

Конструкция станка ТВ-320
Основными элементами конструкции являются:
- Коробка скоростей.
- Коробка подач.
- Передний узел.
- Задний узел.
- Привод подач.
- Фартук.
- Привод охлаждающей системы.
- Каретка резцедержателя.
Устройство станины
Рабочая основа устройства – коробчатая отливка из чугуна – располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.

Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих – три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской – задний узел.
Левая опорная стойка станины содержит:
- коробку скоростей;
- электрооборудование, размещенное в шкафу;
- электродвигатель главного привода;
- емкость для охладительной жидкости.
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения – в передней; радиально-упорный – в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
- Продольный зазор между частями опор – 0,01-0,015 мм.
- Биение в продольном направлении – не превышающее 0,01 мм.
- Диаметральный зазор между валом и подшипником – 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях – продольном и поперечном – благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
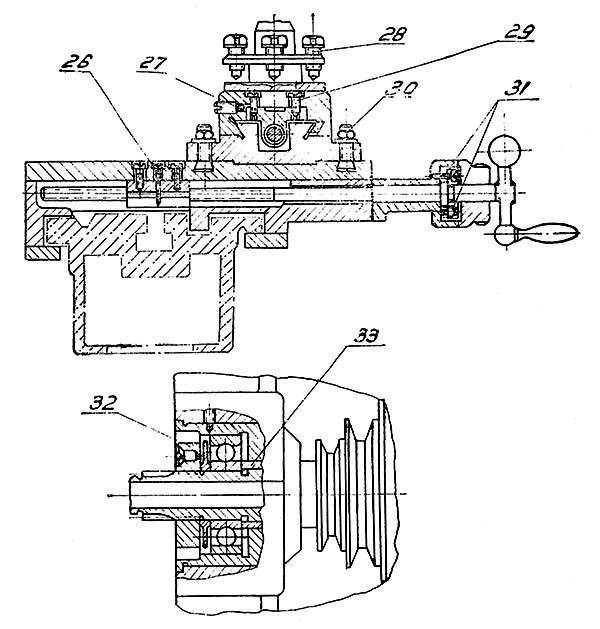
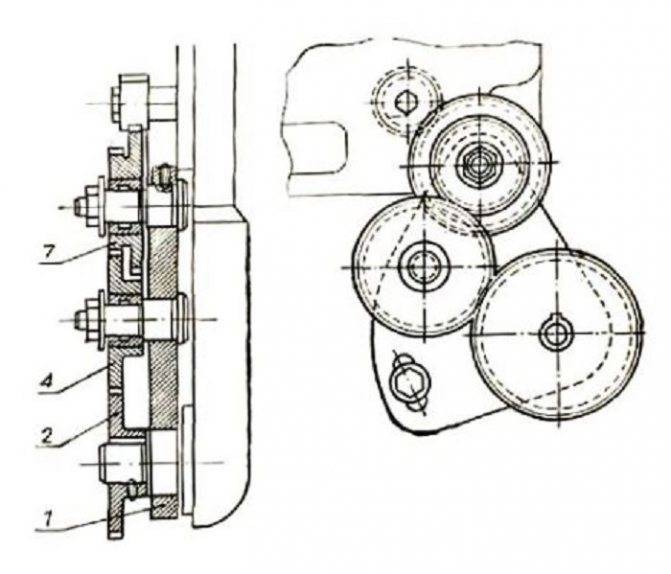
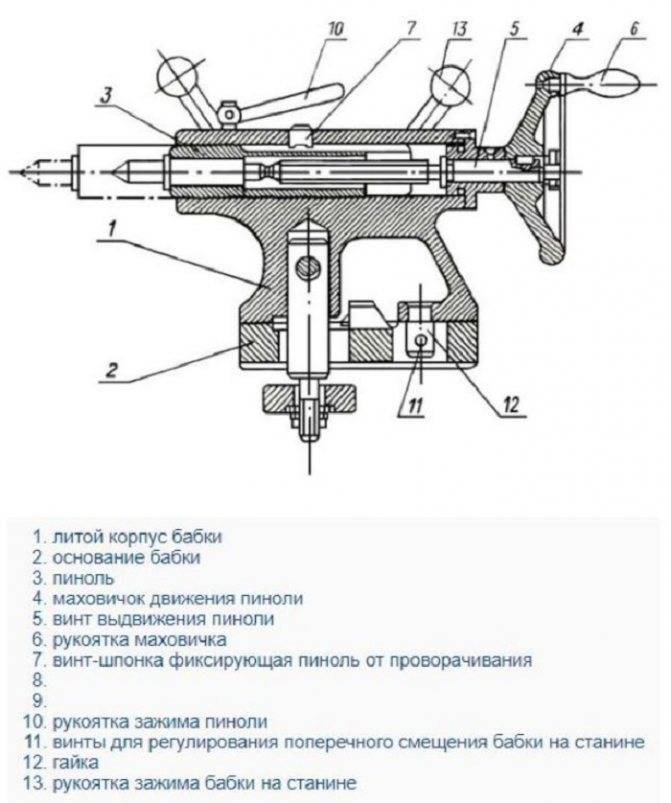
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
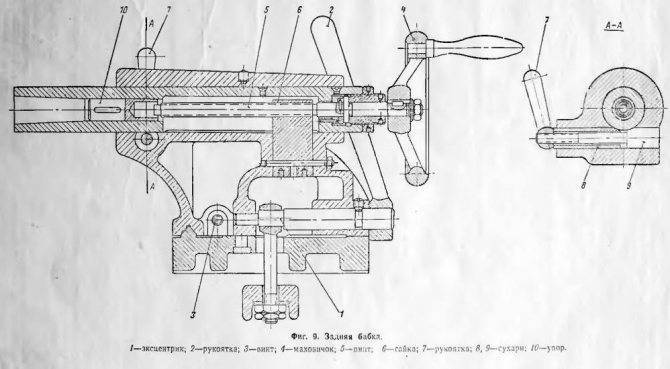
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном

ТВ-320 Разборка коробки скоростей
Владимир-Краснодар, Ну мне краска больше понравилась, чем нет — хотя я не специалист
Кисточкой ложится нормально, важно правильно разбавить — растворитель быстро улетучивается — разводить много не советую, я по началу по 160 мл разводил — так сразу всю тумбу левую покрасил почти начисто и бегал остатки думал куда домазать =) Сейчас по 20-40 мл — редко больше — по чуть чуть. Но можно и зараз все развести — эпоксидка начинает схватывать при комнатной температуре только через 6-8 часов… Так что я уже привык — крашу с утра и вечером по 15-20 минут, по 40 мл — остальное время чищу детали, перебираю и работаю — не тороплюсь =) Если надо срочно — ставлю под электрический вентилятор-обогреватель и через 2-3 часа еще один слой. Из наблюдений — краска нормально встает при комнатной температуре только через неделю-две — в смысле отвердевает значительно, до этого достаточно мягкая как резина
Поверхность гладкая, с нее все легко смывается, приятная. Естественно устойчива ко всему что есть, акромя солнечных лучей — выцветает, говорят, но остальных свойств не теряет — для защиты от них у тиккурилы еще покрывная химия есть
Из наблюдений — краска нормально встает при комнатной температуре только через неделю-две — в смысле отвердевает значительно, до этого достаточно мягкая как резина. Поверхность гладкая, с нее все легко смывается, приятная. Естественно устойчива ко всему что есть, акромя солнечных лучей — выцветает, говорят, но остальных свойств не теряет — для защиты от них у тиккурилы еще покрывная химия есть.
