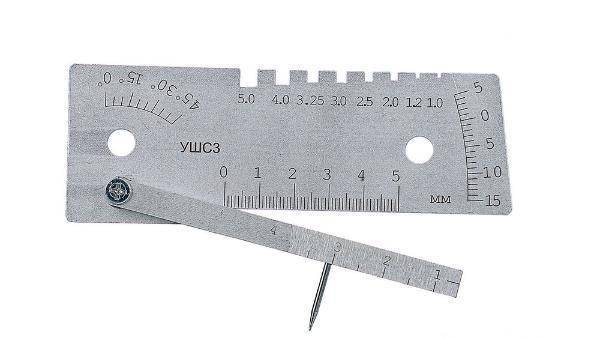
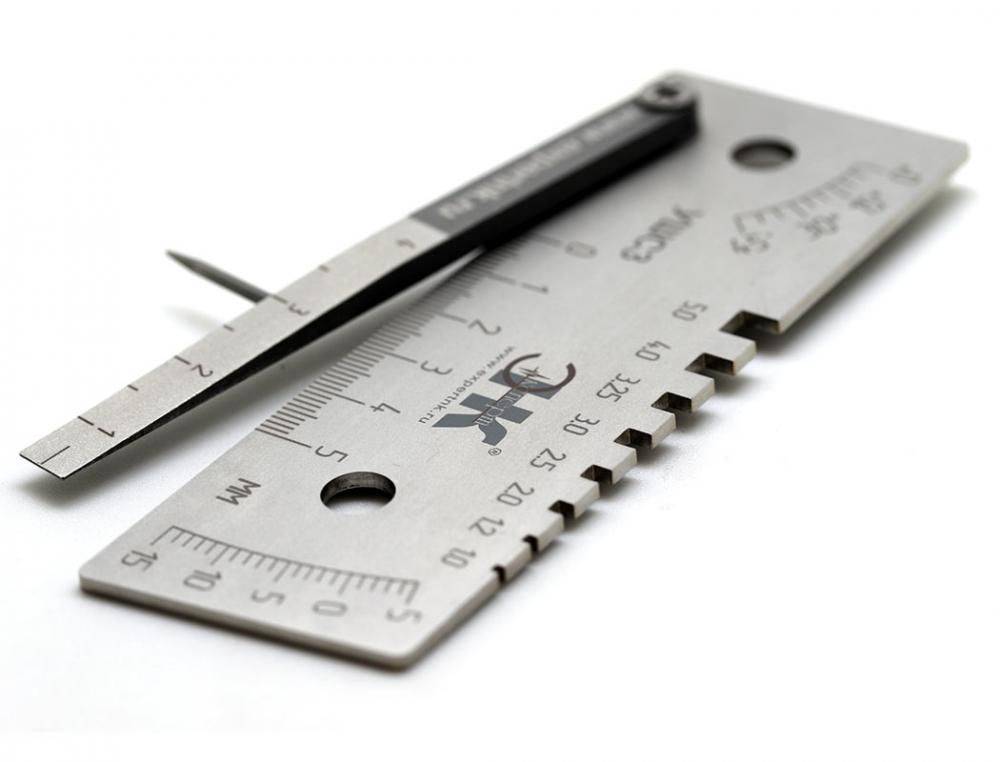
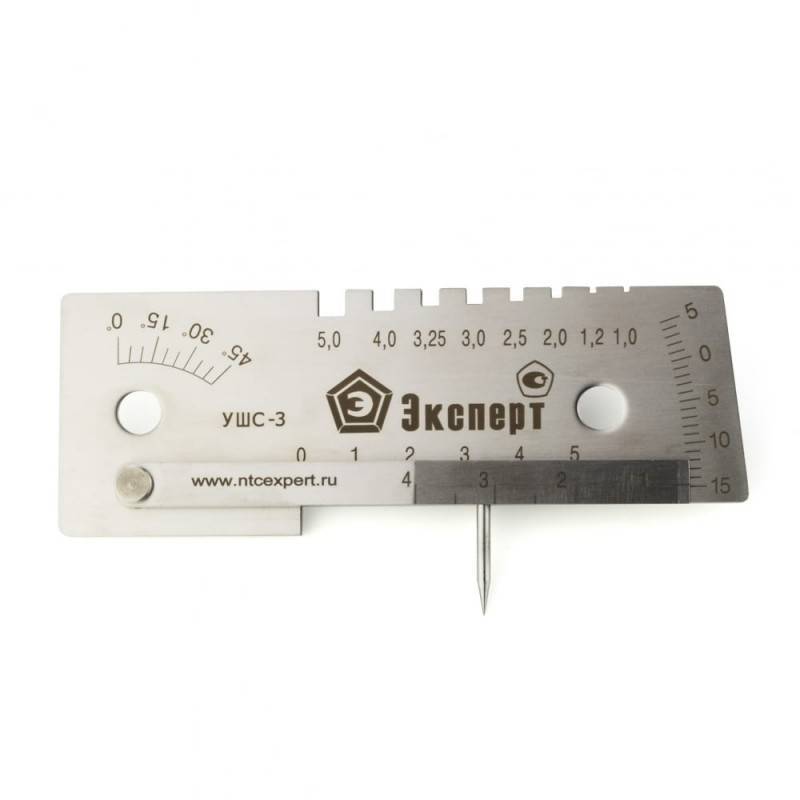
Универсальный шаблон сварщика УШС-3
Шаблон сварщика УШС-3 производства НТЦ «Эксперт» внесен в Госреестр средств измерения и является СИ утвержденного типа (№ 70742-18). Получен сертификат сертификат соответствия в системе ГОСТ Р Росстандарта РФ и свидетельство реестра республики Казахстан. Поверка шаблонов УШС-3 регламентированы методикой РТ-МП-4939-445-2017. Возможна поставка со свидетельством о поверке ЦСМ или сертификатом о калибровке нашей метрологической службы, либо без метрологической аттестации.
