготовителей, как отечественных, так и зарубежных. Выбрать штангенрейсмас и купить именно той модели и именно того производителя, что наиболее полно будет удовлетворять всем Вашим требованиям, поможет каталог компании ФАСТБ, в котором представлен широкий выбор различного измерительного инструмента ведущих мировых производителей.
Штангенрейсмас
В современном машиностроении для контроля наружных и внутренних размеров деталей используется немало различных типов измерительных инструментов: микрометрические измерительные приборы, штангенглубиномеры (с их помощью определяют глубину пазов и отверстий), штангенциркули и штангенрейсмусы.
Согласно такому стандарту, как ГОСТ 164 – 90, штангенрейсмусы в процессе производства различных машиностроительных деталей используются для того, чтобы производить точную разметку. Кроме того, допускается их применение для определения высоты деталей, предварительно размещенных на разметочных чугунных плитах.
Заводы производители, выпускают большой ассортимент продукции, в число которых входят штангенрейсмасы. Они имеют цену деления нониуса 0,1 или 0,05 миллиметра, а предел измерений ими достигает 2500 миллиметров.
Конструкция штангенрейсмаса состоит из ряда деталей, таких как чугунное основание, которое должно быть массивным для устойчивости всего инструмента, штанги с миллиметровой шкалой, на которую монтируется подвижная рамка с нониусом и механизм микрометрической подачи. Кроме того, на подвижной рамке имеется державка, на которой наличествует специальная измерительная ножка, предназначенная для определения значения измеряемой высоты, или же разметочная ножка.
Следует заметить, что основание штангенрейсмаса играет роль не только несущего элемента. Оно также необходимо для того, чтобы перемещать этот измерительный инструмент по всей плоскости разметочной чугунной плиты. Рабочие плоскости штангенрейсмасов в процессе их производства обрабатывается методом шлифования.
Перед тем, как использовать штангенрейсмас для проведения измерений или же разметки, его рабочую шлифованную поверхность рекомендуется протереть с использованием машинного масла. Благодаря этому инструмент будет легче перемещать по поверхности.
Перед использованием штангенрейсмаса нужно проверить его нулевой отсчет. Для этого инструмент устанавливается на проверочную плиту, а его рамка опускается вниз вплоть до того, момента, когда измерительная поверхность ножки совпадет с плитой. В таком положении нулевые штрихи миллиметровой шкалы и нониуса должны полностью совпадать. Некоторые модели штангенрейсмусов имеют нижние пределы измерения, превышающие сорок миллиметров. Проверка этих инструментов производится при помощи установки под их ножки специальных плоскопараллельных плиток. В тех случаях, когда между плитой и ножкой (или же равной нижнему пределу концевой мерой) отсутствует зазор, нулевые отметки штанги и нониуса должны полностью совпадать.
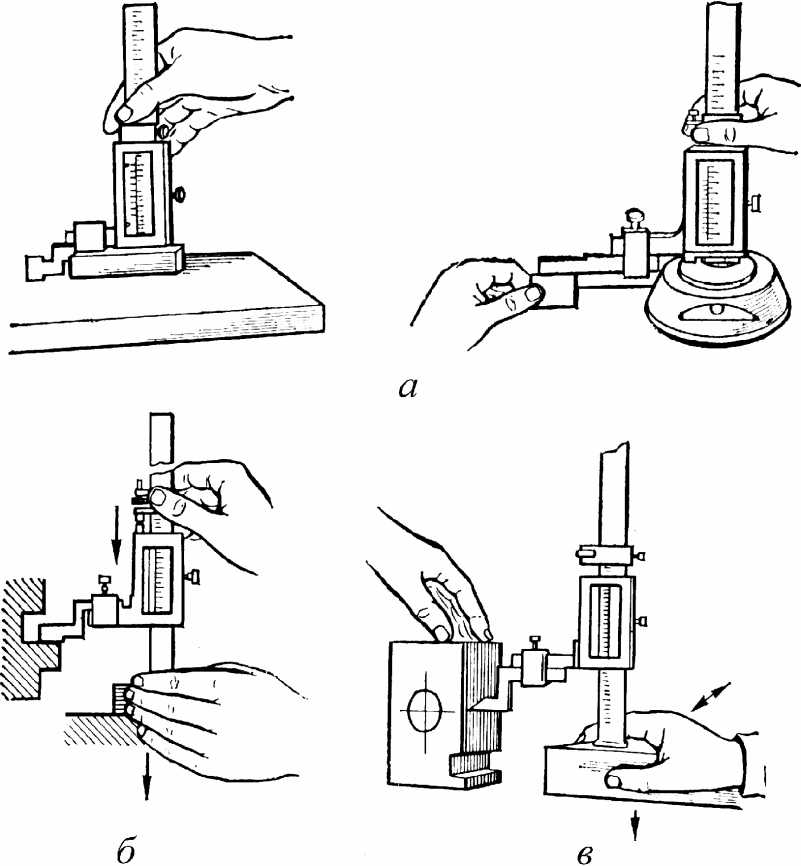
В процессе проведения измерений нужно прижимать основание к плите левой рукой, а ножку подвести к проверяемой поверхности. После этого при помощи микрометрической подачи следует аккуратно довести измерительную ножку вплоть до соприкосновения ее нижней части с проверяемой поверхностью.
