

Технические характеристики станка 2Н135
Технические характеристики станка 2Н135 это основной показатель пригодности станка к выполнению определенных работ. Для вертикально-сверлильных станков основными характеристиками является:
- наибольший диаметр D сверления заготовки (детали)
- вылет шпинделя
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола
- размеры рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2Н135. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 35 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 300 |
| Наибольший ход шпинделя | мм | 250 |
| Расстояние от торца шпинделя до стола | мм | 30-750 |
| Расстояние от торца шпинделя до плиты | мм | 700-1120 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 450х500 |
| Наибольший ход стола | мм | 300 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 100 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 55 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4А1001.4 | |
| Мощность двигателя главного движения | кВт | 4 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2535 |
| Ширина станка | мм | 835 |
| Длина станка | мм | 1030 |
| Масса станка | кг | 1200 |
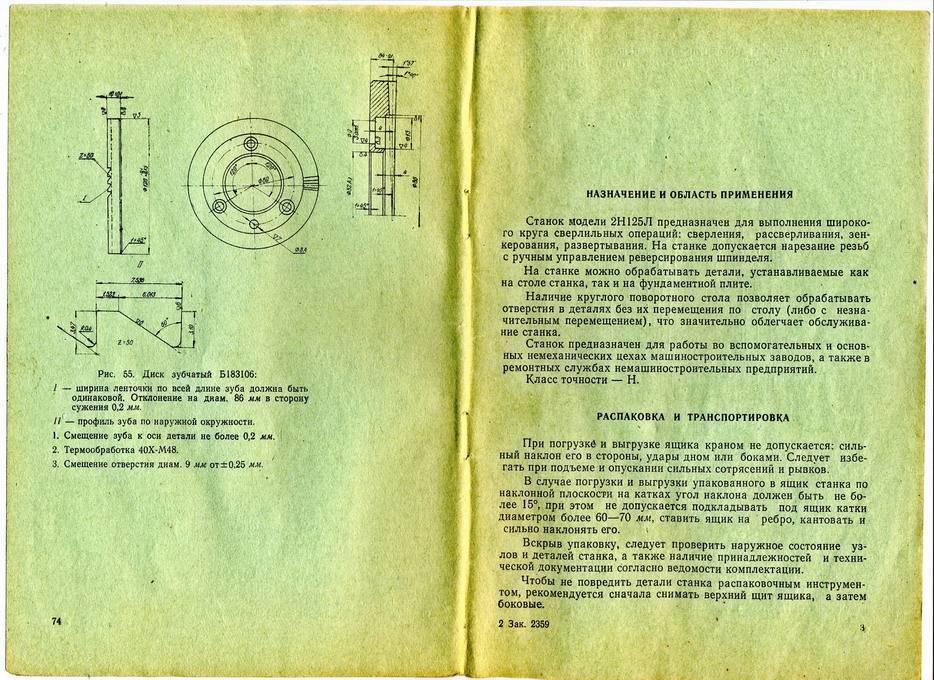
2Г125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок универсальный вертикально-сверлильный 2Г125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
В станке предусмотрено автоматическое отключение подачи при достижении необходимой глубины обработки, а также автоматическое реверсирование шпинделя при нарезании резьбы.
Класс точности станка Н.
Шероховатость обработанной поверхности при сверлении Rz 40.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструкторское бюро специальных станков (СКБСС).
Приемы сверления труднообрабатываемых сплавов
К числу труднообрабатываемых сплавов относятся жаропрочные, титановые нержавеющие и т. п. стали. При сверлении их стандартным сверлом образуется сильно деформированная заклинивающаяся в канавках сверла ленточная стружка, вызывающая возникновение больших сил резания. Это влечет за собой увеличение вибраций сверла, вредно сказывающееся на состоянии его режущих кромок, которые быстро затупляются. Поэтому труднообрабатываемые сплавы нужно сверлить с учетом следующих рекомендаций:
- 1. Применять специальные укороченные (по сравнению со стандартными) сверла, длина которых не должна превышать их диаметр более чем в 4—5 раз.
- 2. Не применять сверла, укороченные в результате переточки стандартных сверл. Укорочение стандартного сверла приводит к увеличению длины поперечной режущей кромки вследствие того, что толщина перемычки возрастает по мере приближения к хвостовику.
- 3. При отсутствии специальных укороченных сверл можно на стандартные сверла надевать и закреплять жесткие разрезные втулки с внутренним диаметром, равным диаметру сверла, и наружным, равным 35..60 мм. Втулка должна быть закреплена вплотную к торцу патрона или шпинделя станка. Длина втулки зависит от длины сверла, но желательно, чтобы часть сверла, выступающая из втулки, по длине не превышала диаметр сверла более чем в 5..6 раз.
- 4. Чтобы повысить стойкость сверла, ширину его направляющих ленточек надо уменьшить до 0,2..0,4 мм, задний угол увеличить до 12° и применять двойную заточку.