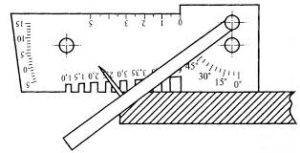
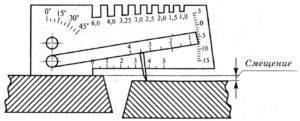
Назначение. Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и позволяет определять параметры дефектов, таких как забоины, зазоры, притупления, углы скоса и превышения кромок. УШС-3 входит в состав комплекта ВИК-1 и табель технической оснащенности ПАО «Транснефть». Наглядная инструкция по использованию шаблона УШС-3 представлена на схеме слева. Для сравнения функционала шаблонов сварщика различных типов можно воспользоваться этой таблицей.
Основные характеристики и предел погрешностей шаблона УШС-3 приведены в таблице:
| Допустимая погрешность | ||
| Углы разделки (скоса кромок) | 0 -45° | ±2,5° |
| Смещение кромки | 0 — 15 мм | ±0,5 мм |
| Размер притупления и ширины шва (линейка) | 0 — 50 мм | ±0,25 мм |
| Высота усиления стыкового шва | 0 — 5 мм | ±0,5 мм |
| Глубина вогнутости шва | 0 — 15 мм | ±0,5 мм |
| Высота выпуклости шва | 0 — 5 мм | ±0,5 мм |
| Подрезы корня шва | 0 — 15 мм | ±0,5 мм |
| Глубина дефектов шва | 0 — 15 мм | ±0,5 мм |
| Высота дефектов шва | 0 — 5 мм | ±0,5 мм |
| Размеры зазоров | 1 — 4 мм | ±0,25 мм |
| Диаметр электродов | 1/1,2/2/2,5/3/3,25/4/5 | до 3 мм +0,1 мм от 3 до 3,25 мм +0,12 мм более 3,25 мм +0,3 мм |
Контроль с использованием шаблона УШС-3 производится следующим образом:
- Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона УШС-3 поверхностью А на изделие, затем поворотом движка 2 вокруг оси указатель приводится в соприкосновение с измеряемой поверхностью. Результат показаний считывается против риски К по шкале Г.
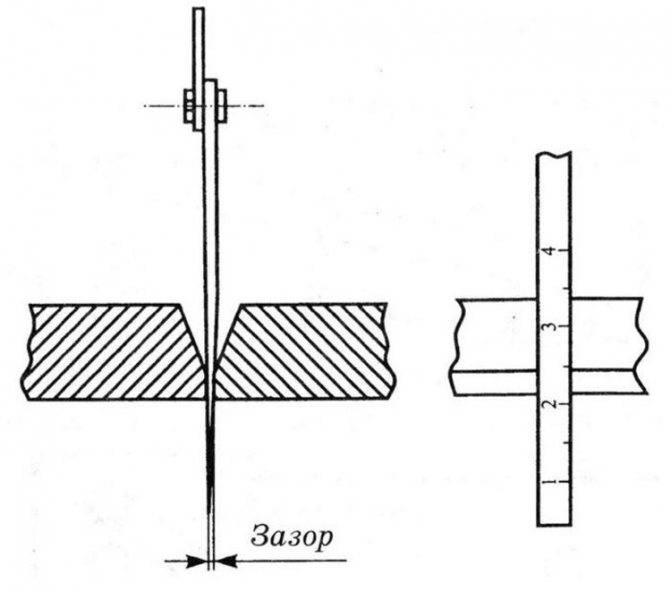
- Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. Результат считывается по шкале И, нанесенной на движке.
- Контроль притупления и ширины шва производится при помощи линейки шаблона УШС-3 нанесенной на шкалу Е.
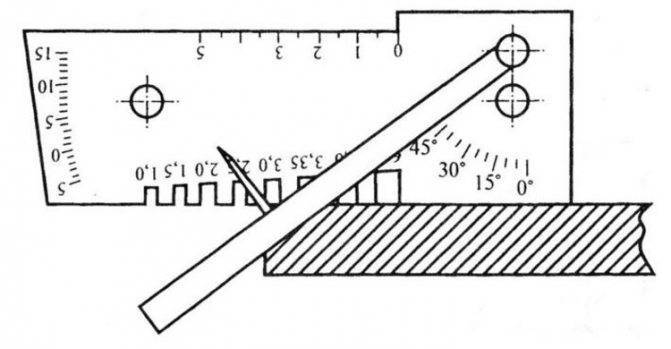
- Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 без зазора совместить его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
- Определение диаметров проволоки при помощи шаблона УШС-3, производится с помощью пазов Ж.
Комплект поставки: шаблон сварщика универсальный УШС-3, свидетельство о поверке или

(по заявке), паспорт, чехол.
Дополнительная информация:
- Паспорт шаблона сварщика УШС-3
- Методика поверки УШС-3 — РТ-МП-4939-445-2017
- Описание типа средства измерения на шаблон сварщика УШС-3
- Сертификат Госреестра республики Казахстан. – УШС-3
- Сравнительная таблица характеристик шаблонов сварщика различных моделей
Видео презентация шаблона сварщика УШС-3
Подпишитесь на наш канал YouTube
Категории сварщиков
Квалификация определяется в зависимости от умения специалиста работать с определенным набором сварочных технологий:
- точечная сварка предполагает соединение металлов без использования электродов. Простые манипуляции, не требующие длительного обучения;
- сварщики, работающие с установками диффузно-сварочного типа. Соединение характеризуется увеличенными прочностными характеристиками шва;
- навыки работы с электронно-лучевой аппаратурой. Сварочные работы выполняются в вакууме. Технология востребована для соединения деталей, выполненных из различных металлических сплавов;
- работник, умеющий обращаться с термитной сваркой. Манипуляции выполняются на специальных сварочных прессах. Детали помещаются в формы, которые нагреваются;
- управление газосварочными процессами. В этом случае специалиста принято называть газосварщиком. Он может и резать металлы, вооружившись соответствующими приспособлениями – резаками;
- последнюю категорию составляют электросварщики. Они востребованы в производстве, сфере обслуживания и в других областях хозяйствования.
Описание
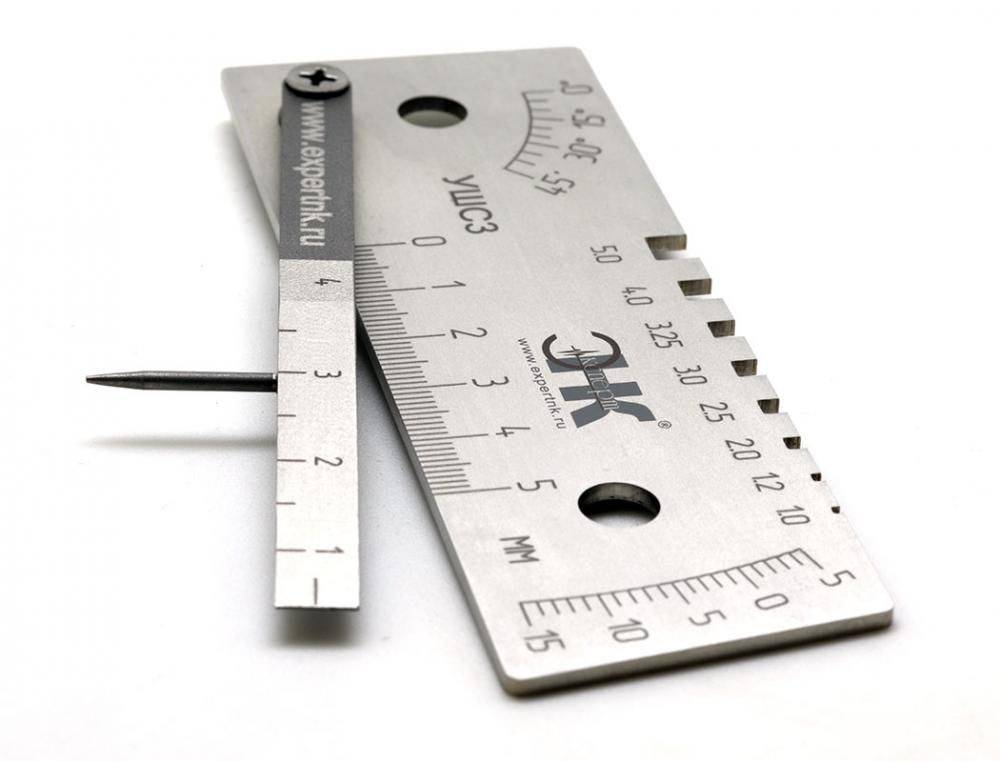
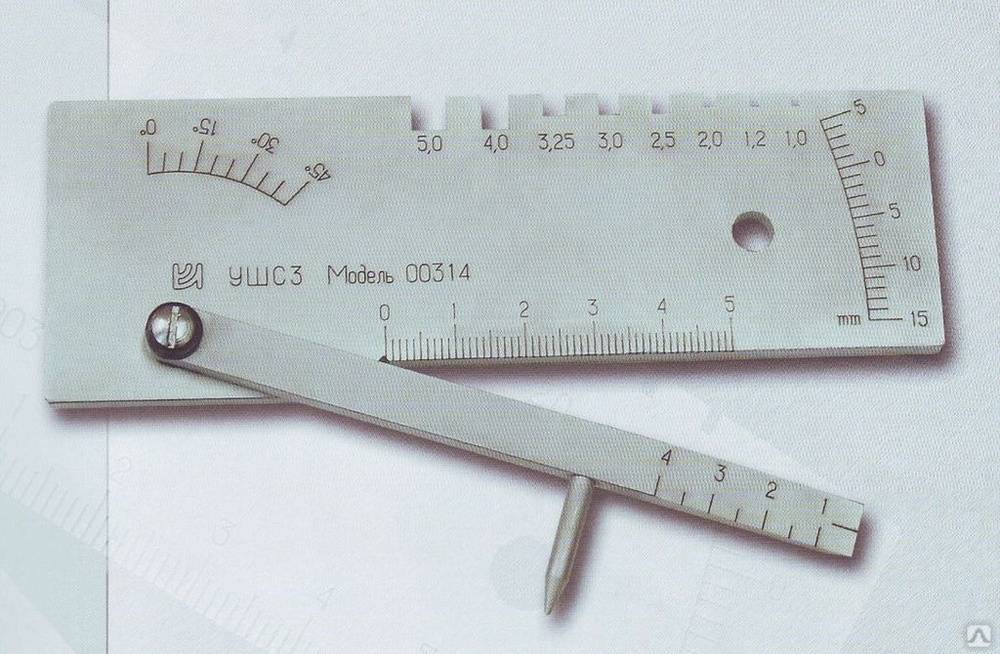
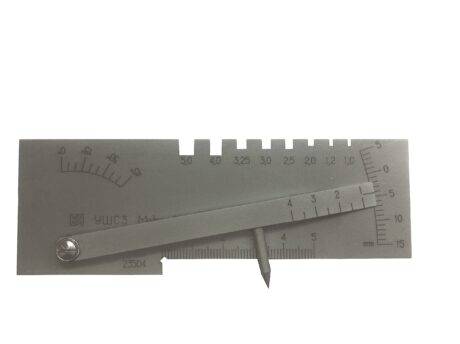
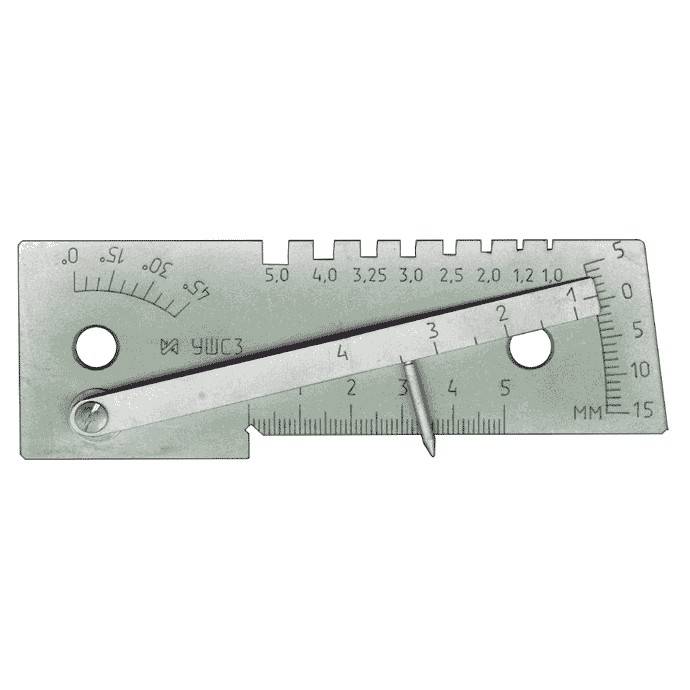
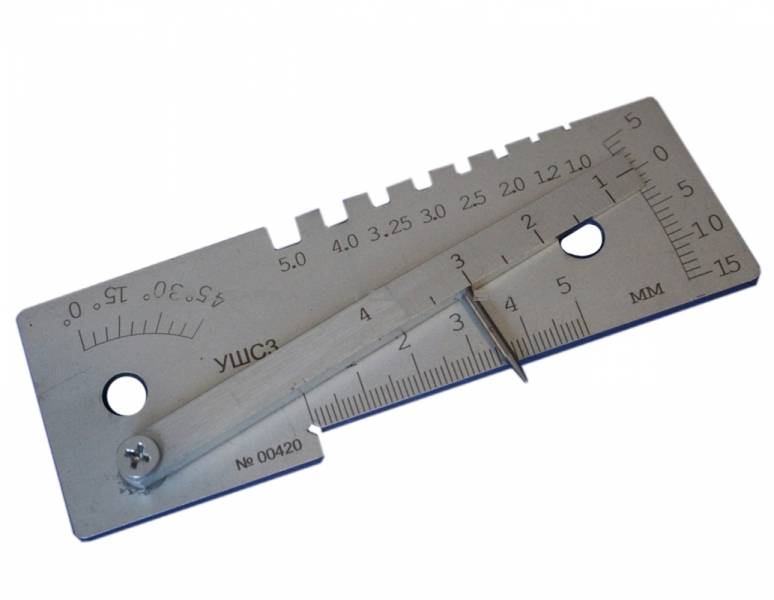
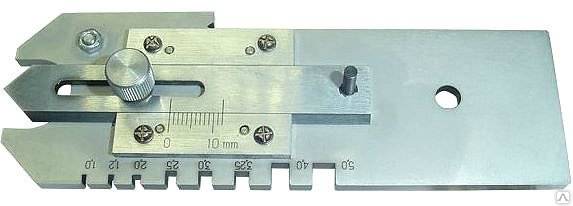
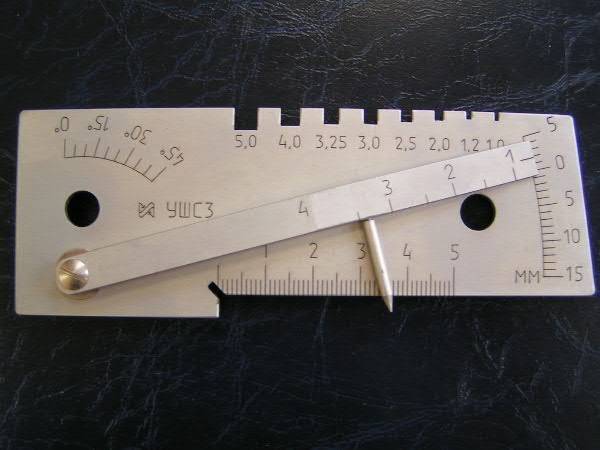
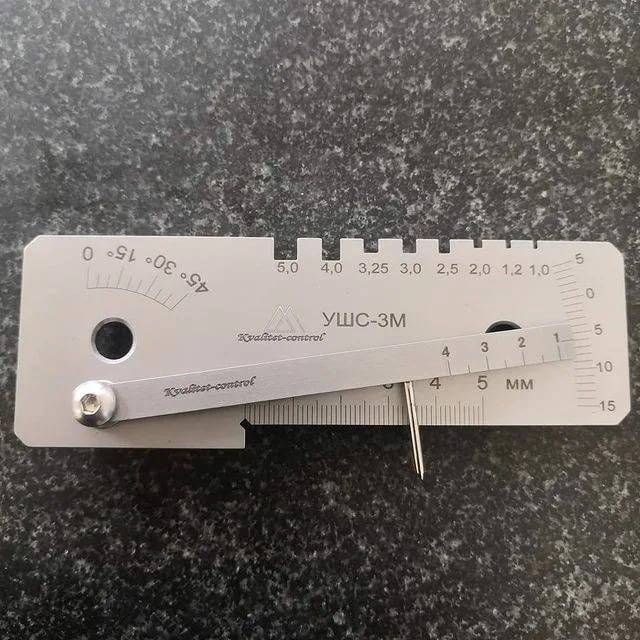
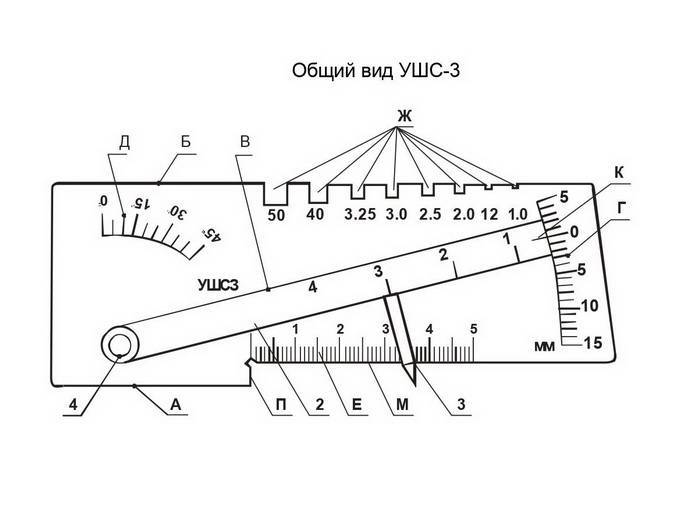
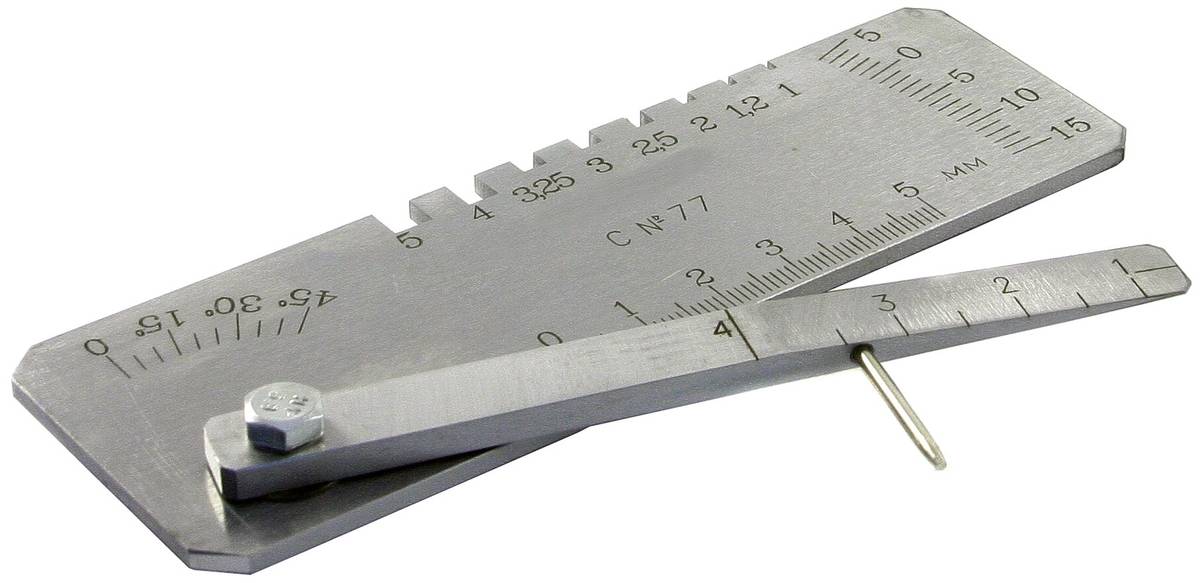
УШС состоят из основания 1, на котором на лицевой стороне с помощью оси 4 установлен движок 2 с измерительным наконечником 3, и нанесены измерительные шкалы А, Б, Г. Движок 2 выполнен в виде пластины, один конец которой должен быть выполнен в виде клина. На лицевой поверхности клиновой части нанесена шкала В (цифры шкалы соответствуют толщине движка). На клиновом конце движка нанесена контрольная риска-индекс К для шкалы Г.
В верхней части УШС в виде прямоугольника выполнены контрольные пазы Д. Под пазами, на лицевой поверхности нанесены номинальные значения.
У УШС-4 и УШС-4Т на тыльной стороне установлено стопорное устройство 6 движка
5 и рамка с измерительной шкалой Е. На движке 5 нанесены контрольные риски-индексы М и Н для шкалы Е.
УШС выпускаются в 4 модификациях. Модель 4 отличается от модели 3 наличием возможности измерения фактической толщины углового шва (шкала Е). Индекс «Т» в модели УШС обозначает повышенную точность исполнения.
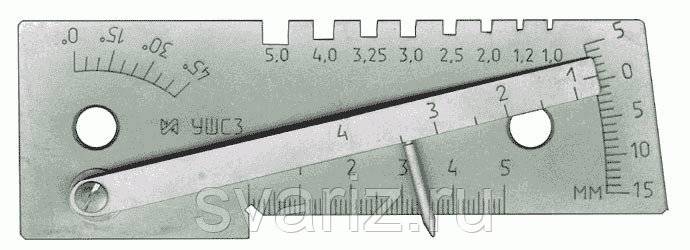
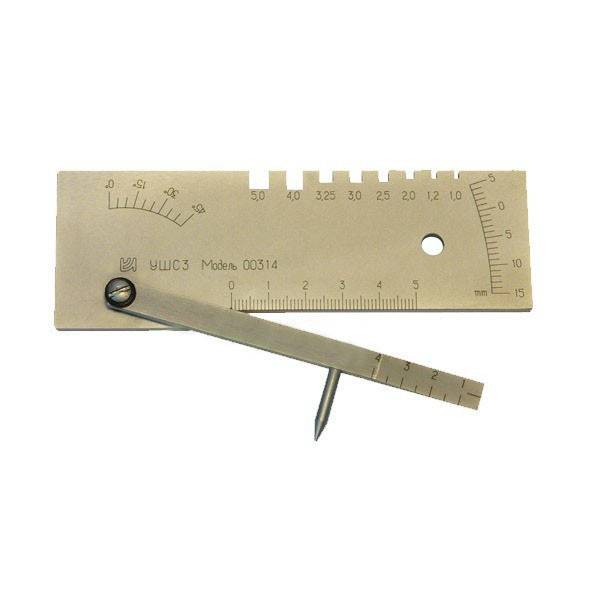
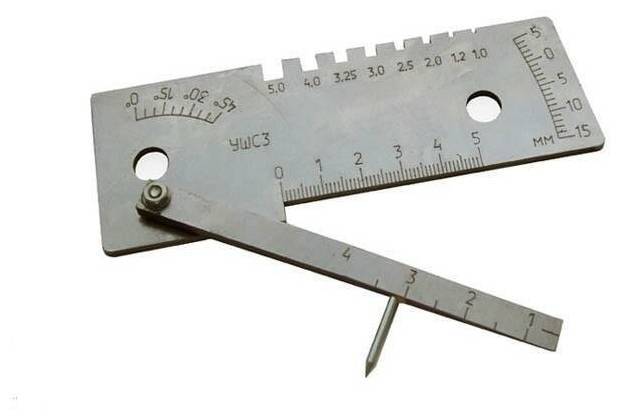
Общий вид УШС с передней и тыльной стороны в разных исполнениях представлен на рисунках 1, 2, 3, 4 и 5.
АЖ Д Г
5,0 4,0 3,25 3,0 2,5 2,0 1,2 1,0
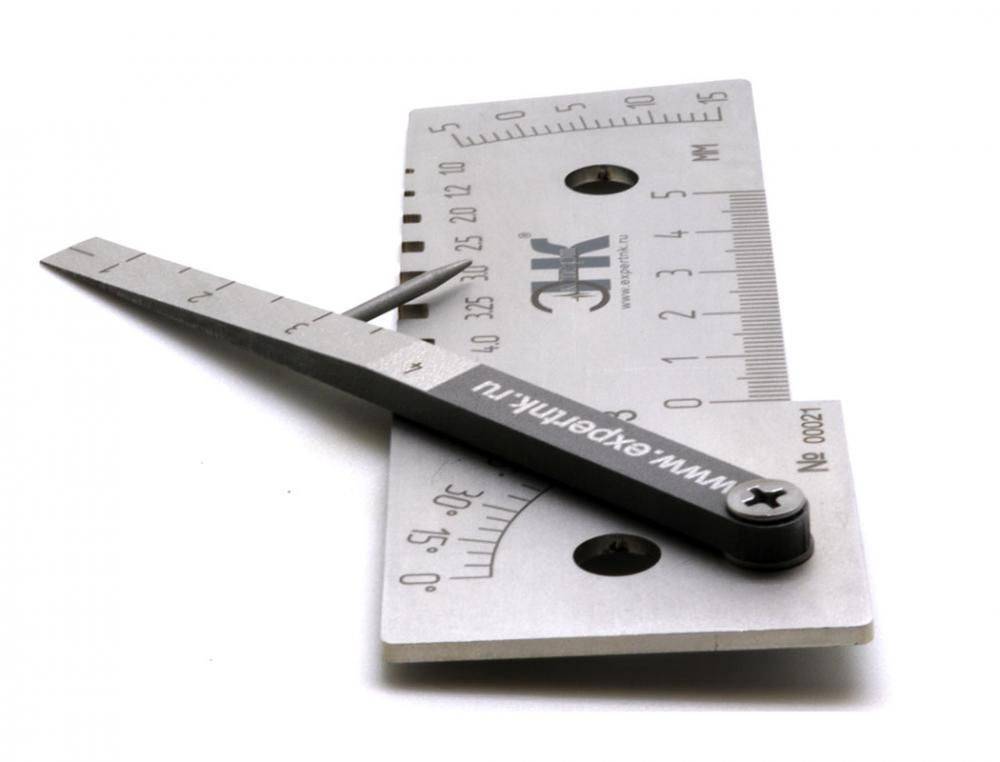
Рисунок 2 – Внешний вид УШС-3Т
Пломбирование универсальных шаблонов сварщика не предусмотрено.
«Элитест»
УШС
Как работать с ушс-3
 Конструктивно он состоит из трех деталей:
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.







Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
 Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
Высоту усиления швов (как стыкового, так и углового)
Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
Смещение кромки деталей при их соединении
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Что такое шаблон сварщика
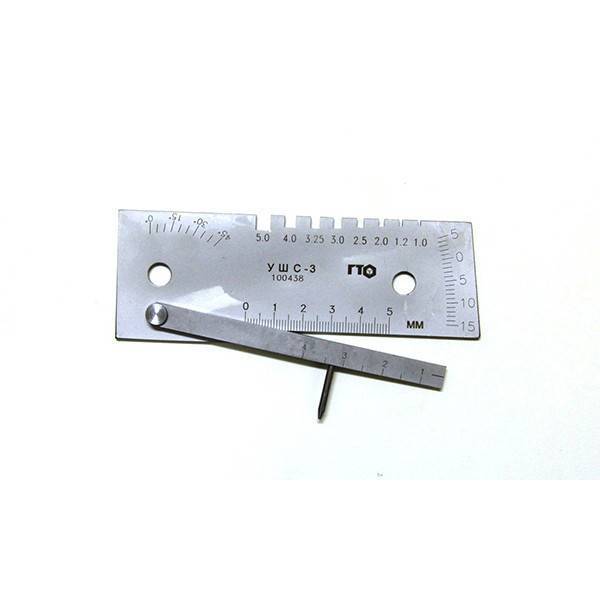
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.
 Шаблон сварщика предназначен для контролирования качества сварочного шва
Шаблон сварщика предназначен для контролирования качества сварочного шва
На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Катетомер КМС-3-16
| Набор катетомеров сварщика КМС-3-16 предназначен для контроля катетов сварного шва при ручной электродуговой сварке. КМС-3-16 удобно использовать вместе с шаблоном УШС-4. Пара этих шаблонов обеспечивает контроль всех основных параметров сварных швов и заготовок. Калибровка катетомера проводится собственной метрологической службой по методике МК 12.2017. Данный шаблон сертификацию в системе ГОСТ Р Росстандарта РФ. Технические характеристики:
Собственное производство. Комплект поставки: набор катетомеров КМС-3-16 с чехлом, паспорт, МС НТЦ «Эксперт» (по заявке). Видео Использование шаблонов сварщика Подпишитесь на наш канал YouTube |
Функции, диапазоны измерения и погрешности шаблонов сварщика российского и зарубежного производства
| Контролируемый параметр | УШС-2 | УШС-3 | УШС-4 | WG-01 | WG-1 | WG-2 | BRIDGE CAM | HI-LO | SINGLE HI-LO | V WAC | FILLET WELD GAUGE | AWS WELD GAUGE | SKEW-T WELD GAGE | Ушерова- Маршака | Катетомер КМС 3-16 | Красовского УШК-1 | |||||||||||||||
| Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. |
| Угол разделки кромки | 0-45° | ±2,5° | 0-45° | ±2,5° | 90- 155° | ±30’ | 90- 150° | ±2,5° | 80- 160° | ±2,5° | 0-60° | ±2,5° | 37.5° | ±2,5° | |||||||||||||||||
| Измерение толщины стенки труб и заготовок | 0-45 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Измерение внутренней несоостности | 0-30 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||||||||||
| Смещение кромок | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-13 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | |||||||||||||||||
| Размер зазоров | 1-4 мм | ±0,25 мм | 1-4 мм | ±0,25 мм | 0-3,5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||
| Измерение угла вертикальной заготовки | 30- 90° | ±2,5° | |||||||||||||||||||||||||||||
| Высота усиления стыкового шва | 0-5 мм | ±0,5 мм | 0-5 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-12 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-3 мм | ±0,2 мм | 0-10 мм | ±0,1 мм | 0-4 мм | ±0,5 мм | |||||||||
| Высота углового шва | 0-10 мм | ±0,5 мм | 0-11 мм | ±0,2 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-20 мм | ±0,2 мм | 0-20 мм | ±0,1 мм | 0-15 мм | ±0,5 мм | |||||||||||||||||
| Высота катета углового шва | 0-20 мм | ± 0,3 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||||||||||
| Измерение высоты катета углового шва > или ˂ 90° | 0-50 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Расчет нормативной высоты катета углового шва > или ˂ 90° | Комплект с линейкой сварщика | ||||||||||||||||||||||||||||||
| Радиус катетов | 4-14 мм | ±0,04 мм | 3-25 мм | ±0,02- 0,04 мм | |||||||||||||||||||||||||||
| Размер катетов | 3-25 мм | ±0,02- 0,04 мм | 3-12 мм | ±0,3 мм | |||||||||||||||||||||||||||
| Притупление и ширина кромки шва | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-40 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | 0-50 мм | ±0,2 мм | 0-60 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||
| Подрезы, западания, глубина вогнутости | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-7 мм | ±0,1 мм | 0-8 мм | ±0,1 мм | 0-2 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-10 мм | ±0,1 мм |
Катетомер КМС-3-16 в наличии на складе. Заказать доставку шаблонов можно до двери либо до терминалов транспортной компании в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Шаблон сварщика УШС-3
Цена: 1300 руб. с НДС
Область применения:
Универсальные шаблоны сварщика УШС-3 используются при выполнении сварочных работ для измерений контролируемых параметров труб (трубопроводов), контроля состояния стыков соединений торцов труб (трубопроводов) и для контроля качества сварного шва. Так же УШС-3 рекомендуется к использованию для контроля элементов разделки под сварной шов перед их сваркой, контроля электродов и элементов сварного шва.






Шаблоны могут быть использованы любыми предприятиями и в организациями, проводящих сварочные работы.
УШС-3 незаменим для обучения будущих специалистов в сварочных учебных центрах. Также он входит в обязательный список комплекта визуального контроля.
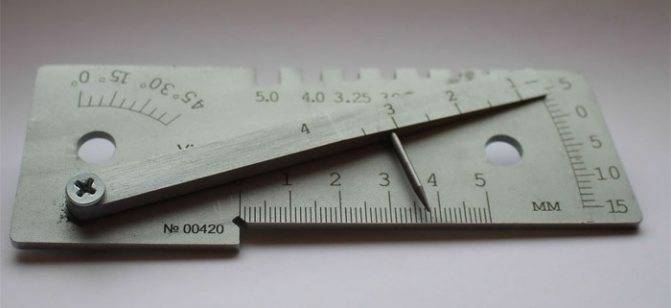
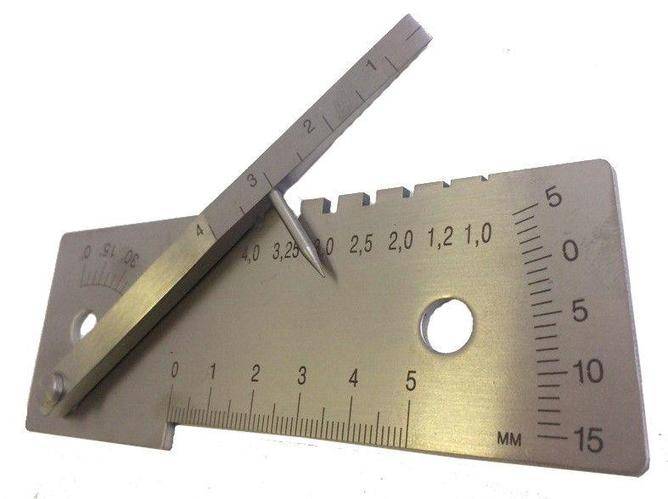
Общий вид УШС-3 представлен на рисунке 2: 1-основание; 2-движок; 3-указатель; 4-ось.
Комплект поставки:
универсальный шаблон сварщика УШС-3 – 1 штпаспорт – 1шт.футляр – 1 шт.
Технические характеристики шаблонов сварщика УШС-3:
- Диапазон измерения глубины дефектов (вмятин, забоин), глубины разделки шва до корневого слоя, превышения кромок, мм 0 – 15
- Диапазон измерения высоты усиления шва, мм 0 – 5
- Диапазон измерения величин притупления и ширины шва, мм 0 – 50
- Диапазон измерения величины зазора, мм 0.5 – 4
- Диапазон измерения углов скоса кромок, град. 0 – 45
- Номинальные значения диаметров электродов, измеряемых шаблоном, мм 1; 1.2; 2; 2.5; 3; 3.25; 4; 5
- Габаритные размеры, мм 130х50х16
- Масса, кг 0.18
Устройство и принцип работы:
На основании шаблона на оси установлена планка с неподвижно закрепленным на ней указателем. УШС-3 могут быть использованы как в помещениях, так и на открытом воздухе. После использования шаблона его необходимо промыть в бензине и протереть ветошью. Хранение шаблонов должно осуществляться в сухом чистом помещении, при температуре окружающей среды от -45о до +45оС. Если хранение осуществляется на протяжении более 24 месяцев со времени их консервации они должны вновь законсервированы в соответствии с требованиями ГОСт 9.014-78. Условия транспортирования шаблонов должны соответствовать требованиям ГОСТ 15150-69 группа 8. Допускается транспортировка упакованных шаблонов УШС-3 всеми видами открытого транспорта.
Рекомендации по применению:
- Установить шаблон поверхностью А на изделие
- Поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью
- Результат считывается напротив риски К по шкале Г
- Ввести движок 2 его клиновой частью в контролируемый зазор
- По шкале И, нанесенной на движке определить результат
- Используя как линейку шкалу Е произвести измерения
- Установить шаблон поверхностью Б на образующую изделия
- Поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью
- Считать результат по шкале Д против поверхности движка В
Отгрузка осуществляется в течение 5 рабочих дней после оплаты, или в течение 20-30 рабочих дней, в случае, если на момент заказа шаблонов нет в наличии и требуется их изготовление.