Когда с помощью штангенрейсмаса производят разметку, то сначала устанавливают необходимый размер, основание прижимают левой рукой к плите, и при этом перемещают инструмент относительно размечаемой детали. Риски на нее наносятся заточенным острием ножки.
Считывание показаний штангенрейсмаса производится точно так же, как у нониусного штангенциркуля.
Предел погрешности измерения штангенрйсмусов и при затянутом, и при незатянутом положении рамки определяется ГОСТ 164 – 90. На все наружные поверхности рейсмасов кроме измерительных и основания должно наноситься антикоррозионное покрытие. Кроме того, перед использованием штангенрейсмасы следует размагнитить.
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
Наденьте держатель для ножки на выступ рамки прибора.
Установите ножку в паз держателя. Закрепите ее стопорным винтом.
Поместите штангенрейсмас на контрольную эталонную плиту.
Удостоверьтесь в том, что прибор стоит ровно.
Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
Установите изделие под ножку штангенрейсмаса.
Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
Зафиксируйте положение рамки при помощи еще одного стопорного винта.
Считайте показания.

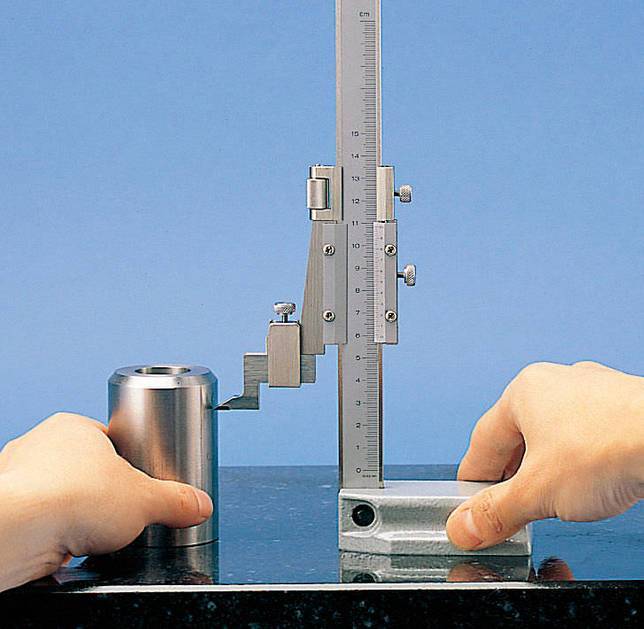
Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
зафиксируйте рамку при помощи стопорного винта;
установите в паз держателя чертилку с твердосплавным наконечником;
надежно закрепите ее при помощи стопорного винта;
разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.
