

Основные характеристики
Расположение шпинделя определяет положение коробок скоростей. Основными характеристиками можно назвать:
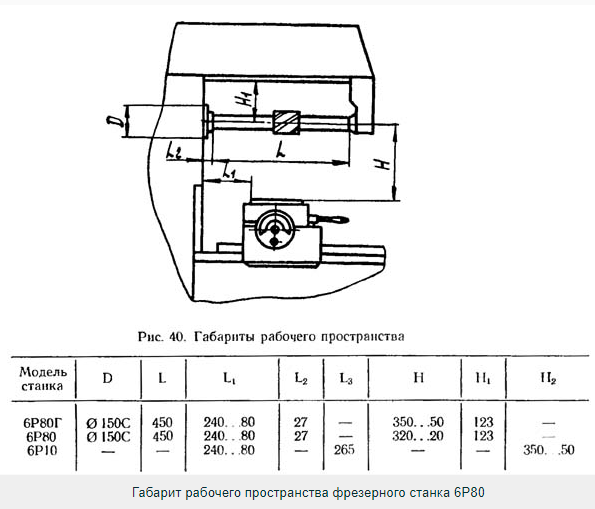
- Рабочая плоскость стола имеет размеры 1250 на 320 мм.
- Есть коробка подач для перемещения заготовки. Паспорт, который был в комплекте поставки вертикально-фрезерного 6Р12, также указывает на возможность регулировки расстояния между вылетом шпинделя и установленной заготовкой.
- Руководство по эксплуатации указывает на то, что шпиндель может быть расположен на расстоянии 30-450 мм от стола. При этом следует учитывать размеры, которые имеет деталь.
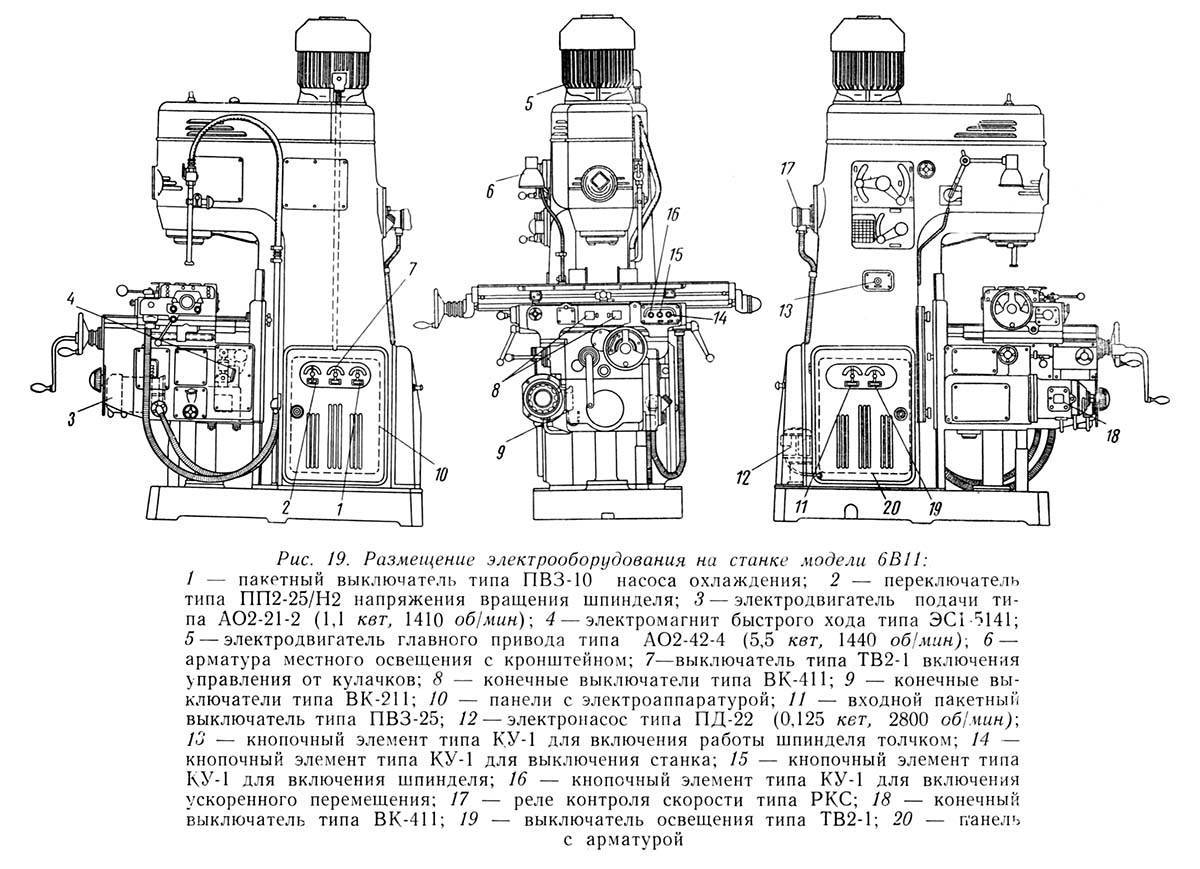
- Коробка скоростей позволяет регулировать обороты шпинделя в пределах от 31,5-1 600 мин-1. Для вращения шпинделя устанавливают электромотор с мощностью 11 кВт, привода стола 3 кВт. Электросхема определяет размещение мотора на шпиндельной бабке.
- Ускорить обработку можно и электрическим приводом. Электрический привод позволяет ускорить перемещение стола. Электросхема предусматривает возможность осуществления перемещения заготовки и в вертикальном направлении. Продольный и поперечный вал изготавливают из высокопрочной стали, работа может проводится с ручной и автоматической подачей
- Характеристика несущей конструкции позволяет базировать заготовку весом до 550 кг. Эксплуатация предусматривает перебазирование для обработки всех поверхностей.
