

Изготовление станины для вакуумного пресса
Перед тем как начать делать станину для пресса, нужно подобрать оптимальный тип нагревательного узла, поскольку это повлияет не только на конструкцию станины, но и других элементов пресса. При сборке своими руками лучше всего выбирать откатной термомодуль, который прост в сборке и удобен в применении, однако он имеет крупные габариты. Для изготовления станины вам потребуются:
- стальная профилированная труба;
- рельсы для термомодуля.
Проект станины лучше всего моделировать на компьютере посредством специальных программ по 3 D -моделированию.
Для работы потребуется следующий набор инструментов:
- малая одноручная угловая шлифовальная машина, диаметр диска которой составляет 115 или 125 мм;
- сварочный аппарат;
- электродрель;
- слесарный набор, включающий молоток, гаечный ключ, карандаш, рулетку и т.д.
Этапы работы по сборке станины будут такими:
- порежьте стальной профиль на детали согласно картам раскроя;
- на ровной поверхности выложите их в соответствии с проектом, выровняйте и зафиксируйте посредством струбцин;
- прихватите места соединения деталей с учетом окончательной проварки со всех сторон или полной проваркой швов без прихваток;
- сбейте шлак со швов и проверьте их качество;
- при необходимости зачистите их болгаркой со шлифовальным кругом;
- просверлите отверстия;
- зачистите поверхность металлической щеткой от ржавчины;
- загрунтуйте поверхность;
- покрасьте ее кистью или баллончиком.
Для работы сварочный аппарат можно выбирать на основе трансформатора переменного тока, прибор инверторного типа или полуавтоматический прибор.
Эффективность вакуумной системы станка ЧПУ

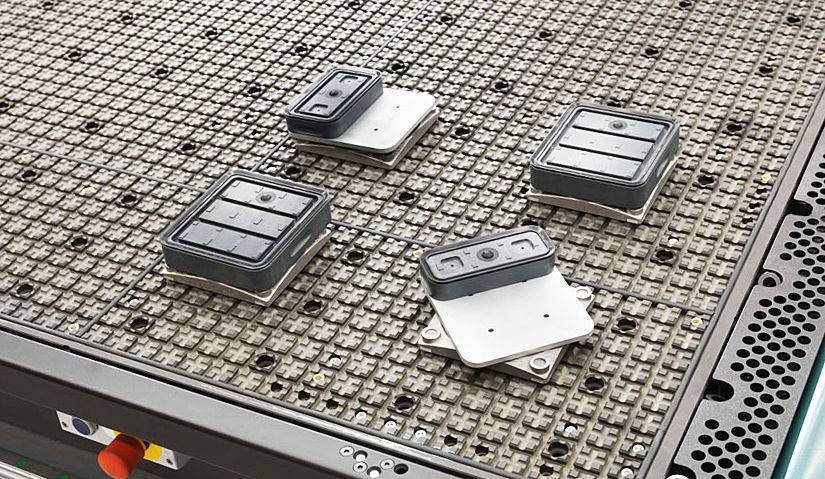
В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
- Легкость и быстрота монтажа. Оборудование матричного стола и позиционирование присосок происходит на порядок быстрее, чем при использовании любых других типов зажима;
- Легкость и быстрота смены обрабатываемых заготовок. Например, при использовании педали для включения-выключения подачи вакуума, время смены детали может достигать 10-15 секунд;
- Возможность обрабатывать широкоформатные заготовки и детали с необычной геометрией (при наличии хотя бы одной плоской поверхности на них);
- Беспрепятственный доступ инструмента к свободным от захвата сторонам заготовок;
- Бережливая блокировка хрупких и мягких материалов.
Есть у вакуумной системы фиксации деталей для обработки на станке ЧПУ свои минусы. Основной недостаток – это слабая сила зажима мелких деталей и пористых материалов. Возникает необходимость переключаться на использование других устройств фиксации заготовок, в том числе механических или работающих на сжатом воздухе высокого давления.
Другим существенным недостатком является необходимость постоянного поддержания чистоты на вакуумных элементах рабочего стола. С одной стороны это необходимо, чтобы исключить попадание опилок и стружки в вакуумную систему станка ЧПУ, а с другой, – чтобы обеспечить наиболее плотное прилегание заготовок к поверхности вакуумных зажимов.
Вакуумный пресс: назначение и принцип работы
Пленочные мебельные фасады широко используются при изготовлении корпусной или мягкой мебели благодаря таким характеристикам:
- широкий ассортимент цветов;
- разнообразие форм;
- доступная стоимость.
Такие фасады изготавливаются на специальном оборудовании, при этом главным производственным инструментом является вакуумный пресс. Он усаживает ПВХ пленку на поверхность заготовки на основе МДФ.
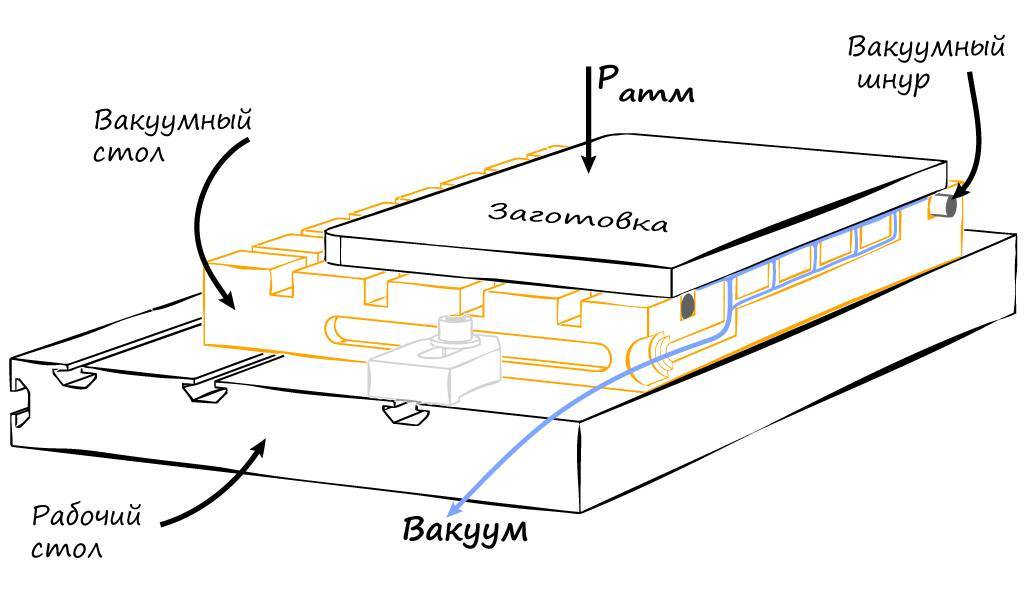
Пресс включает в себя такие ключевые элементы:
- вакуумная камера или стол;
- термомодуль.
Камера чаще всего имеет прямоугольную форму и сделана на основе жесткого материала, который не сжимается при искусственно созданном отрицательном давлении изнутри. А снаружи укладывается ПВХ пленка, края которой герметизируются с рамой.
Процесс усаживания пленки включает в себя такие этапы:
- укладка заготовок на стол;
- герметизация;
- разогрев пленок;
- откачка воздуха;
- охлаждение;
- вырезка заготовок и удаление с фасада излишек пленки.
Как сделать дома?
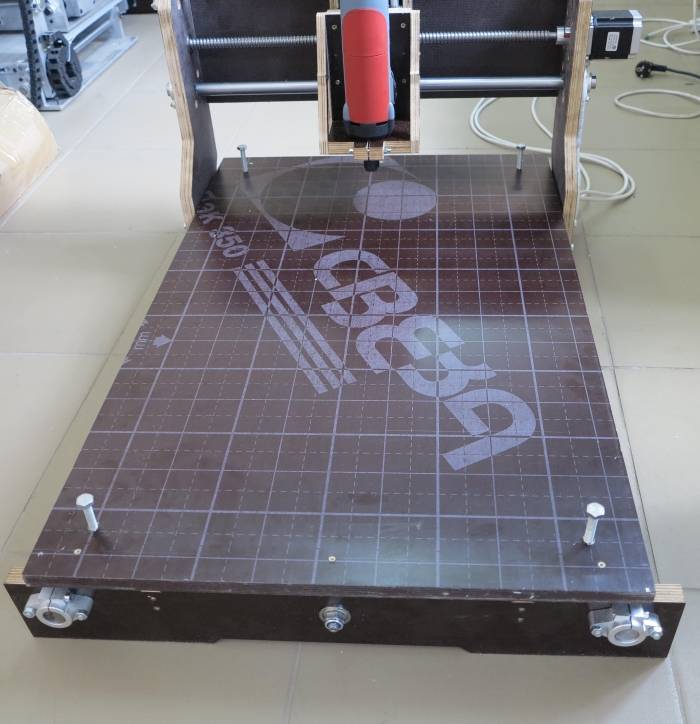
Вакуумный фиксатор для формовки пластика
Сделать подобное приспособление в домашних условиях можно, но занятие это не из легких. Нужно понимать специфику работы устройства и принципы его строения. Для формирования вакуумного стола подойдет любой устойчивый листовой материал, например, МДФ. Создаем контуры стола по типу коробки и на фронтальной стороне панели высверливаем дырки при помощи обыкновенной дрели.