- 5. Чтобы предотвратить заклинивание стружки, следует на задней поверхности сверла прорезать стружкоделительные канавки (рис. 86), разделяющие стружку по ширине на несколько частей; это улучшает условия отвода ее из отверстия.
- 6. Чтобы при выходе из отверстия стружка не наматывалась на сверло, применяют специальный стружкодробитель, представляющий собой конический колпачок, закрепляемый на сверле. Стружка, упираясь в колпачок, ломается на короткие спирали.
- 7. Сверление вести только с применением смазочно-охлаждающих жидкостей. Для жаропрочных сплавов рекомендуется 50%-ная эмульсия или водный раствор хлористого бария с добавкой 1%-ного нитрата натрия, для титановых сплавов — касторовое и осерненное масла, олеиновая кислота или ее смеси.
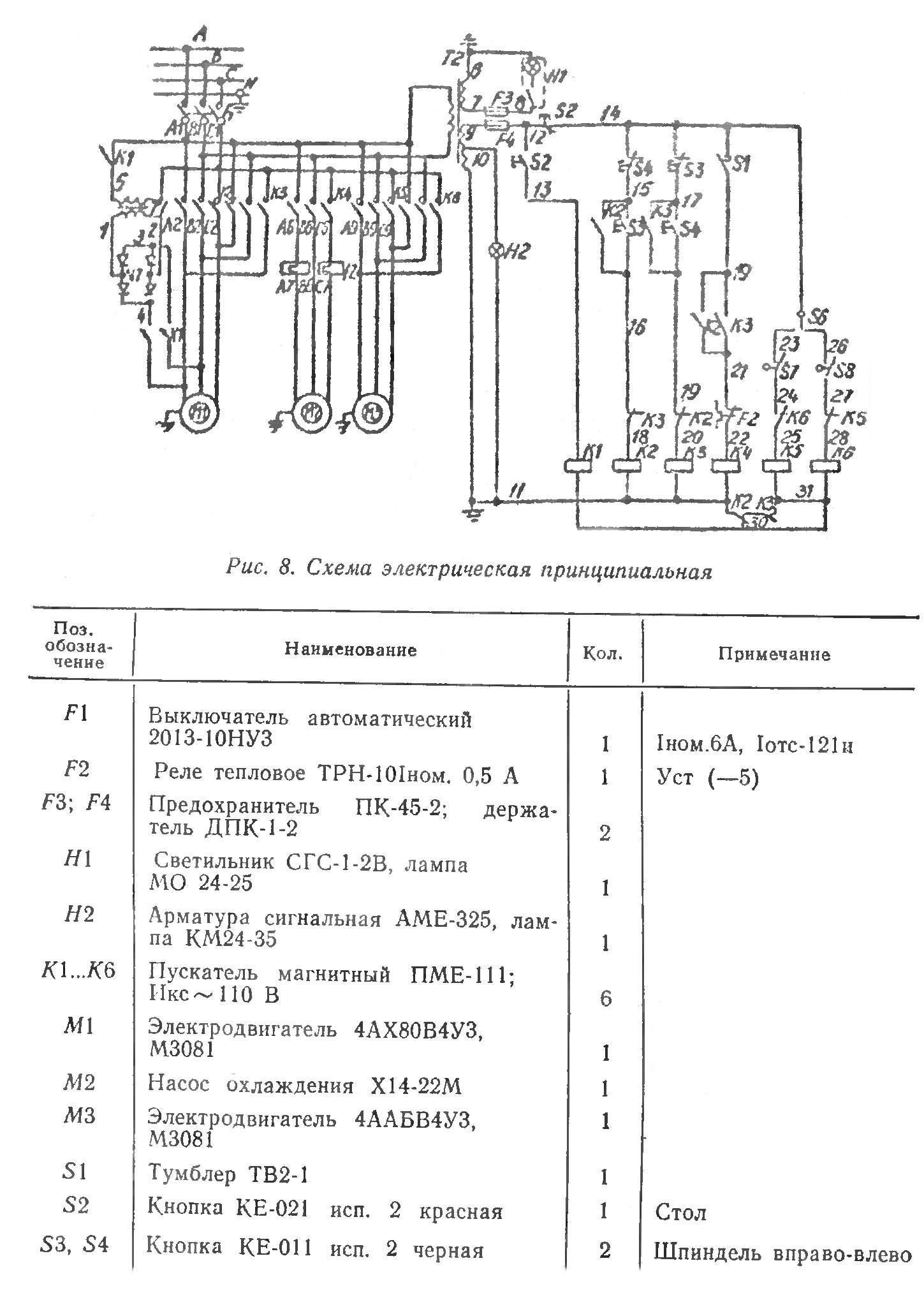
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
Стоимость ремонта сверлильные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Причины неисправностей коробки скоростей станка, способы их устранения, стоимость
В статье рассказано о встречающихся поломках коробки скоростей токарного станка. Описаны их причины и способы устранения самостоятельно. Также дана приблизительная стоимость ремонта коробки скоростей станка в Москве.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.


- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
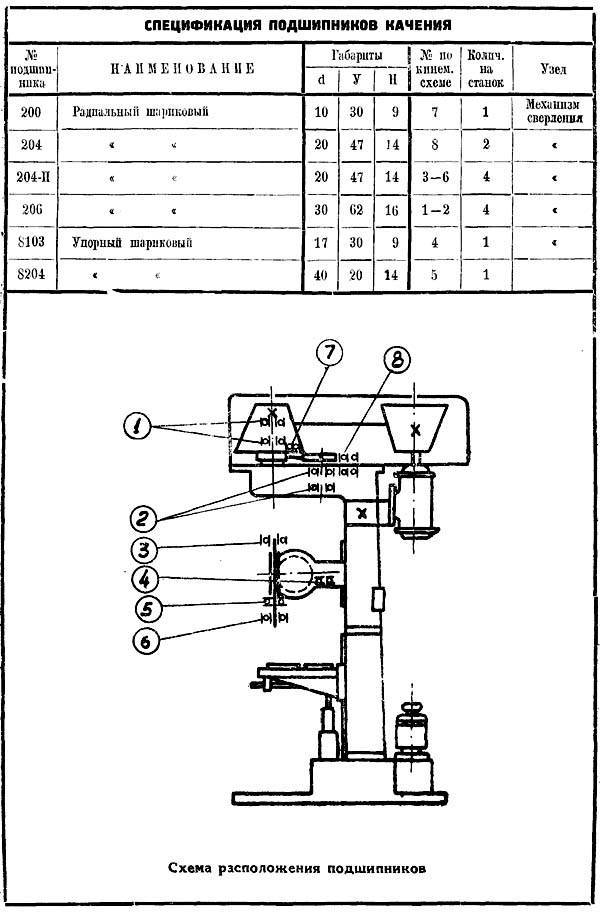
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Конструкция вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
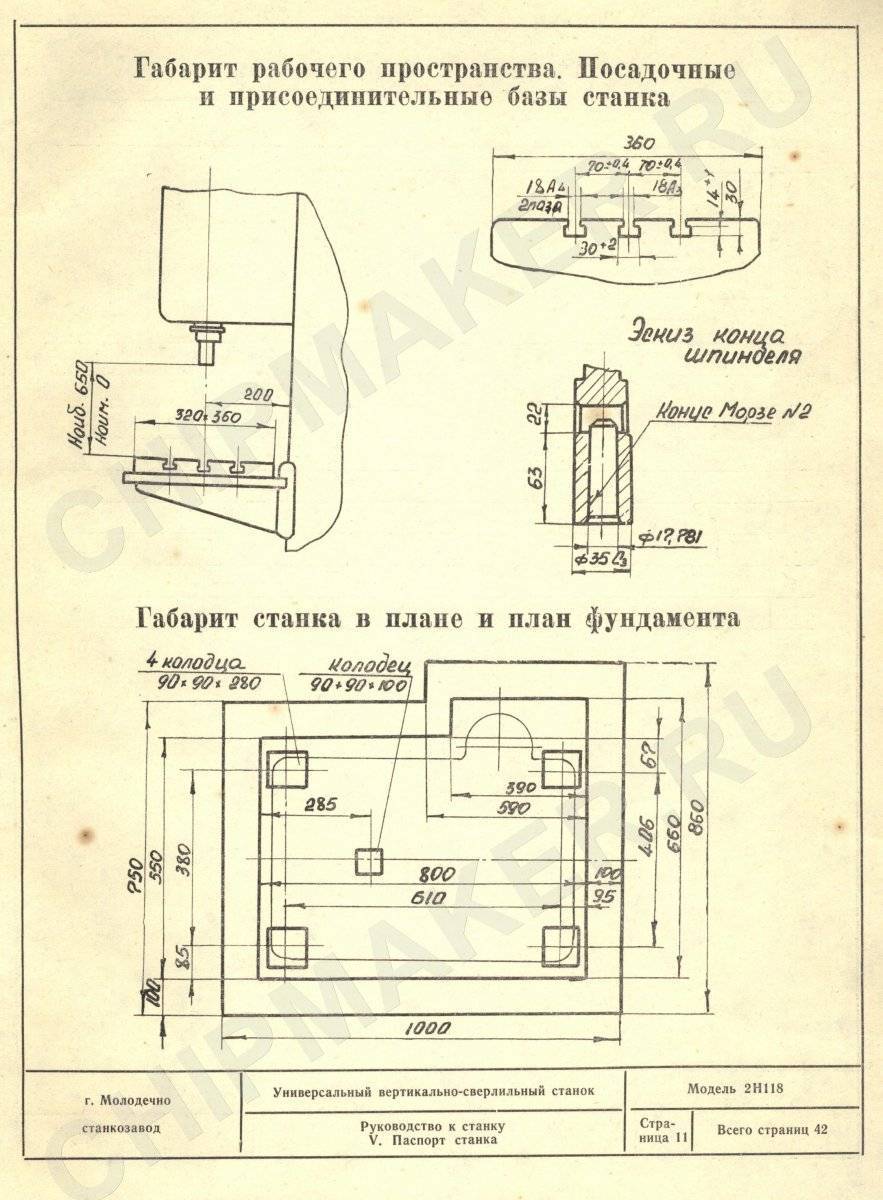
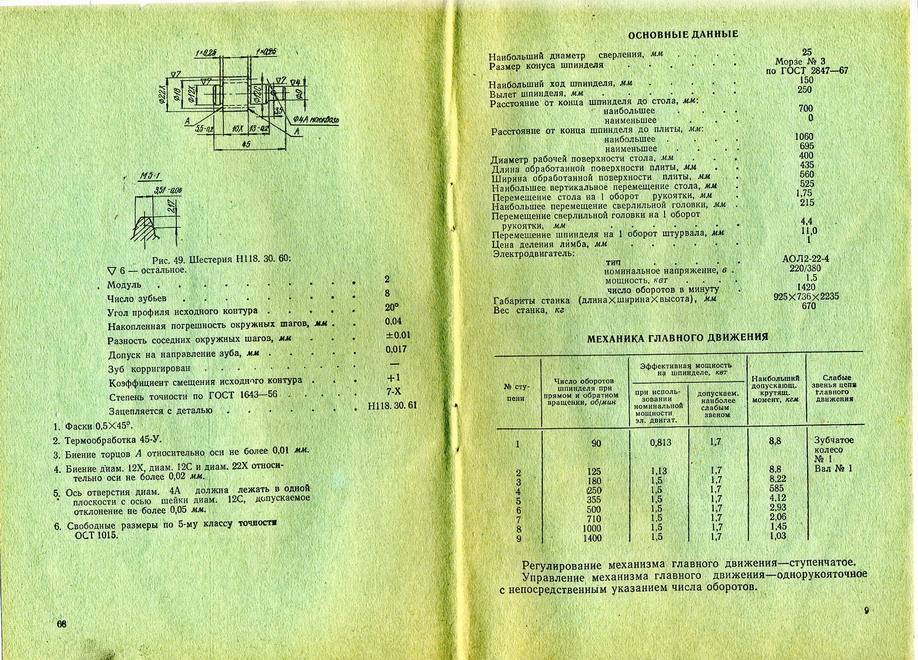
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0…650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 — 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 — 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
К
атегория:
Сверление металла
Вертикально-сверлильный станок модели 2118
Вы уже познакомились с устройством сверлильного станка НС-12. На таких станках можно просверлить отверстие с наибольшим диаметром 12 мм. Но в ряде случаев нужны отверстия гораздо большего диаметра. В этом случае сверлят на более мощных станках. С одним из таких станков мы сейчас и познакомимся. Это вертикально-сверлильный станок модели 2118.



Он состоит из основания, колонны, коробки скоростей, направляющего кронштейна, в котором смонтированы механизм подачи и шпиндельный узел, и стола. Коробка скоростей с электродвигателем установлена на верхней части колонны.
Разные по твердости металлы обрабатываются при разных скоростях. Скорость вращения сверла подбирается с учетом его материала и диаметра. Порядок настройки станков разной конструкции на нужную скорость различный. Так, на настольных сверлильных станках НС-12 скорость меняется путем переброски ремня с одной ступени шкива на другую. У сверлильного станка 2118 переключаются рукоятки зубчатых колес в коробке скоростей.