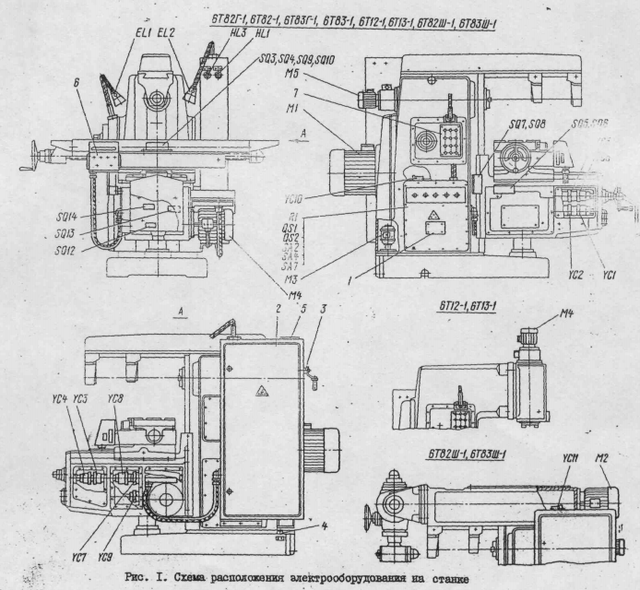
- Электросхема у модели довольно сложна. Рассматривая электросхему отметим два блока управления: один выведен перед столом, второй расположен на шпинделе
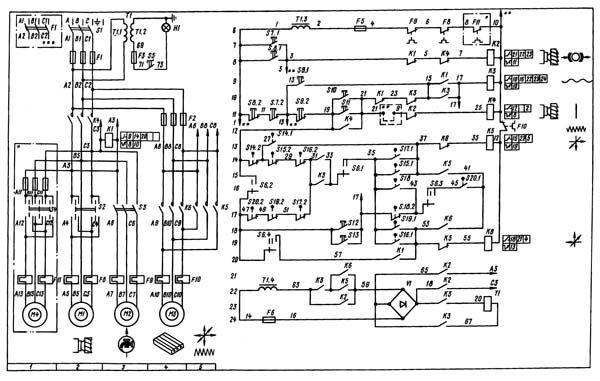
Электрическая схема станка
- Габариты вертикально-фрезерного 6Р12 следующие: 2280 на 1965 и на 2265 мм.
- Вес составляет 3 250 кг. Инструкция по эксплуатации предусматривает установку вертикально-фрезерного 6Р12 на жестком основании. Устройство подобного оборудования предусматривает отвод вибрационной нагрузки на основание.
На момент выпуска модель имела высокий технический показатель производительности. Кроме этого электросхема и схема основных узлов определяют высокую ремонтопригодность конструкции.
1 Особенности горизонтально фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных работ по дереву. С их помощью выполняется фрезерование, расточка, шлифование, а иногда и сверление. Однако комплектация и технические характеристики подобных агрегатов приблизительно одинаковы.
Горизонтально фрезерный станок, как и другие промышленные агрегаты, не обошел стороной технический прогресс. Кроме привычных станков, где все работы фрезой выполняет оператор, появились новые агрегаты по металлу и дереву с ЧПУ (числовым программным управлением).
Такое устройство не требует вмешательства оператора в сам процесс обработки заготовок. Оператор станков с ЧПУ должен иметь навыки не столько работы по металлу или дереву, как знания в области компьютерных технологий и программ.
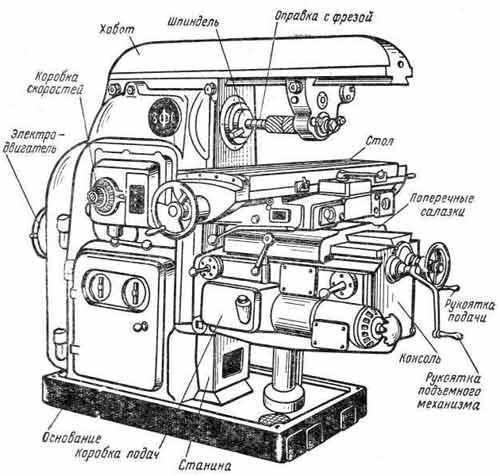
Устройство горизонтально-фрезерного станка
На компьютере создается 3Д модель будущей детали, прорисовывается траектория фрезы и прочие технические характеристики, программа переносится на станок, а все работы по обработке заготовки станок выполняет под управлением ЧПУ без вмешательства человека.
1.1 Базовая комплектация
Своим основанием данное устройство имеет станину, на которой располагаются остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому изготавливают ее из чугуна или высокопрочной стали.
На станине устанавливаются следующие узлы и механизмы:
- коробка передач. С ее помощью настраивается скорость вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- рабочий стол. Данное устройство оснащается зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка сделан таким образом, чтобы перемещать его можно было в трех направлениях: продольно по направляющим салазок; поперечно с помощью перемещения самих салазок по направляющим консоли; вертикально, движением консольно-опорного механизма по направляющим станины;
- шпиндель. Главное вращающееся устройство, на котором находится оправка для фиксации фрез;
- хобот. Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка крепится на конце шпинделя;
- двигатель. Промышленные агрегаты оснащаются трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не ниже 1200—1500 Вт, чтобы обеспечить нужную скорость вращения шпинделя. Горизонтально фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 оборотов в минуту;
- дополнительное оборудование. Кроме перечисленной выше комплектации станки могут дополнительно оснащаться платами ЧПУ, стружкоотсосами, магнитными столами для беззажимного крепления заготовок.

Консоль управления горизонтально-фрезерным станком
1.2 Фрезы
Очень важно, чтобы горизонтально фрезерный станок позволял производить быструю замены фрез, так как каждый режущий инструмент выполняет лишь свою узкопрофильную функцию. К тому же, крепление фрезы должно быть максимально жестким. Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву
Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву. Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек.