Цвет 6001 и 7035, вот с последним то ли я накосячил, то ли мне накосячили — я светло серый хотел, ближе к металлику — а получился почти белый при высыхании… ну терпимо еще… зеленый зато шииикарен =)
Того что я купил хватит на два станка и еще останется. Хранится долго, 5 лет и отвердитель 2года… хотя это только гарантийный срок хранения =)
Не люблю я красить — поэтому рискнул — не стал покупать дешевую, 3в1 и прочее — авось эта всю жизнь прослужит =)
Из минусов — надо привыкнуть к запаху, я по началу чуть ли не в противогазе красил =) Отвердитель воняет жесть как — толи тухлой рыбой, толи носками старыми, толи все вместе и сразу и сильно =) — я его приноровился замешивать за минуту — пока дыхание задерживается =) Мешать лучше при хорошей вентилляции, а вот красить наоборот — иначе каждые 15 минут приходится доливать растворителя, густеет быстро, в два слоя один замес положить реально, да даже начисто за счет этого вывести можно.
Рекомендовать не буду, я не специалист, да и дорогие вещи не советуют =) Но если красить ответственные детали я бы себе еще купил и куплю, скорее всего, когда эта партия закончится навыбирался-наперебирался я красок и не хочу опять этот путь повторять, только если само собой подвернется или эта сильно разочарует — но пока радует.
Ах, да — поскольку я не люблю красить поэтому подготовка к покраске у меня солидная — болгарка, щетки, ванна со щелочным раствором+сварочник, сильное щелочное моющее средство и ортофосфорная кислота местами для пассивации ржавчины после сушки и смывки. Но краска по любой поверхности хорошо ложится и прилепляется — проверено — грязь, песок, жир, масло, алюминий и дерево — у меня УАЗзик теперь весь в этих зеленых пятнах =)
ПС. Существует два вида отвердителя для нее — быстрый и обычный, так вот я зря не купил быстрый =( Ну хотя бы одну банку из двух — он всего-то в два раза быстрее а при покраске такого большого количества мелких деталей и таких маленьких порций — я бы и в 8-16 раз быстрее отвердитель взял бы, но его нет =)
ПСС — по расходу — на тумбу, которая попала в кадр ушло менее 120мл зеленой и меньше 80мл серой, красил в течении 2,5 дней по 15-30 минут в день с учетом очистки инструмента. Очистил от грязи и прокипятил за 1,5 дня. Если просуммировать трудозатраты со всех дней, то вышло в сумме где-то 4 часа — дольше всего болгаркой 4 шкуры сдирал =)Изменено 18 марта, 2020 пользователем Arhi
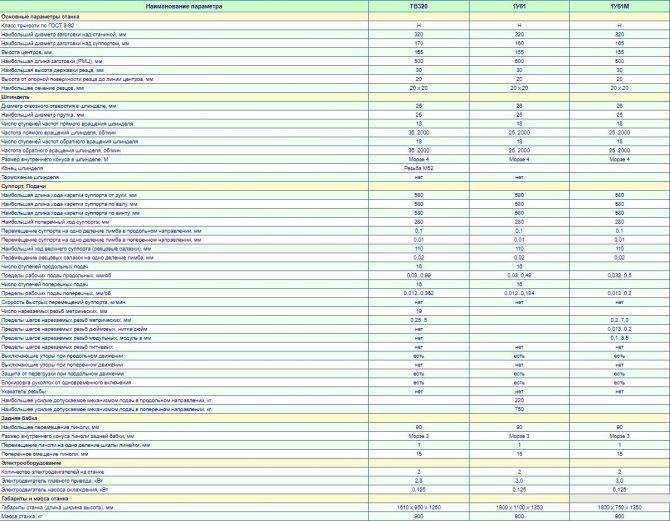
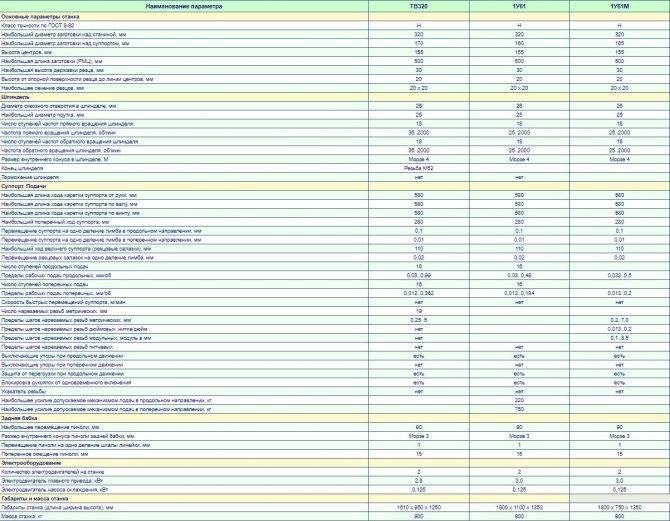
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Описание
ТВ 320 П — станок специального сегмента, оборудование с высокими оборотами. При проведении обработки реализована схема комбинирования нескольких операций, причем они выполняются одновременно. Паспорт станка гласит, что при его эксплуатации возможно использовать все технологические особенности устройства в полной мере.