К этой же коробке приделываем специальные ножки и устанавливаем перегородки с отверстиями диаметром от 7 до 8 сантиметров. Все это мы делаем, чтобы добавить нашему столу устойчивости и предотвратить его деформацию во время использования.
Источник энергии (для формовки пластика)
В качестве нагревателя часто используют проволоку не хромового типа. Такой подход влечет за собой довольно высокие затраты, к тому же подходящий материал найти довольно трудно. Как альтернативу можно использовать лампы галогенового типа. Лучше пожертвовать уровнем тепла, но получить доступные и эффективные нагреватели для самодельного вакуумного стола.





Патроны галогеновых ламп следует установить в предварительно просверленные пазы в металлическом листе. Из печатных плат делаем дорожки для проводки тока, устанавливаем их на основу и только тогда спаиваем. В противном случае придется потратить большое количество времени на пайку дорожек. Панель с лампочками должна находиться в коробе с крышкой, которая позволит осуществлять обслуживание устройства.
Такой подход к созданию источника тепла позволяет нагревать всю площадь, а при необходимости только отдельные участки. Но чтобы сделать такой «умный» аппарат, надо больше внимания уделять подключению ламп.
Система управления
Ключевые элементы управления вакуумным столом:
- Симметричный тиристор с параметрами работы от 20А и 240В. Его функция – регулировать процесс нагрева и координировать работу вентилятора.
- Фронтовая панель с жидкокристаллическим дисплеем. Интерфейс стола должен отображать состояние каждого нагревательного ряда. На панели также находится ключ активации устройства и кнопка его аварийного отключения.
- Плата с электромеханическими реле (6 штук). 5 реле активируют линии нагревателей, а шестая – вентилятор.
- Индикатор температуры стола.
- Плата нейтрального реле. В ее состав входят электромеханические реле (7 штук). Их функция – подключать линии нагревателей к нейтральному кабелю.
- Микроконтроллер с платой (АТmega644). Именно к этому устройству подключается температурный датчик, индикатор давления, дисплей, переключатель режимов, плата реле.
- Узел контроля над переменным током. Его функция – сопоставлять сигнал микроконтроллера, симметрического тиристора и линий с переменным током.
Монтаж опор для нагревателей осуществляется на короб, который был подготовлен предварительно. После этого устанавливаем панель нагревателей. Необходимо также установить и специальную рамку для пластика. Вставляем ее в опоры на специальных подшипниках. Для лучшей фиксации рамки по периметру стола следует использовать изоляционную ленту.
Ключевой элемент вакуумного стола – вентилятор, надо крепить к нижней стороне короба. Стоит отметить, что источник вакуума можно монтировать посредством дополнительной пластины и прокладок неопренового типа.
После окончательного создания всех ключевых элементов вакуумного стола можно приступать к его монтажу. Перед тестированием следует проверить качество всех соединений, бесперебойность и безопасность работы электрооборудования станка и стола.
Подобный тип стола, только без нагревательных ламп подойдет и для фрезерного станка. Таким образом, мы описали для вас самостоятельную разработку и монтаж наиболее сложного типа вакуумных столов, предназначенного для обработки пластика. Для работы с металлом или деревом достаточно правильно сделать только нижнюю часть этого устройства.
Вместо вентилятора, как источник вакуума можно использовать мощный насос. В том месте, где у стола для пластика находятся нагревающие элементы, у вас должен быть фрезерный станок.
Видео: вакуумный стол.
Подготовительные работы
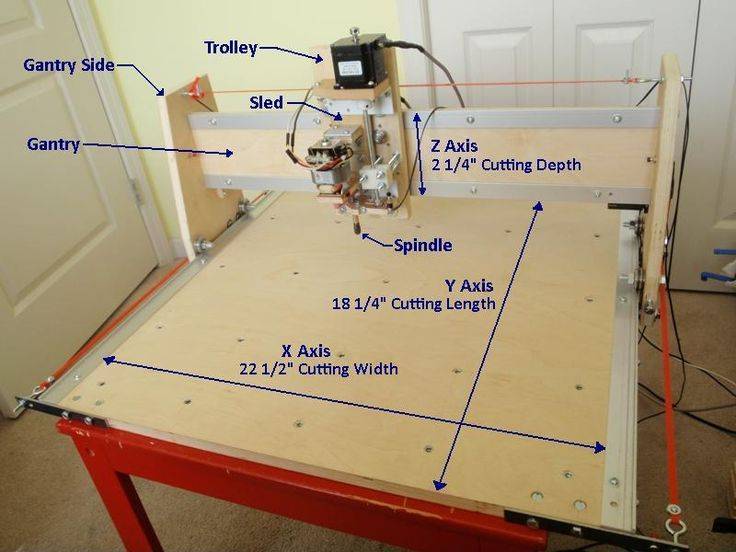
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
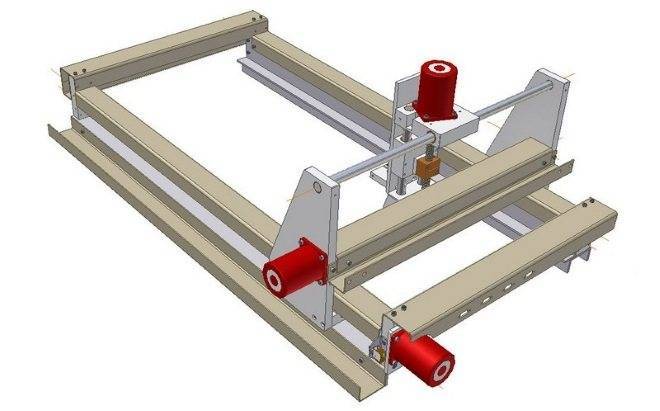
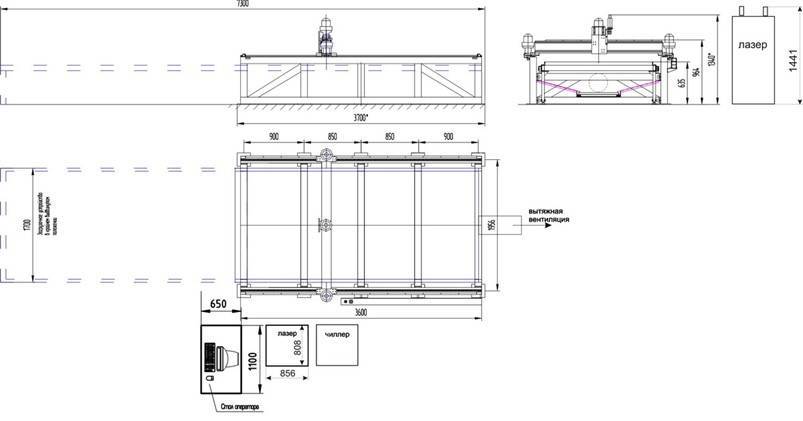
Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.





Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.