- обработку горизонтальных поверхностей фрезерный станок 6р81, 6р82 и другие его аналоги производит при помощи цилиндрической фрезы;
- вертикальные работы по металлу или дереву устройство выполняет при помощи торцевых или дисковых фрез;
- комбинированная обработка требует смены нескольких различных по функциональности режущих инструментов.
Для повышения точности выполнения фрезерных работ по металлу или дереву фрезерный станок 6м82 рекомендуется оснастить платой ЧПУ.
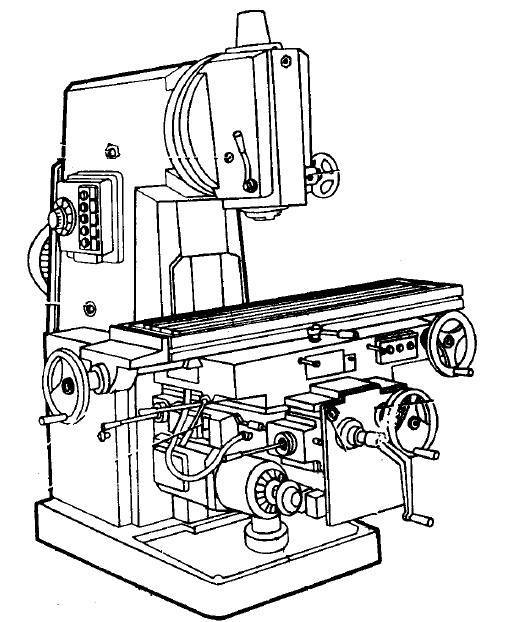
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности
Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
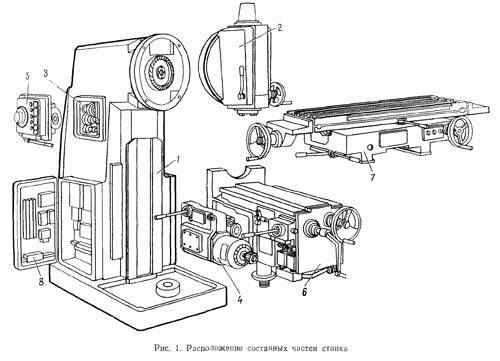
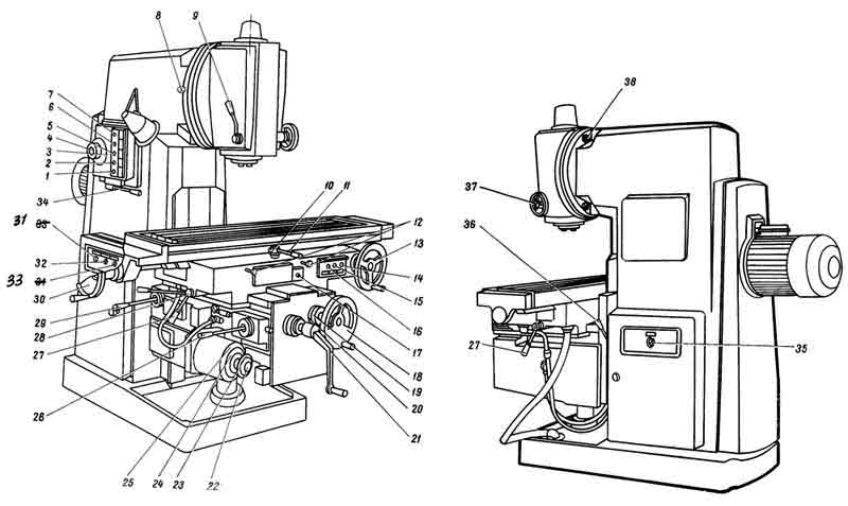