Производим доставку в регионы России и СНГ любым видом транспорта. При отправке через автотранспортную компанию доставка до терминала в г. Пенза производится бесплатно.
- Вы можете купить УШС-3 и уточнить наличие и сроки их изготовления, направив в наш адрес заявку по электронной почте на адрес Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра. или позвонив по следующим телефонам: (8412) 74-77-50, 99-15-40
- В так же можете направить нам заявку по факсу: (8412) 99-15-40.
- Для выставления счета на предоплату или заключения договора поставки просим Вас направлять реквизиты Вашего предприятия.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.





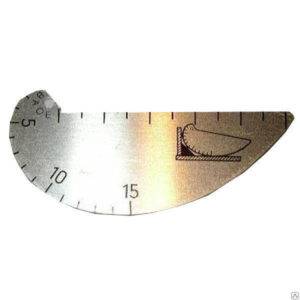
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2

Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).

Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3

Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью.
Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4

Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.





Сведения о методах измерений
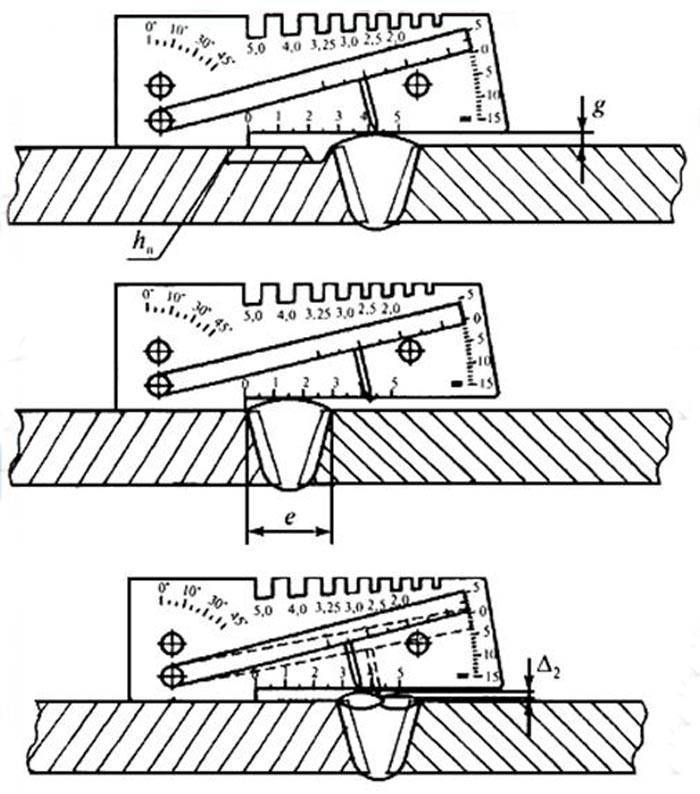
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
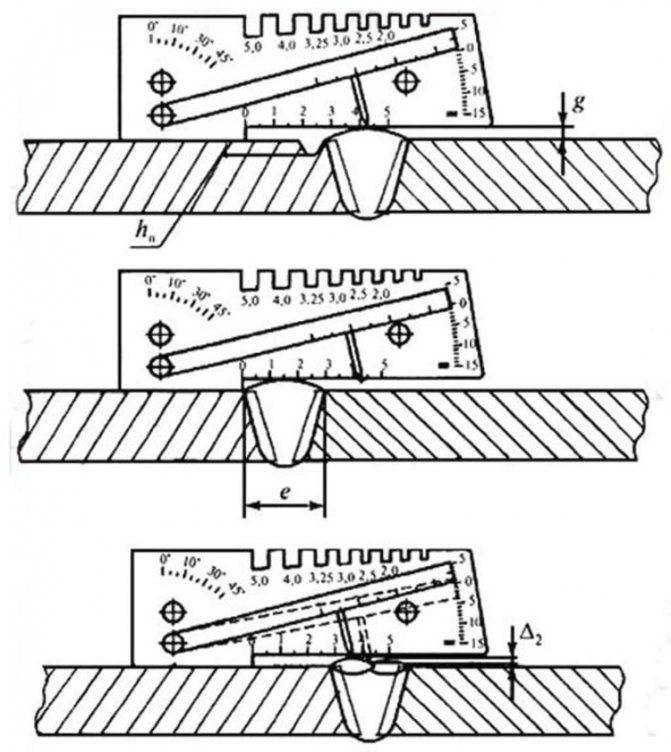
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
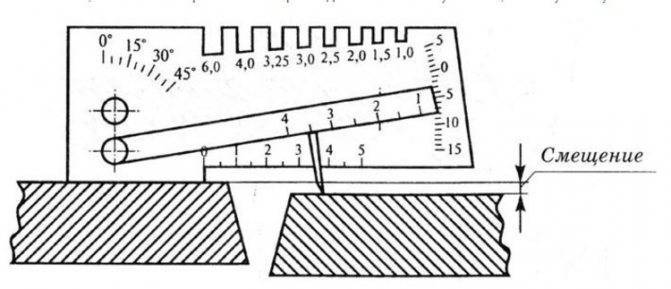
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Новости компании
06.04.2020г. Дорогие заказчики, мы продолжаем работать и принимать заказы! На время ограничений, связанных с коронавирусом, мы осуществили комплекс мер в соответствии с указом президента и постановлением правительства. В настоящее время мы принимаем новые заказы, а так же выполняем взятые на себя обязательства по старым заказам . Наши сотрудники, как и прежде, на связи с вами по телефону или по электронной почте. На период указанных ограничений отгрузки осуществляются один раз в неделю (через ТК Деловые линии).
20.01.2014г. ООО “НПП Индентор” присвоено звание “Лидер России-2013”
15.01.2014г. на сайте размещена техническая документация по шероховатости поверхности
18.02.2011г. на сайте доступен для скачивания прайс-лист на образцы шероховатости:
Назначение
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.






Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.