Узел ременной передачи
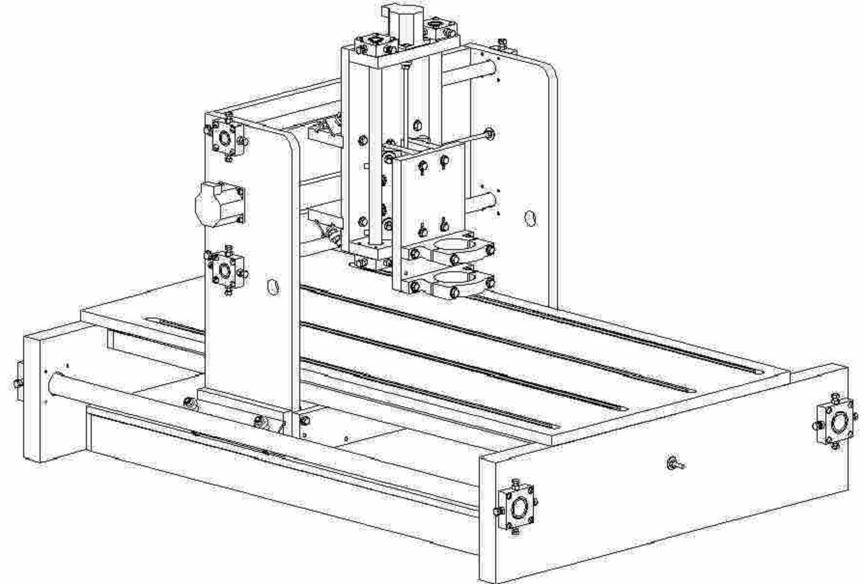
Одним из наиболее важных узлов любого подобного станка является механизм фрезера
Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать
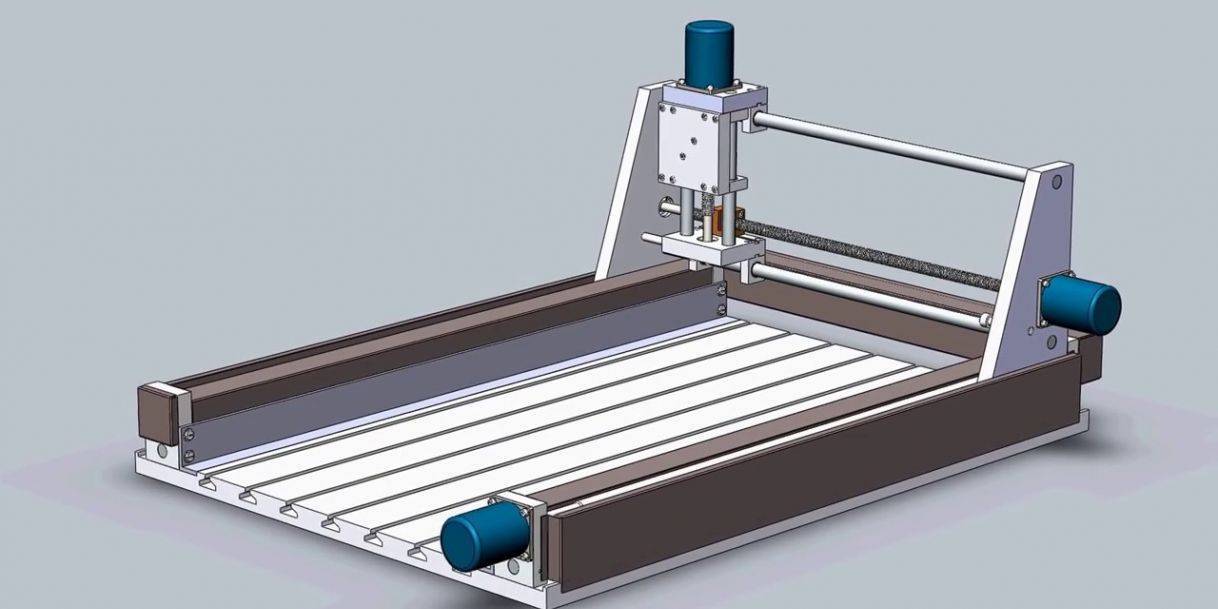
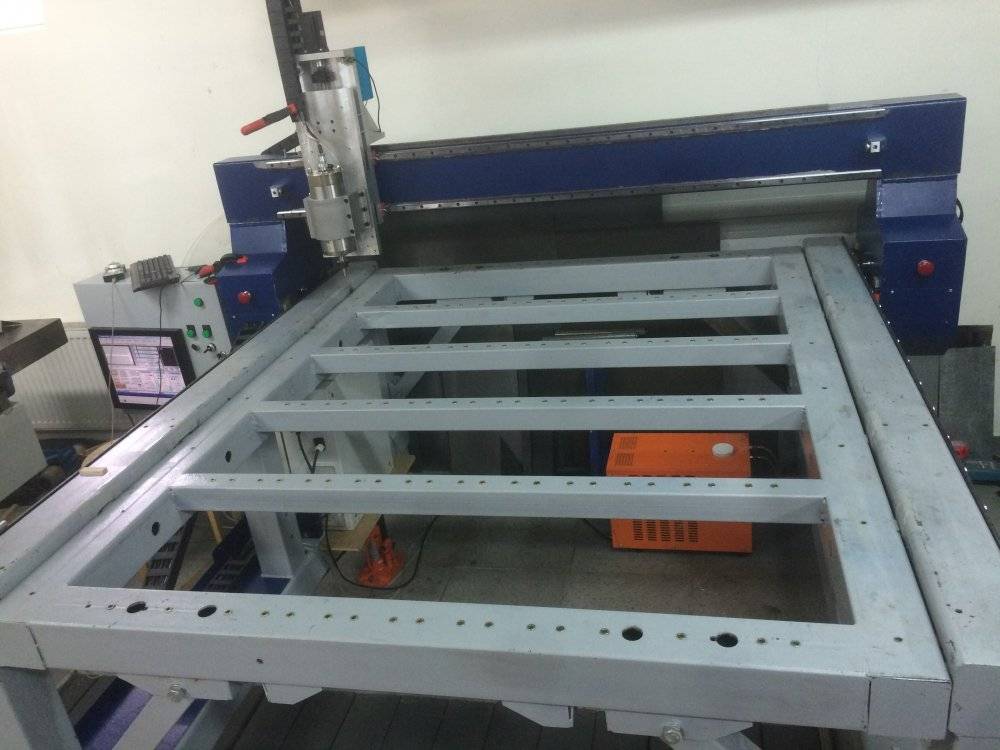
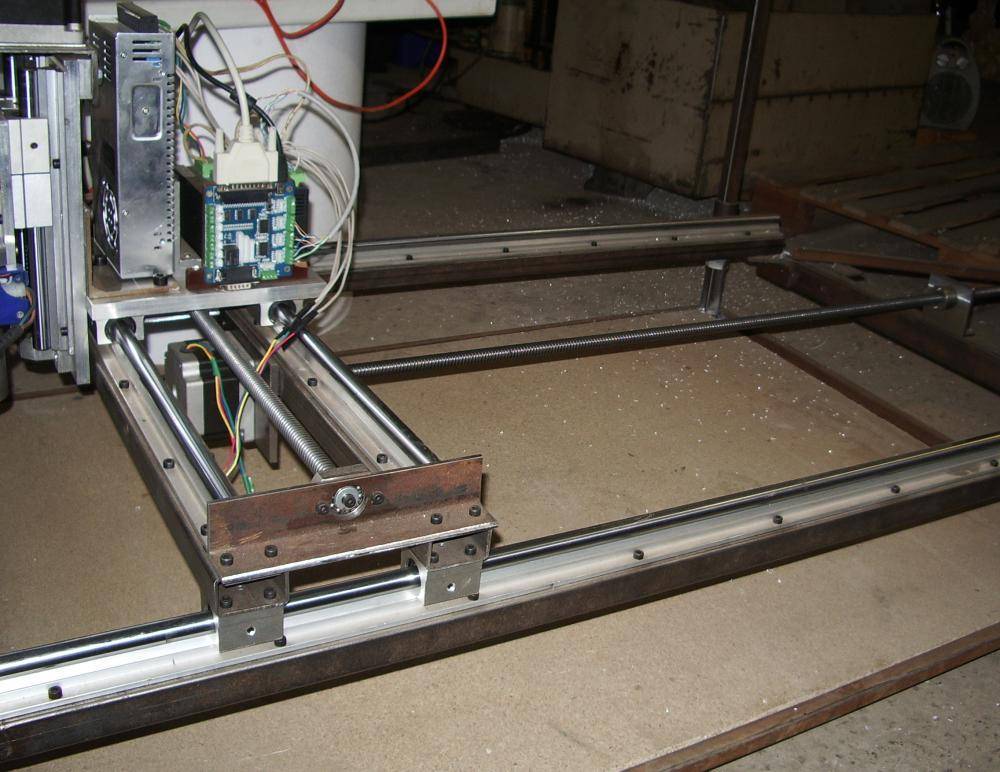
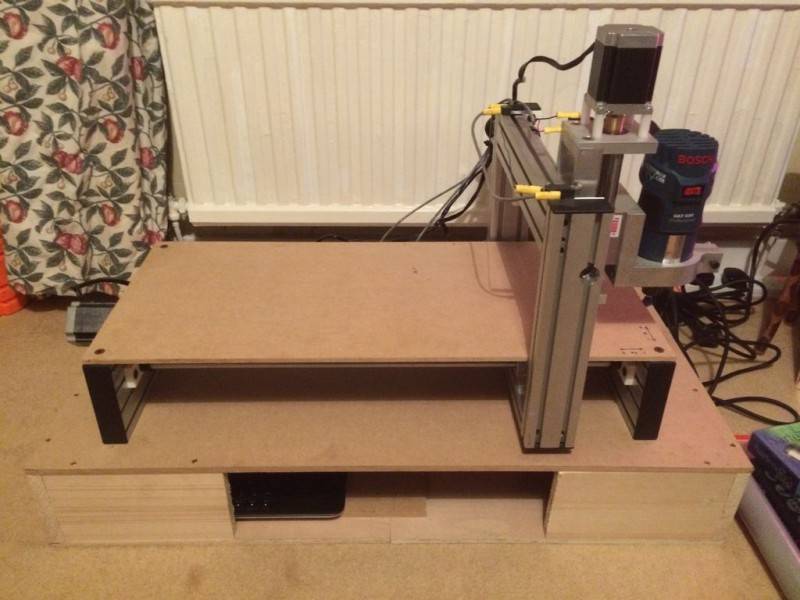
Изготовление станины
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
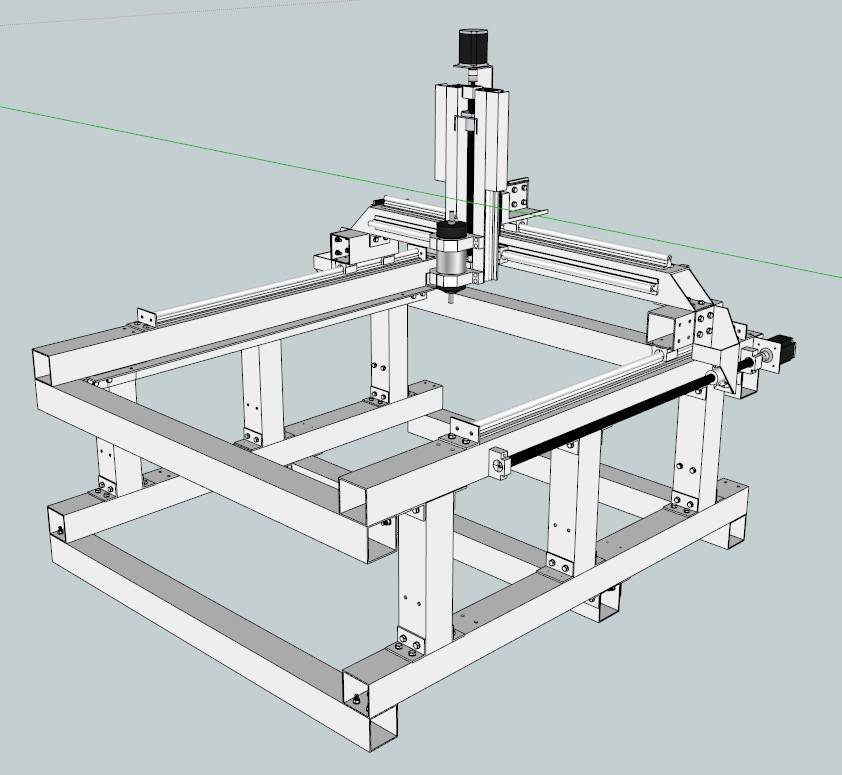
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
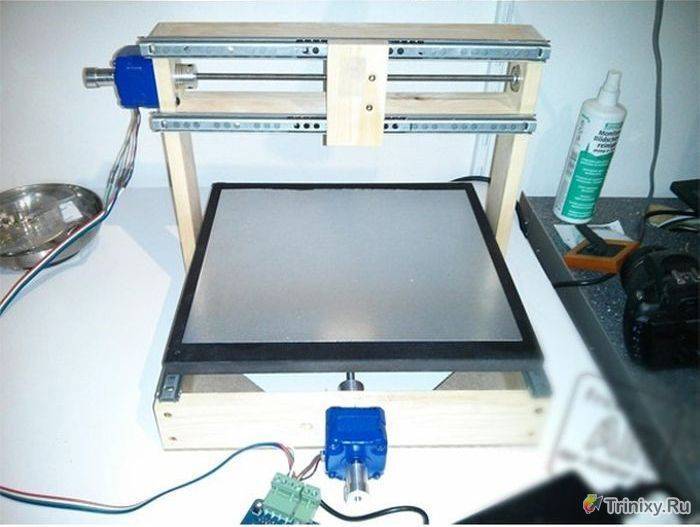
Создание самодельного станка
Прежде, чем переделать принтеры или сканеры в мини станки, которые смогут выполнять фрезерные работы, следует максимально точно собрать раму конструкции и ее основные составляющие.
На верхнюю крышку устройства требуется установить главные оси, которые являются важными компонентами среди всех профессиональных станков. Осей должно быть всего три, начало работы необходимо производить с крепления оси у. Для того чтобы создать направляющую используют мебельный полоз.
Отдельно отметим создание ЧПУ из сканера. Переделка этого устройства такая же, как и, если бы, под рукой был старый струйный принтер. В любом сканере, есть шаговые двигатели и шпильки, благодаря, которым и производится процесс сканирования. В станке нам пригодятся эти двигатели и шпильки, вместо сканирования и печати будет производится фрезерование, а вместо головки, которая перемещается в принтере, будет использоваться движение фрезерного устройства.