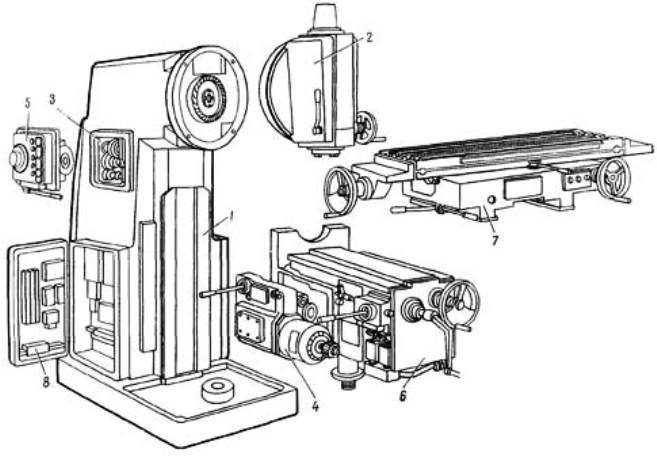
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
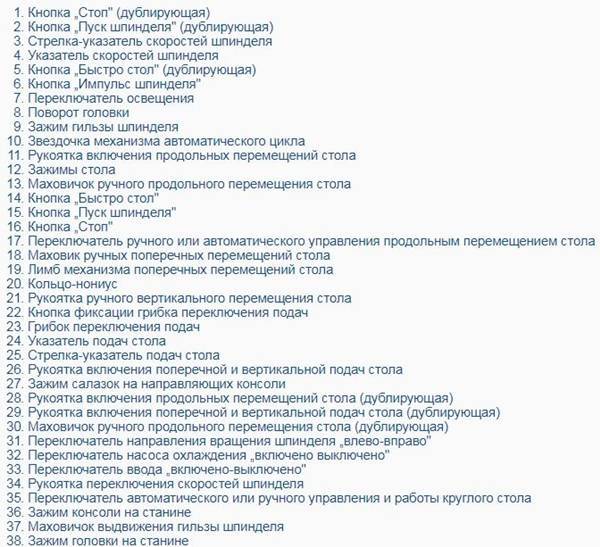
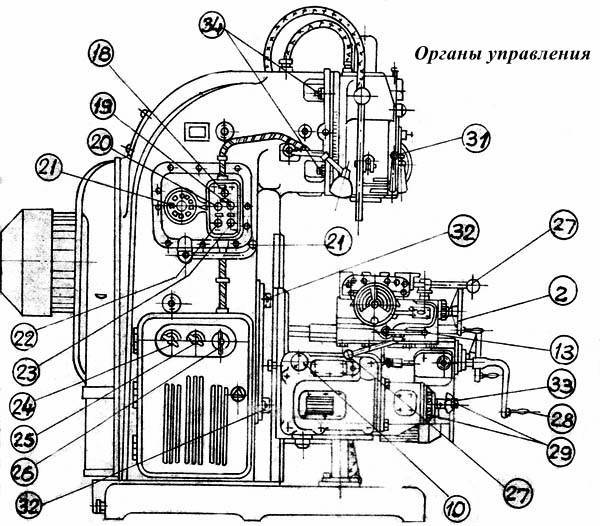
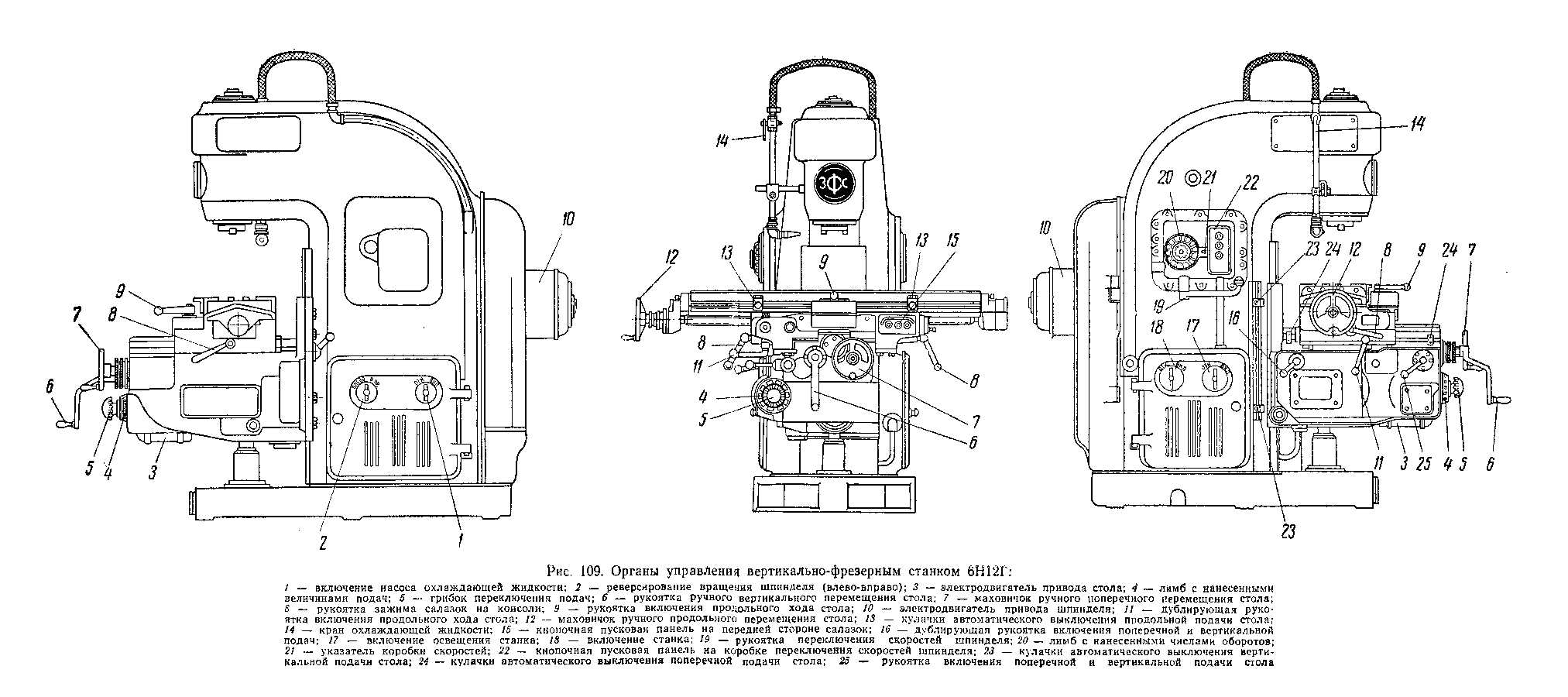
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
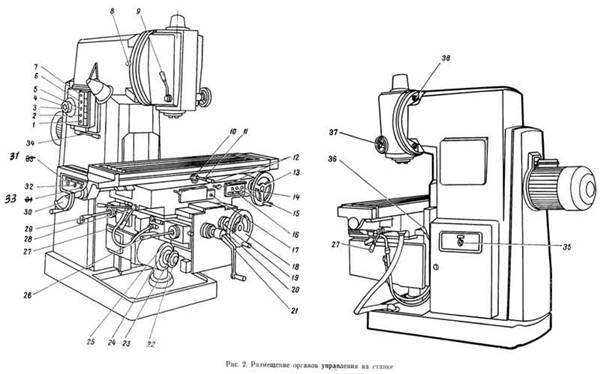
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Система охлаждения
Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали. Оно не только уменьшает нагрев режущих лезвий инструмента, но и улучшает условия резания металла.






Количество подаваемой эмульсии регулируется краном, которым можно пользоваться и как краном-выключателем эмульсии. В качестве охлаждающей жидкости применяются также эмульсии.
