

Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться. Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка. Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной. Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
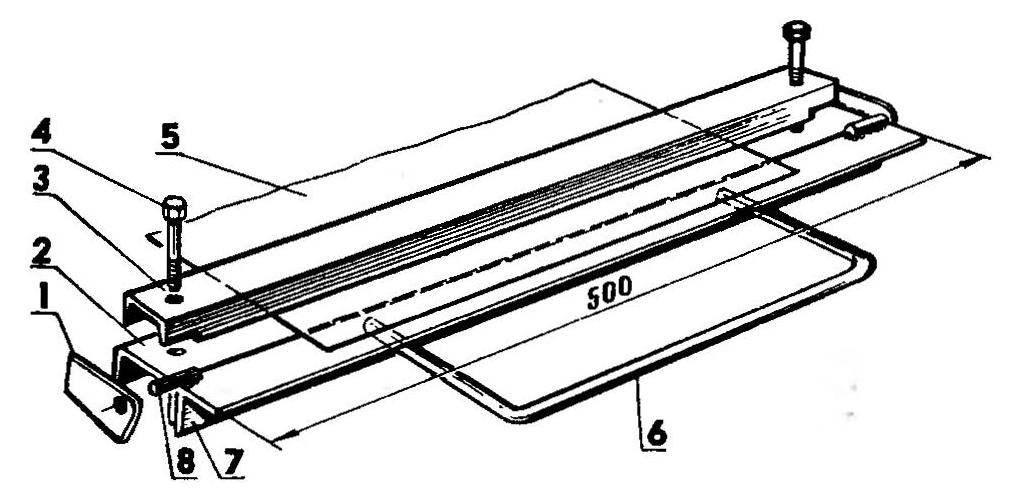
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
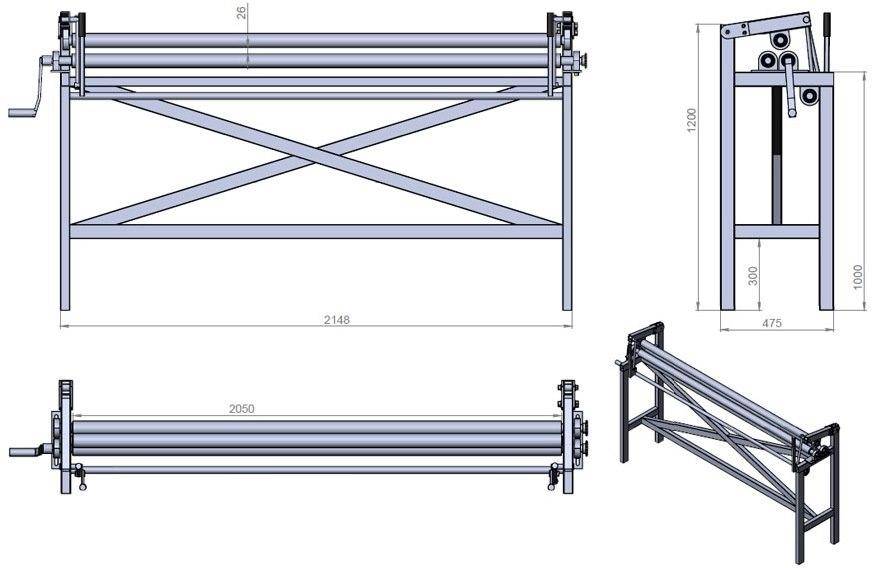
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