Для вертикальной оси, в самодельном ЧПУ нам пригодятся детали из дисковода (направляющая по которой перемещался лазер).
В принтерах есть так называемые штоки, именно они играют роль ходовых винтов.




Вал мотора должен быть соединен со шпилькой при помощи муфты гибкого типа. Все оси необходимо прикреплять к основаниям, выполненным из ДСП. В конструкциях такого типа фрезер перемещается исключительно в вертикальной плоскости, при этом сдвиг самой детали происходит по горизонтали.
Правила эксплуатации
Фрезерный станок, даже если речь идет о варианте с ЧПУ, является опасным оборудованием. Поэтому:
- перед эксплуатацией проверяется стабильность конструктивных узлов, уровень смазки и электрическое оборудование;
- пропускается как минимум 5 холостых ходов;
- проверяется отдельно упругость крепления заготовки на шпинделе;
- даже при автоматическом управлении устройство под наблюдением;
- регулярно проводится осмотр;
- работают в защитной одежде, если это требуется, защищаются руки и глаза.
При выборе станка в первую очередь смотрят функциональность оборудования, насколько эффективность устройства сочетается с флангом выполняемых на производстве или дома работ. Не переплачивайте за дорогие модели с массой функций, если не знаете, понадобятся ли они.
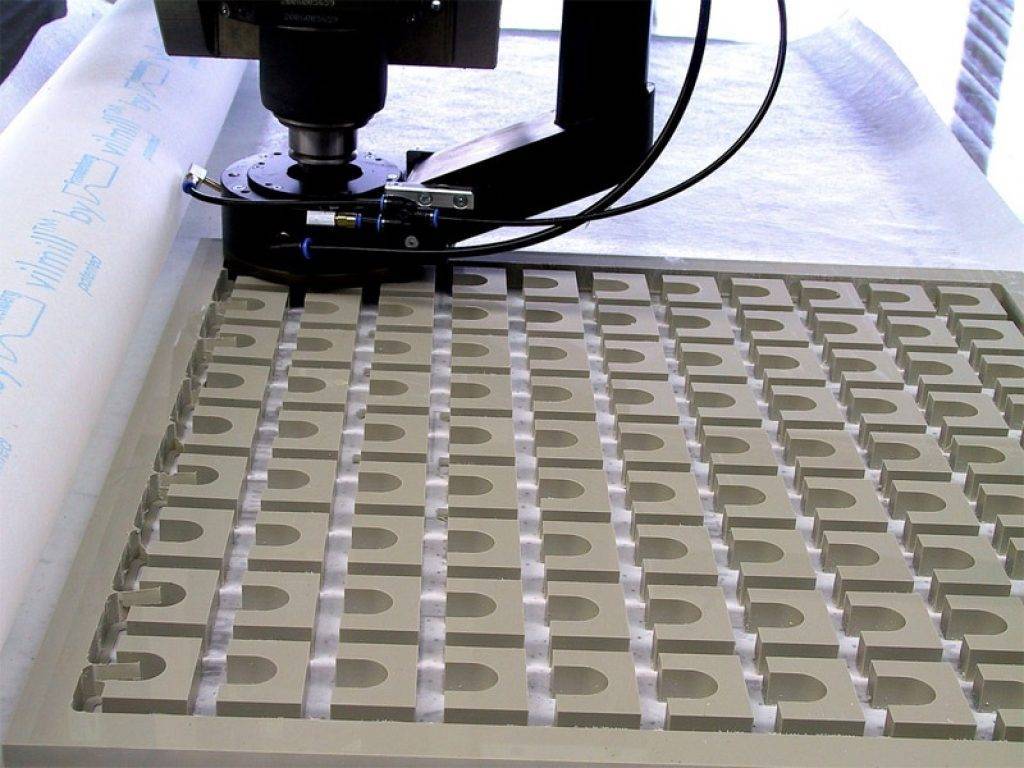
Нужен ли вакуумный стол для фрезерного станка с ЧПУ?