По боковой канавке стола (рис. 18, В — В) эмульсия стекает под уклон через фильтр 28, проходит сетки 29 и 30 и через трубку 31 поступает в канавку салазок, выполненную с уклоном. Далее через ниппель и шланг жидкость поступает, в консоль. По мере накопления стружки в фильтре 28 его следует очищать.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.

Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Справка! В 1936 году на предприятии был выпущен уникальный 35-тонный станок. Его специально разработали и изготовили обрабатывать тюбинги для Московского метро.
Вертикально-фрезерный станок ВМ127
Вертикально-фрезерный станок ВМ127, ВМ127М – очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.





Особенности конструкции
- Мощный привод главного движения и плавная регулировка скорости подач обеспечивает оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента
- Сервоконтролерный привод подач с обратной связью
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации
- По отдельному заказу станок может быть оснащен устройством цифровой индикации (УЦИ).
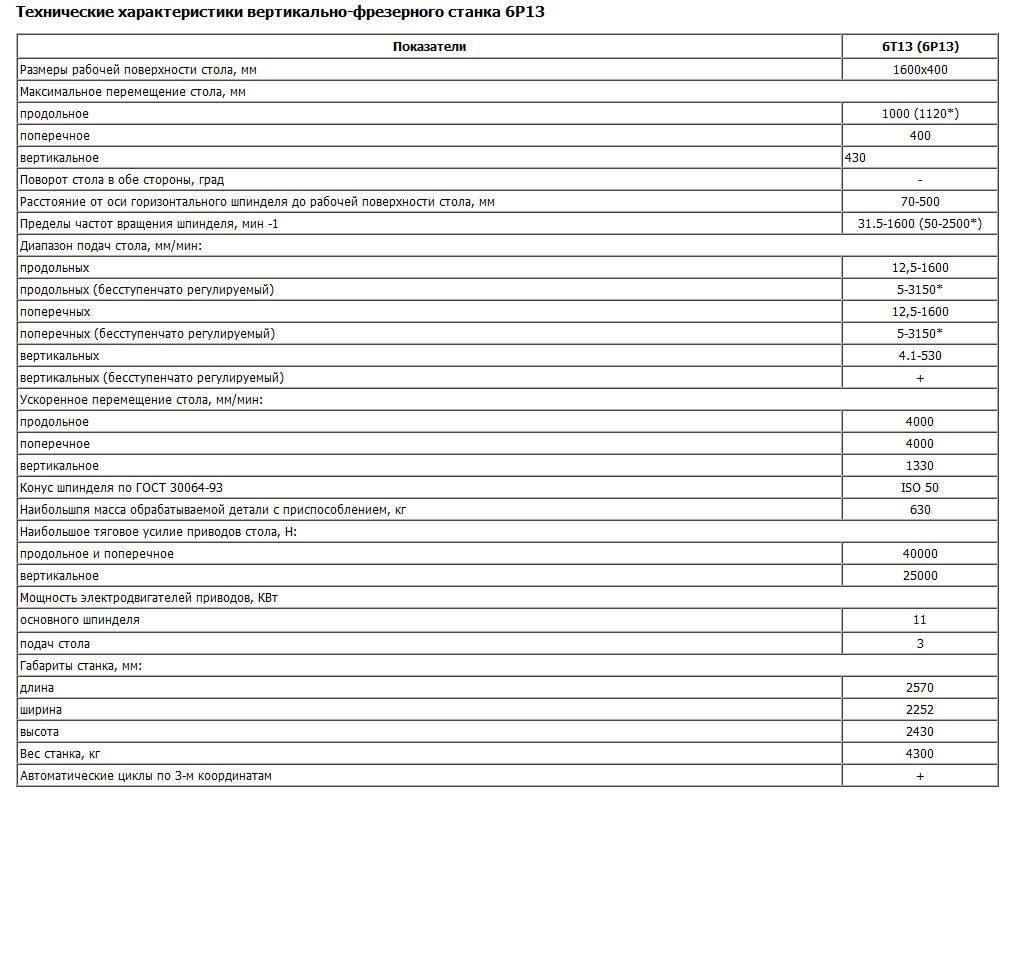
| Технические характеристики | Параметры |
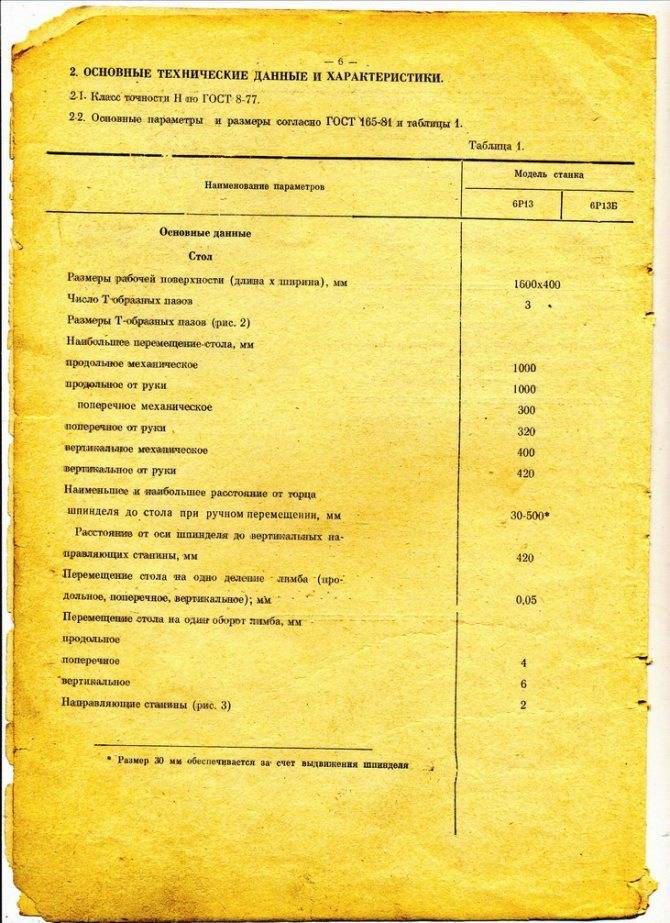