ТВ 320П используется для широкого списка работ по металлу. В частности, он может применяться при:
- изготовлении инструментов и приспособлений;
- производства приборов высокой точности;
- осуществлении огромного списка токарных операций;
- нарезке резьб, как метрических, так и дюймовых;
- точения конусов и производстве операций по обработке торцов заготовок.
Список производственных процессов, где может применяться данный токарный станок высокой точности — весьма обширен. Оборудование способно выполнять даже работы с мелкими заготовками. К примеру, с его помощью быстро и точно нарезается резьба М6.



Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских
Рассматривая инструкцию (руководство) отметим следующие моменты:
Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.

Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.

Модернизация
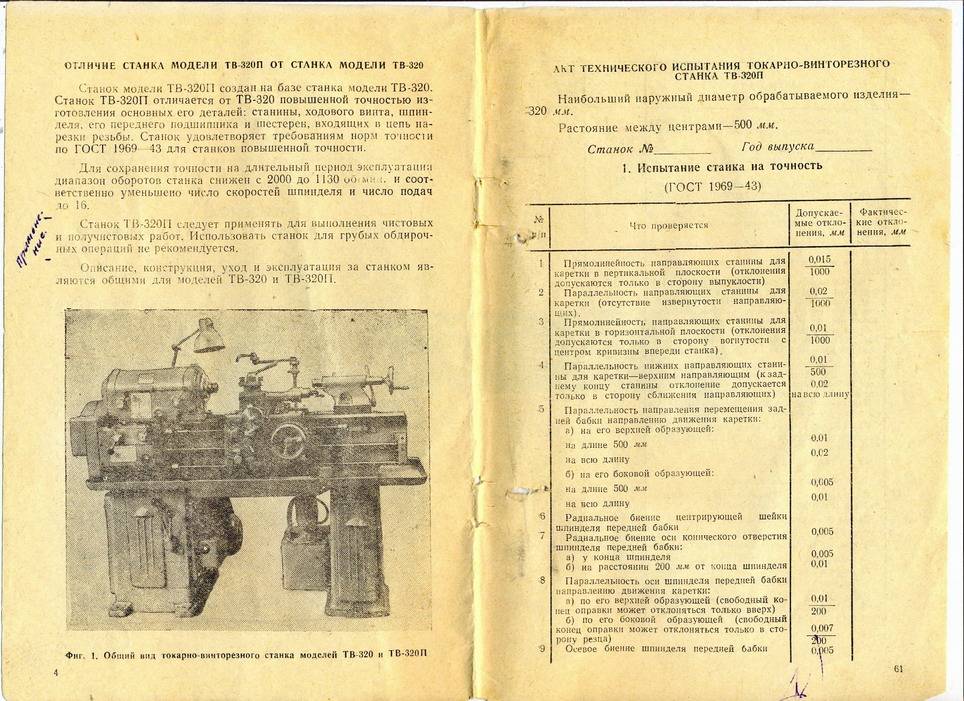
Производитель выпускал две вариации токарного станка ТВ-320. Она была в базовой комплектации, а второй вариант отличался повышенной точностью.
ТВ-320
Это стандартный станок классической вариации. Он снабжен стандартными узлами для любого токарного станка и имеет класс точности Н.
ТВ-320П
Отличается от классической модели повышенной точностью обработки заготовок. При его изготовлении к основным узлам, таким, как ходовой винт, шпиндель, передний подшипник, зубчатые колеса, все, что входит в кинематическую схему, предъявляются особые повышенные требования по точности обработки.
Оглавление
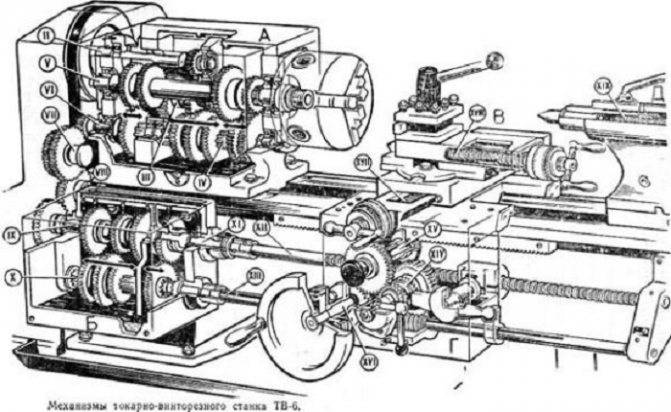
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
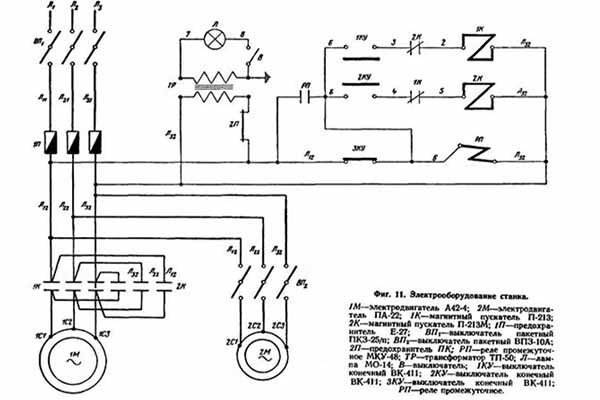
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
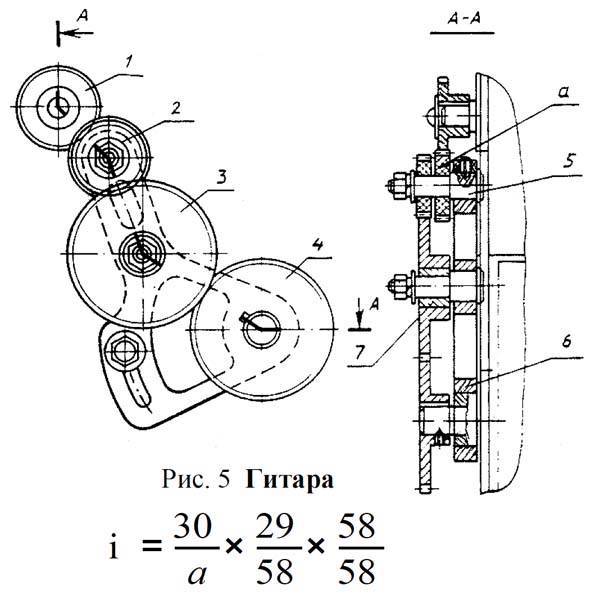