Фотография №3: разметка заготовки штангенрейсмасом
Это интересно: Особенности герметизирующей ленты
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 — Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
ШР 250 | от 0 до 250 | 0,05 | — |
ШР 400 | от 40 до 400 | ||
ШР 630 | от 60 до 630 | 0,05; 0,10 | |
ШР 1000 | от 100 до 1000 | ||
ШР 1600 | от 600 до 1600 | 0,10 | |
ШР 2500 | от 1500 до 2500 | ||
ШРК 250 | от 0 до 250 | — | 0,05 |
Таблица 2 — Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
Наименование характеристики | Значение |
Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной ножки — разметочной ножки и основания | 0,16 0,32 |
Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной и разметочной ножки — основания | 2 3 m vo о» о» |
Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: — штангенрейсмасы с диапазоном измерения от 0 до 250 мм — штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: — штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм — штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 — Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
0,05 | 0,05 | 0,10 | |
от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | — | ±0,10 | |
Св. 630 до 1000 включ. | ±0,10 | ||
Св. 1000 до 1600 включ. | — | ±0,15 | |
Св. 1600 до 2500 | ±0,20 |
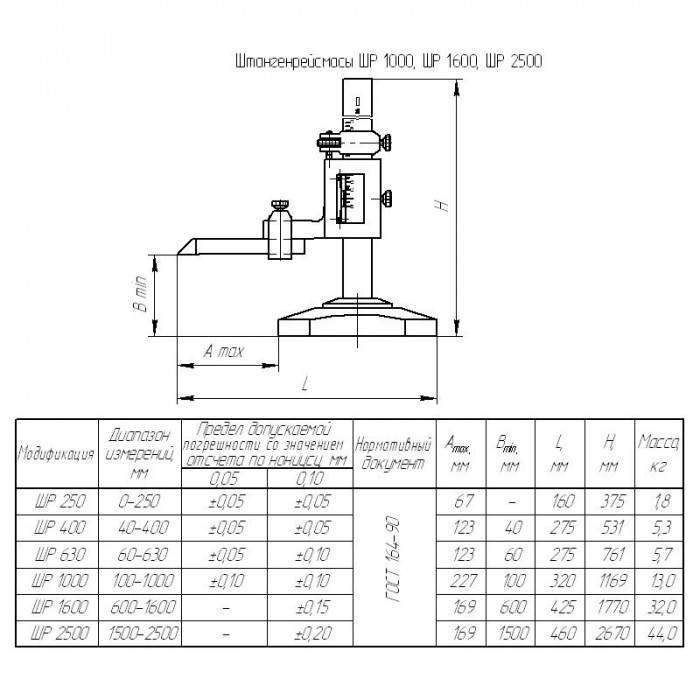
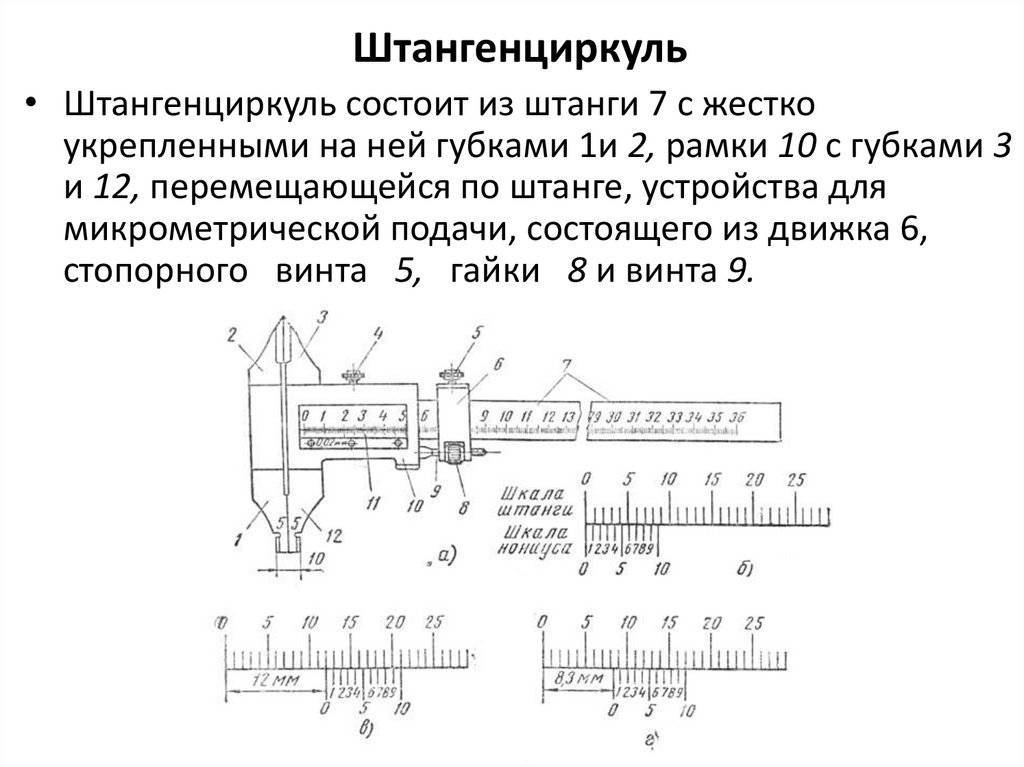


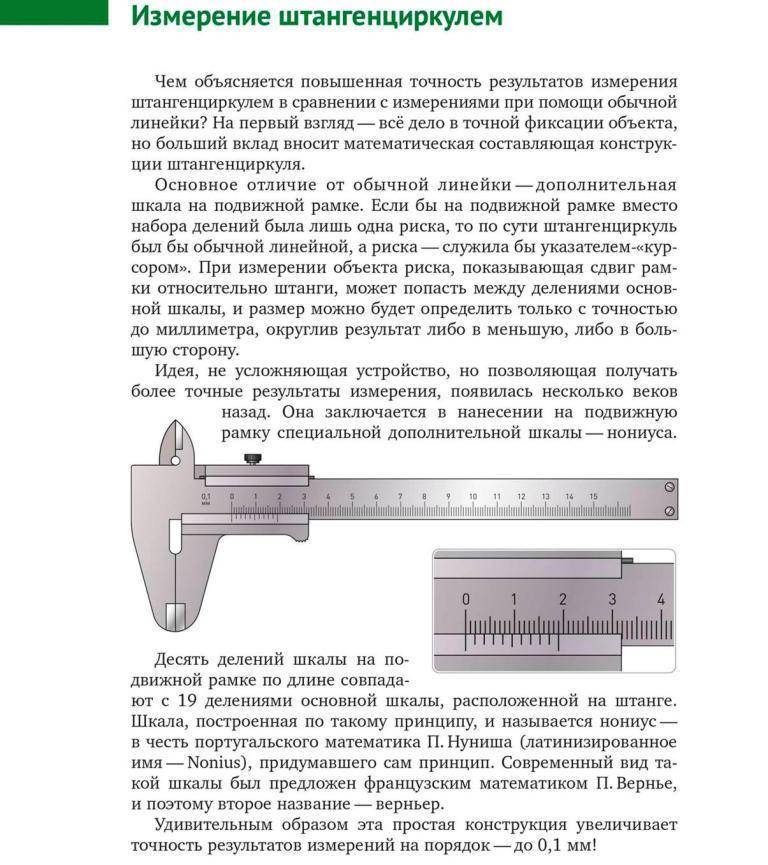

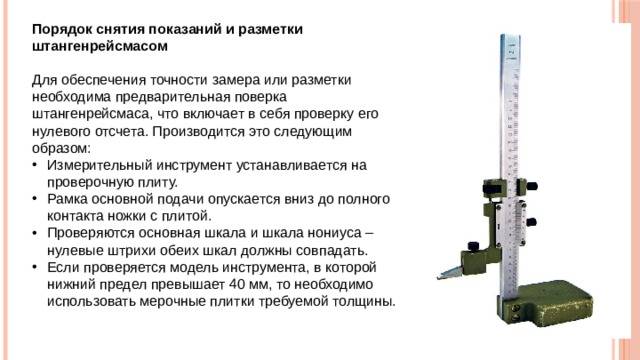

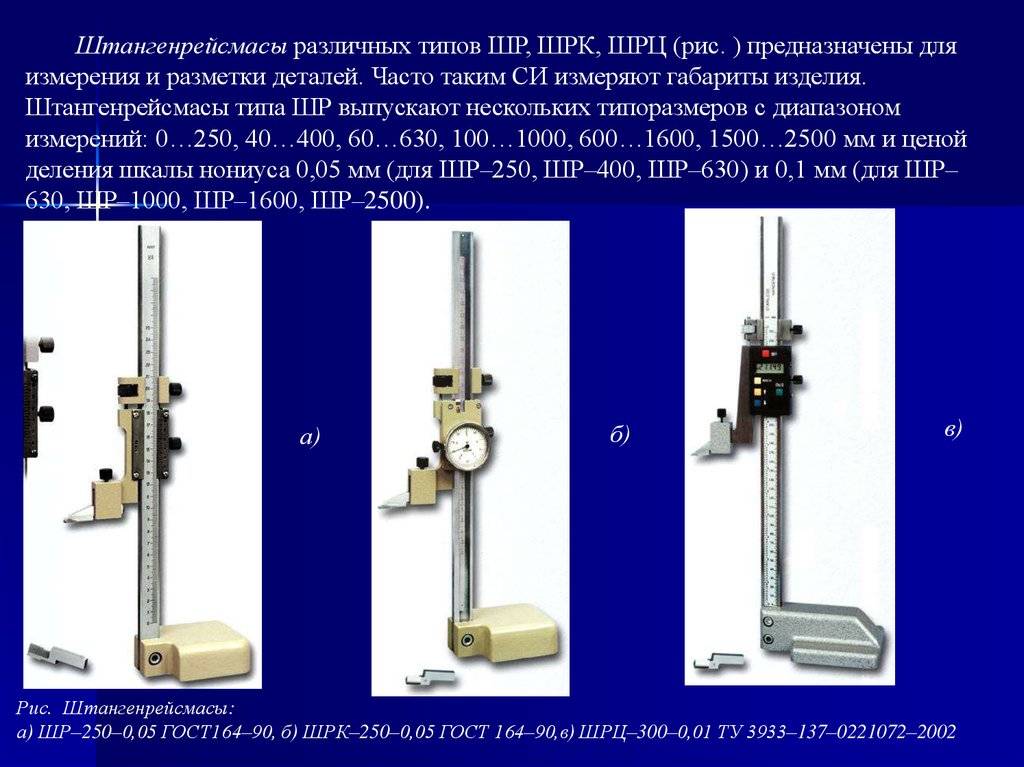