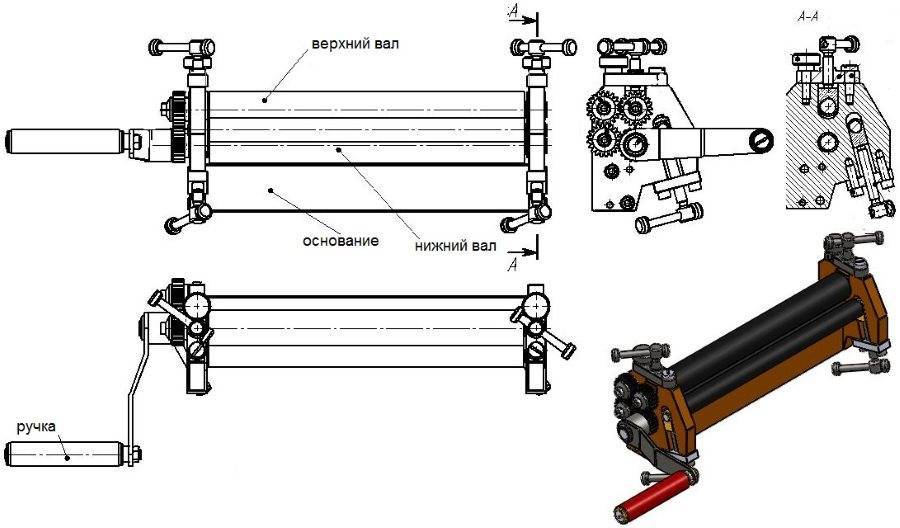
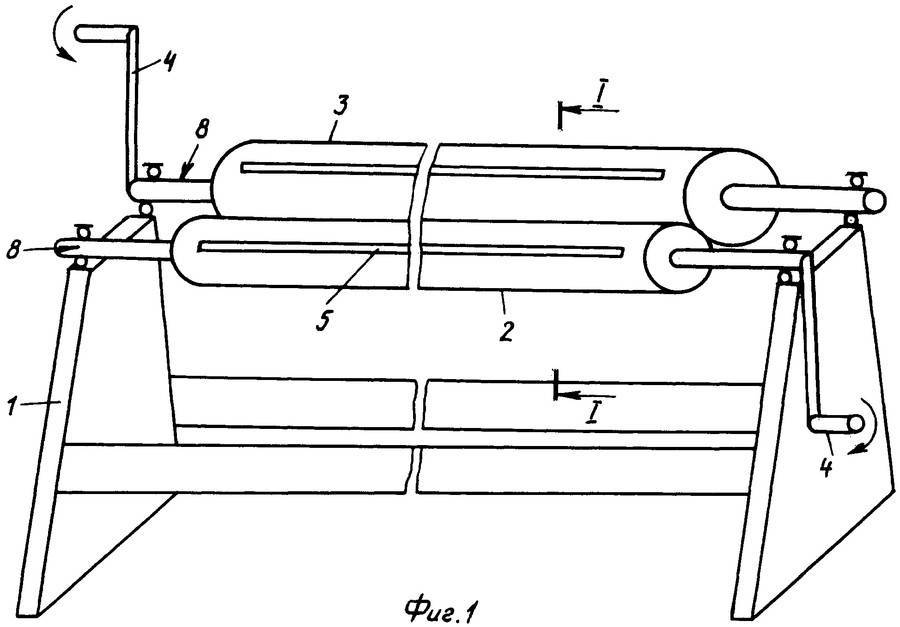
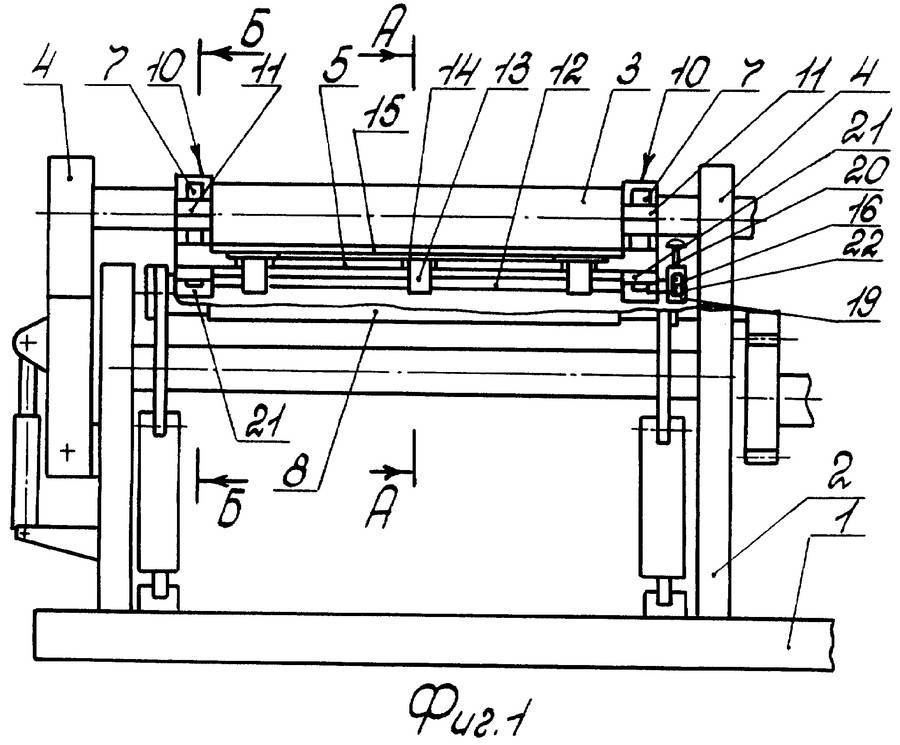
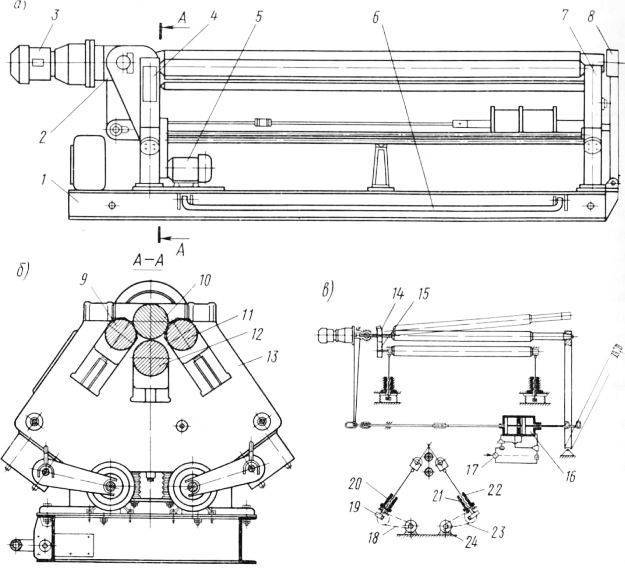
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
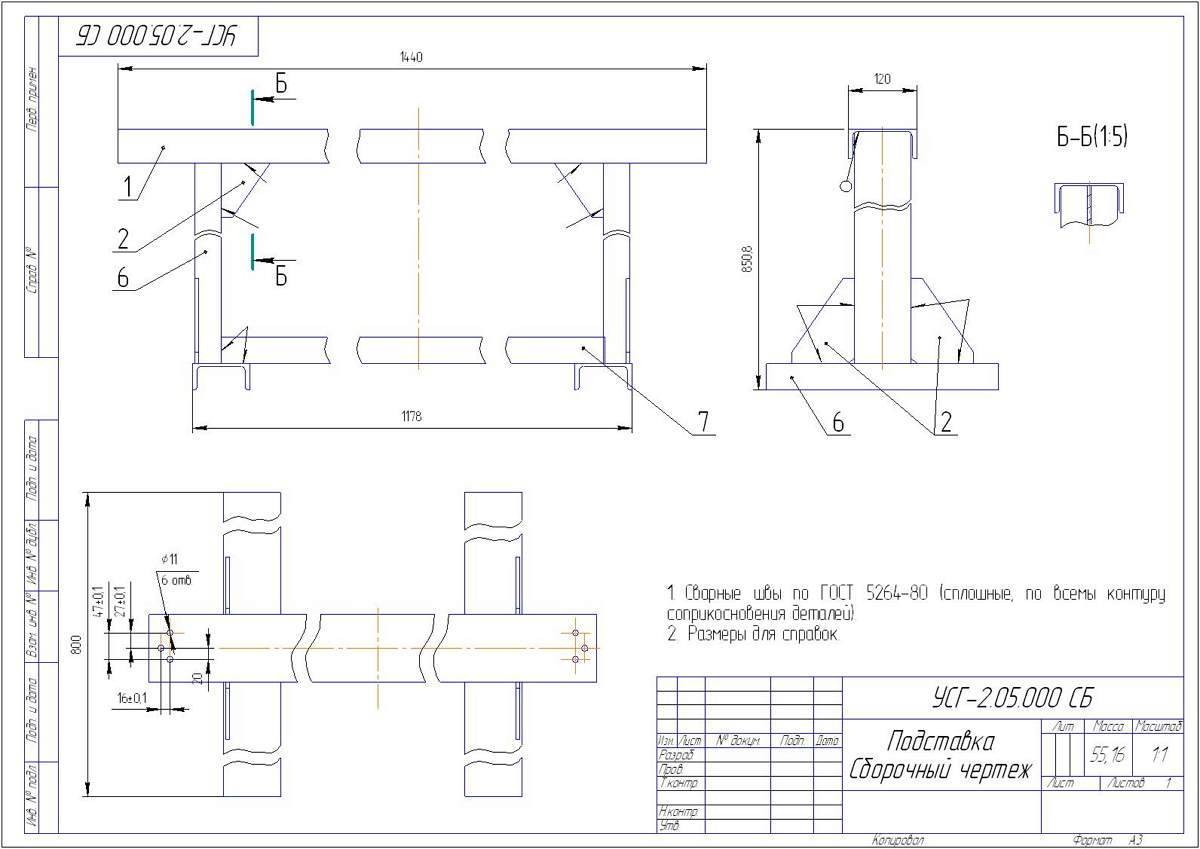
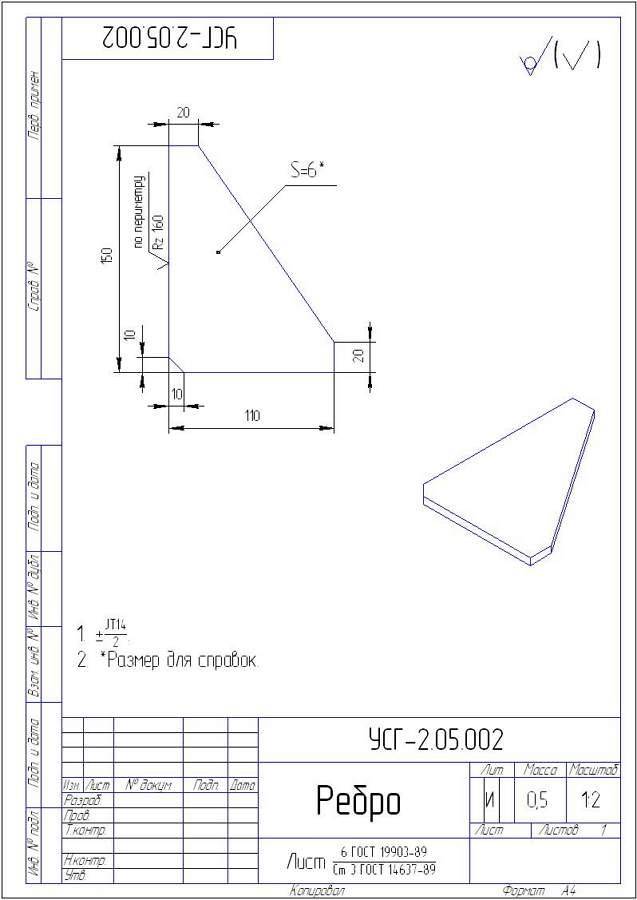
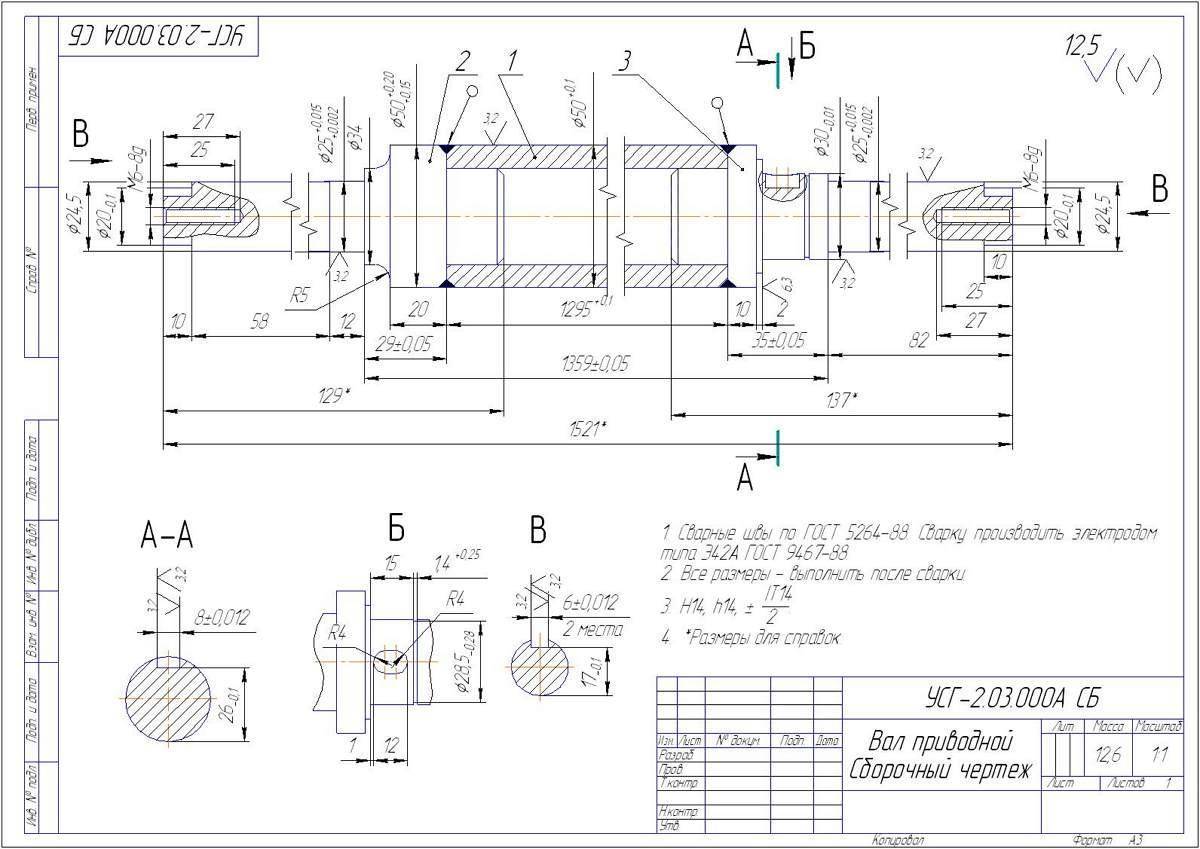
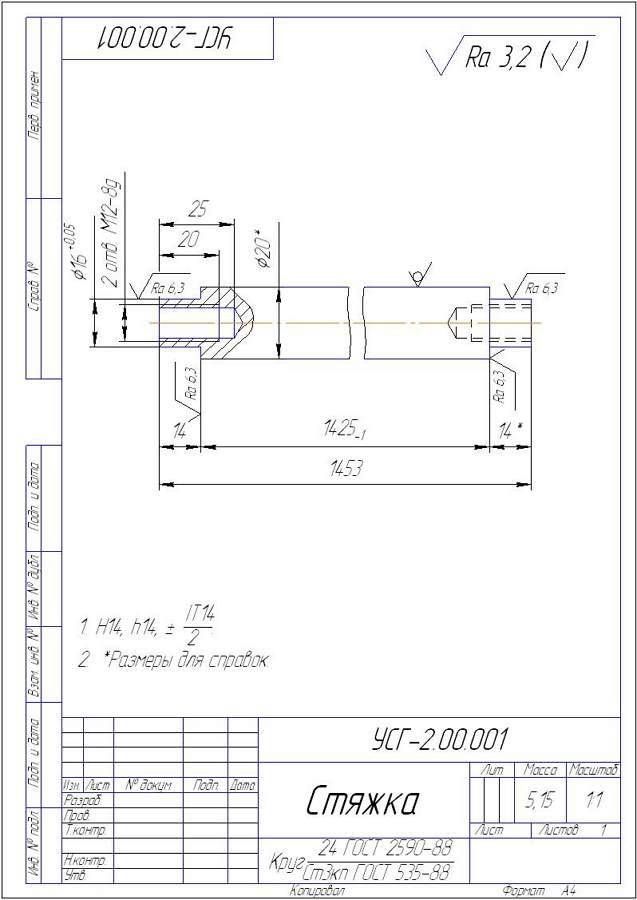
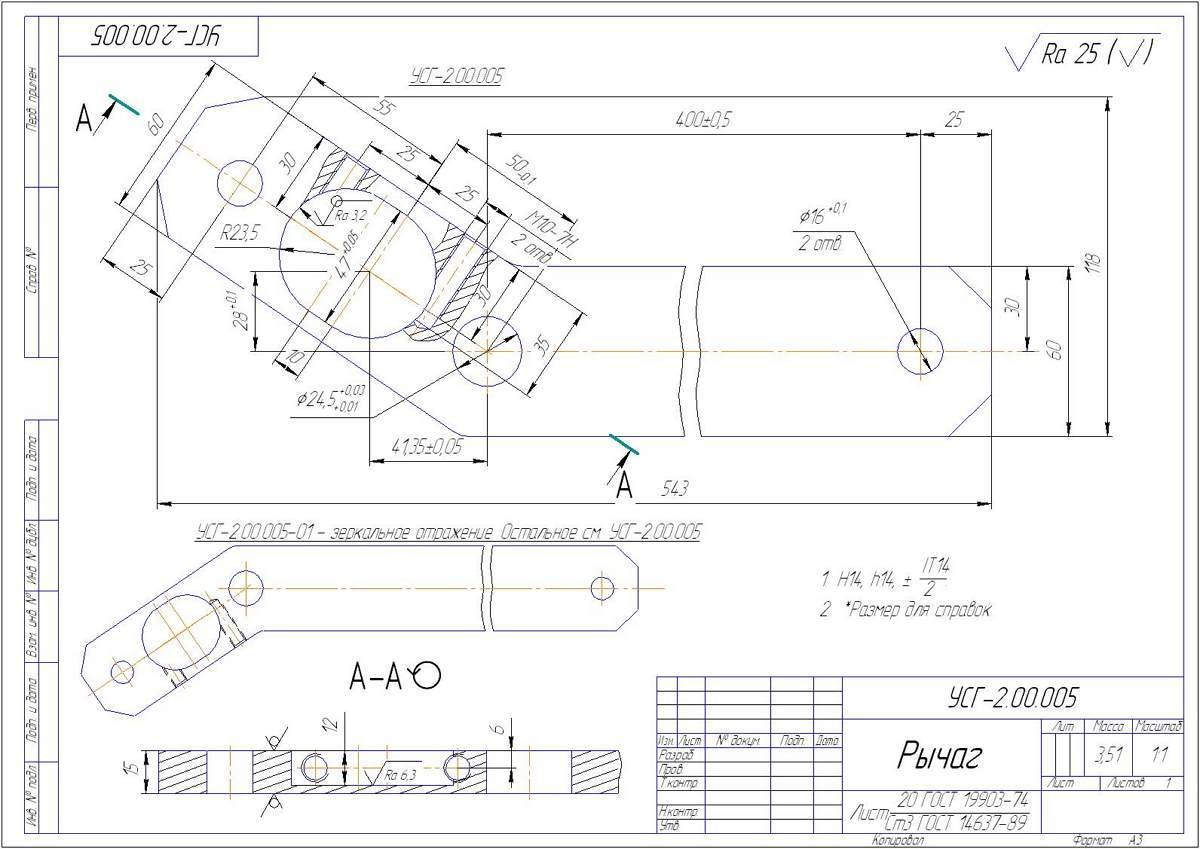
Чертежи валов станка:
Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.

Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.

Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.
Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Меры предосторожности
Помните, что качество сгибания и прочность и долговечность использования зависят в первую очередь от того, какие изначально материалы вы используете.

Обыкновенно рекомендуется использовать шарниры для приварки к дверям из металла, потому как они плотны и прочны, даже если на них оказывается серьезное давление. Их стоимость вас также удивит: от ста пятидесяти до трёхсот рублей.
Обратите внимание!
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи

Чтобы наглядно рассмотреть используемые детали при изготовлении станка, мы рекомендуем обратиться к видео, где мастер показывает как сделать листогиб своими руками.