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм | 300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 – 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
| Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Цена
Цена на вертикально-фрезерный станок ВМ127, ВМ127М на I квартал 2014 года в базовой комплектации составляет 1 800 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Современные аналоги
В нашем каталоге так же представлены качественные современные аналоги вертикально-фрезерных станков 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 – станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
Вертикально-фрезерный станок FSS450MR
Комплектация, характеристики
Конструктивные особенности станка

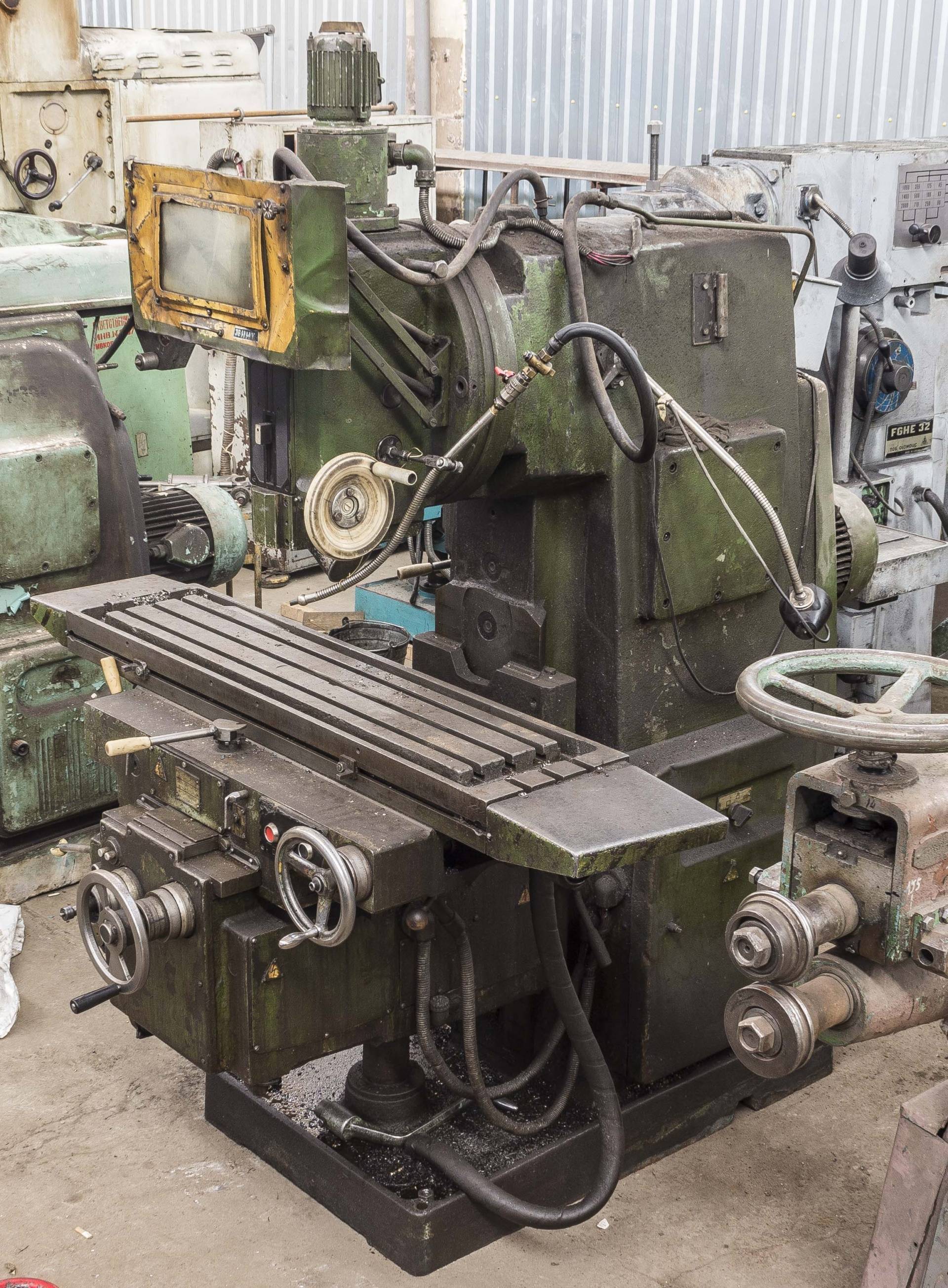
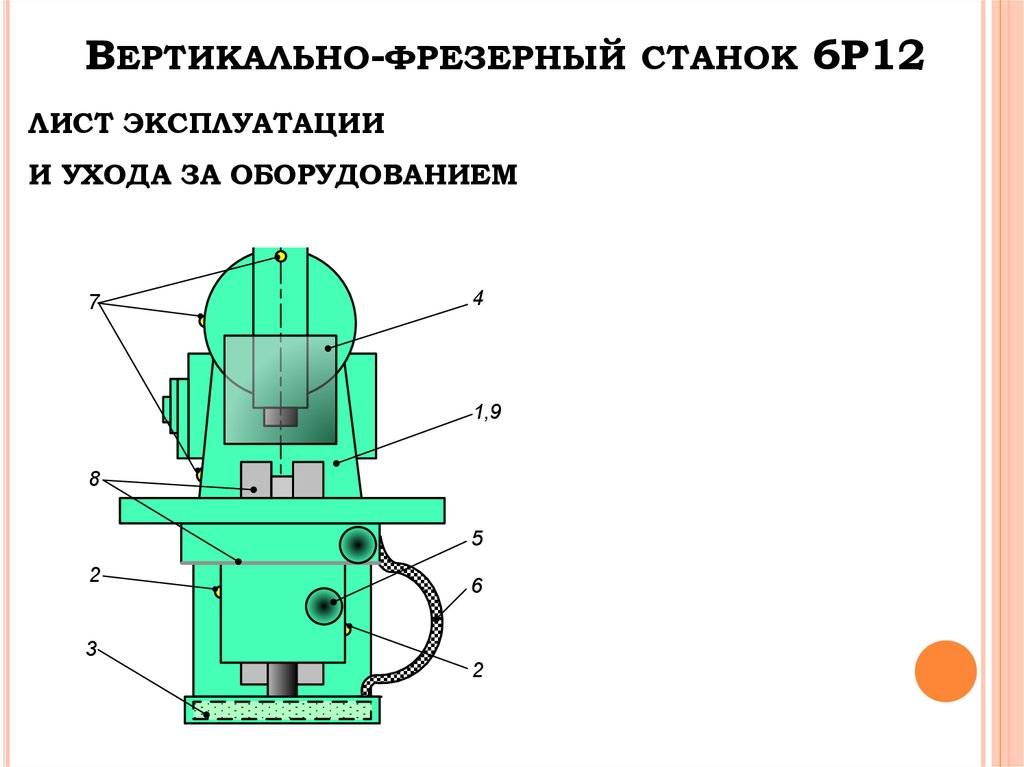
Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы
Важно лишь правильно подобрать жидкость, параметры которой описаны в документации
Оснастка и принадлежности
Установка делительных устройств, поворачивающегося стола предоставляет шанс обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и другие компоненты, которые находятся по окружности и просящие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика применяют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез используют оправки с поперечной и продольной шпонкой.
Сменяемые цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, предоставляют приличную площадь контакта и равномерность фиксации хвостовика, чем уменьшают вибрация и перекос. При замене цанги патрон не снимают. Правильно применять цанги для ответственных чистовых операций, обработки очень маленьких заготовок.
Номер цанги для станка для фрезеровочных работ 6Т13 выбирают по диаметру осевого инструмента и габаритам отверстия оправки.
Технические данные и характеристики станка ВМ127
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Максимальная нагрузка на стол (по центру), кг | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм* Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
- При этом необходимо установить ограничительные упоры с учетом отклонения подачи в пределах ограничения перемещения стола, салазок или консоли.
- Во всех случаях использования полных ходов с механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблюдать за работой станка.
- В связи с наличием перебегов перемещаем узлов по инерции фактическая величина механических ходов Уменьшена на величину 10—20 мм соответствии с чем присверлены ограничительные кулачки.
- Габариты станков, приведенные в таблице, характеризуют «упаковочные» или наибольшие размеры при условии установки перемещающих узлов в среднее положение. При расчете занимаемой станком площади необходимо к размеру ширины станка прибавить значение продольного хода стола 1000 мм (в каждую сторону по 500 мм).
Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
Известный в среде профессионалов фрезерный станок модели ВМ127 относится к давно забытой технике, распространенной еще в прошлом веке