При сверлении инструмент и заготовка нагреваются. Попробуйте быстро потереть ладони друг о друга.
Почувствовали тепло? То же самое происходит и со сверлом. Но только инструмент нагревается очень сильно. Раскаленное сверло быстро тупится, плохо режет металл. Чтобы этого не случилось, во время работы инструмент охлаждают специальной жидкостью: мыльной и содовой водой, масляными эмульсиями. При этом горячее сверло отдает часть тепла жидкости и охлаждается, а жидкость нагревается. Поэтому основание станка сделано пустотелым и служит одновременно баком для сбора охлаждающей жидкости.
Детали при сверлении устанавливают на столе, который может подниматься и опускаться с помощью специальной рукоятки. Запомните! Маленькие отверстия лучше сверлить на большой скорости, а отверстия большого диаметра — на малой.
Вертикально-сверлильный станок 2Н118 – универсальный агрегат, его мощность поражает специалистов и любителей точного сверления.
Сверлильный станок 2н118 предназначен для таких действий, как сверление, зенкование, развертывание отверстий, а также подрезания торцов деталей, при условии использования специальной насадки.
Основная сфера использования – предприятия среднего и малого профиля, где продукция выпускается небольшими партиями. Кузница оборудования – Молодеченский завод МСЗ, Республика Беларусь.
При проведении операции по сверлению, приходит в действие вращательное движение головки и шпиндель на движущей основе. Как видим, механизм довольно прост, ничего лишнего
При определении параметров сверления берутся во внимание показатели по диаметру сверления, длине вылета самого шпинделя
Характерные преимущества станка
Сверлильная установка 2н118 предназначен для сверления малых отверстий до 18,0 мм в металлических поверхностях. С целью повышения качества работы развивается максимальный крутящий момент в 880 Нм и подача равна 560 кгс. При работе с каждой деталью имеется возможность выбора скорости и величины подачи, что делает работу более точной и эффективной, снижает риск брака.
Похожие модели:
- 2А118 компоновка и одношпиндельная головка.
- 2Н118Ф2 модернизированный вариант с автоматизированной системой управления.
- 2б118 с увеличенным количеством этапов подачи.
- Вертикальный механизм 2Н118К.

Станок 2Н118К
Технические характеристики станка 2Н135
Технические характеристики станка 2Н135 это основной показатель пригодности станка к выполнению определенных работ. Для вертикально-сверлильных станков основными характеристиками является:
- наибольший диаметр D сверления заготовки (детали)
- вылет шпинделя
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола
- размеры рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2Н135. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 35 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 300 |
| Наибольший ход шпинделя | мм | 250 |
| Расстояние от торца шпинделя до стола | мм | 30-750 |
| Расстояние от торца шпинделя до плиты | мм | 700-1120 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 450х500 |
| Наибольший ход стола | мм | 300 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 100 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 55 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4А1001.4 | |
| Мощность двигателя главного движения | кВт | 4 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2535 |
| Ширина станка | мм | 835 |
| Длина станка | мм | 1030 |
| Масса станка | кг | 1200 |
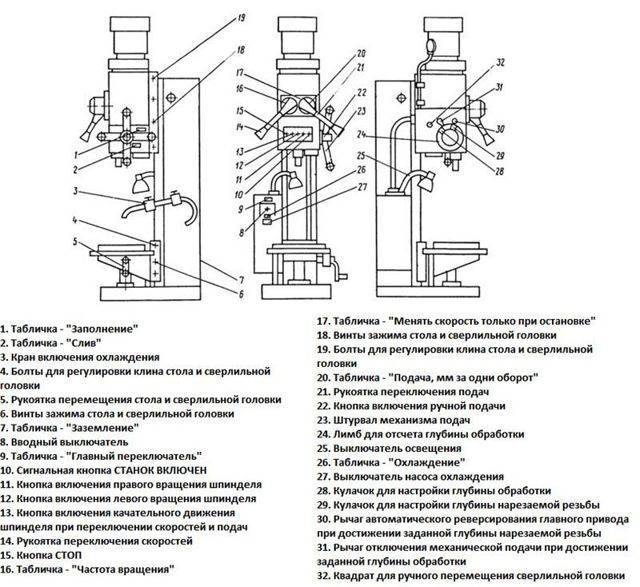
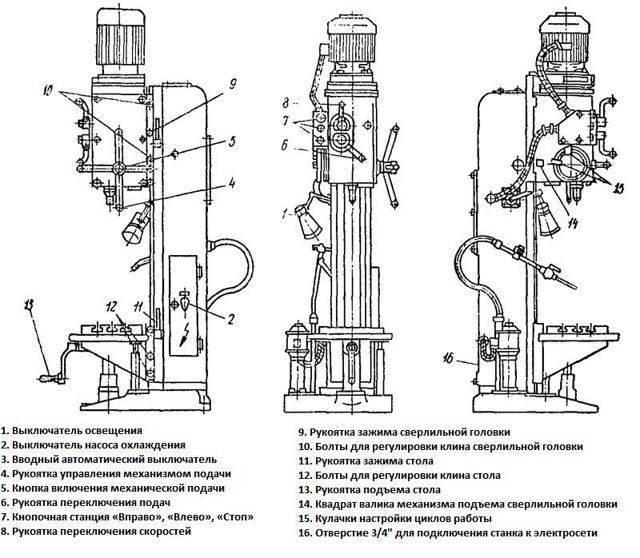
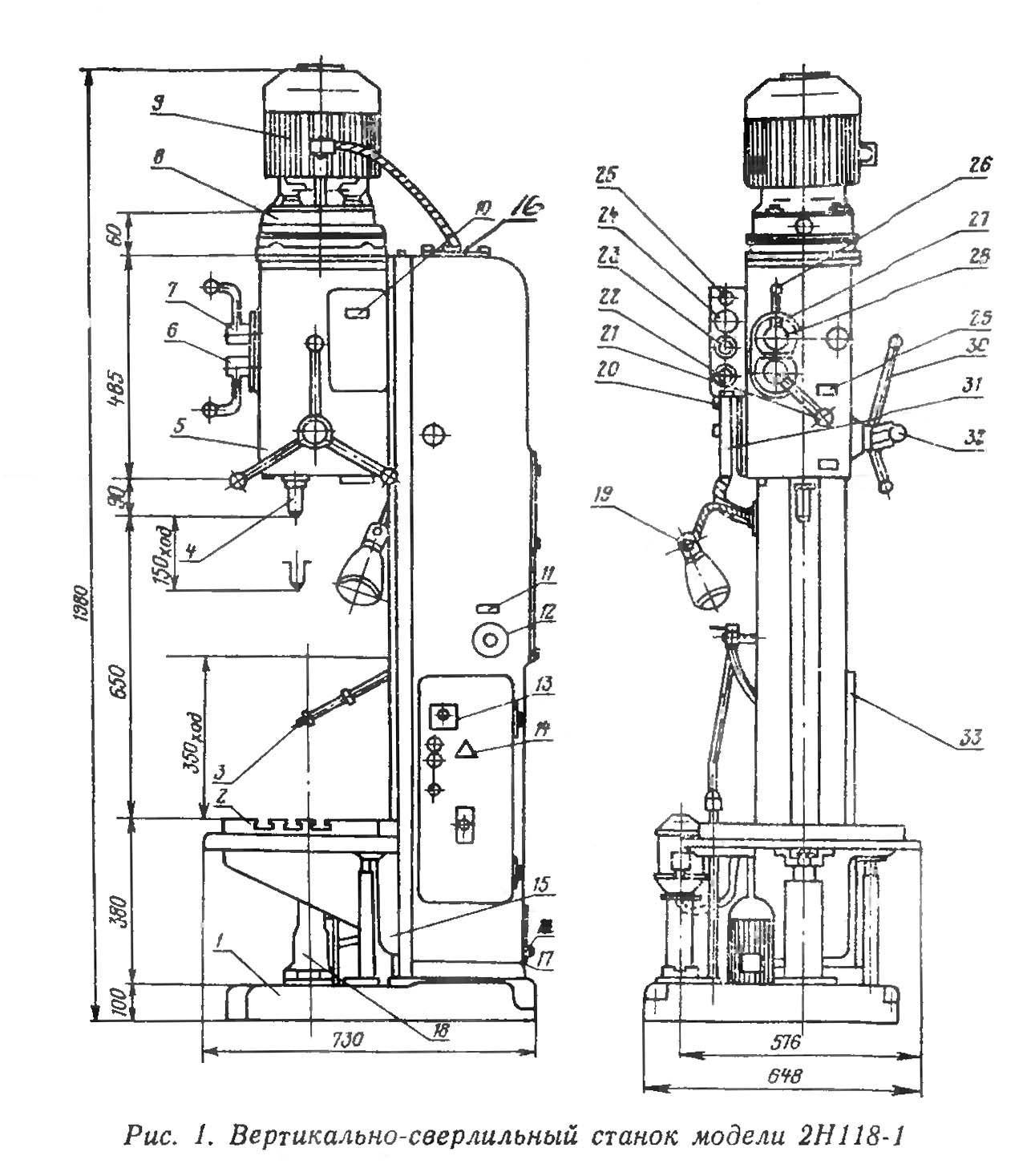
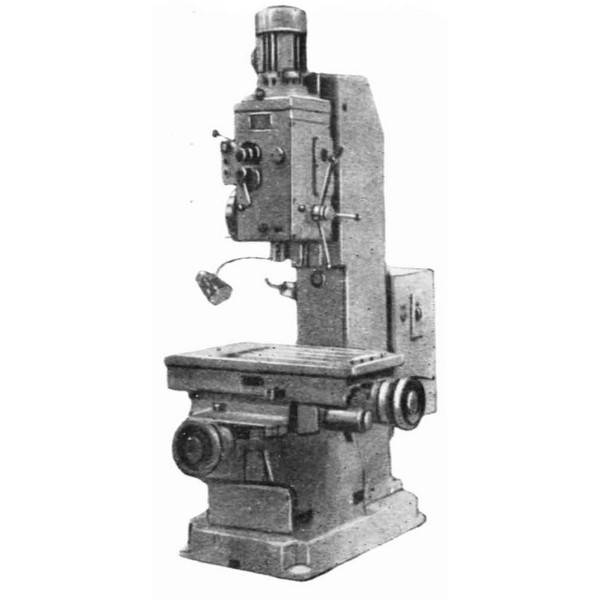
Конструкция оборудования
Описание: основным элементом служит колонна в форме коробки – передняя бабка. Установлена она на металлическую плиту – основание. Бабка перемещается по реечному механизму в стороны с помощью электрического привода мотора.
На фронтальной верхней части расположен электрический мотор. В нижней части, имеется шпиндельный узел с головкой вращения. Внутренняя часть наполнена коробкой скоростей, которая отвечает за частоту вращения, величину подачи, вертикальный подъем. Подъем и спуск по вертикали обеспечивает специальный реечный механизм. А приводит в действие этот орган – штурвал.
Обрабатываемая деталь крепится на рабочий стол, при необходимости перемещается, подгоняется высота. Регулируется специальной рукояткой с боковой стороны.
Кинематическая схема станка функционирует в таком порядке:
- Коробка передач регулирует подачу одной из девяти скоростей.
- С помощью реверсивного привода электрического мотора можно менять направление вращения.
- Функция особенно актуально, когда нужно нарезать внутреннюю резьбу на детали.
- Шпиндель подается по вертикали за счет рейки и зубчатого вала, который установлен в нижней фронтальной части шпиндельной бабки.
- Боковая рукоятка отвечает за перемещение шпиндельной бабки по направляющим колонны.
- Рабочий стол перемещается вертикально благодаря вращению рукоятки.
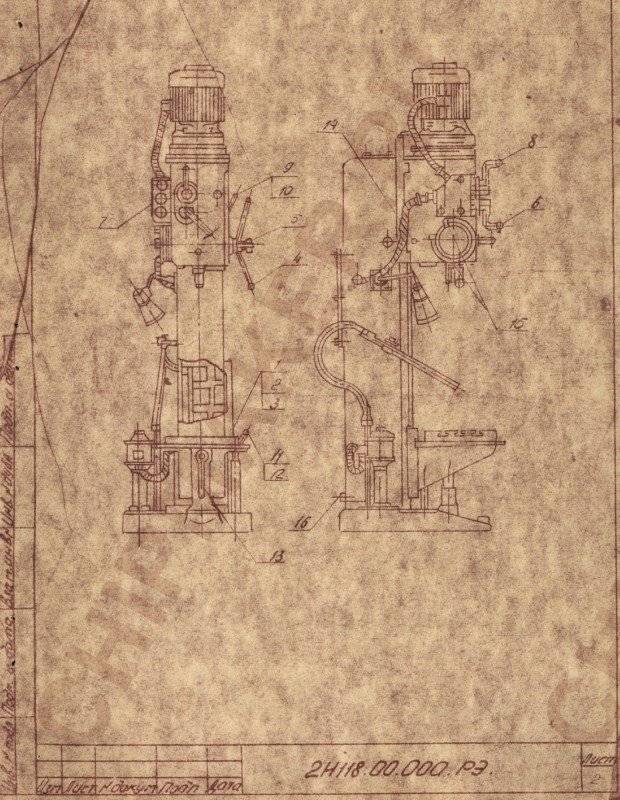
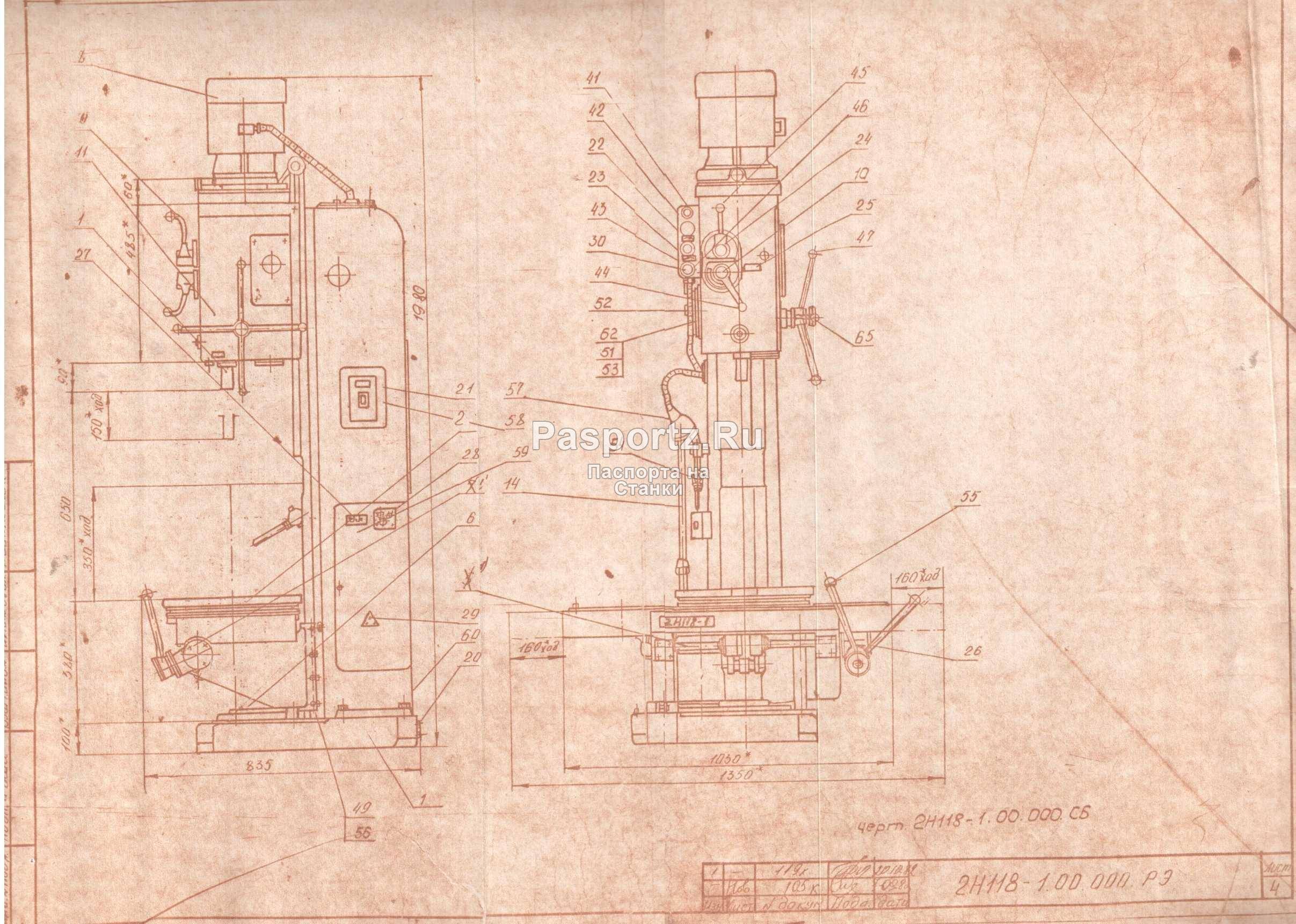
Схема устройства
Описание конструкции сверлильного станка 2Н118
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
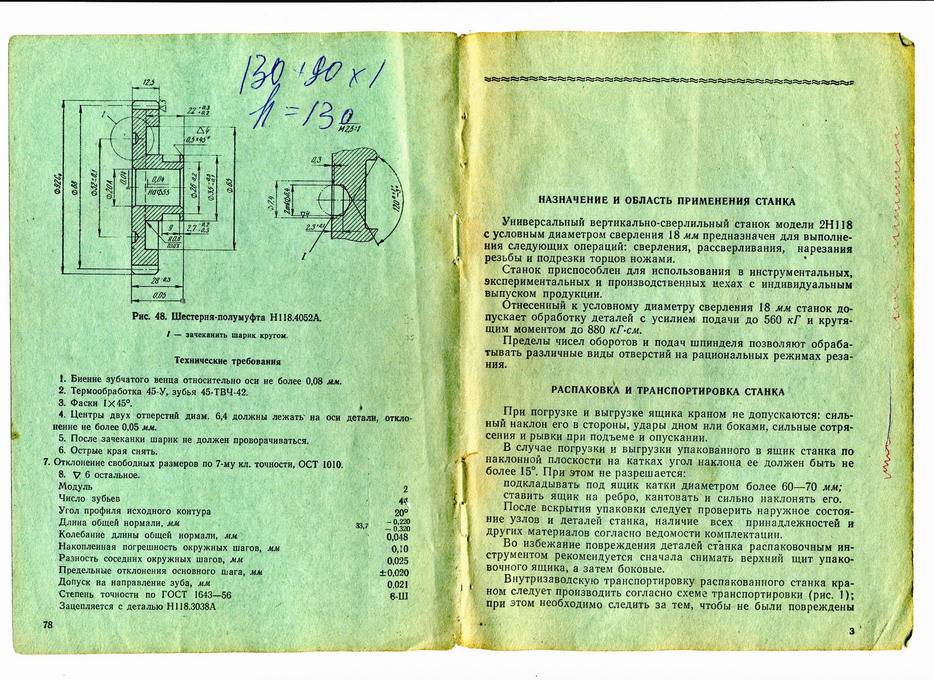
Сверлильная головка
Сверлильная головка сверлильного станка 2н118
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.





Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
Восстановление 2Н118-1
Вот это уже лучше, ато я думал тока мне такой экземпляр перепал. Однозначно решено что подъем стола будет на мускульной тяге винт + коническая пара, т.е. возврат к класике, причем цеплять второй частотник ради подъема это уже гопничество, 3 -х фаз не придвидится. Кронштейн ( или правильнее картерная деталь) на которую ставится двигатель особого интереса не представляет, т.к. такуже смысла делать нет, сколхозим несколько стоек и оберну металлом, сверху плиту под крепление мотора.
Главный вопрос восстановление автоподачи. Очень интересует весь фарш который насаживается на вал привода пиноли в полости между крышкой и венцом червячного колеса узел 1 на картинке, также весьма интересно увидеть профиль кулачка узел 2отключения по предельному моменту, который воздействует на шариковую муфту и установлен на валике проходящем горизонтально сквозь всю шпиндельную бабку, а также принцип срабатывания. И вообще как включается автоподача.
Насколько я понял из паспорта там стоят храповые диски, которые врядли возможно изготовить в моих скромных условиях, поэтому витает мысль использовать фрикцион.
Еще один «мелкий вопрос за счет чего возвращается пиноль, такое ощущение что должен быть шкив и противовес, т.к. не верху шкивок маленький есть.
И на маслонасосе отломаны трубки, какая всасывающая, а какая напорная, и куда ее тянуть.
Технические характеристики станка 2Б118
| Наименование параметра | 2Н118 | 2Б118 |
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм2, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки (гильзы шпинделя), мм | 300 | 100 |
| Наибольшее осевое перемещение шпинделя, мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | 880 |
| Наибольшее усилие подачи, кг | 500 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, кгс | 560 | 550 |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,7 (2850) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 450 | 450 |
Список литературы
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители