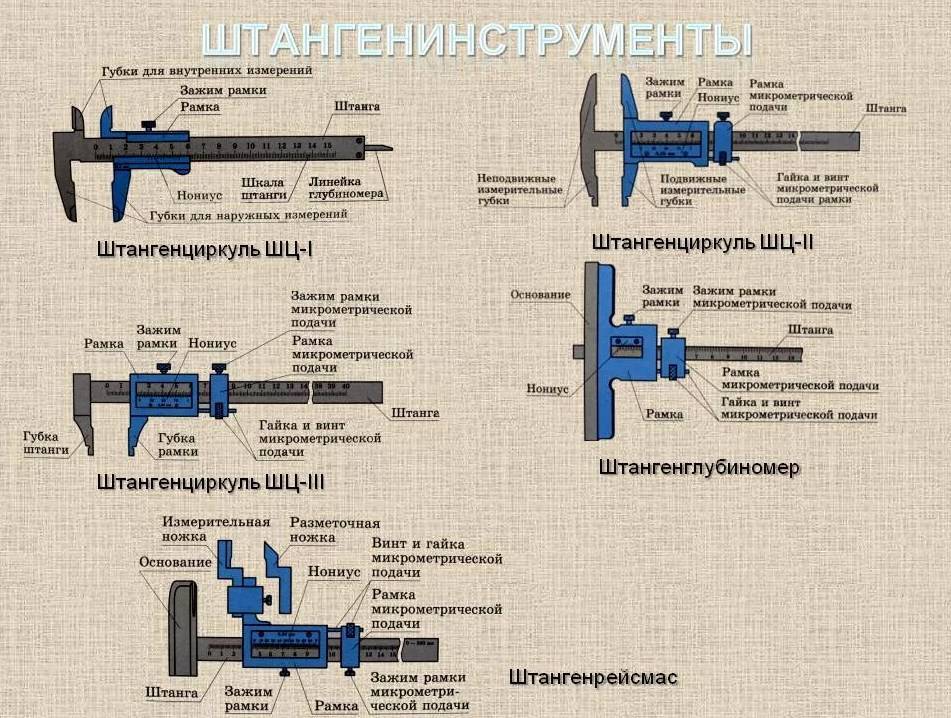
Таблица 4 — Основные технические характеристики
Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
ШР 400 | 275x120x531 | 5,3 | |||
ШР 630 | 275x120x761 | 5,7 | |||
ШР 630 | 0,01 | ||||
ШР 1000 | 320x155x1169 | 13,0 | |||
ШР 1600 | 425x200x1770 | 32,0 | |||
ШР 2500 | 460x200x2670 | 44,0 | |||
ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 — Условия эксплуатации
Наименование характеристики | Значение |
Температура окружающего воздуха, °С | от +10 до +40 |
Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
Поверка инструмента
Методика поверки штангенрейсмаса учитывает следующее. Сначала необходимо проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и передвигают его в продольном направлении. Контрольная прямая не обязана иметь ломаных участков и других отклонений, которые в полном выражении выходят за пределы точности. Таким образом поверяется и цифровой штангенрейсмас, только контролируются критерии цифрового монитора.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано полностью, если исполнять такие правила и требования:
- Недопускаются существенные температурного колебания и влаге во время работы. В особенности, нормируемый диапазон температур составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или формы измерительной головки поверку следует осуществлять по новому.
- Поверку всегда делают пару раз (не менее трёх), после этого для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для контроля полученных результатов применяют эталонный микрометр, точность которого должна быть не меньше, чем точность поверяемой техники.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Правила обращения со штангенрейсмусом