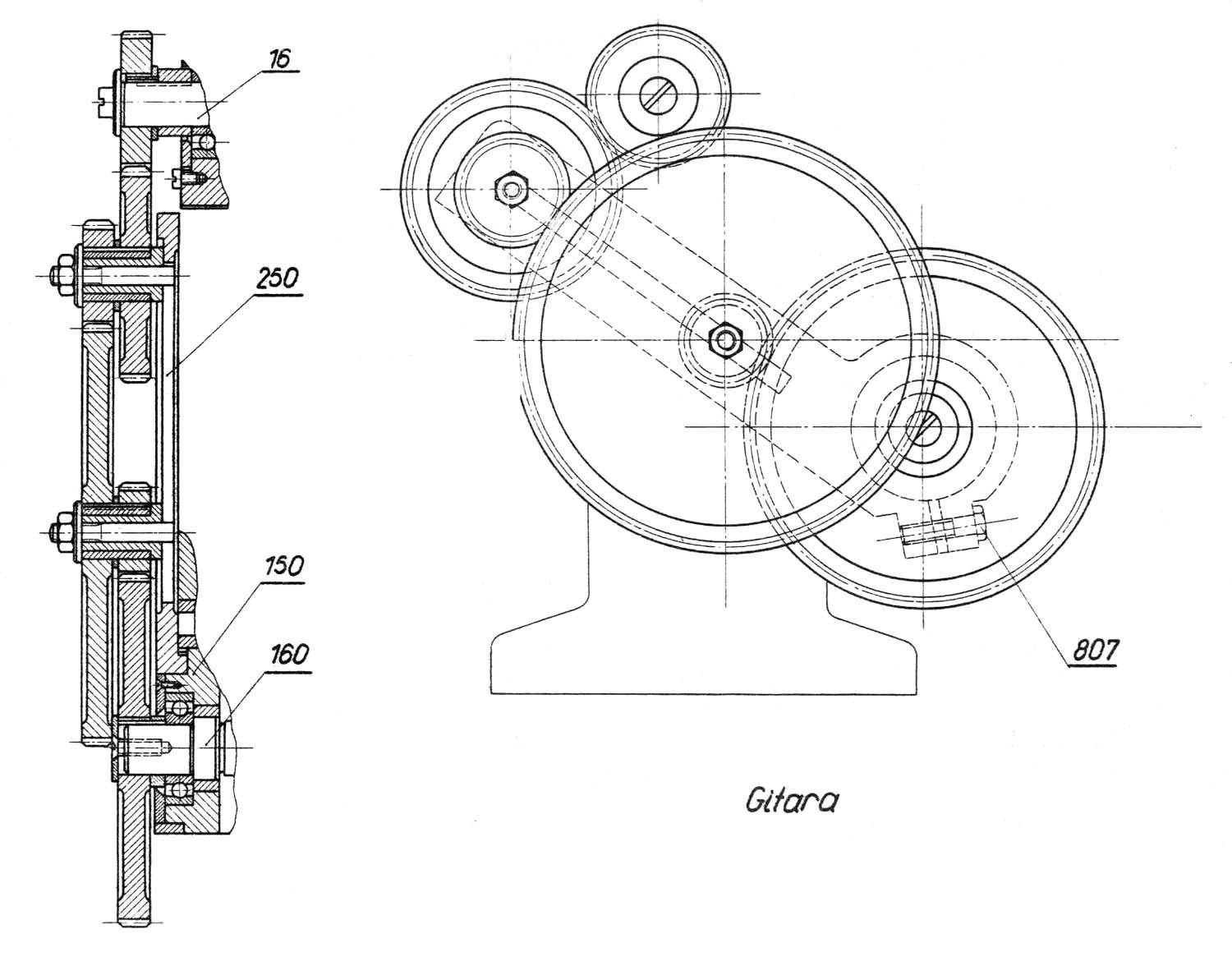
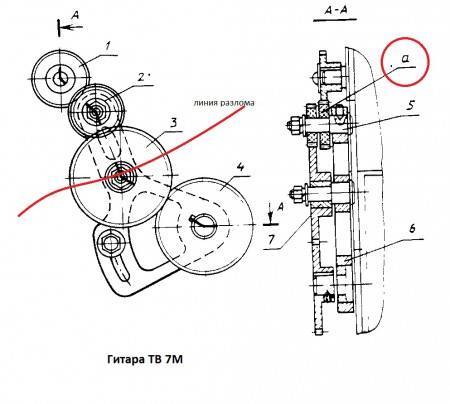
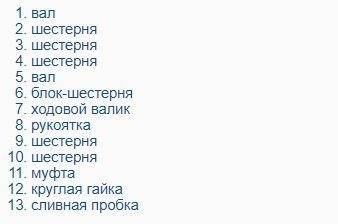
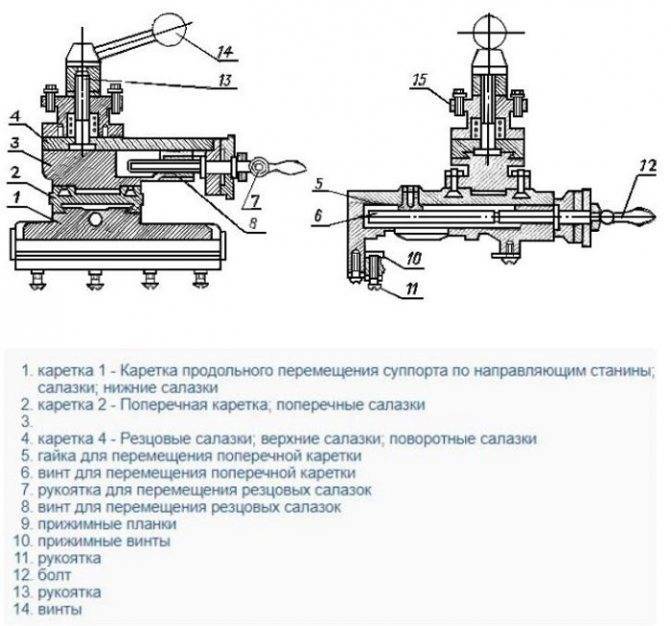
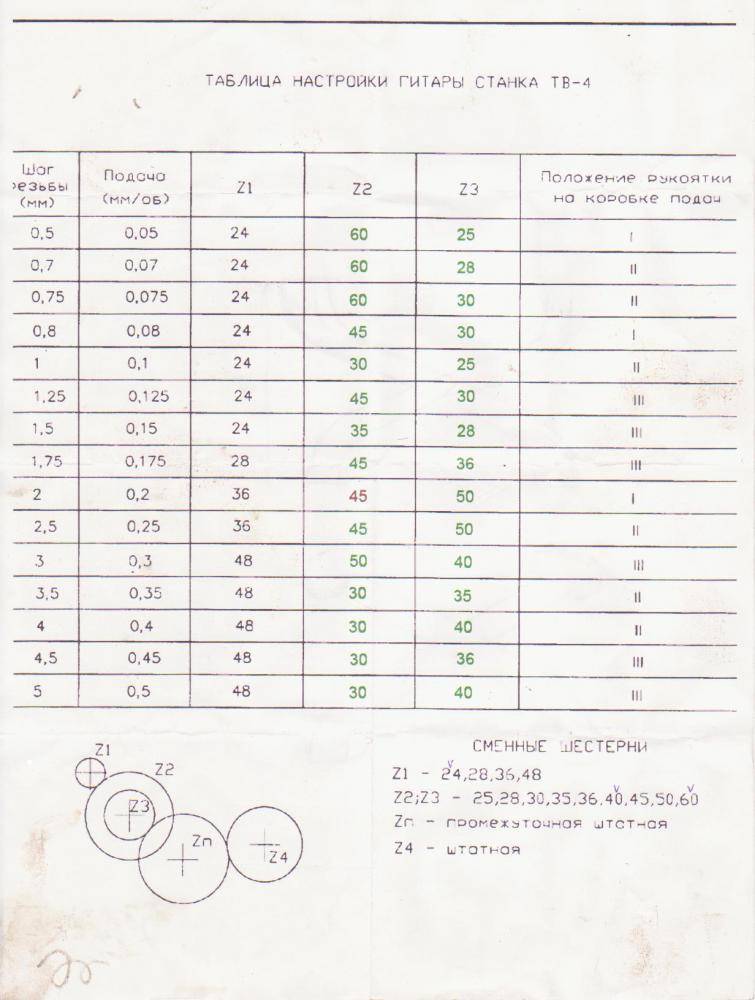
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.



Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
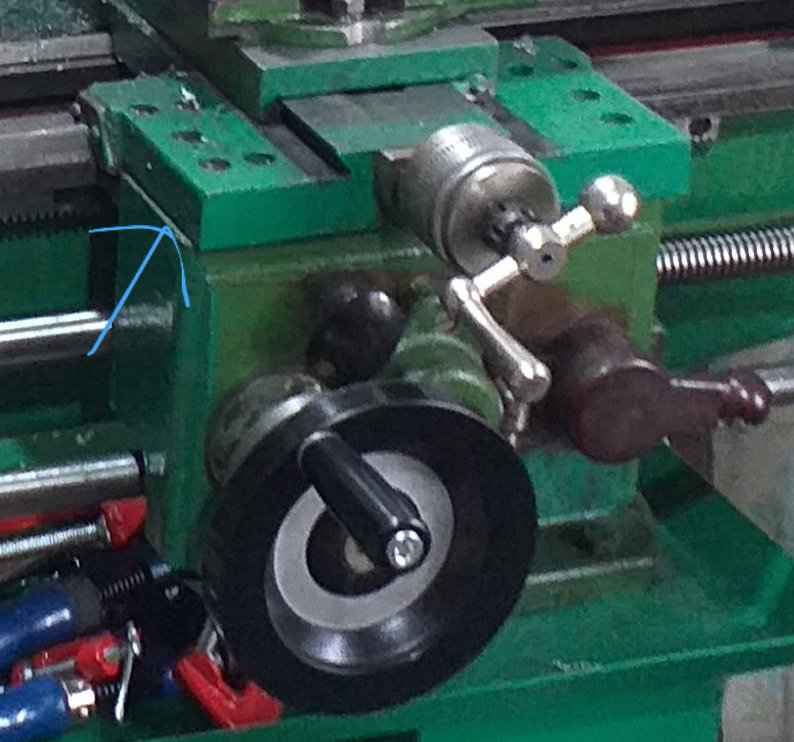
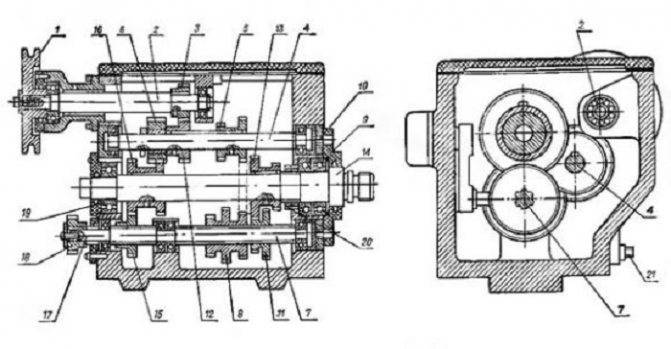
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.
Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.

Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
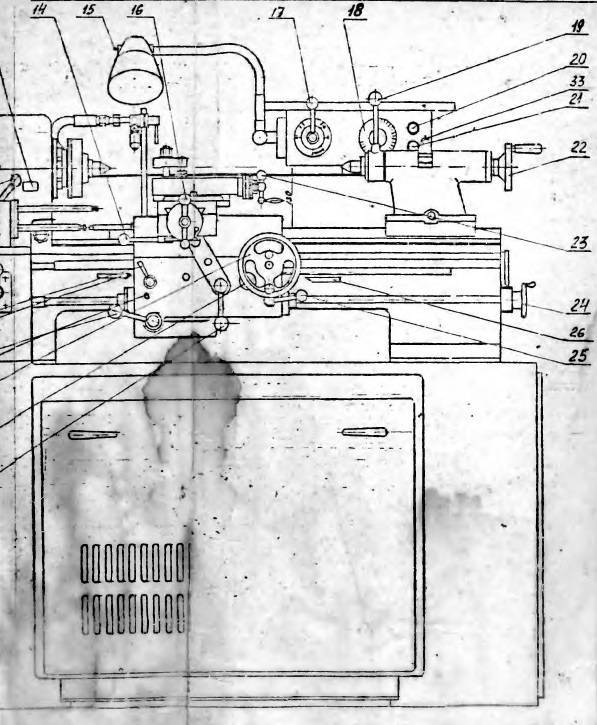
Схема органов управления
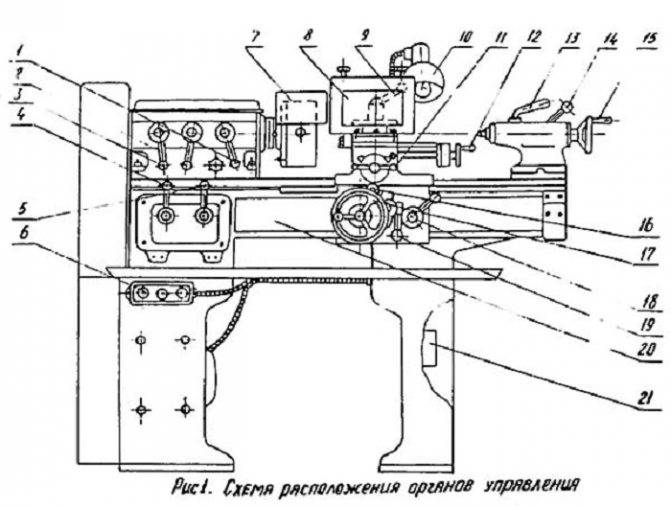
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.
Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
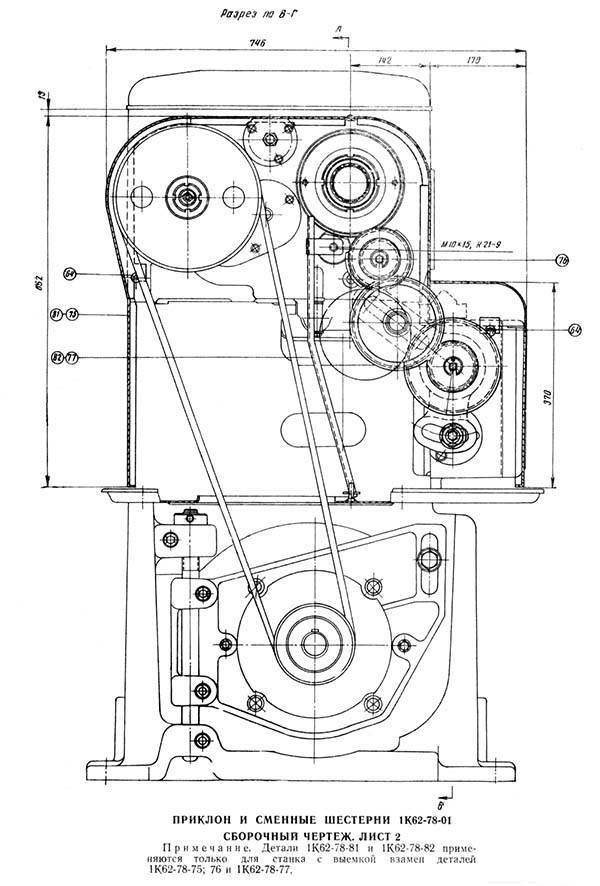
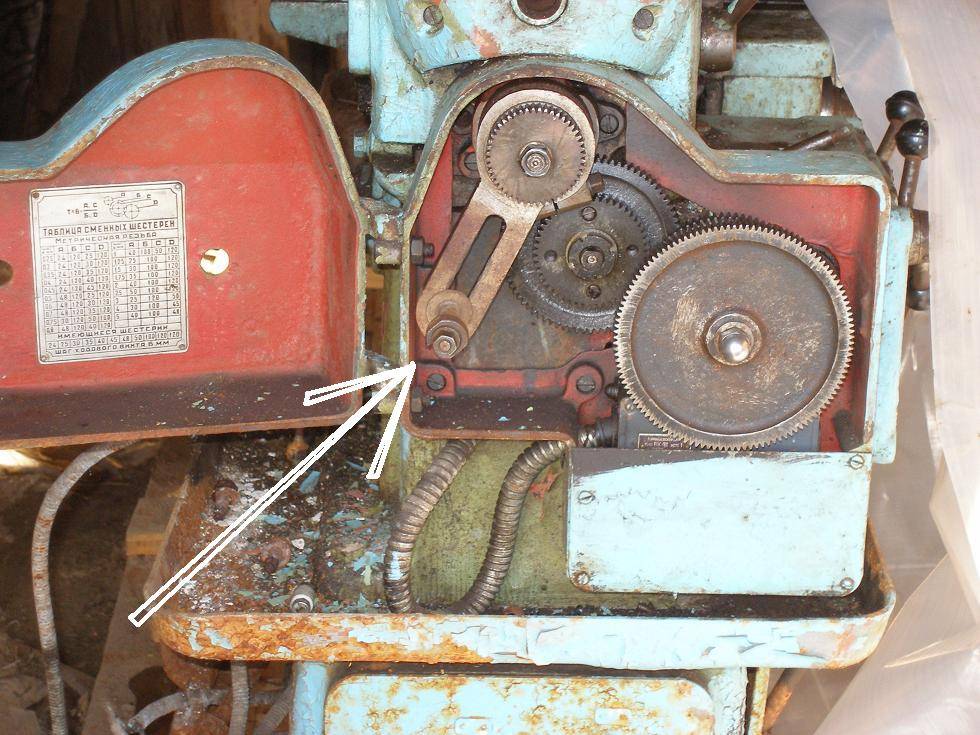
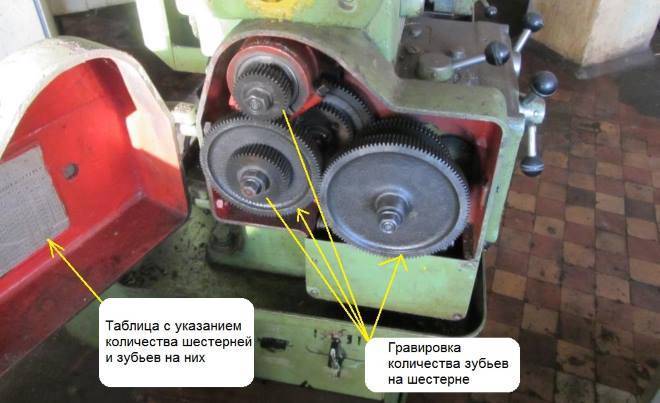
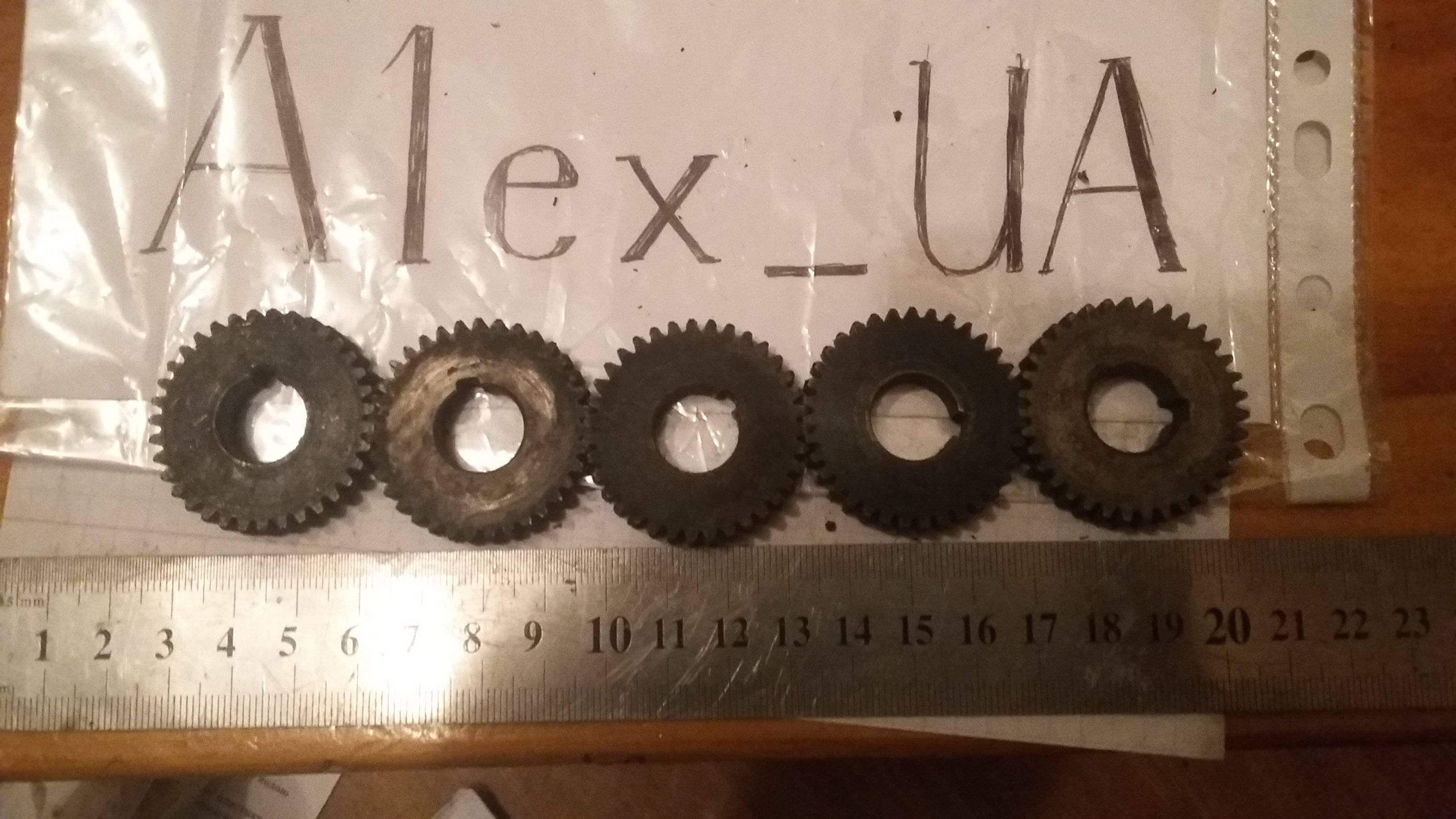
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
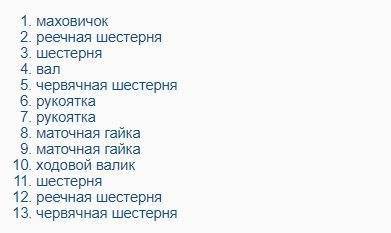
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.






Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.
На агрегате отсутствует система торможения шпинделя.
Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.
На агрегате отсутствует система торможения шпинделя.
Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей
В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности
Уход
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Важно!
Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду
Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
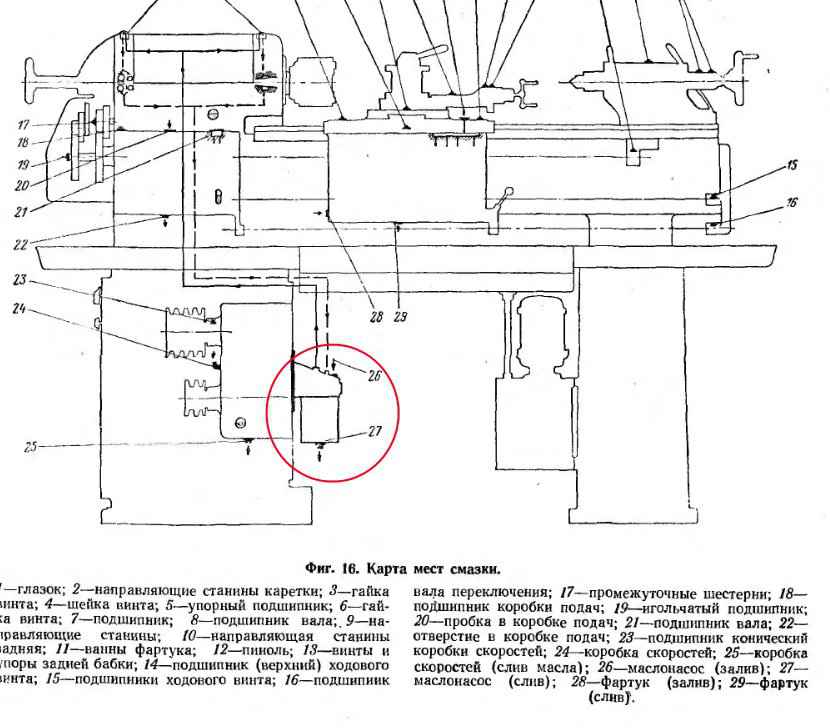
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».