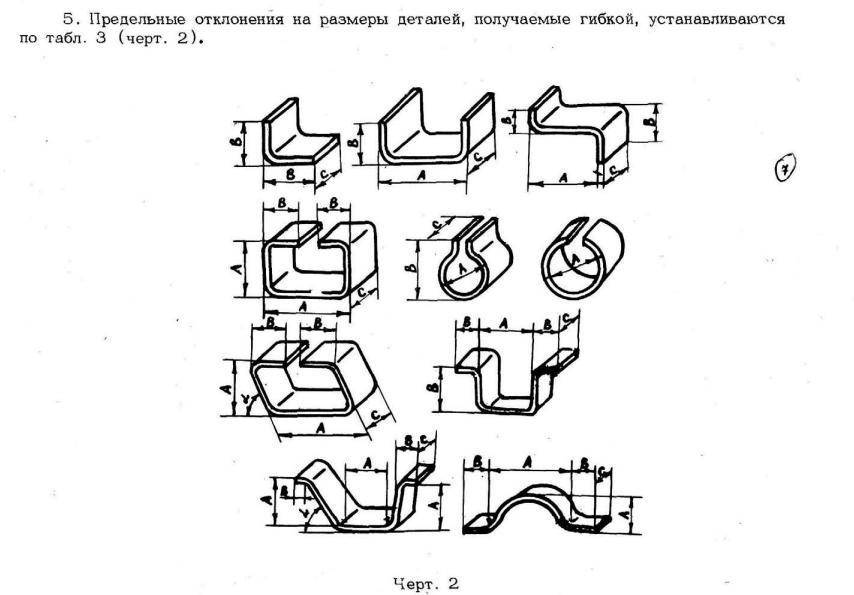
ГОСТ 17365-71; Справочник по холодной штамповке
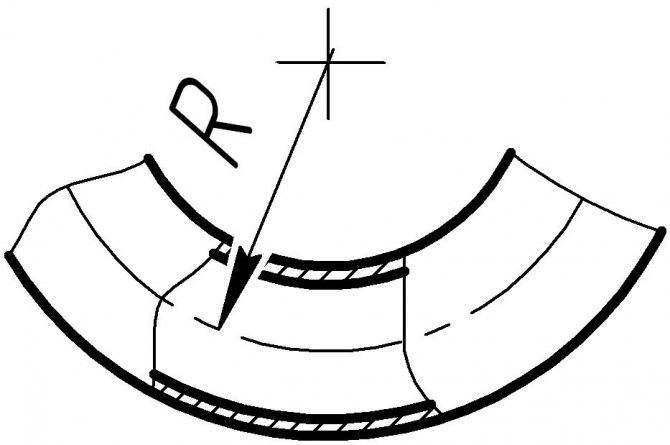
Минимальные радиусы гибки труб R должны быть:
- для труб с наружным диаметром до 20 мм, не менее…2,5D
для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
- для стальных труб–20% от исходной толщины стенки
для труб алюминиевых сплавов–25% от исходной толщины стенки.
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
Наименьший радиус изгиба
Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением.

Обозначения: D — диаметр трубы; S — толщина стенки трубы
К оглавлению
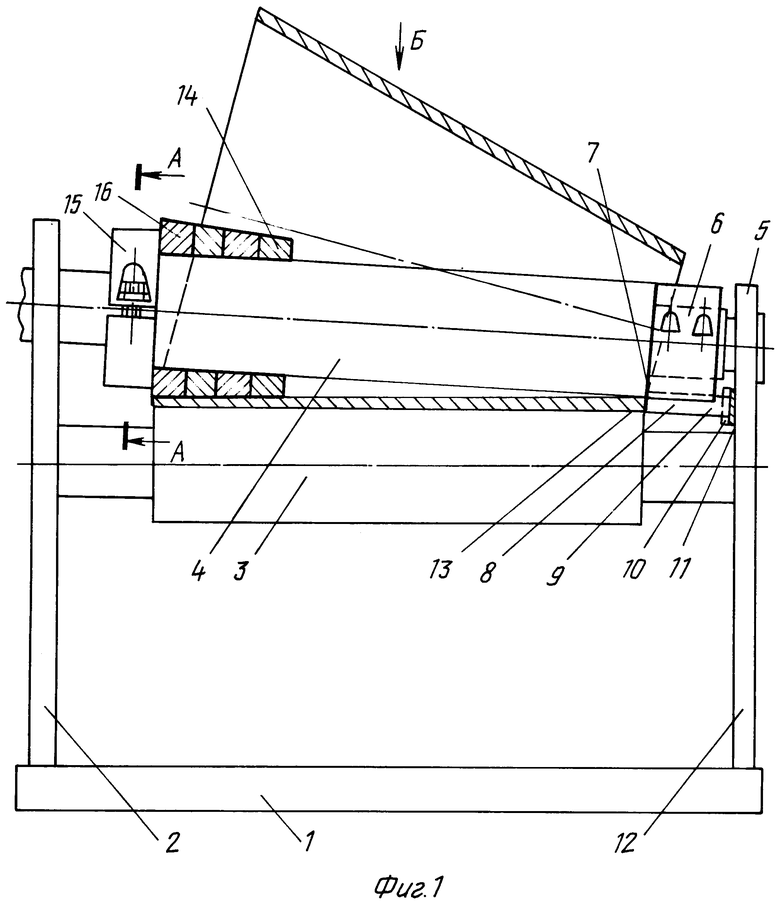
Наименьшие радиусы и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле:
Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе
Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1)
Наружный диаметр dн
Наименьший радиус изгиба R
Наименьшая длина прямого участка Lmin
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
Условный проход Dy
Наружный диаметр dн
Наименьший радиус изгиба R
Наименьшая длина прямого участка Lmin
В горячем состоянии
В холодном состоянии
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
Диаметр трубы, d
Наименьший радиус изгиба при толщине стенки
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Привод вальцовочного станка
- Ручной. Поднимается и опускается нижний валец вручную и процесс вальцевания происходит также ручным механическим способом.
- Электрический. На основном приводе стоит электрический двигатель, обязательно оснащенный тормозом, и имеет реверс. Быстрая остановка вальцов и обратный ход необходимы как вначале формовки изделия, так и в дальнейшем процессе.
- Пневматический. Формующие валки приводятся в действие при помощи пневматики. Такие станки применяются для вальцевания толстого металла.
- Гидравлика. Самыми мощными являются станки, работающие от гидравлического привода. Такие вальцовочные машины имеют большие габариты и возможности. На них успешно проводят прокат листа самой большой толщины по сравнению со станками, имеющие другие приводы. Такие машины устанавливаются на больших промышленных предприятиях, где необходимо выполнять работы больших объемов с высокой точностью.
Типы привода вальцовочного станка




Обзор современных моделей
«ВЭТ-1500» – одна из самых популярных недорогих моделей станков. Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.

Еще одним брендом, на который стоит обратить внимание, является DEGstm. Это иностранная фирма по производству станков самого разнообразного калибра, которая уже успела зарекомендовать себя качественными изделиями
Например, их четырехвалковые гидравлические станки могут обрабатывать заготовки длиной до 3100 мм включительно, диаметр которых составляет 680 мм.

За трехвалковыми станками с элетромеханическим или ручным приводом можно смело обращаться в фирму «Энкор» или Metal Master. На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
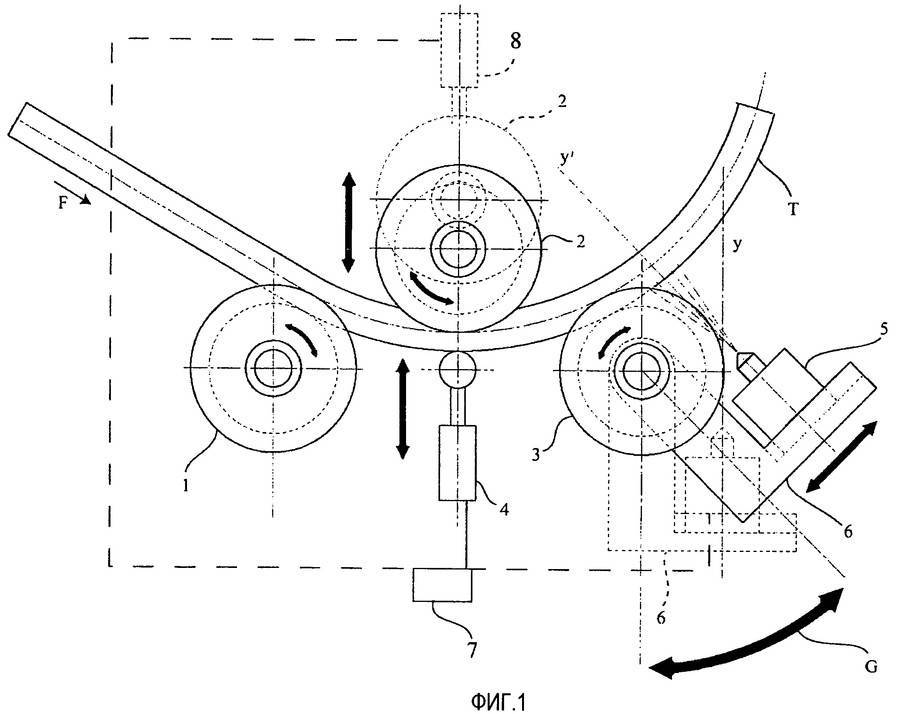

Описание вальцов
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.

5 Электромеханическое вальцовочное оборудование
Ассортимент механических вальцовочных станков с электродвигателем не менее впечатляющий. Востребованные электромеханические валковые машины производятся уже указанными фирмами, а также российскими заводами. Опишем несколько популярных моделей такого оборудования:
- ВЭМ (1250, 1000, 2000, 1500): трехвалковые агрегаты, работающие с листами шириной от 1000 до 2000 мм и толщиной от 0,8 до 2,25 мм (в зависимости от конкретной модели). Станки идеальны для отечественных производственных условий, они прочны и надежны, редко требуют ремонта, могут оснащаться разнообразными дополнительными приспособлениями (например, для сгибания профильной трубы). Такими агрегатами оснащены многие российские комбинаты.
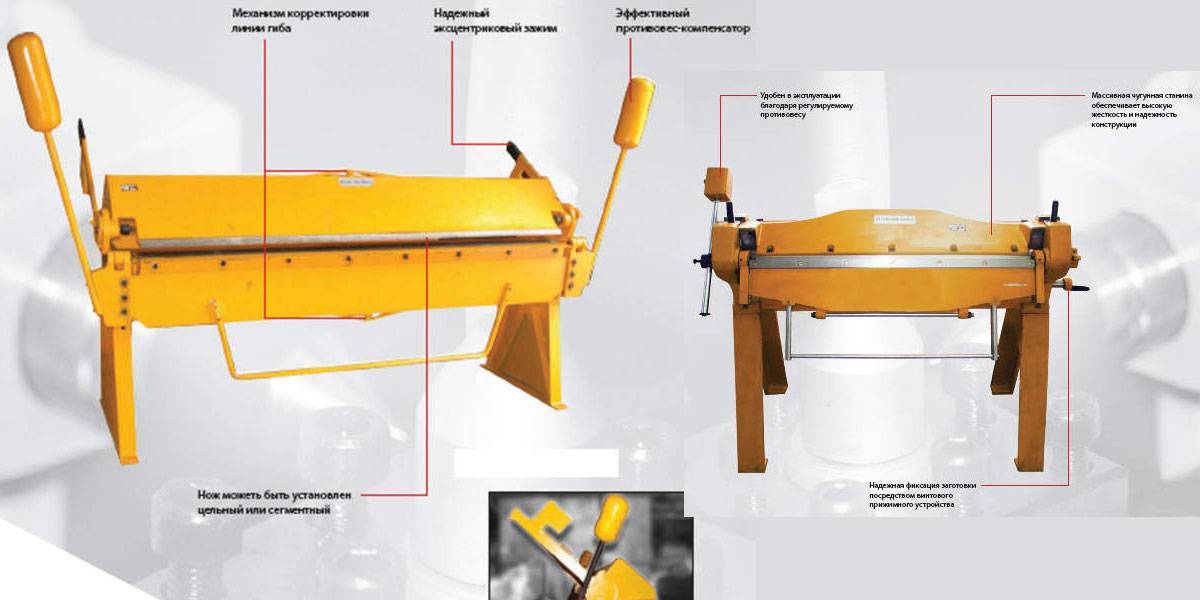
- Stalex (серия ESR, модели – 1550х3.5, 1300х4,5, 1300х2,5, 1300х1,5): оборудование профессионального класса с асимметричными валками (нижние – регулируемые, верхний – неподвижный). Верхний валок в данных станках имеет поворотно-откидное устройство и дополнительно оснащается сверхнадежным зажимом эксцентрикового типа.
- METALMASTER (ESR 1315, 1345 и 1325): станки с прочной конструкцией из металла и ножным управлением, используемые для производства профильной трубной конструкции, а также любых других труб, систем водостока. Оборудование, кроме того, работает с арматурными прутьями. На вальцовочных установках ESR от METALMASTER монтируются двигатели мощностью 1,5–2,2 кВт. Все они обязательно снабжаются кнопкой экстренного выключения и сигнальными лампами на лицевой стороне, облегчающими процесс получения профильной или иной трубы из металлических листов.
Как видим, выбор вальцовочного оборудования в настоящее время очень хорош. Легко можно приобрести и профессиональные станки для использования на производствах, и любительские агрегаты для бытового применения.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс
Важно, чтобы материал был в необходимой мере пластичным
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Это интересно: Сверло по металлу: виды, маркировка, правила выбора, производители
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.

![Гибка листового металла [радиус, технология, видео]](https://labequip.ru/wp-content/uploads/d/9/0/d902e55202508e38181e9274bfbb4824.jpeg)

Qui prodest?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
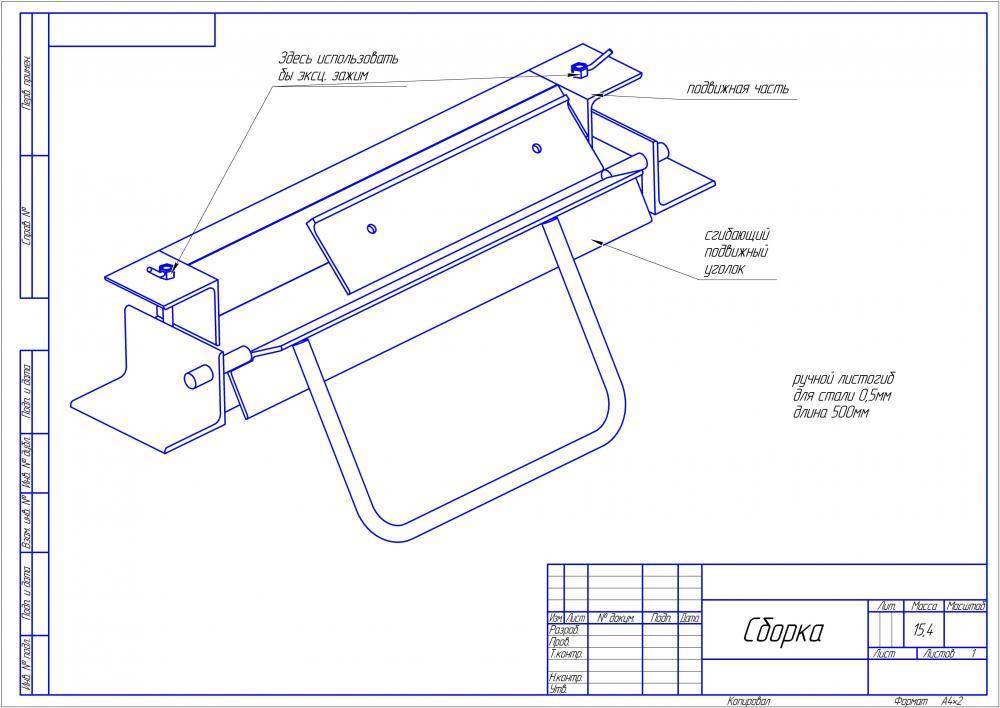
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.
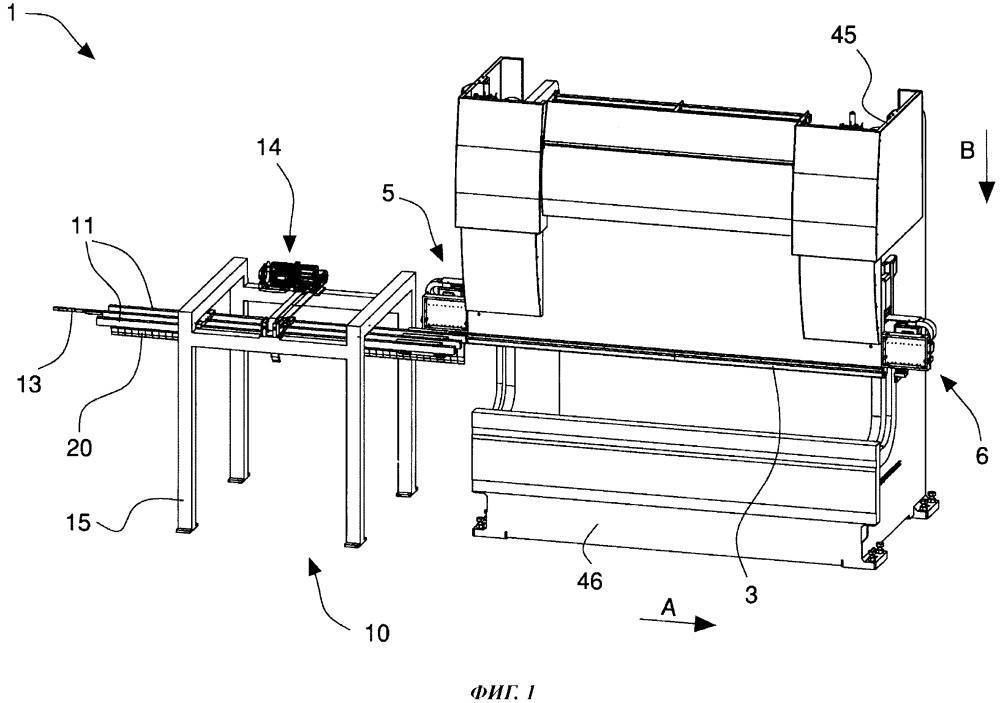
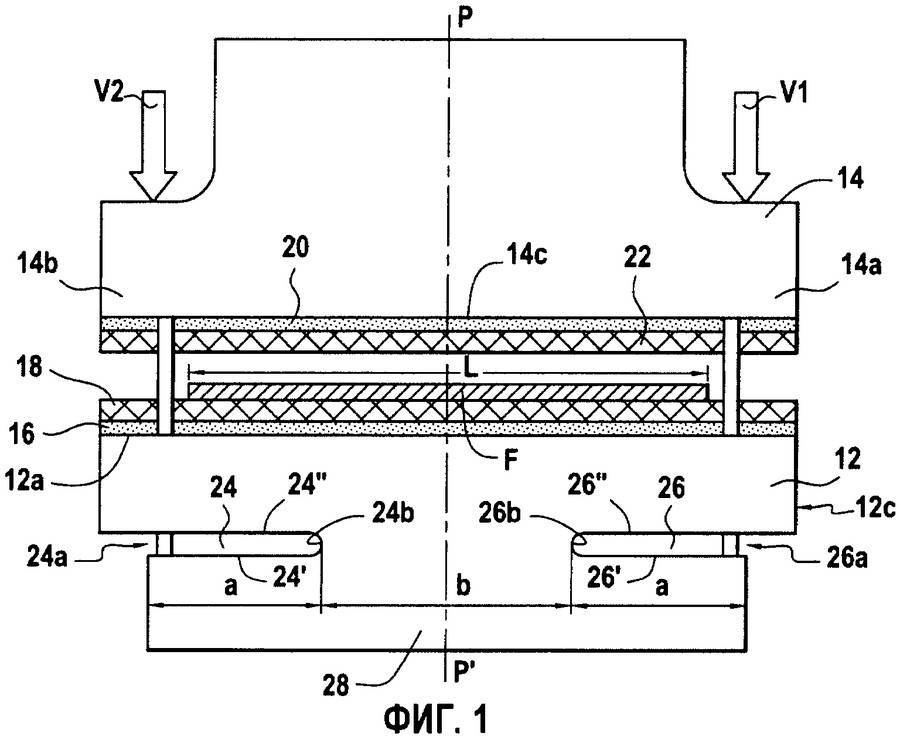
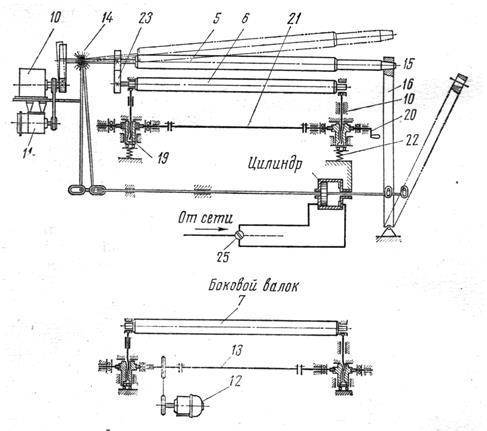
Линия для производства профнастила
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис
Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы
Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
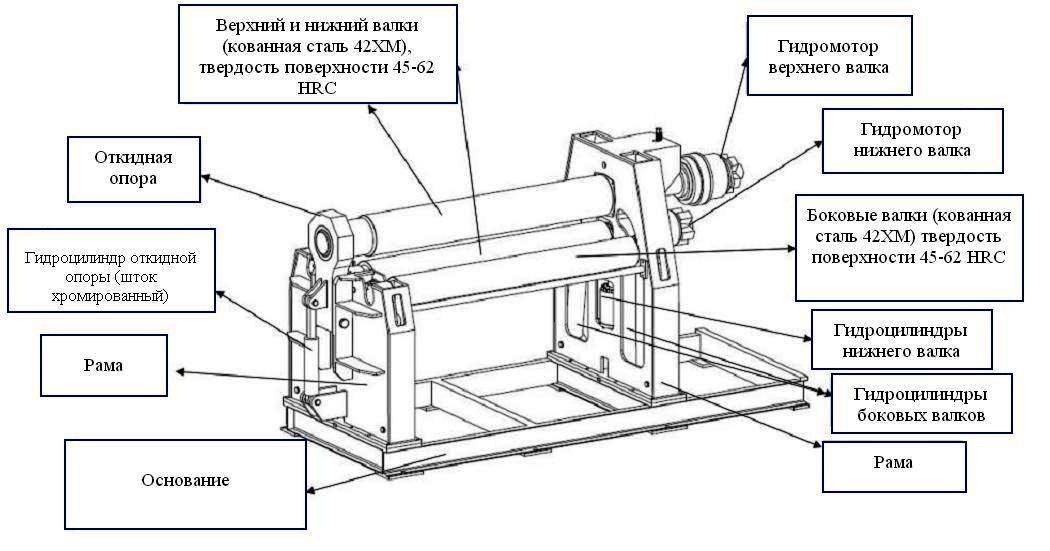
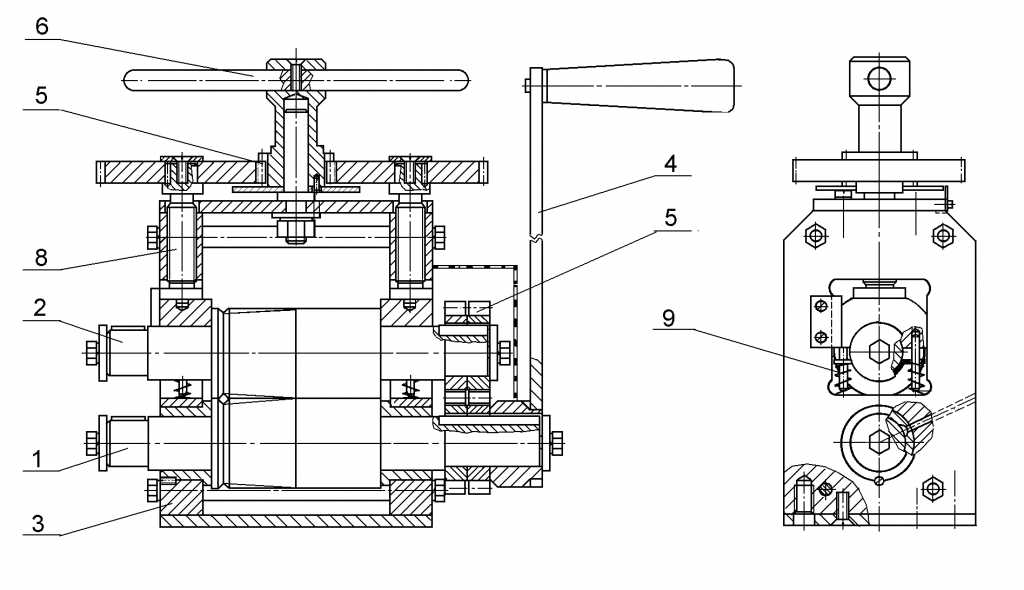
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.