Фрезерные станки с ЧПУ являются «классическими» представителями оборудования для контактной механической обработки заготовок резанием. При помощи фрезерных станков с ЧПУ производится огромное количество различных изделий – из дерева, металла, пластика, камня, стекла. Благодаря специальным техническим решениям (высокая жёсткость станины, применение лёгких сплавов для подвижного инструментального портала, использование высококачественных подшипников скольжения и т.п.) фрезерные станки с ЧПУ могут поддерживать высокий темп обработки. А применение программного управления, с одной стороны обеспечивает высокое качество и точность обработки, а с другой стороны – делает фрезерный станок универсальным, легко переналаживаемым оборудованием.
Универсальность фрезерного оборудования предполагает не только наличие возможности обрабатывать заготовки из разного материала, но и обеспечивать лёгкую смену режущего инструмента, а также быстрое и надёжное крепление заготовки на рабочем столе
Последнее качество очень важно – как обеспечивающее сам принцип фрезерования
Механическое крепление заготовок
Современные фрезерные станки с ЧПУ имеют консольную конструкцию – заготовка располагается на рабочем столе, а сверху подводится фреза, закреплённая во вращающемся патроне шпинделя. Шпиндель крепиться на скользящем инструментальном портале, чем обеспечивается перемещение фрезы относительно поверхности заготовки. Горизонтальная плоскость рабочего стола служит опорой для заготовки. А её крепление может осуществляться струбцинами при помощи стандартных болтов, вставляемых в Т-образные пазы, которыми снабжён рабочий стол.
Недостатки подобной схемы очевидны. Во-первых, заготовка может иметь сложную геометрию и не всегда можно равномерно расположить струбцины «по краям» для надёжного закрепления. Во-вторых, механический прижим и значительное усилие затяжки струбцин (которое требуется для компенсации высокого крутящего момента фрезы – особенно для станков с мощным шпинделем) может повредить поверхность заготовки. Что совершенно недопустимо при обработке стеклянных или тонких композитных панелей.
И в-третьих, механическим креплением не всегда удаётся создать надёжный прижим. К примеру, при обработке тонких металлических пластин большой площади, при касании фрезой участка достаточно удалённого от крепёжной струбцины, заготовка может прогибаться, «играть», нарушая точность обработки. В таком случае для надёжного закрепления требуется как можно больше струбцин – буквально «в каждой точке». На практике осуществить это механическим способом практически невозможно.
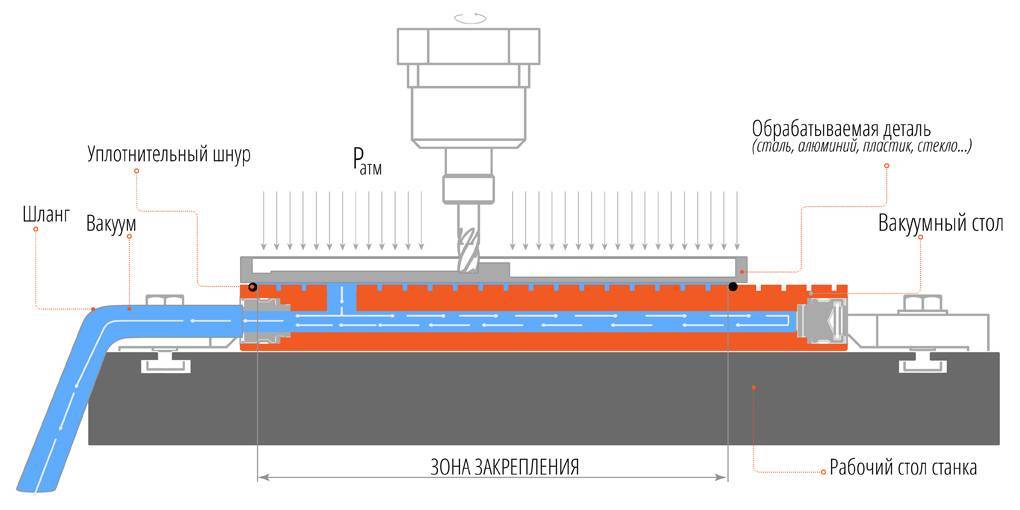
Вакуумное крепление заготовок
В ряде случаев (при обработке тонких стеклянных, композитных или металлических панелей большой площади) вакуумный стол является единственным средством надёжного крепления заготовок. Практически все производители либо серийно комплектуют вакуумным столом свои модели фрезерных станков с ЧПУ, либо допускают его установку в качестве дополнительного оборудования (как собственного производства, так и стороннего выпуска).
Плюсы и минусы вакуумного прижима
Каждый, кто задумывался о приобретении вакуумного стола, задавался вопросом: стоит ли переплачивать за дорогую систему? Оправдает ли она затраты в условиях конкретного производства? Какие функции системы будут полезными, а какие окажутся «балластным довеском»?
По удобству и надёжности крепления плоских заготовок вакуумный стол практически не имеет альтернатив. Однако при работе с некоторыми «пористыми» материалами (плиты из МДФ, дерева, ДСП) очень трудно создать нужное разрежение и надёжно прижать заготовку, ведь воздух «просачивается» сквозь саму плиту! Кроме того, вакуумный стол может быть несовместим с рядом дополнительных систем (например, СОЖ). Поскольку обработка некоторых материалов (особенно металлов) без СОЖ является крайне низкопроизводительной, вакуумным прижимом приходится жертвовать.
Этапы изготовления
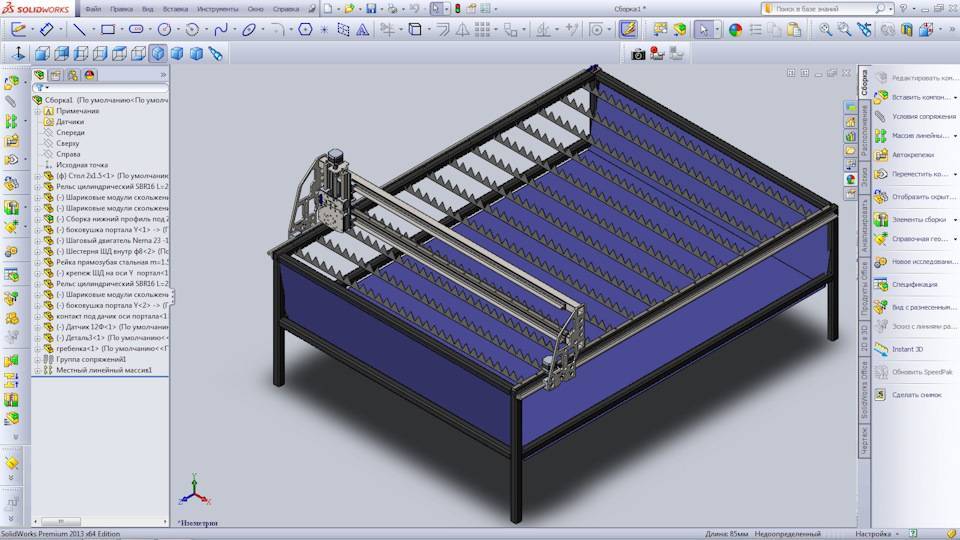
Проектирование и выбор заготовки
Для того чтобы собрать вакуумный стол для станка с компьютерным управлением самостоятельно, в первую очередь необходимо разработать чертеж. Размеры для его создания можно взять из каталогов, а образцом выбрать любой из продуктов массового производства.