Для любого точного измерительного устройства очень важно грамотное использование инструмента и его тщательная настройка со стороны оператора. Как правило, штангенрейсмусы применяются в нижних приделах своих рабочих диапазонов, что составляет 300 миллиметров или 12 дюймов
Невзирая на используемую систему мер (метрическая или дюймовая), точность результата всегда будет понижаться по мере отдаления от контрольной точки. В случае, когда замер производится в верхней части линейки, то повысить корректность итогов возможно путем небольшого приближения нулевой отметки к центру обрабатываемого объекта.
В связи с тем, что рассматриваемый прибор категорически боится высоких температур (по причине того, что при нагреве металл расширяется и, соответственно, тем самым увеличивается расстояние на шкале измерения), необходимо соблюдать следующие правила:
- Запрещается размещать штангенрейсмус в местах, где он будет подвержен воздействию прямых ультрафиолетовых лучей, равно как и сильных воздушных потоков;
- Запрещается устанавливать прибор в непосредственной близи от работающих радиаторов или обогревателей;
- Запрещается брать голыми руками объект измерения непосредственно перед его обработкой – для этого нужно воспользоваться перчатками;
- Запрещается подвергать измерению те предметы, которые недавно были перемещены из холодного пространства в более теплое и наоборот;
- Для достижения результатов с повышенной точностью, испытуемая деталь вначале размещается на плите-опоре и оставляется для адаптации к текущим условиям (на 15 минут и до 8 часов – в зависимости от размера образца).
Практические советы
- Как правило, пневмоподшипники следует применять только для целей позиционирования прибора непосредственно до начала замеров. Если же в них возникнет потребность именно во время измерительного процесса (это касается, например, массивных объектов), то и контрольную точку следует замерить заново с их помощью.
- Приборы с электромотором показывают лучшие результаты, если прикладываемая сила постоянна при измерении объекта. При применении прибора с ручным управлением, необходимо прикладывать равномерную силу при каждом касании поверхности образца.
- Всегда стоит помнить, что при соприкосновении двух упругих тел (в данном случае, инструмента и объекта измерения) – они некоторое времени колеблются. Поэтому, в течении названного времени, будут колебаться и измерительные значения, т.е. осциллироваться. Для получения точного результата нужно дождаться стабилизации обоих тел, для чего принимается в расчет «время успокоения».
- Длинные датчики контактов, особенно те, кои обладают небольшими контактами и узкими выступающими частями, могут подвергаться изгибанию во время соприкосновения с измеряемым образцом. Таким образом, вполне возможно возникновение потребности в образовании перемычек про меж датчиков, в случае появления вышеозначенного отклонения.
Назначение и принцип действия
Назначение штангенциркуля – выполнение замеров высокой точности внутри и с наружи измеряемых объектов, а также глубины всевозможных отверстий.
Особенность инструмента — универсальность.

Штангель – распространенное название штангенциркуля среди тех, кто им постоянно пользуется, является обыкновенным сокращением слова.
Этот инструмент “умеет” измерять внешние и внутренние диаметры круглых и цилиндрических объектов, например, гаек и болтов, подходит для внутренних измерений канавок по всем параметрам.
Принцип измерения штангенциркулем заключается в определении размера на основании положения измерительной рамки, которая свободно перемещается вдоль штанги с нанесенной шкалой.
Само значение размера определяется методом совпадения, а его точность, в зависимости от, собственно, класса точности, способно доходить до сотых частей миллиметра.
Технические данные
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства, шаг дискретности цифрового отсчетного устройства штангенрейсмасов
Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм | Шаг дискретности цифрового отсчетного устройства, мм, классов точности 1; 2 |
От 0 до 250 | 0,05 | 0,02; 0,05 | 0,01 |
От 40 до 400 | 0,05 | ||
От 60 до 630 | 0,05; 0,10 | ||
От 100 до 1000 | |||
От 600 до 1600 | 0,10 | – | – |
От 1500 до 2500 |
Таблица 2 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды от плюс 10 до плюс 30 °С
Измеряемая длина*, мм | Пределы допускаемой абсолютной погрешности, мм | |||||
со значением отсчета по нониусу, мм | с ценой деления круговой шкалы отсчетного устройства, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||
0,01 для классов точности | ||||||
0,05 | 0,10 | 0,02 | 0,05 | 1 | 2 | |
от 0 до 250 включ. | ±0,05 | ±0,05 | ±0,03 | ±0,05 | ±0,03 | ±0,05 |
св. 250 до 400 включ. | ±0,05 | ±0,05 | – | ±0,05 | ±0,04 | ±0,06 |
св. 400 до 630 включ. | ±0,05 | ±0,10 | ±0,10 | ±0,05 | ±0,07 | |
св. 630 до 1000 включ. | ±0,10 | ±0,10 | ±0,10 | ±0,07 | ±0,09 | |
св. 1000 до 1600 включ. | – | ±0,15 | – | – | ||
св. 1600 до 2500 | ±0,20 |




Примечание: * – За измеряемую длину принимают номинальное расстояние между измерительной поверхностью ножки и поверочной плитой.
Таблица 3 – Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса
Значение отсчета по нониусу, цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства, мм | Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса, мкм, не более |
0,01; 0,02; 0,05 | 10 |
0,10 | 15 |
Таблица 4 – Г абаритные размеры и масса штангенрейсмасов
Тип | Диапазон измерений, мм | Г абаритные размеры (ДхШхВ), мм, не более | Масса, кг, не более |
ШР | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
От 600 до 1600 | 440х220х2050 | 33,5 | |
От 1500 до 2500 | 570х370х2930 | 46,0 | |
ШРК | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
ШРЦ | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 |
Наименование характеристики | Значение |
Допуск параллельности верхней и нижней измерительных | |
поверхностей ножки, мм, не более, при: | |
цене деления круговой шкалы 0,02 мм | 0,004 |
шаге дискретности отсчета 0,01 мм | 0,004 |
значении отсчета по нониусу 0,05 мм | 0,006 |
цене деления круговой шкалы 0,05 мм | 0,006 |
значении отсчета по нониусу 0,1 мм | 0,010 |
Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм, не более | 0,004 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм по ГОСТ | |
2789-73, мкм, не более, для: | |
измерительной ножки | 0,16 |
разметочной ножки и основания | 0,32 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, мкм, не более, для: | |
измерительной и разметочной ножки | 0,32 |
основания | 0,63 |
Средний срок службы, лет, не менее | 5 |
Диапазон рабочих температур, °С | От +10 до +30 |
Относительная влажность воздуха при температуре +25°С, %, не более | 80 |