Однако некоторые из его характеристик настолько уникальны, что до сих пор привлекают внимание специалистов. В связи с этим имеет смысл ознакомиться с основным функционалом и особенностями этого станка более подробно
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б сегодня
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Цена
Цена на вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б на I квартал 2014 года в базовой комплектации составляет 2 100 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Современные аналоги
В нашем каталоге так же представлены качественные современные аналоги Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б — станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
Вертикально-фрезерный станок FSS350MR
Комплектация, характеристики
Узнать цену, дополнительную информацию про вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б, их аналогах — станках FSS, характеристики фрезерных станков, или открыть заказ Вы можете, позвонив нам по телефону в Москве, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес Мы с удовольствием поможем Вам с подбором необходимого оборудования!
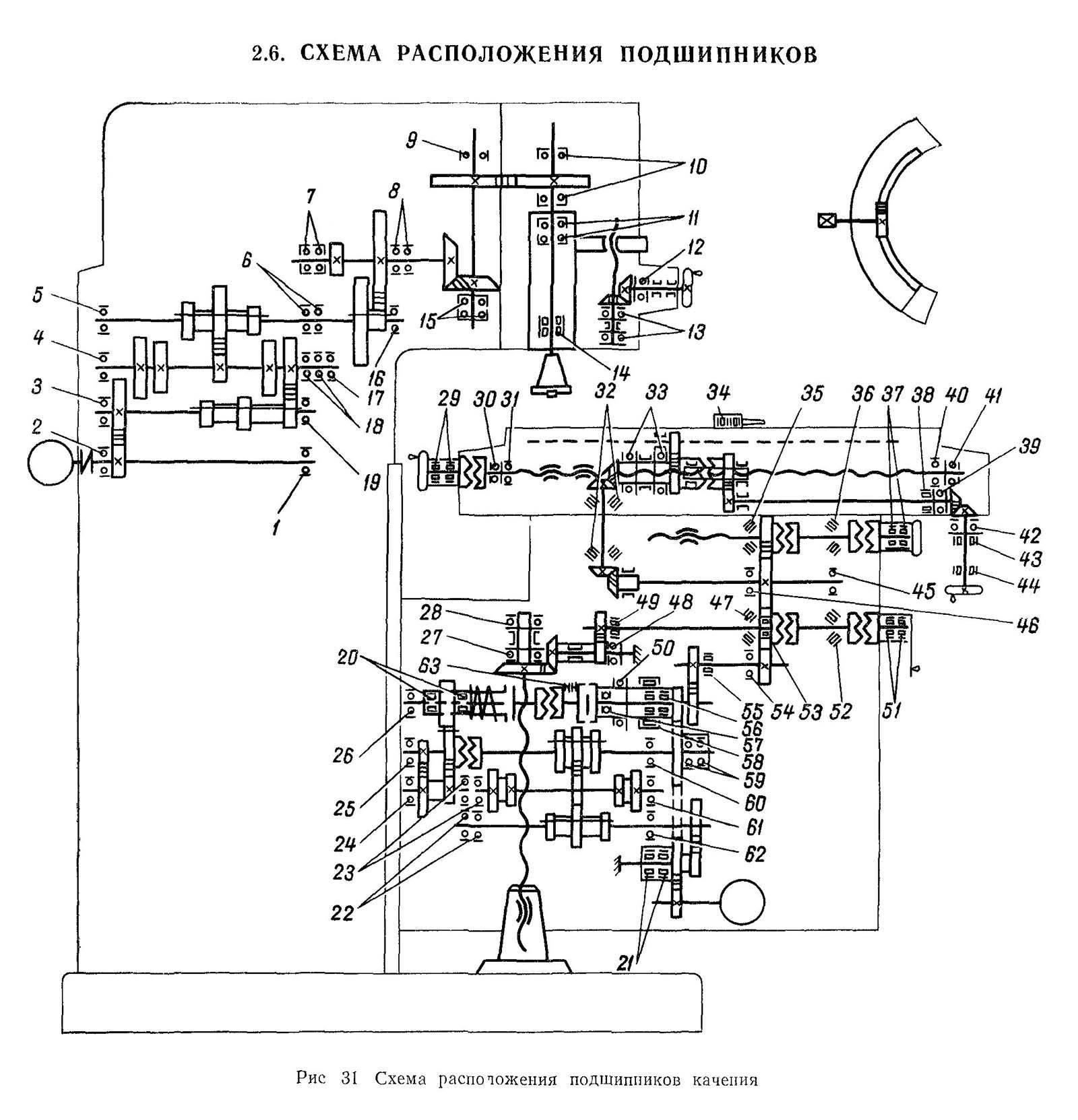
Схема кинематическая консольно-фрезерного станка 6Т13-1
Кинематическая схема консольно-фрезерного станка 6Т13-1
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).



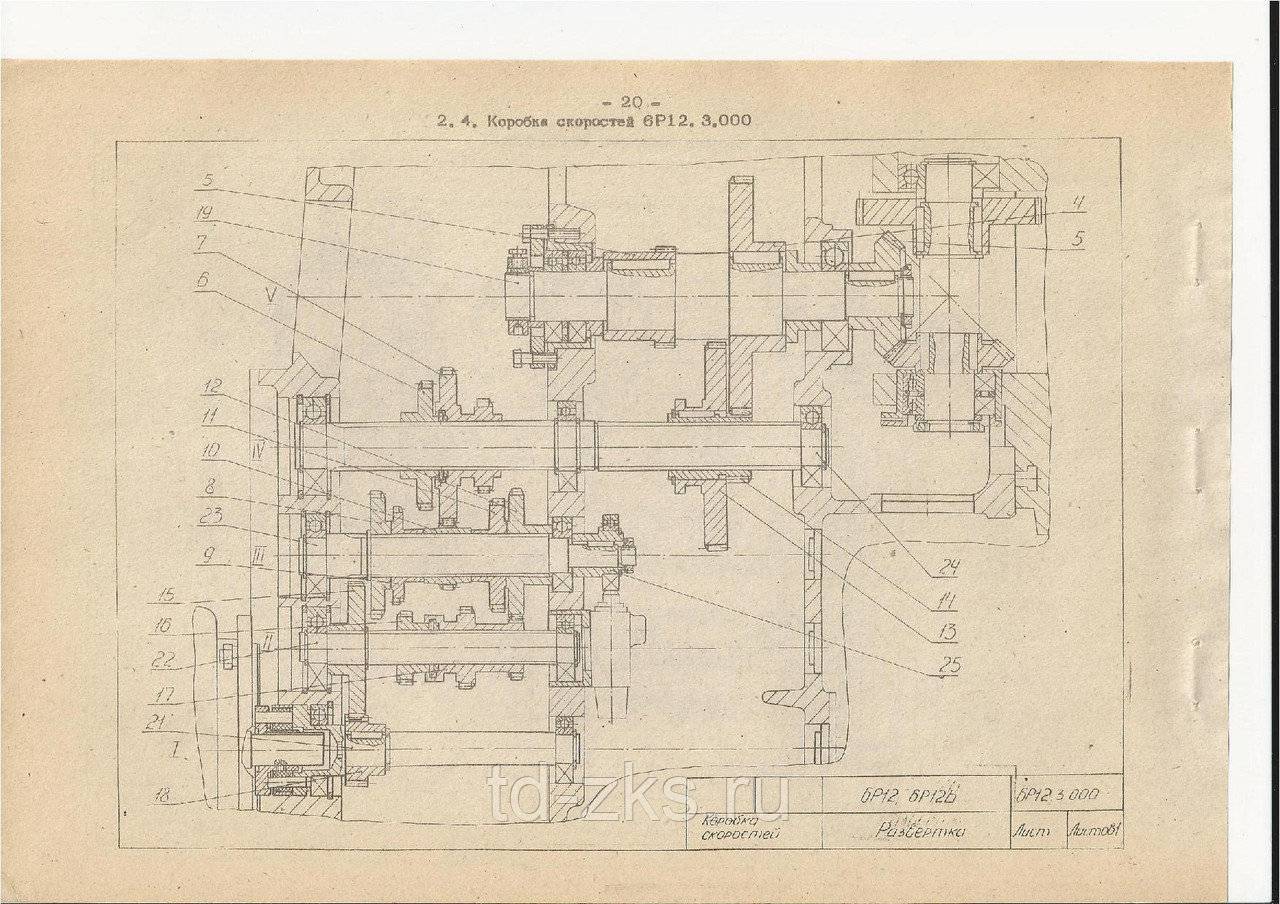
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Скорость работы определяет сферу использования и эффективность работы станка
Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.

Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.