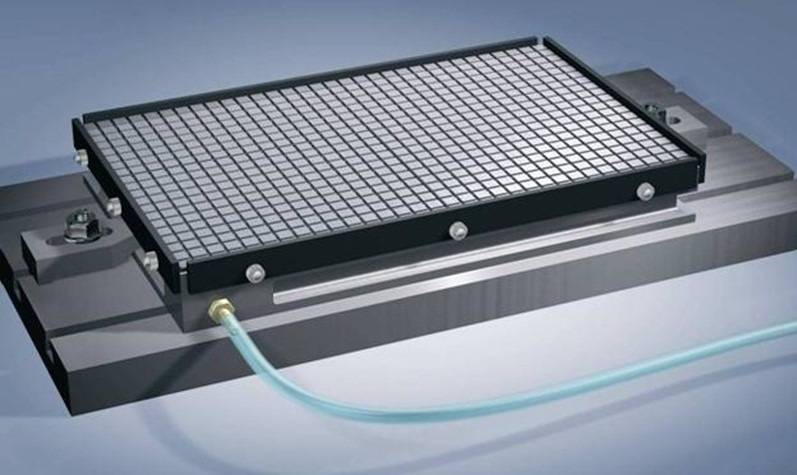



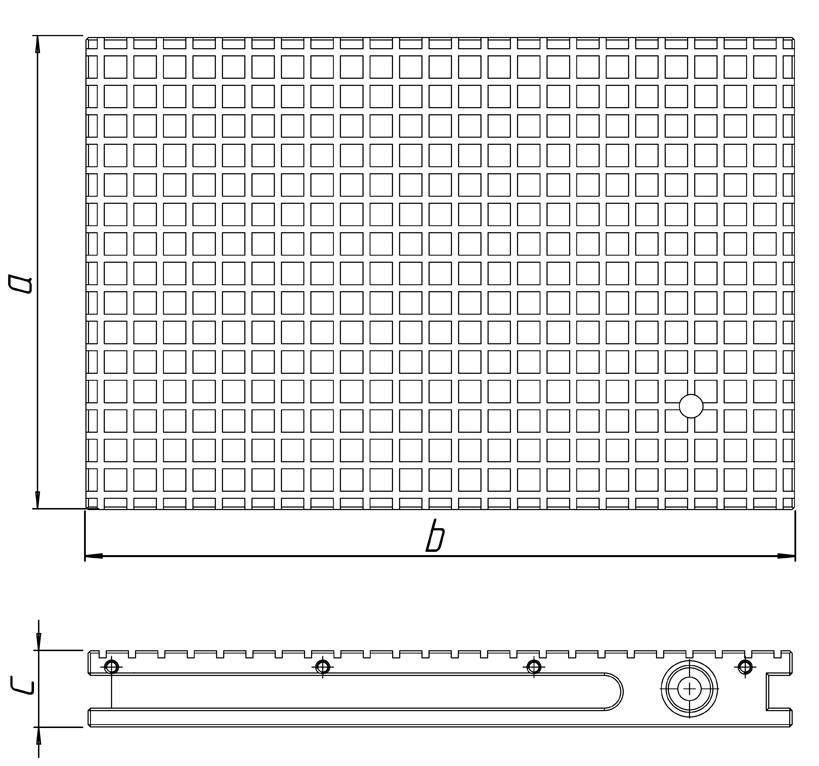

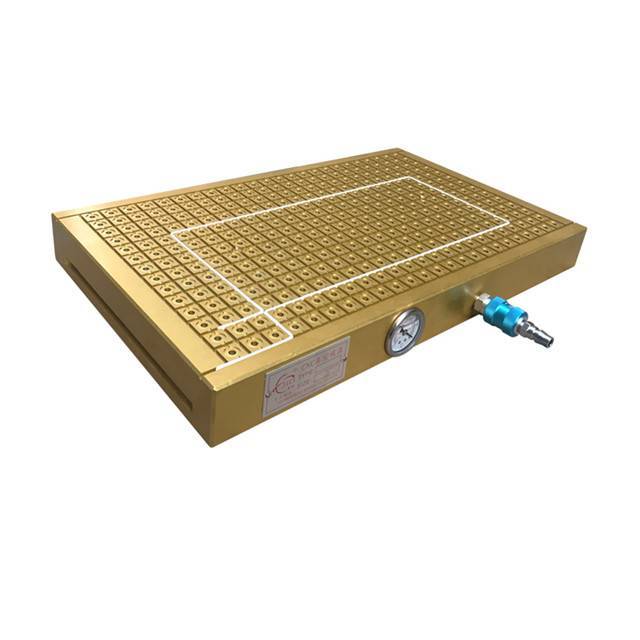
Чаще всего размеры сетки берутся с шагом 12,5 мм, шириной канавки 4 мм и толщиной от 32,5 до 48 мм. Ширина плиты от края до оси первой канавки составляет 6,25 мм, что соответствует ровно половине шага сетки. Горизонтальные размеры устанавливаются произвольно, на основании размеров заготовок, которые будут обрабатываться на станке.
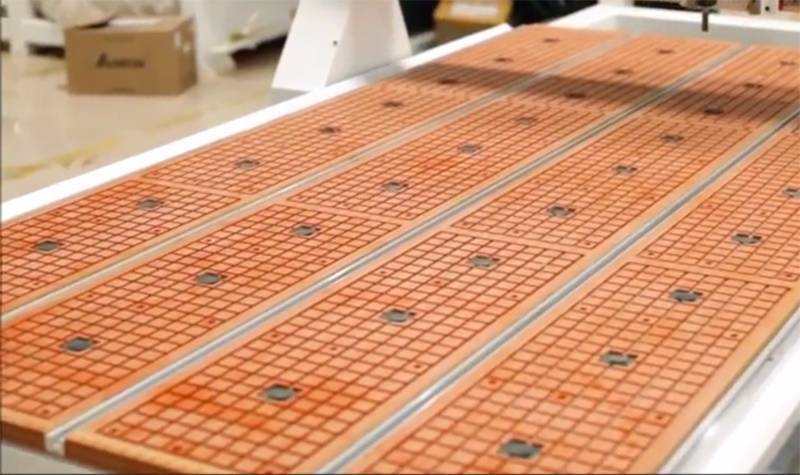
В продаже, как правило, встречаются цельные плиты, состоящие из одного модуля, но при создании собственного вакуумного стола пользователи могут разработать системы с несколькими вакуумными зонами.
В качестве основы могут быть использованы:
- листы фанеры (толщиной от 1,6 до 2 см);
- листы ДСП (ламинированные);
- дюралевые или текстолитовые плиты типа Д16Т или Д16АТ толщиной от 8 до 1,2 мм.

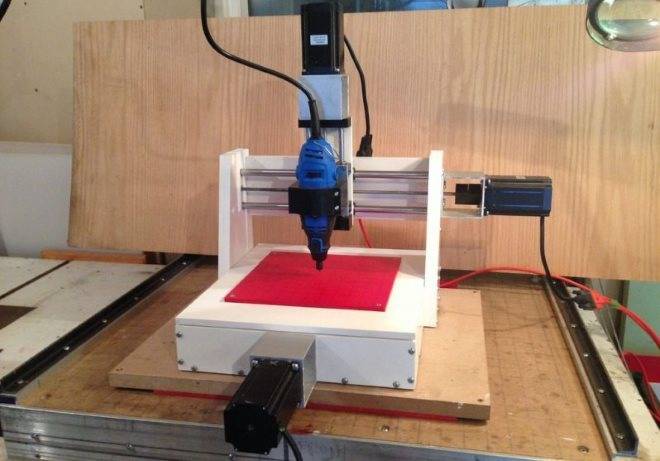
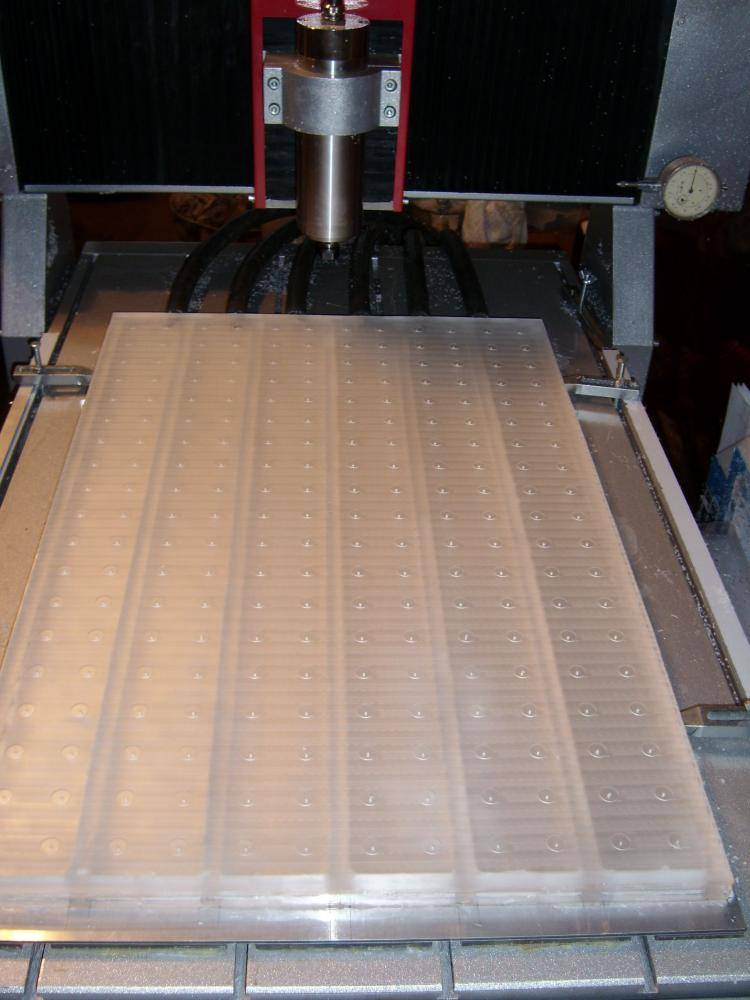
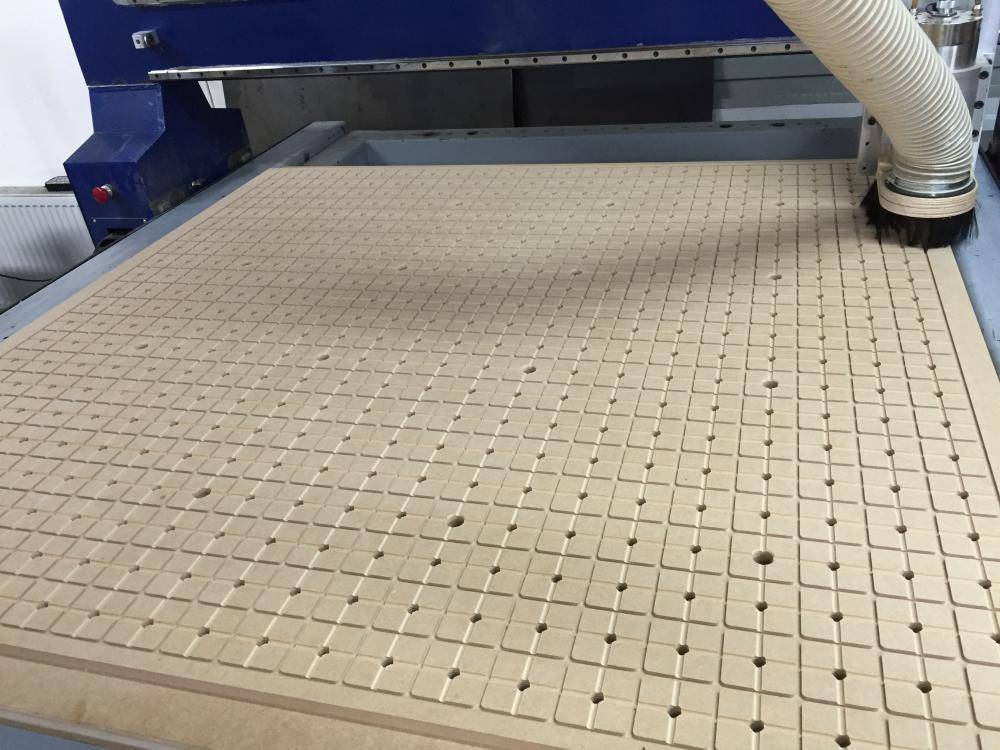
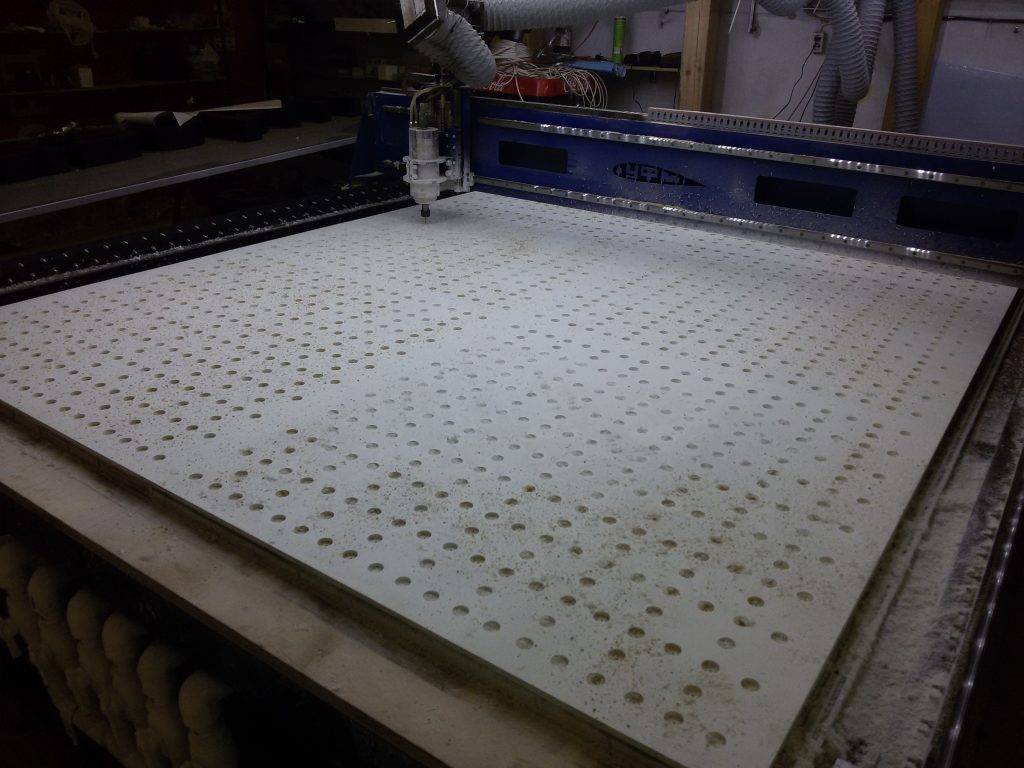
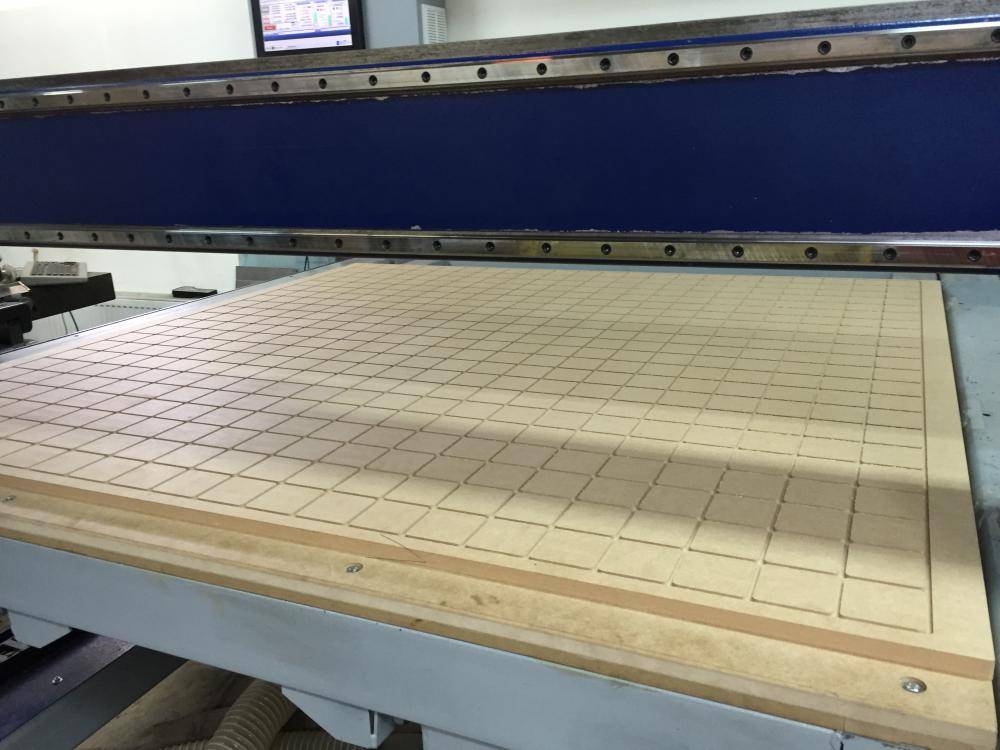
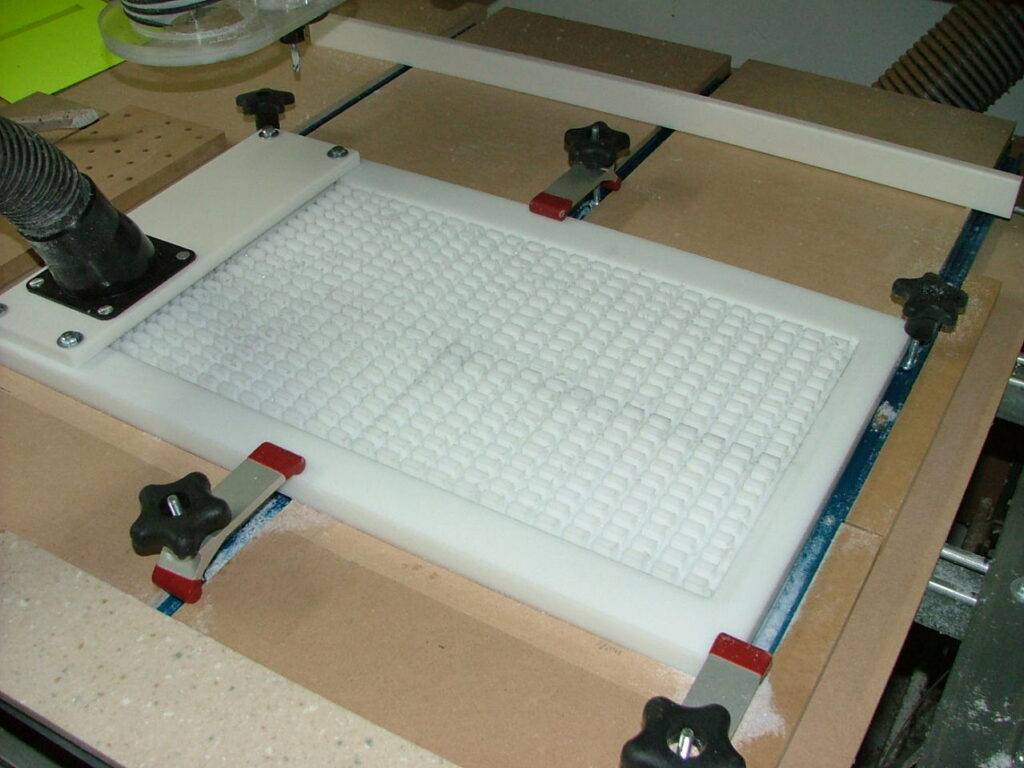
Создание рабочей поверхности и короба
Рабочая поверхность стола должна быть предельно ровной, иначе обрабатываемые детали будут копировать неровности лежащей в основе плиты. После выравнивания на листе в шахматном порядке высверливаются отверстия. Тыльная сторона материала при этом предназначается для примыкания к насосу.
Надежность конструкции обеспечивается за счет установки перегородок. Они позволяют избежать деформации стола во время его эксплуатации.
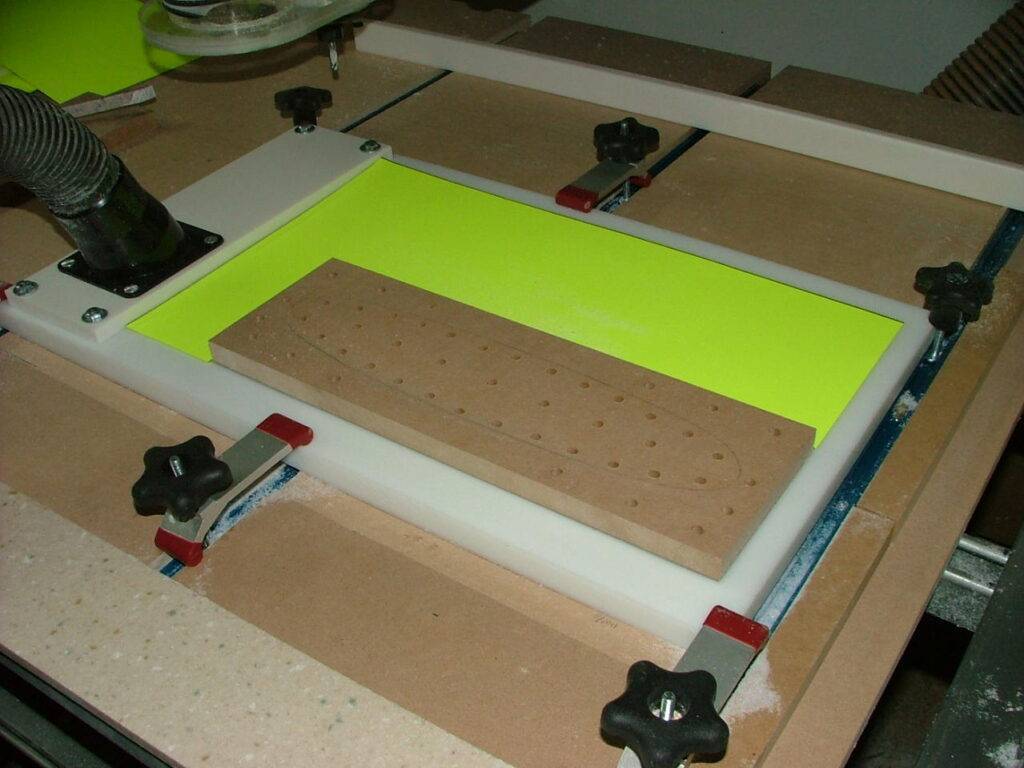
Следующий шаг – нарезка канавок в соответствии со схемой, выбранной ранее. Оптимальная глубина нарезки на начальном этапе – не более 2,8 мм. После нарезки в канавки закладывается уплотняющий шнур.
Далее идет этап изготовления трассы. Для ее создания потребуется пластиковая труба с диаметром от 2,5 до 3,2 см. Если рабочая поверхность сплошная – плита делается из двух частей, после чего стык надежно герметизируется. Трасса в таком случае подается с торцевой стороны.
Для каждой из зон устанавливается собственный шаровой вентиль, который обеспечивает автономную работу отдельных секторов.
После того как сборка трассы завершена, наступает этап сверления отверстий. Чаще всего высверливаются:
- 1 отверстие на стыке канавок (для обеспечения вакуума);
- в центре квадратов для крепления к штатному столу;
- дополнительные отверстия для фиксации заготовок с торцов.

Коробка
При изготовлении коробки повышенное внимание уделяется определению ее высоты. Это обусловлено тем, что заготовка вакуумного стола предназначается для станков с ЧПУ
Из металлических или деревянных частей создается устойчивая конструкция, на которой будет крепиться рабочая поверхность. Над рабочей зоной при этом устанавливается нагревательный элемент.
При сборке крайне нежелательно использовать подвижные соединения или недолговечные материалы.
Нагревательный элемент
В качестве нагревательного элемента при самостоятельной сборке вакуумного стола лучше всего себя зарекомендовала нихромовая нить, но высокая стоимость не сделала ее популярной в массах. Именно поэтому при самостоятельной сборке пользователи чаще всего применяют галогеновые лампы.
В металлическом листе просверливаются три отверстия, в них крепятся нагревательные элементы и монтируется электрическая часть. Лампы при этом необходимо соединять параллельно друг другу. Соединение обеспечивается спайкой медных проводов. Конструкция световой панели также должна предусматривать возможность ее разбора.



Вакуумный насос
Наиболее важный конструктивный элемент, который обеспечивает создание разреженной среды и надежную фиксацию деталей. Предпочтение при выборе стоит отдавать специализированным генераторам вакуума с манометрами. Если специализированный насос не может быть установлен – возможно использование вакуумных вентиляторов, несмотря на их менее высокую мощность. Если конструкция стола слишком сложна – манометр и регулятор нагрева устанавливаются в управляющий блок.
Блок управления
Электронная составляющая вакуумного стола необходима для того, чтобы обеспечивать эффективную регулировку нагрева рабочей поверхности и наиболее стабильную фиксацию деталей. Для работы потребуется:
- микроконтроллер с дисплеем;
- реле для управляющих блоков;
- датчики температуры и давления.
В минимальной комплектации требуются 2 реле (для включения и выключения насоса, а также контроля над нагреванием панели) и по одному датчику.
Если планируется создание автономно работающих секций – потребуется большее количество реле и более производительный контроллер.
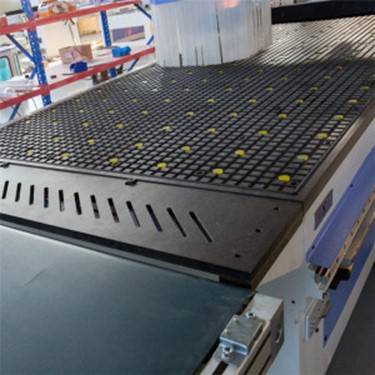
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.
Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
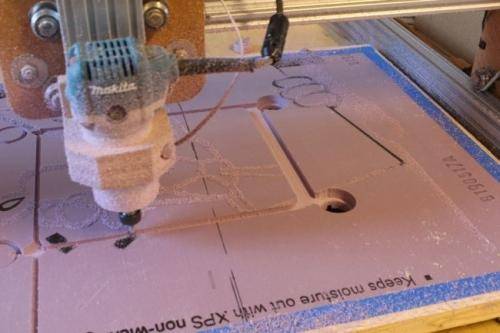
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше





